Состав и физико-химические свойства природных
Введение.
5
ГЛАВА
СОСТАВ И ФИЗИКО-ХИМИЧЕСКИЕ СВОЙСТВА ПРИРОДНЫХ
Глава 10 СТАБИЛИЗАЦИЯ ГАЗОВЫХ КОНДЕНСАТОВ
10.1. КРАТКАЯ ХАРАКТЕРИСТИКА ГАЗОВЫХ КОНДЕНСАТОВ
Пластовая продукция ряда месторождений наряду с газообразными компонентами содержит также пентаны (С5+) и более тяжелые углеводороды. Смесь пентана и более тяжелых углеводородов принято называть газовым конденсатом.
На практике пользуются также термином "стабильный конденсат”. Этот продукт наряду с углеводородом С5+ может содержать также пропан, бутан и другие компоненты. Стабильные конденсаты отвечают требованиям ОСТ 51.65-80.
Конденсаты ряда месторождений (Марковское) обладают ярко выраженным метановым характером, в других преобладают нафтеновые углеводороды (Усть-Чесальское, Бованенков-ское). В некоторых конденсатах содержатся в значительном количестве ароматические углеводороды. Например, в конденсатах Митрофановского, Некрасовского, Кульбешкакского, Усть-Лабинского месторождений их количество составляет 46-63 % [1, 2].
Стабильный конденсат одного и того же месторождения может иметь различные показатели. Это зависит, с одной стороны, от снижения пластового давления месторождения, с другой - от режима эксплуатации установок, где производится выделение тяжелых углеводородов из газа. Так, снижение изотермы на установках НТС повышает степень конденсации углеводородов С5, Сб, что в свою очередь приводит к увеличению содержания легких фракций в конденсате. Особенно существенно влияние температуры сепарации на фракционный состав конденсата при его незначительном содержании в пластовом газе и высоком содержании высококипящих фракций.
Физико-химические характеристики конденсатов определяют их товарные свойства. Для оценки возможности получения из конденсатов отдельных марок моторных топлив установлена их единая технологическая классификация по отраслевому стандарту ОСТ 51.56-79 [3]. Согласно этой классификации, конденсаты анализируются по следующим показателям: давлению насыщенных паров, содержанию серы, фракционному составу, содержанию ароматических углеводородов и парафинов, температуре застывания.
По содержанию общей серы конденсаты подразделяют на три класса:
I - бессернистые и малосернистые с массовой долей общей серы не более 0,05 %. Эти конденсаты не нуждаются в очистке от сернистых соединений;
II - сернистые с содержанием общей серы от 0,05 до 0,8 %. Необходимость очистки этого класса конденсатов и его фракций в каждом конкретном случае решается в зависимости от исходных требований;
III - высокосернистые с содержанием общей серы более 0,80 %.
По массовой доле ароматических углеводородов в газовых конденсатах они разделяются на три типа: Аи Л2 и А3. К типам Alf А2 и А3 относятся конденсаты, содержащие более 20, 15-20 и менее 15 % ароматических углеводородов соответственно.
По содержанию алкановых углеводородов нормального ряда во фракции с началом кипения выше 200 * С и возможности получения топлива для реактивных двигателей, зимних дизельных видов топлива и жидких парафинов газовые конденсаты разделяются на четыре вида - Н,, Н2, Н3 и Н4:
- высокопарафинистые, во фракции которых с температурой кипения 200-320 "С содержание комплексобразующих составляет не менее 25 % (масс.). Из этих конденсатов можно получить жидкие нормальные алканы и реактивное и дизельное топливо с использованием процесса депарафинизации;
Н2 - парафинистые, во фракции 200-320 °С содержится 18-25 % (масс.) комплексобразующих;
Н3 - малопарафинистые, содержание комплексобразующих во фракции 200-320 вС - 12-18 % (масс.);
Н4 - беспарафинистые, содержание в дизельной фракции комплексобразующих - менее 12 % (масс.).
По фракционному составу конденсаты подразделяются на три группы - Ф15 Ф2 и Ф3:
Ф, - конденсаты облегченного фракционного состава, содержащие бензиновые фракции не менее 80 % (масс.), выкипающие не выше 250 ’С;
Ф2 - конденсаты промежуточного фракционного состава, выкипающие в пределах температур 250-320 °С;
Ф3 - конденсаты, выкипающие при температуре выше 320 “С.
4.2.2. Определение параметров пласта по результатам исследования скважин без остановки для измерения пластового давления... 256
4.2.3. Определение свободного и абсолютно свободного дебита..,. 258
4.2.4. Методика исследования скважин с длительным периодом
477
Таким образом, для газового конденсата устанавливается шифр технологической характеристики, по которому определяется целесообразное направление его переработки. К примеру, конденсат Шатлыкского месторождения обозначается шифром 1АзН,Ф3. Входящие в него символы расшифровываются следующим образом:
I - класс: содержание общей серы в конденсате составляет не более 0,05 % (масс.);
Аэ - тип конденсата: содержание ароматических углеводородов менее 15 % (масс.);
Н, - вид: высокопарафинистый конденсат, во фракции 200-320 *С содержание комплексобразующих выше 25 % (масс.);
Ф3 - температура конца кипения выше 320 “С.
Содержание отдельных компонентов и фракций в составе сернистых конденсатов определяется экспериментальным или расчетным путем (при проектировании). Для оценки товарных свойств конденсатов и их отдельных фракций большое значение имеет как концентрация отдельных сернистых соединений, так и содержание общей серы в них.
Содержание общей серы в конденсатах определяется по уравнению
Хйн-згЕ-^-п,, (10.1)
где - массовое содержание сернистых соединений в стабильном конденсате, %; - молекулярная масса сернистых
соединений; л, - число атомов серы в веществе.
Для иллюстрации приведем пример расчета по уравнению (10.1).
Пример. Стабильный конденсат содержит следующие сернистые соединения, % (масс.): сероводород - 0,05; этантиол -0,10; диметилсульфид - 0,12; диметилдисульфид - 0,10. Требуется определить содержание общей серы в конденсате.
Решение. 1. Находим молекулярные массы и число атомов серы в сернистых соединениях. Данные сведены в табл. 10.1.
Таблица 10.1
Определение содержания общей серы в конденсате
| Сернистое соединение |
Показатели | |||
|
М | 9 |
п | Хи* |
|
| Сероводород |
34,08 | 0,05 |
1 | 0,0469 |
| Этантиол | 62,14 | 0,10 | 1 |
0,0514 |
|
Диметилсульфид | 62,14 | 0,12 | 1 |
0,0617 |
|
Диметилдисульфид |
94,14 | 0,10 |
1 | 0,0339 |
| Итого | — |
0,37 | - |
0,1939 |
2. Определяем массовую долю серы во всех сернистых соединениях и в целом в стабильном конденсате. В соответствии с данными табл. 10.1 массовое содержание общей серы в стабильном конденсате составляет 0,1939 %.
Сернистые и высокосернистые конденсаты в основном имеют низкие температуры помутнения и застывания (ниже минус 60 °С), за исключением конденсатов, содержащих большое количество твердых парафинов (С1б+). Содержание твердых парафинов в конденсатах ряда месторождений составляет, % (масс.): Уртабулак - 2,7; Карачаганак - 3; Денгизкуль - 1,8; Хаузак - 0,68; Бештентяк - 3,8; Рават - 1,35; Ширяевское -
1,33.
По концентрации и составу сернистых соединений конденсаты условно разделены на три группы:
Ct - конденсаты, содержащие в основном меркаптановую серу (месторождения Бухарское, Оренбургское, Кокуйское, Кумжинское, Ванейвисское);
С2 - конденсаты, содержащие в основном сульфидную серу (месторождения Учкыр, Кандым, Даяхатын, Денгизкуль, Уртабулак, Хаузак);
С3 - конденсаты, содержащие в одинаковых количествах меркаптановую и сульфидную серу (месторождения Совхозное, Западная Прорва, Северный Мубарек).
Ряд сернистых соединений конденсатов обладает более низкой термической стабильностью, чем углеводороды. При нагревании в процессе переработки они претерпевают различные превращения, в результате чего выделяется значительное количество сероводорода и тиолов, вызывающих коррозию аппаратуры и ухудшающих качество продуктов переработки.
Значение температуры при нагревании, выше которого начинается разложение сернистых соединений конденсата, принято называть пороговым. Порог термостабильности конденсатов - стабильность (ТСК) служит дополнительной характеристикой, необходимой при выборе режима переработки сернистых конденсатов и использовании продуктов их переработки.
На основании экспериментальных исследований установлено, что переход порога термостабильности для одних конденсатов характеризуется выделением тиолов (месторождения Кокуйское, Оренбургское, Бухарское), а для других - образованием сероводорода (месторождение Уртабулак) [1,2, 27].
Установлено, что при нагревании сернистых конденсатов в первую очередь происходит выделение тиолов, а затем сероводорода. При высоких температурах преобладает выделение сероводорода. При этом меркаптаны и сероводород могут быть
продуктами разложения сероорганических соединений. Отличие порогов ТСК и составов выделенных из них сернистых соединений служит важной характеристикой при решении вопросов, связанных с их совместной переработкой.
Основными продуктами установок подготовки газа к транспорту пластовой продукции газоконденсатных месторождений являются газ высокого давления в соответствии с ОСТ 51.40-83, ОСТ 51.40-93 или ТУ и нестабильный конденсат. В состав последнего входят практически все компоненты сырьевого газа, включая воды, а также некоторое количество механических примесей. Широкая гамма углеводородов в составе нестабильного конденсата обусловливает необходимость его переработки с целью производства различных продуктов.
Первичная переработка нестабильного конденсата производится на установках стабилизации конденсата (УСК). Товарными продуктами УСК являются деэтанизированный или стабильный конденсат, широкая фракция легких углеводородов (ШФЛУ), различные сжиженные газы, газы выветривания и деэтанизации и г.д. Установки стабилизации конденсата входят в состав практически всех газоконденсатных комплексов.
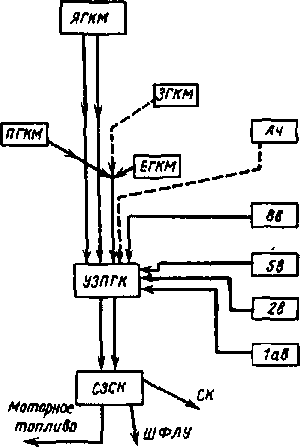
На практике имеют место случаи, когда по той или иной причине на одной установке не производится полная стабилизация нестабильных конденсатов. На одной площадке осуществляется частичная дегазация или полная деэтанизация конденсата, а на другой - его полная стабилизация. Например, такая схема реализована на Ямбургском и Уренгойском ГКМ (рис. 10.1).
Нестабильный конденсат, получаемый на УКПГ Уренгойского ГКМ на Уренгойском заводе по переработке конденсата (УЗПК), подвергается деэтанизации. Затем деэтанизированный конденсат подается на Сургутский конденсатоперерабатывающий завод (CKII3), где разделяется на стабильный конденсат и сжиженные газы.
На Ямбургском ГКМ на установках комплексной подготовки газа производится частичная дегазация нестабильного конденсата. Затем конденсат подается на УЗПК, где смешивается с нестабильным конденсатом Уренгойского ГКМ и подвергается деэтанизации.
Рис. 10.1. Блок-схема сбора и обработки конденсатов северных ГКМ:
ЯГКМ - Ямбургское ГКМ; ПГКМ - Песцовое ГКМ; ЕГКМ -Ен-Ехинское ГКМ; ЗГКМ - Заполярное ГКМ; Ач - ачимов-ские залежи Уренгойского ГКМ; УЗПГК - Уренгойский завод по переработке газового конденсата; СЗСК - Сургутский завод по стабилизации конденсата; СК ~ стабильный конденсат
Для получения стабильного конденсата в основном применяют процессы ректификации и многоступенчатой дегазации (сепарации) как по отдельности, так и в сочетании. Независимо от применяемого способа стабильный конденсат должен отвечать требованиям, приведенным в табл. 10.2.
Таб ли ца 10.2
Молярные составы нестабильных конденсатов, принятых для исследований, %
| Компонент | Состав | ||
|
I | II |
III | |
| 0,114 | 0,153 | 0,069 |
|
| сн, | 51,326 | 51,634 | 51,088 |
| с2н6 |
10,806 | 10,444 |
8,886 |
|
C3HS |
9,410 | 7,675 |
1,060 |
|
изо-С4Н10 |
2,519 | 2,234 |
2,136 |
| н-сй; |
2,858 | 2,693 |
0,876 |
| ызо-С,Н,, | 2,175 | 4,723 | 7,166 |
|
и-сД, | 1,869 |
4,257 | 4,934 |
| сд; | 3,286 |
4,001 | 5,515 |
| с7н1В |
2,509 | 3,847 |
5,019 |
|
с8н18 | 2,271 | 2,849 | 3,695 |
| с9ни0 |
2,218 | 2,155 |
3,852 |
|
с10н22 |
8,401 | 3,467 |
5,537 |
| со2 | 0,239 | 0,226 | 0,667 |
|
Количество С^-С1и в | |||
| сырье: |
|||
| % (мол.) | 22,729 |
25,299 | 35,718 |
| кг /100 моль |
2302 | 2432 |
3548 |
Стабилизация конденсата многоступенчатой дегазацией основана на снижении растворимости легких компонентов в жидких углеводородах (С5+) при повышении температуры и уменьшении давления. Различная растворимость компонентов обеспечивает их избирательное выделение из жидкой фазы.
Для стабилизации конденсата могут применяться одно-, двух- и трехступенчатые схемы дегазации (сепарации). Ниже приведены результаты исследований по определению эффективности процесса стабилизации конденсата с применением каждого из вариантов схем. В качестве критерия эффективности взята степень распределения тяжелых углеводородов (С5Н12+) между газами сепарации и стабильным конденсатом. Составы исследованных нестабильных конденсатов даны в табл. 10.2. Сырье подвергалось обработке по трем вариантам, расчетные схемы которых приведены на рис. 10.2.
В первом варианте стабилизация осуществлялась в одну ступень при давлении 0,13 МПа и температуре 40 "С. По второму варианту сырье сначала дегазировалось при р = 4,0 МПа и t = 10 “С, затем жидкая фаза подвергалась разделению во второй ступени при р = 0,13 МПа и t = 40 °С. Третий вариант предусматривал стабилизацию сырья в три ступени при следующих режимах: первая ступень р = 4,0 МПа и t = 10 вС, вторая ступень р - 1,6 МПа и t = 0 “С, третья ступень р = = 0,13 МПа и t = 40 “С.
Из данных табл. 10.3 следует, что независимо от состава сырья, чем меньше число ступеней сепарации, тем ниже концентрация углеводородов С5+ в газах стабилизации. С газами стабилизации в основном уносятся легкие компоненты конден-
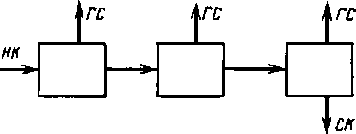
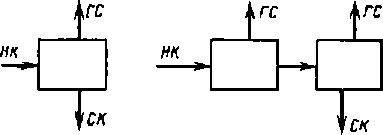
Рис. 10.2. Расчетные схемы вариантов стабилизации конденсата многоступенчатой дегазацией:
НК - нестабильный конденсат ; ГС ~ газ сепарации; СК ~ стабильный конденсат
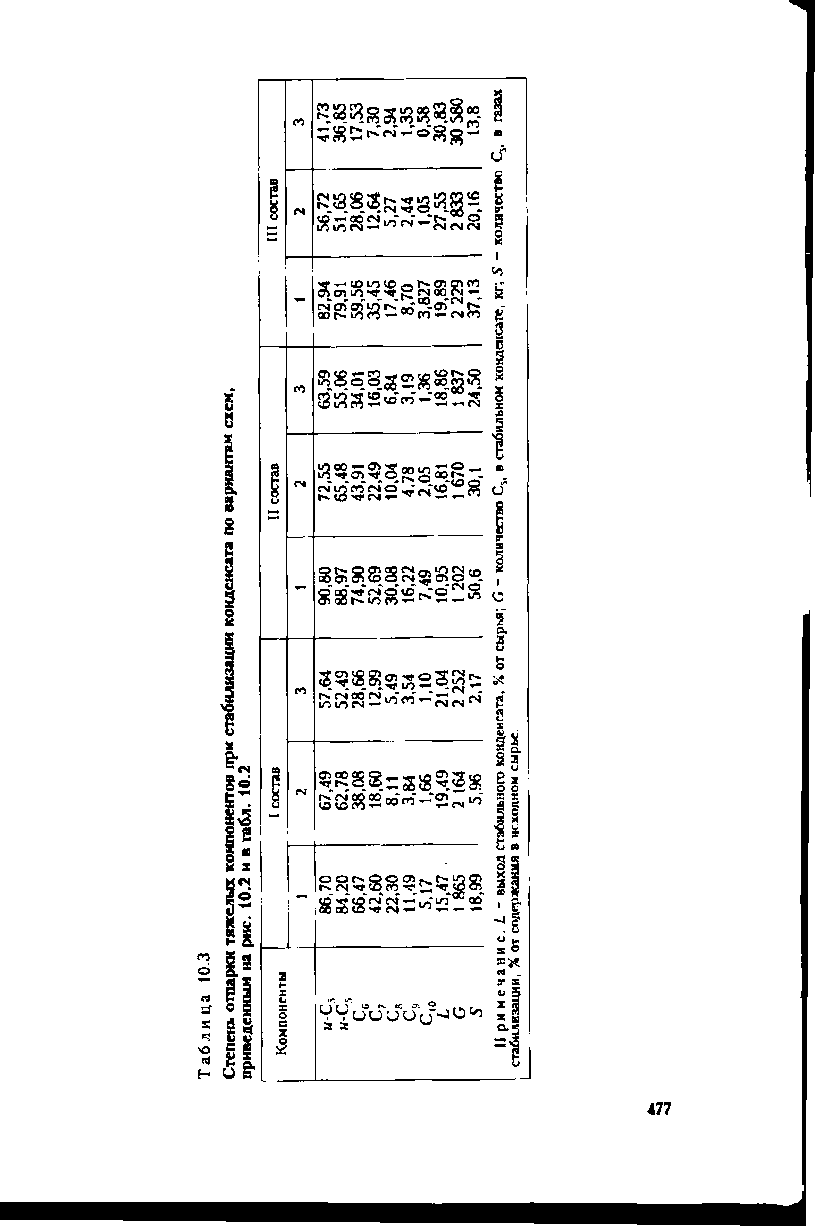
сата. Это приводит к уменьшению бензиновых фракций в стабильном конденсате.
Во всех описанных вариантах газы стабилизации всех ступеней не отвечают требованиям товарной продукции (ШФЛУ, ПБФ). Дополнительная переработка газов стабилизации с целью получения сжиженных газов различных марок требует повышенных затрат.
Стабилизация конденсата путем многоступенчатой дегазации может быть применена при малых объемах перерабатываемого сырья, когда производство товарных сжиженных газов экономически нецелесообразно.
Такая технология нашла широкое применение при стабилизации нефтей. По этой схеме газы дегазации первой ступени с помощью компрессора подаются в поток товарного газа. Газы последующих ступеней в зависимости от конкретных условий производства используются в топливной сети или подаются на факел. Последнее приводит к снижению эффективности работы УСК.
Установки стабилизации конденсата многоступенчатым выветриванием (УВК) в основном реализованы на мелких газоконденсатных месторождениях. На крупных месторождениях этот способ применен на Уренгойском заводе по переработке конденсата (УЗПК) как первая очередь производства. С пуском установок деэтанизации и стабилизации (дебутанизации) конденсата с использованием ректификационной технологии УВК отводится функция резервной технологии.
Одним из важных экологических вопросов на УЗПК является сбор и утилизация водометанольной смеси (ВМС). Из-за
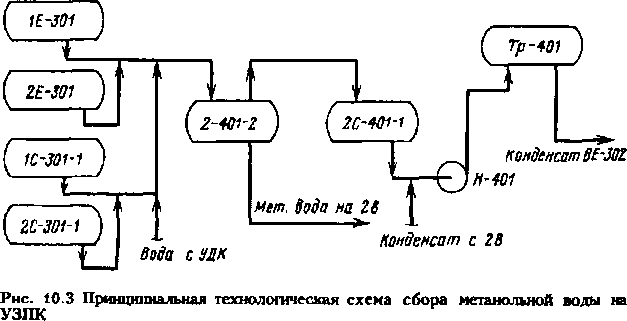
нечеткой работы разделителей, а также вследствие взаиморас-творимости конденсата и метанола на ЗПК поступает водоме-танольная смесь. Во входных сепараторах и ректификационных колоннах часть ВМС выделяется из углеводородного конденсата. С целью повышения эффективности систем утилизации ВМС специалистами завода проведена модернизация УВК. В частности, два сепаратора 2С-401-1 и 2С-401-2 используются для сбора, отстоя, дополнительного разделения мета-нольной воды, поступающей с установок стабилизации и де-этанизации конденсата. Метанольная вода после отстоя направляется на УКПГ-2в, углеводородный конденсат, выделившийся в процессе отстоя, собирается и откачивается в парк СК и ДТ (рис. 10.3).
Предусмотрена схема возврата углеводородного конденсата с УКПГ-2в, унесенного с метанольной водой из сепараторов. Кроме того, выветриватели В-401-1, В-401-2 обеих ниток УВК используются для дополнительной сепарации топливного газа от конденсата с целью предотвращения попадания капельной жидкости на форсунки печей ЗПГК.
10.3. ДЕЭТАНИЗАЦИЯ ГАЗОВЫХ КОНДЕНСАТОВ С ПРИМЕНЕНИЕМ РЕКТИФИКАЦИОННЫХ ПРОЦЕССОВ
Как было указано выше, процесс стабилизации конденсата многоступенчатой дегазацией имеет серьезные недостатки, такие как потеря легких фракций конденсата и невозможность производства сжиженных газов, отвечающих требованиям ГОСТ 20448-90. Кроме того, сбор и утилизация газов сепарации связаны с большими энергетическими затратами. Указанные факторы, а также увеличение объема добычи конденсата обусловили разработку и внедрение новых технологических процессов стабилизации конденсата - с использованием ректификационных колонн. Эти процессы имеют следующие преимущества по сравнению со стабилизацией многоступенчатой дегазацией:
проведение предварительной сепарации и деэтанизации нестабильного конденсата при высоких давлениях облегчает утилизацию газовых потоков;
возможно производство сжиженных газов, отвечающих требованиям ГОСТа, без применения искусственного холода;
рационально используется энергия нестабильного конденсата;
товарный конденсат имеет низкое давление насыщенных паров, что снижает его потери при транспортировании и хранении.
Первая У С К, где для получения товарного конденсата был использован ректификационный процесс, введена в эксплуатацию на Сосногорском ГПЗ. С учетом опыта эксплуатации этих установок в дальнейшем на различных месторождениях был построен ряд других установок, работающих по ректификационной технологии.
В зависимости от условий производства (состав и параметры сырья, месторасположение установок НТС и УСК, требования к глубине извлечения целевых компонентов в товарную продукцию и т.д.) на практике могут применяться схемы де-этаниэации конденсата с вводом смеси конденсатов ступеней сепарации в деэтанизатор общим потоком или раздельно.
Схема с общим вводом сырья. Примером осуществления деэтанизации конденсатов ступеней сепарации общим потоком может служить УСК Уренгойского завода по переработке конденсата (УЗПК). На установках деэтанизации перерабатываются нестабильные конденсаты УКПГ Уренгойского и Ямбург-ского ГКМ.
Нестабильные конденсаты, получаемые на УКПГ на указанных месторождениях, должны отвечать требованиям ТУ 0575174-02-88, приведенным ниже (сырье - УГП и ЯГД).
Массовая доля компонентов С,-С4, %, не более:
Массовая доля механических примесей в стабильной
части, %, не более..................................................................................................0,05 для УГП и 0,1
для ЯГД (определяется по требованию)
Массовая концентрация хлористых солей в стабильной
части, мг/дм3, не более....................................................................................10
Плотность при 20 ’С, г/см3..................................... Не нормируется,
определение обязательно
Основной товарный продукт УДК - деэтанизированный конденсат (ДК), требования к которому приведены в табл.
10.4. Деэтанизированный конденсат, полученный при работе установки по одноколонной схеме, закачивается в конденсато-провод Уренгой-Сургут с целью его дальнейшей переработки. Дополнительным продуктом установки является газ деэтанизации. Особых требований к газу деэтанизации не предъявляется, за исключением того, что содержание в нем углеводородов не должно превышать 2 % (масс.).
|
Показатели | Норма |
| Сумма углеводородов С5<.,, % (масс.), не более Массовая доля пропана и бутанов, % (масс.) Массовая доля метана и этана, %, не более Массовая доля воды, %, не более Массовая доля механических примесей, %, не более Масса хлористых солей, мг/дм3, не более Плотность, кг/см3 | 2 Не нормируется 0,8 0,1 0,05 100 Не нормируется, определение обязательно |
Установка деэтанизации конденсата (рис. 10.4) состоит из четырех ниток производительностью по нестабильному конденсату 1,54 млн. т в год каждая. Оборудование технологических ниток идентично.
Технологические нитки работают по одноколонной схеме. Деэтанизация конденсата производится в две ступени: частич-
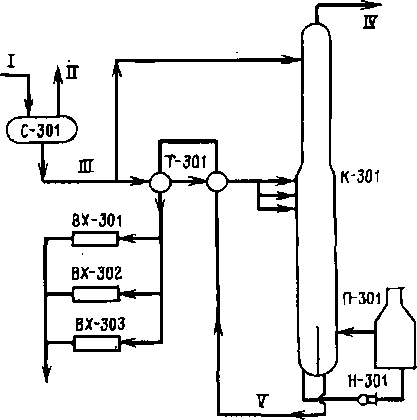
Рис. 10.4. Принципиальная технологическая схема УДК Уренгойского ЗПК:
С-301 - входной разделитель; Т-301 - рекуперативный теплообменник; К-301 ~ деэтанизатор; 11-301 - печь; ВХ-301, ВХ-302, ВХ-303 - воздушные холодильники; Н-301 - насос;
I - нестабильный конденсат; // - газ выветривания; III - частично дегазированный конденсат; IV - газ деэтанизации; V - стабильный конденсат
нал дегазация в сепараторах-выветривателях и полная деэта-низация в ректификационной колонне.
Газы сепарации и деэтанизации смешиваются и для дожа-тия направляются на ДКС; после дожатия до 75 кгс/см2 охлаждаются и смешиваются с товарным газом высокого давления. Предусмотрена подача части газов выветривания и деэтанизации на эжектирование на УКПГ-2 Уренгойского ГКМ.
Деэтанизированный конденсат выводится в резервуарный парк головной насосной станции (ГНС) с последующей откачкой в конденсатопровод Уренгой - Сургут. Качество деэтани-зированного конденсата регламентируется СТП 05751745-67-92 "Конденсат газовый деэтанизированный".
Потоки нестабильных конденсатов из промысловых УКПГ поступают в общий коллектор Ду 700, оттуда направляются параллельными линиями в входной сепаратор-выветрйватель С-301 а установки деэтанизации конденсата. Давление в сепараторе С-301 поддерживается на уровне 245-30 кгс/см2. После каждого сепаратора С-301а выветренный конденсат с температурой —1...—10 "С разделяется на два потока. Первый поток последовательно проходит трубчатое пространство теплообменников Т-301а - 1.2, где нагревается до 90-140 °С за счет тепла встречного потока деэтанизированного конденсата, поступающего в межтрубное пространство теплообменников с температурой 140-170 "С. Нагретый до температуры 90-140 °С конденсат газа поступает в деэтанизатор К-301а в качестве питания колонны на 20; 22 или 24-ю тарелки (считая сверху).
Деэтанизатор К-301а - вертикальный цилиндрический аппарат переменного сечения диаметром 2000 и 2400 мм соответственно в верхней и нижней частях. Имеет 37 ситовых тарелок. Первые три тарелки служат каплеотбойным устройством. На месте четвертой тарелки смонтирован распределитель холодного орошения, которое подается на пятую тарелку. Над 20; 22 и 24-й тарелками также смонтированы распределители для подачи питания колонны, т.е. парожидкостной смеси. Ситовые тарелки 4-поточные и имеют переливные короба, которые расположены под углом 90“ относительно друг друга на соседних тарелках.
В кубе колонны имеется перегородка, которая разделяет куб на две зоны (холодную и горячую). Перегородка не доходит до днища куба на расстояние 500 мм. В горячую зону поступает циркулирующая жидкость из печи, а из холодной зоны конденсат поступает на прием насоса. В холодную зону стекает газовый конденсат с нижней тарелки. Сливной короб нижней тарелки закрыт над горячей частью куба деэтанизатора плас-
тинами, чтобы слив происходил в холодную часть куба. Деэта-низированный конденсат выводится из горячей зоны куба колонны. Температура куба замеряется в горячей зоне колонны.
Второй поток конденсата газа с температурой -1...-10 ‘С через клапан-регулятор расхода поступает на 5-ю тарелку в качестве холодного орошения. Тарелки 1-3 служат каплеот-бойниками. 4*я тарелка демонтирована для размещения маточника (распределения жидкости по тарелке).
Для оценки показателей работы установки деэтанизации конденсата выполнены расчеты, результаты которых приведены в табл. 10.5.
При расчетах предусматривалась подача 45 % сырья на верхнюю тарелку в качестве орошения.
С верха деэтанизатора газ деэтанизации подается в коллектор и далее на ДКС.
Для получения тепла и создания паровой фазы в колонне циркулирующая жидкость из холодной зоны куба забирается насосом Н-301а и подается в печь П-301а, где нагревается до температуры не более 180 “С и снова подается в верхнюю часть куба деэтанизатора (под нижнюю тарелку).
Деэтанизированный конденсат с куба К-301а с температурой не более 170 *С, пройдя межтрубное пространство теплообменников Т-301 а, охлаждается за счет нагрева нестабильного конденсата, проходящего по трубам теплообменника. Затем деэтанизированный конденсат охлаждается в воздушных холодильниках ВХ-301а, 302а, 303а до температуры не выше 40 “С и направляется по трубопроводу на ГНС с давлением 0,5-
1,2 МПа.
Деэтаниаация конденсата с раздельным питанием. На
практике может быть реализована также схема деэтанизации с раздельной подачей конденсатов первой и второй ступеней
Табли ца 10.5
Материальный баланс установки деэтанизации конденсата (давление в вьгаетривателе и колонне 2,4 МПа)
| Потоки установки | т, *с |
Количество | |
| кг | моли | ||
| Сырье | -15,5 |
29 313 | 445,7 |
|
Газ выветривания | -15,5 |
976,3 | 52,3 |
|
Газ деэтанизации | 9,5 |
2 596 | 108 |
|
Частично дегазированный кон |
-15,5 | 28 336 | 393,4 |
| денсат Питание колонны | 120 | 12 751 | 177 |
| Орошение колонны | -15,5 | 15 585 | 216,4 |
|
Деэтанизированный конденсат |
147 | 25 740 | 285,4 |
сепарации в колонну. В этом варианте конденсат первой ступени нагревается и подается в среднюю часть колонны. Конденсат второй ступени полностью или частично подается на верхнюю тарелку колонны в качестве орошения (в зависимости от состава и температуры).
В этом варианте примерно 55 % конденсата второй ступени расходуется на орошение. Остальная часть сначала используется для охлаждения деэтанизированного конденсата, затем совместно с конденсатом второй ступени подается в колонну.
В работе [20] предложен новый способ дёметаниэации, отличающийся меньшей металлоемкостью. Основным аппаратом установки является комбинированная колонна-теплообменник, выполняющая функции отпарной колонны и рекуперативного теплообменника.
В затрубном пространстве аппарата установлены тарелки с кольцевыми щелями. В КТ поддерживается затопленный режим. Не требуется насос для прокачки сырья через печь.
10.4. ПОЛНАЯ СТАБИЛИЗАЦИЯ КОНДЕНСАТА ПО ДВУХКОЛОННОЙ СХЕМЕ
На Уренгойском ЗПК реализована также схема с полной стабилизацией конденсата. Установка включает в себя две колонны. В первой из них производится деэтанизация конденсата. Вторая колонна работает в режиме дебутан и зации с получением конденсата, отвечающего требованиям ОСТ 51.65-80.
При проектировании ректификационных колонн, в первую очередь по заданной чистоте разделения потоков, определяют температуру и давление в колонне. От температурного режима колонны зависит, в каком состоянии находится верхний продукт колонны. При полной конденсации верхнего продукта должно удовлетворяться условие
где Х( - молярная доля компонента в смеси при выходе из колонны; /С, - константа равновесия того же компонента в параметрах верха колонны.
Если известна температура верха колонны, к примеру, на основе показателей флегмы, то задают значение давления и определяют условие равновесия (10.2). При том значении давления, когда соблюдается условие уравнения (10.2), выбранное давление считается правильным.
В тех случаях, когда требуется работа дефлегматора в режиме парциального конденсатора, расчет производится по уравнениям (1.35) и (1.36).
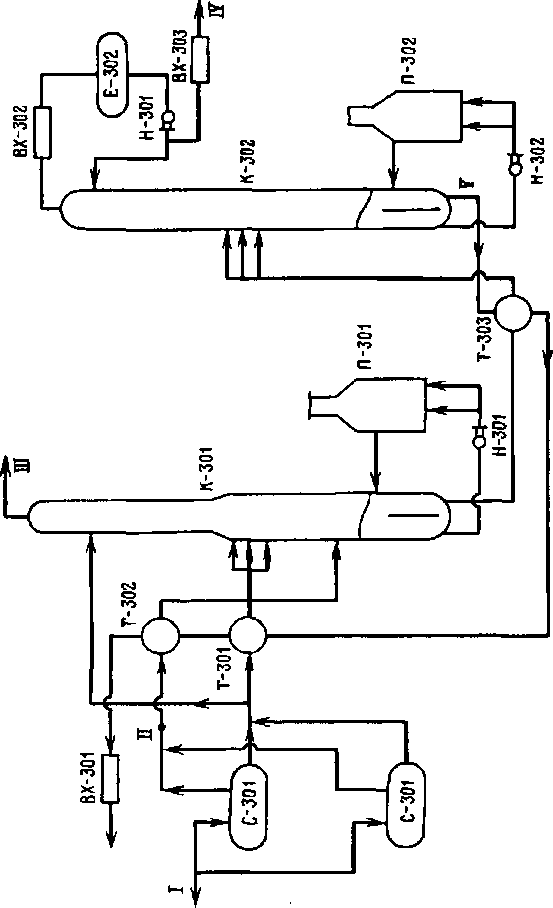
Способ стабилизации конденсата по полной схеме с получением стабильного конденсата и ШФЛУ реализован на Уренгойском ЗПК (рис. 10.5).
Нестабильный конденсат с температурой -10 вС и давлением 3,7 МПа поступает в два параллельно работающих сепаратора С-301. Этот аппарат представляет собой горизонтальную емкость объемом 50 м3, разделенную вертикальной перегородкой на две зоны: зону отстоя и вывода метанольной воды и зону вывода конденсата.
Газ сепарации нагревается в теплообменнике Т-302 за счет тепла стабильного конденсата и подается под 3-ю тарелку колонны К-301. Температура в кубе колонны поддерживается циркуляцией через параллельно работающие печи П-301. Предусмотрена возможность подачи газа, минуя Т-302, на дожатие в ДКС.
Выветренный конденсат из сепараторов С-301 объединяется в один поток, затем делится на два потока. Один поток проходит рекуперативный теплообменник Т-301, где нагревается до 80 “С, и поступает на 15; 17 или 19-ю тарелки. Другой поток в качестве холодного орошения/ подается на 40-ю тарелку деэта-низатора. Колонна К-301 представляет собой вертикальный аппарат сечением в нижней части 2200 мм, в верхней части -1400 мм. Имеется 40 ситовых тарелок. Газ деэтанизации с верха колонны подается на ДКС.
Жидкая фаза с низа колонны поступает на прием насосов Н-301, которые прокачивают жидкость через змеевики двух параллельно работающих печей П-301 (в каждой печи по два потока). Все четыре потока жидкости на выходе из печей объединяются в один и поступают в кубовую часть колонны К-301 для поддержания температуры низа.
Режим работы К-301: давление не более 2,6 МПа, температура верха и низа соответственно не выше +10 и 165 “С. Деэтанизированный конденсат с температурой 165 °С из кубовой части деэтанизатора поступает в межтрубное пространство теплообменника Т-303, где нагревается за счет тепла встречного потока стабильного конденсата из К-302. Деэтанизированный конденсат, нагретый в теплообменнике Т-303, поступает на загрузку в колонну К-302 на 18; 20 или 22-ю тарелки.
Верхним продуктом колонны К-302 является ШФЛУ, пары которой при температуре до 120 аС поступают в воздушный холодильник ВХ-301, где происходит их охлаждение и конден-
Составы потоков установок деэтанизации (потоки I—V) и стабилизации конденсата
| Показатели | Поток (по рис. | 10.4) | Поток (по рис. 10.5) | ||||
| ] | II | 111 | IV | V | ШФЛУ | ск | |
| Т, °С | -15,5 |
-15,5 | -15,5 | 9,5 | 148 | - | _ |
| с% |
0,02 | 0,11 | 0,00 |
0,02 | 0,00 |
0,00 | |
| 23,12 |
86,58 | 14,69 | 53,50 |
0,00 | 0,0003 | 0,00 | |
| с2н6 |
11,84 | 8,84 | 12,24 | 38,27 | 2,39 |
6,6229 | 2,32 |
|
со2 | 0,34 |
0,61 | 0,31 | 1,13 |
0,00 | 0,0003 | 0,00 |
| ызо-С.Н|М |
14,06 | 2,89 | 15,55 | 5,12 | 19,49 |
54,1144 | 19,50 |
|
4,53 | 0,35 | 5,08 |
0,66 | 6,76 | 15,7467 | 6,76 | |
|
»-сА„ изо-С,Н|3 |
6,82 | 0,35 | 7,68 |
0,69 | 10,33 | 20,7183 | 10,33 |
| 7,19 |
0,13 | 8,13 | 0,29 | 11,09 | 2,2471 |
11,10 | |
|
ПсСХ Фр ‘зей к |
6,22 | 0,И | 7,04 |
0,24 | 9,61 | 0,5489 | 9,63 |
| 5,74 |
0,02 | 6,50 | 0,06 | 8,94 | 0,0003 |
8,95 | |
| 3,80 |
0,01 | 4,31 | 0,02 |
5,93 | - | 5,94 | |
| Фр. 385 К | 3,47 | 0,00 | 3,94 |
0,01 | 5,42 | - |
5,43 |
| Фр. 409 К |
1,94 | 0,00 | 2,20 | 0,00 | 3,03 |
- | 3,03 |
| Фр. 448 К | 2,92 | 0,00 |
3,30 | 0,00 | 4,55 |
- | 4,56 |
|
Фр. 498 К | 3,50 | 0,00 | 3,96 | 0,00 |
5,46 | - | 5,47 |
| Фр. 548 К | 1,94 |
0,00 | 2,20 | 0,00 | 3,04 | - |
3,04 |
| Фр. 598 К |
1,94 | 0,00 | 2,20 |
0,00 | 3,04 | - | 3,04 |
| Фр. 648 К | 0,58 | 0 |
0,66 | 0 | 0,91 |
— | 0,91 |
сация. Жидкость собирается в рефлюксную емкость Е-301. Часть ШФЛУ из этой емкости насосом Н-303 в качестве орошения подается на 40-ю тарелку стабилизатора К-302. Балансовый остаток ШФЛУ поступает в ВХ-303, где охлаждается, и затем направляется на головную насосную станцию.
С низа колонны стабильный конденсат поступает на прием циркуляционных насосов Н-302, которые прокачивают его двумя потоками через печь П-302. На выходе из печи оба потока объединяются в один и подаются в кубовую часть колонны К-302. Режим работы К-302: давление не более 1,3 МПа, температура верха и низа соответственно 90-130 вС и не более 255 вС.
Стабильный конденсат кубовой части К-302 проходит последовательно теплообменники Т-303, Т-302 и Т-301, воздушный холодильник ВХ-302, где охлаждается до температуры 40 вС, и отводится в парк стабильного конденсата и дизельного топлива.
В табл. 10.6 приведены молярные составы основных потоков установок деэтанизации (УДК, см. рис. 10.4) и стабилизации (УСК, см. рис. 10.5) конденсата, которые характеризуют распределение компонентов сырья в различных потоках.
Специалистами Уренгойского ЗПК внедрены следующие технические решения [17]:
а) входной сепаратор С-301, представляющий собой горизонтальную емкость объемом 50 м3, разделили вертикальной перегородкой на две зоны: зону для отстоя и вывода метаноль-ной воды и зону вывода конденсата. Сырье в сепаратор подается через коллектор-маточник, уложенный по днищу емкости на высоте 300 мм в зоне отстоя для снижения скорости НК и организации потока (рис. 10.6). В результате резко снизилось попадание метанольной воды в колонну К-301;
б) так как в процессе работы К-302 в рефлюксной емкости скапливается (в небольших количествах) метанольная вода с высокой концентрацией метанола (до 50 %), переоборудована рефлюксная емкость, что позволило значительно уменьшить количество воды в сырье;
в) удалось снизить также содержание тяжелых углеводородов С5+ в газе сепарации, избыток которого выводится, минуя колонну К-301, в общий коллектор газа деэтанизации. Для выравнивания давления между сепараторами выполнена перемычка по газовой фазе;
г) выполнена схема получения печного топлива с использованием существующего оборудования и добавлением одного теплообменника для сохранения теплового баланса. Схема позволяет получать одновременно три продукта: деэтанизирован-ный конденсат, ШФЛУ и печное топливо с температурой начала кипения не менее 100 "С.
Выполнена и опробована схема получения деэтанизирован-ного конденсата в колонне К-302 с использованием простаивающего оборудования установки выветривания конденсата С-401-2 для переработки нестабильного конденсата. Одновременно можно получать на 1-й нитке стабильный конденсат и
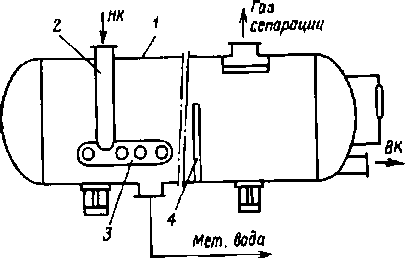
Рис. 10.6. Эскизная схема сепаратора-выветривателя С-301:
1 - емкость; 2 - коллектор; 3 ~ маточник; 4 - перегородка
ШФЛУ, на 2-й нитке - деэтанизированный конденсат с обеих колонн.
По проекту избыток газа отдувки из Е-301 сбрасывался через клапан - регулятор давления на факел ЗПГК. Выполнена схема утилизации газа отдувки из Е-301 в топливную сеть завода после подготовки в выветри вате лях УВК. Газ деэтанизации содержит тяжелые углеводороды С5+, его нельзя использовать для сжигания в печах без предварительной подготовки. Выполнены также работы по объединению в один общий поток газов деэтанизации и отдувки. Затем поток поступает в последовательно соединенные выветриватели УВК, где происходит отбой (выпадение) и уменьшение капельной жидкости, что сводит к минимуму вероятность попадания капельной жидкости на форсунки печей ЗПГК. Перед сжиганием после подготовки на УВК в выветривателях газ дополнительно подогревается до температуры 60-70 °С для предотвращения попадания капельной жидкости на форсунки печей ЗПГК.
Установка стабилизации конденсата состоит из двух технологических ниток с одинаковым оборудованием. Технологические нитки работают по двухколонной схеме разделения нестабильного конденсата с получением газа деэтанизации, стабильного конденсата и широкой фракции легких углеводородов.
Стабильный конденсат направляется на установку получения дизельного топлива (УПДТ) в качестве сырья для получения моторных топлив. Балансовый избыток поступает в ре-зервуарный парк стабильного конденсата и дизельного топлива.
Широкая фракция легких углеводородов подается на установку получения и осушки пропана, который используется в качестве хладагента для холодильных станций месторождения. Избыток ШФЛУ поступает в парк ШФЛУ или на ГНС в кон-денсатопровод Уренгой - Сургут.
Газ деэтанизации направляется на дожимную компрессорную станцию с последующей подачей его в магистральный газопровод или на эжекцию на УКПГ-2в.
Деэтанизированный конденсат поступает на головную насосную станцию, где закачивается в конденсатопровод Уренгой - Сургут.
На УСК налажено производство облегченной бензиновой фракции, выкипающей в интервале 20-110 °С. Ее октановое число близко 76. Облегченная бензиновая фракция предназначена для смешения с товарным автобензином марки А-76 в количестве до 50 % (об.).
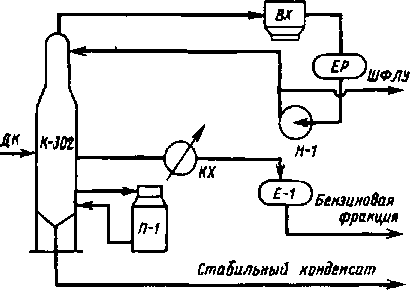
Рис. 10.7. Технологическая схема реконструкции УСК с получением облегченной бензиновой фракции
Принципиальная технологическая схема реконструкции установки стабилизации конденсата У ЗПГК для получения облегченной бензиновой фракции представлена на рис. 10.7.
Деэтанизированный конденсат из деэтанизатора дросселируется до давления 1,0 МПа и поступает на 20-ю тарелку стабилизатора. Верхним продуктом стабилизатора является ШФЛУ, которая после конденсации и охлаждения в воздушном холодильнике ВХ поступает в рефлюксную емкость ЕР, откуда насосом Н-1 часть ее подается в качестве орошения колонны, а балансовое количество отводится с установки.
Нижний продукт стабилизатора - стабильный конденсат.
Облегченная бензиновая фракция отбирается с шестой тарелки (считая снизу) в паровой фазе через люк. После конденсации и охлаждения в конденсаторе-холодильнике (КХ) бензиновая фракция поступает в приемник Е-1, откуда под собственным давлением отводится в парк готовой продукции. Охлаждение и конденсация облегченной бензиновой фракции могут осуществляться в воздушном холодильнике или кожухотрубчатом теплообменнике, где в качестве хладагента используется нестабильный конденсат, поступающий на УСК.
Подвод тепла в колонну осуществляется циркуляцией стабильного конденсата через печь П-1.
Технологическая схема обработки нестабильного конденсата, приведенная на рис. 10.8, направлена на увеличение выхода пропана и бутанов в деэтанизированный конденсат с одновременным повышением степени отпарки этана. Суть процесса заключается в выветривании части сырья с последующим его
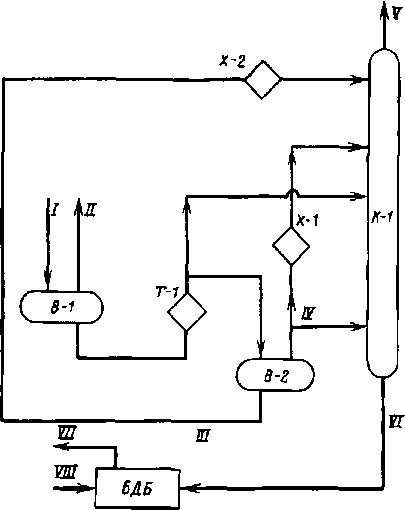
Рис. 10.8. Принципиальная технологическая схема УСК (а.с. СССР № 1498753):
К-1 ~ деэтанизатор; В-1, В 2 ~ трехфазные разделители; XI, X 2 - холодильники; Т-1 - рекуперативный теплообменник; Б ДБ - блок дебутанизации; / - нестабильный конденсат; II, IV - газы выветривания; III - частично дегазированный конденсат; V - газ деэтанизации; VI - деэтанизированный конденсат; VII - ШФЛУ; VIII - стабильный конденсат
использованием в качестве орошения деэтанизатора. Выделившийся при этом газ выветривания подается в нижнюю часть деэтанизатора в качестве газа отпарки.
Технологический процесс протекает по следующей схеме. Нестабильный конденсат частично выветривается в разделителе В-1, нагревается в теплообменнике Т-1 и делится на два потока. Первый поток подается в качестве питания в отпарную секцию деэтанизатора К-1, а второй - в выветриватель В-2 для отделения паровой фазы. Жидкая фаза из В-2 охлаждается в холодильнике Х-2 и подается на верхнюю тарелку деэтанизатора К-1.
Газовую фазу полностью или частично направляют в нижнюю часть деэтанизатора в качестве газа отдувки. В зависимости от состава сырья и количества потоков возможна подача части газа выветривания в абсорбционную секцию деэтаниза-тора после его предварительного охлаждения.
Способ обеспечивает увеличение выхода пропана в деэтани-зированный конденсат и снижение содержания этана в нем.
Получение пропана-хладагента. Холодильные станции, предназначенные для осушки товарных газов УКПГ сеноманских залежей, рассчитаны на работу с использованием пропана-хладагента. Для получения хладагента в составе Уренгойского ЗПК построена специальная установка, принципиальная технологическая схема которой приведена на рис. 10.9.
Сырьем для получения пропановой фракции служит ШФЛУ. Блок получения пропановой фракции включает в себя ректификационную колонну К-701, блок осушки пропана и
вх-лн {1,2,3)
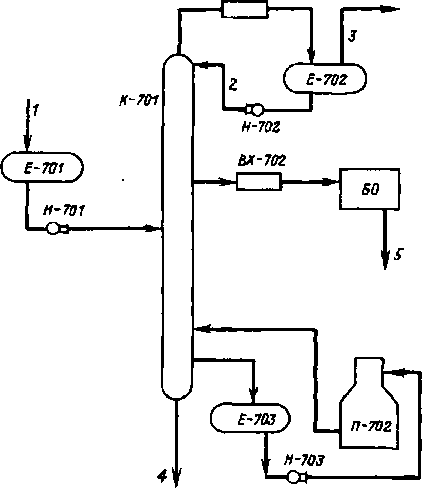
Рис. 10.9. Принципиальная технологическая схема установки получения пропановой фракции:
К-701 - ректификационная колонна; Е-701, Е 703 - буферные емкости; Е-702 - рефлюксная емкость; ВХ-701, ВХ-702 - воздушные холодильники; БО - блок осушки пропановой фракции; 11-702 - печь; Н 702, Н 703 -насосы; / - ШФЛУ; 2 - орошение; 3 - газ в топливную сеть; 4 - кубовый продукт; 5 - пропановая фракция
| Показатели | Нонер потока по рис. 10.8 |
||||
| 1 | 2 | 3 | 4 | 5 | |
| Молярный состав потоков, %: с2 | 5,01 | 69,0 | 1,83 | ||
| с3 | 33,42 |
42,0 | 31,0 | 24,35 |
97,25 |
| 27,88 | 58,0 | - |
34,18 | 0,92 | |
| 18,42 | - | - |
22,67 | - | |
|
св | 12,38 | - | - | 15,27 | -. |
| с7 | 2,89 | - | - | 3,56 | - |
| Моли/ч | 270,0 | 581,2 |
18,75 | 219,0 | - |
| кг/ч | 15 979 |
22156,0 | 644 | 13 913 | - |
| о, МПа | 1.1 | 1,7 |
1,6 | 1,65 | 1,65 |
| Г, *С | 69 |
19 | 19 | 108 |
50 |
вспомогательное оборудование. Пропановая фракция получается в виде бокового погона. Материальный баланс установки приведен в табл. 10.7.
Концентрация пропана в одноименной фракции установки получения пропана составляет около 97 %. Остальное содержание продукта в основном приходится на долю этана и бутана. Для доведения концентрации пропана в хладагенте до
99,5 % ПФ подвергается дополнительной обработке. Очистка ПФ от этана и бутанов осуществляется по двухколонной схеме.
В первой колонне при давлении 18,4 кгс/см2 осуществляется деэтанизация смеси, во второй при давлении 12,6 кг/см2 из кубового продукта К-1 выделяется бутановая фракция. Пропанхладагент получается в качестве верхнего продукта второй ректификационной колонны.
Охлаждение верхнего продукта колонны деэтанизации осуществляется с применением АВО. Температура верха колонн поддерживается на уровне 35-40 “С. Такой режим не обеспечивает полной конденсации верхнего продукта первой колонны: дефлегматор работает в режиме парциального конденсатора.
Пропан-хладагент получают в качестве верхнего продукта второй колонны. 95 %-ный пропан-хладагент забирается из рефлюксной емкости насосом и подается в резервуарный парк.
10.5. АНАЛИЗ ОПЫТА ЭКСПЛУАТАЦИИ УСТАНОВОК СТАБИЛИЗАЦИИ СЕРНИСТЫХ КОНДЕНСАТОВ
Стабилизацию сернистых конденсатов производят по схемам, аналогичным схемам установок стабилизации бессернистых конденсатов. Отличие схем УСК бессернистых и серосодержащих конденсатов заключается в их аппаратурном оформлении и параметрах режима. Кроме того, при стабилизации сернистых конденсатов для борьбы с коррозией необходимо ингибирование отдельных узлов установки. Наиболее крупные установки стабилизации сернистых конденсатов эксплуатируются на Оренбургском ГПЗ [4, 6-8, 12, 16, 32].
Блоки стабилизации УСК включают в себя предварительную дегазацию сырья с последующей его стабилизацией в ректификационной колонне. Основные отличия УСК различных очередей ГПЗ касаются переработки выделенных из нестабильного конденсата газовых потоков. Ниже рассматриваются технологические схемы блоков стабилизации I, II и III очередей О ГПЗ.
Сырьем УСК служат нестабильные конденсаты Оренбургского (ОГКМ) и Карачаганакского (КГКМ) месторождений.
Для обеспечения транспорта нестабильного конденсата от Карачаганакского газоконденсатного месторождения до ГПЗ создана отдельная система. Длина линейной части составляет 142,9 км. Трасса проходит по пересеченной местности. Сумма высот, приходящихся на подъемы, составляет 764 м, сумма высот спусков - 677 м. Общий перепад высот равен 87 м, т.е. конец трубопроводов расположен с большим превышением относительно начала. Необходимо отметить, что для трассы конденсатопроводов характерны два участка: первый, относительно ровный участок, длина которого составляет 95 км, и второй - длиной 48 км, проходящий по пересеченной местности. Конденсатопроводы имеют диаметр 377 мм. Для повышения надежности с точки зрения охраны окружающей среды трубопроводы разделены на 28 секций запорной арматурой [32J.
Транспортируемый конденсат представляет собой смесь жидких углеводородов С5+в1 насыщенных газами С,—С4, а также сероводородом, диоксидом углерода, меркаптанами, азотом.
Нестабильный конденсат Оренбургского ГКМ получают на 15 УКПГ, работающих в различных режимах (по времени). Этот конденсат значительно легче конденсата КГКМ и содержит меньшее количество сероводорода и углекислого газа.
|
Оче редь ГПЗ |
УКПГ | Плотность, г/см | Хлористые соли, мг/ л |
Компонентный состав, % (масс.) | ||||||
| СНэОН | СО, | H2S |
RSH | N3 |
с, | с, | ||||
|
I | 1 | 0,644 |
98 | 0,06 | 0,19 |
1,42 | 0,58 | 0,16 | 2,36 | 2,2 |
| 2 | 0,640 |
148 | 0,03 | 0,15 |
1,02 | 0,58 | 0,26 | 2,58 | 1,7 | |
| 3 | 0,638 |
30 | 0,06 | 0,51 |
1,72 | 0,48 | 0,25 | 2,89 | 2,6 | |
| 6 | 0,650 |
234 | 0,03 | 0,26 |
1,10 | 0,59 | 0,16 | 2,00 | 1.7 | |
| 12 | 0,626 |
144 | 0,04 | 0,26 |
1,65 | 0,52 | 0,21 | 3,38 | 2,7 | |
| II | 7 | 0,640 |
63 | 0,07 | 0,20 | 1,48 | 0,61 |
0,39 | 3,18 | 0,2 |
| 8 | 0,637 |
88 | 0,02 | 0,27 | 1,21 | 0,59 |
0,49 | 2,89 | 1,8 |
|
| 9 | 0,653 |
36 | 0,10 | 0,25 | 1,83 | 0,55 |
0,33 | 3,40 | 1.7 |
|
| 10 | 0,650 |
131 | 0,10 | 0,81 | 3,73 | 0,47 |
0,64 | 2,77 | 1.5 |
|
| III | 14 |
0,629 | 124 | 0,22 |
0,45 | 1,33 | 0,51 | 0,57 | 5,29 |
2,1 |
| 15 |
0,621 | 44 | 0,09 |
1,25 | 1,97 | 0,53 | 0,32 | 5,02 |
3,4 | |
В табл. 10.8 приведен состав нестабильного конденсата ОГКМ, поступающего на ГПЗ.
Согласно [19], когда абсолютная отметка конца трубопровода нестабильного конденсата превышает начальную отметку, трубопровод в той или иной степени работает в пробковом режиме. При этом в трубопроводе возможно наличие участков, полностью занятых жидкостными пробками. Размеры пробок зависят от рельефа местности и степени разгазирования продукта (т.е. снижения давления относительно начального участка). Такое положение характеризует конденсатопроводы, берущие начало из УКПГ Карачаганакского и Оренбургского ГКМ [32]. Это вызывает осложнения в работе УСК на всех очередях ГПЗ. К примеру, объем газа выветривания колеблется от 1-5 до 30-50 тыс. м /ч, приче,м колебания повторяются через каждые 10-20 мин. При этом входной сепаратор стабилизационной колонны и все другие аппараты установки работают с резко изменяющейся нагрузкой, что приводит к снижению извлечения фракции С5 и других продуктов из сырья. Так, при увеличении расхода газа выветривания (газовая пробка) система топливного газа, работающая под давлением 0,6 МПа, не может принять весь объем газа, и регулирующий клапан сбрасывает избыток топливного газа на факел. В период, когда идет жидкостная пробка, топливного газа в системе не хватает и открывается клапан подпитки сети топливного газа из коллектора товарного газа высокого давления (5,5 МПа). В то же время суточный или часовой выход газа выветривания достаточен для питания сети топливного газа и подпитка товарным газом не требуется.
На I очереди ГПЗ на входе в стабилизационную установку (перед клапаном регулятором давления "до себя") давление сырья по проекту должно быть 4 МПа. Однако при таком большом давлении нестабильный конденсат не успевал выходить из конечных сепараторов УКПГ, и они постоянно переполнялись. Это приводило к попаданию конденсата в газопровод и снижению его производительности. Только при снижении давления перед клапаном до уровня 2,0-2,5 МПа была обеспечена надежная эксплуатация системы УКПГ - продук-топроводы ОГПЗ.
Аналогичное положение создалось и при пуске II очереди ОГПЗ. На входе стабилизационной установки давление
3,8 МПа пришлось снизить до 2,0-2,2 МПа.
Наиболее усложнилась ситуация при пуске III очереди ОГПЗ, когда вместо давления 3,8 МПа потребовалось снизить давление на входе на установку стабилизации до 1,0-1,2 МПа. На УСК снижение давления до 1,0-1,2 МПа оказалось невозможным, так как газ выветривания конденсата должен поступать на прием II ступени поршневого компрессора при давлении 2,0-2,2 МПа. По этой причине пуск III очереди ГПЗ затянулся. Был дополнительно смонтирован, трубопровод нестабильного конденсата (примерно 2 км) к входному разделителю УСК.
УСК первой очереди. Принципиальная технологическая схема установки стабилизации конденсата первой очереди Оренбургского ГПЗ (ОГПЗ) приведена на рис. 10.10. Предварительную деметанизацию конденсата производят в аппарате В01. Газы сепарации объединяются с газами дегазации амино-вых растворов и поступают на установку сероочистки.
Дебутанизация конденсата производится в колонне С01, которая имеет 19 двухпоточных клапанных тарелок. Диаметр и высота колонны составляют соответственно 3,2 и 24 5 м. Газ стабилизации конденсата с верха емкости орошения В02 отводится на очистку от кислых компонентов. Ряд характерных режимов эксплуатации УСК приведен в табл. 10.9.
На установке наблюдаются значительные колебания количества перерабатываемого нестабильного конденсата и выхода газов дегазации в пересчете на 1 м3 перерабатываемого сырья.
Для полной отпарки сероводорода из конденсата по проекту предусматривалось поддержание температуры низа колонны 165-170 “С. При таком режиме содержание пентана в газах стабилизации допускается до 9 %. В период обследования работы установки температура низа колонны С01 поддерживалась около 140 "С, что объяснялось уменьшением количества тяжелых фракций в конденсате.
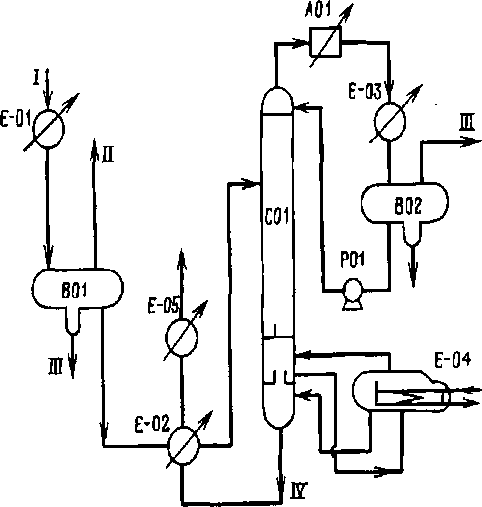
Рис. 10.10. Принципиальная технологическая схема УСК первой очереди ОГПЗ:
Е-01 - подогреватель; Е-02 - рекуперативный теплообменник; Е 03, Е-05 -водяные холодильники; А01 - воздушный холодильник; Е-04 - испаритель; С01 ~ стабилизатор; ВО2 - рефлюксная емкость; Р01 насос;
I - нестабильный конденсат; II - газ выветривания; III - газ стабилизации; IV - стабильный конденсат
Указанный режим обеспечивал практически полную очистку конденсата от сероводорода. Однако содержание бутанов в конденсате было несколько больше, чем предусмотрено по проекту. Кроме того, товарный конденсат содержал до 0,2 % пропана. Несмотря на это, давление насыщенных паров конденсата не превышало 500 мм рт. ст. Повышение температуры низа колонны С01 на 10-15 "С обеспечило бы полное выделение пропана из конденсата.
Опыт эксплуатации УСК показывает, что на промысловых, установках плохо осуществляется разделение фаз. Вследствие этого с нестабильным конденсатом на УСК поступает минерализованная вода. Соли, содержащиеся в воде, осаждаются на поверхности оборудования, в том числе теплообменника Е-01, и снижают эффективность его работы. Состав стабильного конденсата, получаемого на установке, приведен в табл. 10.10.
|
Показатели |
Режим | |||||
| Проект | 1 | 2 | 3 | 4 | 5 | |
| Количество потоков, м3/ч: питания | 325 |
380 | 260 | 280 | 200 | 260 |
| орошения | 58 |
25 | 30 | 25 |
25 | 15 |
|
стабильного конден | 215 |
320 | 200 | 230 | 160 | 210 |
| сата Температура в колонне, ’С: верха | 67 | 55 |
52 | 50 | 54 |
50 |
| низа |
167 | 140 | 140 |
141 | 140 | 141 |
| питания | 90 | 68 | 72 | 72 | 76 | 70 |
|
Температура в В01, 'С | 20 |
5 | 10 | 10 |
8 | 7 |
|
Температура после | 50 |
32 | 30 | 33 |
33 | 31 |
|
А01, "С Давление в аппаратах, МПа: ВО! | 1,43 | 1,27 |
1,27 | 1,28 | 1,27 | 1,28 |
| COl |
0,76 | 0,73 | 0,74 | 0,74 | 0,73 |
0,73 |
| В02 |
0,63 | 0,65 | 0,66 |
0,65 | 0,65 | 0,65 |
Таблица 10.10
Показатели стабильного конденсата
| Компоненты |
Номер опытного замера | |||||
|
Проект | 1 | 2 |
3 | 4 | 5 |
|
| С,НЯ «-С<Н10 и-СлН„ с йН|2 12 + Меркаптаны р, им рт. ст. |
0,10 0,13 1,35 9,50 12,25 69,08 0,85 500 | 0,12 I,77 7,12 10,52 II,01 69,47 0,88 328 |
0,20 1,88 9,78 16,88 11,10 60,10 0,94 392 | 0,07 1,18 7,41 14,11 13,22 64,01 0,86 334 | 0,15 1,09 5,65 10,04 9,92 73,15 0,90 286 | 0,07 0,95 5,78 11,30 11,05 70,85 0,90 285 |
В первые годы эксплуатации ОГКМ положение усугублялось еще и тем, что для снижения количества меркаптанов в газе сепарации (соответственно и в товарном газе ГПЗ) температура НТС на УКПГ поддерживалась на уровне -20... -22 ’С, что приводило к значительному увеличению растворимости газов (Cj~C4) в нестабильном конденсате и превышению выхода газа выветривания по сравнению с проектной величиной.
На I очереди был установлен дополнительный выветрива-тель нестабильного конденсата объемом 80 м3, который значительно улучшил работу, однако проблема не была решена полностью. Подогреватель нестабильного конденсата часто выходил из строя (развальцовка трубок, трещины в корпусе) из-за сильных гидроударов в нем, связанных, очевидно, с переменной нагрузкой (газ, жидкость, газ) и большой разницей температур (конденсат -10 *С, пар +160 °С). После замены пара на паровой конденсат на этом узле неполадок не наблюдалось.
Одной из главных проблем, характерной для всех установок стабилизации конденсата, является наличие хлористых солей в нестабильном конденсате. Соли откладываются везде по цепочке: в теплообменниках нестабильный конденсат / стабильный конденсат (как в трубном, так и в межтрубном пространстве), на тарелках колонны, в кубе колонны, на поверхности трубок испарителей, в подогревателе нестабильного конденсата перед емкостью выветривания, емкости выветривания, арматуре трубопровода нестабильного конденсата и т.д.
Из-за указанных проблем установка стабилизации конденсата через 10-15 дней после пуска была бы полностью остановлена. Радикальное решение вопроса заключается в строительстве узлов электрообезвоживания и обессоливания нестабильного конденсата перед установкой стабилизации. В связи с тем, что это решение требовало длительного времени из-за необходимости разработки специального оборудования, заводские специалисты предложили дозировать пар среднего давления 2-2,5 МПа в трубопроводы нестабильного и стабильного конденсата. При конденсации пара вода растворяет осевшие на поверхностях теплообменников, тарелках и стенках аппаратов соли. В резервуарном парке соленая вода отстаивается и откачивается для последующей утилизации.
Проектная поверхность холодильников стабильного конденсата должна обеспечивать охлаждение его до 45 *С. Фактически необходимо охлаждение до более низких температур (до 20-25 *С). Это объясняется тем, что меркаптаны образуют с углеводородами (пентанами) положительные азеотропные смеси с температурой кипения 25-37 °С. Попадая в резервуары хранения конденсата, азеотропные смеси выкипают из стабильного конденсата при температурах 45-50 “С. Эта смесь через клапаны поступает в воздушную среду, что ухудшает экологическую обстановку объекта.
В более поздние годы эксплуатации специалистами ПО "Оренбурггазпром" также были определены количество и состав потоков УСК. Эти данные представлены в табл. 10.11.
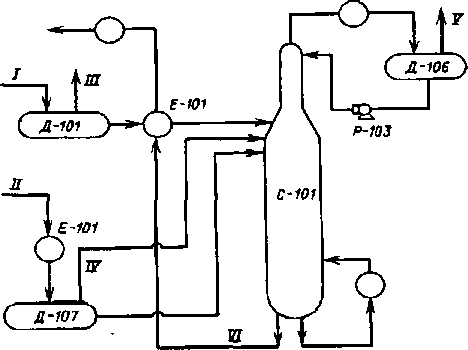
УСК второй очереди. Установка стабилизации сернистого нестабильного конденсата II очереди, несмотря на идентичность установки I очереди, в некоторой степени отличается от нее (рис. 10.11). Она имеет меньше оборудования, однако
Таблица 10.11
Качество продуктов переработки сернистого нестабильного конденсата на ГПЗ
|
Товарный продукт |
Р | Gn, мг/л | Компонентный | ||
| С03 | n2 |
H,S | |||
| Стабильный конденсат ШФЛУ Топливный газ Кислый газ ПБФ Примечания. 1 | 353 мм рт. ст. 1,24 МПа . Газовые пс |
15,4 (токи содерж. | 31 ат воду и | 5,05 «етанол 2. G |
0,017 0,0006 177 (мг/м3) 61 0,0002 п - содержание |
глубина извлечения ценных компонентов на этой установке выше.
По проекту давление в входном выветривателе Д-10-1 должно было поддерживаться на уровне 3,8 МПа, однако с первого дня работы установки оно было снижено до 1,8-2,0 МПа.
Наблюдалась интенсивная коррозия в нижней части колонны Т-101 и трубопровода, ^соединяющего колонну с кипятильником Е-103. Причина тому - наличие в системе водяного пара и сернистых соединений.
Е-т
E-10Z
Е-ЮЗ
Рис. 10.11. Принципиальная технологическая схема УСК второй очереди О ГПЗ:
Д-101, Д-107 - трехфазные разделители; Д106 - рефлюксная емкость; Е-102, Е-104 - холодильники; Е-101 - подогреватель; Е-ЮЗ - испаритель; С-101 -стабилизатор; Р-103 ~ насос;
I, II - потоки нестабильного конденсата; III, IV - газы сепарации; V - газ стабилизации; VI - стабильный конденсат
| RSH | С, | С, |
с, | с, | ci | |
| 0,38 |
Следы | 0,01 | 0,32 | 4,58 | 14,76 |
80,33 |
| 0,12 |
0,16 | 1,35 | 32,26 |
50,18 | 13,81 | 2612 |
| 434 (мг/м3) |
84,69 | 6,29 | 2,58 |
1,14 | 0,24 | 0,01 |
| - | 0,8 |
0,2 | - | - |
- | - |
|
0,005 | 0,11 | 2,16 |
63,74 | 32,49 | 1,47 | Следы |
хлора.
УСК третьей очереди. Установка стабилизации конденсата
III очереди ГПЗ наиболее проста по конструкции и имеет наименьшее количество оборудования (рис. 10.12). На ней вырабатывается только два продукта - стабильный конденсат и компримированный высокосернистый газ, который направляется на переработку на установку очистки природного газа (У-370), имеющую узлы низкотемпературной масляной абсорбции. Таким образом, конечными продуктами процесса перера-
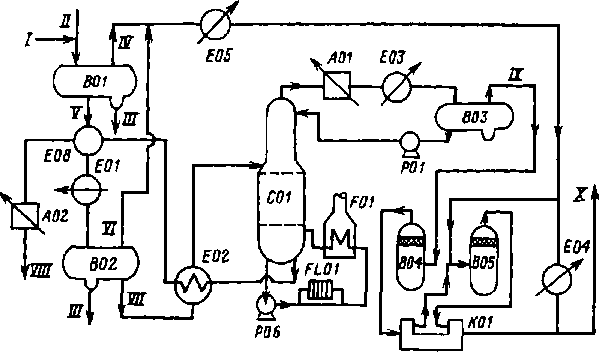
Рис. 10.12. Принципиальная технологическая схема УСК третьей очереди ОГПЗ:
В01, В02 - разделители; ВОЗ - рефлкжсная емкость; В04, В05 ~ сепараторы; ЕОЗ, Е04 ~ холодильники; Е01, Е05 - подогреватели; Е02, Е08 - рекуперативные теплообменники; А02 - воздушный холодильник; С01 - стабилизатор; F01 - печь; FL01 - фильтр; К01 - компрессор; Р01, Р06 - насосы;
I, II - потоки нестабильного конденсата; III - вода; IV, VI - газы сепарации; VII ~ частично дегазированный конденсат; VIII - стабильный конденсат; IX - газ стабилизации; X ~ кислые газы на установку сероочистки
ботки высокосернистого нестабильного конденсата следует считать стабильный конденсат, очищенный от сернистых соединений пропан-бутановых фракций, и товарный природный газ, очищенный от кислых компонентов и меркаптанов и т.д.
Несмотря на кажущуюся простоту установки, процесс переработки имеет существенные особенности, которые потребовали крупных затрат на доработку технологии и оборудования. Давление в выветривателе I ступени В01 (2,2 МПа) не позволяло принимать нестабильный конденсат с III очереди промысла (УКПГ-14 и 15). Это привело к необходимости подавать нестабильный конденсат с УКПГ-14 и 15 на I очередь в вывет-риватель (1,4 МПа) со снижением давления в нем до 1 МПа. Для выполнения этого решения потребовалось смонтировать трубопровод длиной около 2 км. На У-331 был подан конденсат 1~И очередей УКПГ.
Для установки стабилизации III очереди проблема содержания солей в нестабильном конденсате является наиболее острой, так как прием, которым производится удаление солей на I и II очередях, применить здесь нельзя. При подаче пара образуются пробки, приводящие к "срыву" горячих циркуляционных насосов и прекращению подачи продукта через печь. Здесь пар можно подавать только по ходу стабильного конденсата после колонны. Наличие значительного количества солей в нестабильном конденсате КГКМ приводит к их отложению на тарелках ниже ввода питания (выброс питания через верх колонны), в арматуре перед насосами в торцевых уплотнениях насосов и особенно в змеевиках печей.
Для дожатия газов стабилизации на установке применен поршневой компрессор К01. После первых же пусков агрегатов обнаружилась вибрация трубопроводов, опор под цилиндрами, антипульсаторов, самих машин. При вибрации наблюдались значительные пропуски сероводородсодержащего газа, что создавало повышенную концентрацию сероводорода в помещении. Специалистами ^АНГа с участием специалистов завода были проведены исследования и разработаны рекомендации по снижению вибрации до допустимых пределов. Была полностью изменена геометрия трубопроводов, установлены дополнительные антипульсаторы, усилены фундаменты под цилиндрами и т.д.
Одна из причин неустойчивой работы компрессора К01 заключалась в том, что количество газа выветривания и стабилизации было в два раза ниже, чем по проекту. Кроме того, поступление конденсата неравномерно - "пробками” - также не позволяет компрессору работать с равномерной нагрузкой и усиливает вибрацию.
При температурах, имеющих место на компрессоре, часть сероводорода или меркаптанов в газе разлагается до серы, в результате чего в клапанах и других местах со стороны нагнетания постоянно присутствуют мелкодисперсные частицы (пыль) типа углерода, сульфидов железа, серы. Это усиливает коррозию соответствующих узлов оборудования.
Стабилизация конденсата КГКМ. В связи с началом опытно-промышленной эксплуатации и необходимостью ускоренного освоения Карачаганакского газоконденсатонефтяного месторождения было принято решение о переводе установки переработки нестабильного сернистого конденсата ОГКМ III очереди ГПЗ на конденсат КГКМ. Причем по этой установке не предполагалось каких-либо изменений ни в технологии, ни в аппаратурном оформлении.
Нестабильный конденсат Карачаганакского ГКМ имеет ряд особенностей, которые частично отличают технологию его переработки от технологии переработки конденсата ОГКМ. Во-первых, это значительное утяжеление компонентного состава конденсата. В среднем конденсат КГКМ на 80 % выкипает до 340-350 “С, тогда как конденсат ОГКМ выкипает до 220 “С на 95 %. Содержание общей серы в конденсате 0,6—0,7 % (масс.), значительно также содержание твердого парафина (до 6 % (масс.)), сероводорода содержится больше, чем в конденсате ОГКМ.
Содержание метановых углеводородов во фракции н.к. -200 °С составляет от 63 до 70 % (масс.). Как показано в работе [27], гомологический ряд углеводородов в конденсате распространяется до С32. Основную часть конденсата составляют алка-ны С5-Сб. Больше половины (56-63 % (масс.)) нормальных алканов приходится на низкокипящие С5—С8. Доля высокомолекулярных углеводородов (С23-С32) от суммы нормальных алканов от 2 до 4 % (масс.).
Утяжеление конденсата в значительной степени повлияло на качество его подготовки к переработке. Тйердые парафины откладываются во всех коммуникациях, где недостаточна скорость движения продукта или снижена температура. Прежде всего это касается уровнемерных стекол, колонок и мелких трубопроводов и отводов. Одним из способов решения проблемы может стать утепление коммуникаций с целью поддержания температуры выше начала кристаллизации парафинов и установка подогревателя перед входным сепаратором УСК.
В связи с утяжелением конденсата значительно усложнилась его стабилизация. В конденсате КГКМ, как правило, остаточное содержание сероводорода в несколько раз превышает его содержание в стабильном конденсате ОГКМ несмотря на то, что температура низа стабилизатора повышена с 170 до 230 "С.
В нестабильном конденсате КГКМ содержание легких углеводородов по сравнению с конденсатом ОГКМ ниже: - в два раза по пропану и в три раза по бутану. Это уменьшает паровой поток в стабилизационной колонне. В связи с этим ухудшается процесс стабилизации: содержание пропанов в стабильном конденсате КГКМ в среднем в два раза превышает содержание пропана в стабильном конденсате ОГКМ несмотря на то, что температура его обработки на 50-60 °С выше температуры обработки конденсата ОГКМ.
Поэтому для повышения качества стабильного конденсата КГКМ по сероводороду было предложено перед печью подогрева вводить пропан-бутановую фракцию в массовом отношении к жидкой фазе 1:30-300 [32].
Общая оценка УСК разных очередей. В.В. Николаевым и др. дана общая оценка УСК всех трех очередей ОГПЗ с учетом установок очистки газов стабилизации от сернистых соединений и извлечения из этих газов углеводородов С3*.
На I очереди газы стабилизации подвергаются очистке от кислых компонентов на отдельной установке. Затем очищенный газ поступает на абсорбционную установку, где в качестве абсорбента используется стабильный газовый конденсат. На этой установке из газа извлекаются тяжелые углеводороды (С3*). Отбензиненный газ подается в ТЭЦ в качестве топлива.
УСК-1 автономна на 100 % и не имеет прямой связи с установками очистки газа. Здесь расположена основная часть оборудования, что требует наибольшего числа обслуживающего и ремонтного персонала. В то же время имеются значительные потери пропана, бутана и пентанов с топливным газом. Это следует считать серьезным недостатком используемой технологии. Кроме того, не производится полная очистка топливных газов, остаточное содержание в которых сероводорода составляет до 100 мг/м3 и меркаптанов - до 1000 мг/м3.
На II очереди газы стабилизации также подвергаются очистке от H2S и С02 на отдельной установке. Для извлечения из газа углеводородов С3+ он подвергается низкотемпературной конденсации с применением в качестве хладагента пропана. Здесь потери углеводородов С3 с топливным газом в 2-5 раз ниже, чем на I очереди.
На III очереди газы стабилизации дожимаются компрессором до давления 5,8-6,0 МПа и возвращаются на установки сероочистки той же очереди. Затем на установке НТА происходит извлечение из газа меркаптанов и ПБФ.
На всех трех очередях обеспечивается очистка конденсата от сероводорода и его дебутанизация до их остаточного содержания.
Аналогичным образом повышается и уровень качества конечной продукции переработки нестабильного конденсата. Как и в предыдущем случае, на III очереди ГПЗ достигается наивысшая степень очистки от сероводорода и меркаптанов. С III очереди завода не выходит ни один поток, не имеющий максимальной очистки. Таким образом, технологию переработки нестабильного высокосернистого конденсата на III очереди ГПЗ следует признать оптимальной.
10.6. ОСУШКА И ОБЕССОЛИВАНИЕ ГАЗОВЫХ КОНДЕНСАТОВ
Трехфазные разделители, применяемые на установках комплексной подготовки газа, не обеспечивают полного отделения углеводородной смеси от водных растворов ингибиторов. Содержание воды в нестабильном конденсате достигает нескольких процентов. Поскольку пластовая вода, как правило, содержит минеральные соли, при стабилизации конденсата происходит отложение солей на поверхностях коммуникаций, труб теплообменников и тарелках ректификационных колонн УСК. Это приводит к повышению скорости коррозии оборудования, снижению эффективности работы теплообменников, ухудшению массообмена, повышению перепада давления в аппаратах, а в ряде случаев к аварийной остановке установок переработки сырья. Кроме того, соли способствуют образованию устойчивой эмульсии в системе, в результате чего снижается степень отделения углеводородной смеси от водных растворов и различных ингибиторов (метанола, гликолей и др.). Это также оказывает отрицательное влияние на показатели транспорта и обработки нестабильного конденсата вследствие высокой вязкости образующихся эмульсий.
К факторам, обусловливающим образование эмульсии, можно отнести следующие:
при движении газожидкостной смеси происходит падение давления, вследствие чего снижается растворимость углеводородов, двуокиси углерода и других компонентов в жидкой фазе
и, как следствие, выделяется газ, В трубопроводе создаются условия двухфазного транспорта. При этом газовые пузыри, обладающие скоростью, отличающейся от скорости жидкой фазы, способствуют возникновению дополнительной турбули-зации потока и образованию эмульсии;
естественные поверхностно-активные вещества - смолы, парафины и асфальтены, имеющиеся в нефтяной жидкости, попадая на поверхность капель эмульсии, образуют защитные оболочки и тем самым повышают устойчивость эмульсии. Это в первую очередь относится к нефтям. Конденсаты ГКМ также содержат указанные вещества в значительном количестве. В качестве примера можно указать конденсаты ачимовских залежей Уренгойского месторождения;
наличие в продукции поверхностно-активных веществ, вводимых в пласт с целью увеличения нефте- или газоотдачи или применяемых для борьбы с гидратообразованием и коррозией.
Следует отметить, что вязкость эмульсий нефти и газовых конденсатов не подчиняется правилу аддитивности, поэтому она не может определяться по вязкости компонентов, составляющих эмульсию. Как правило, вязкость эмульсий бывает в десятки и сотни раз больше, чем вязкость безводных углеводородных жидкостей.
К настоящему времени накоплен большой опыт работ по обезвоживанию нефтей. Ряд общих закономерностей этого процесса может быть использован при выборе режима работы установок осушки конденсата.
Отметим следующие.
1. На эффективность обезвоживания влияет время пребывания и газовыделения. При умеренном перемешивании эмульсии выделяющимся газом интенсифицируется процесс обезвоживания.
При воздействии на эмульсии реагентами-деэмульгаторами на границе раздела фаз углеводороды - вода происходит концентрирование микрокристаллов парафина, смол и асфальте-нов, а также укрупнение капель воды. Процесс получает свое завершение в отстойной аппаратуре, что обусловливает образование в ней промежуточного слоя, который содержит значительное количество парафинов, смол, асфальтенов и механических примесей. При прочих равных условиях высота промежуточного слоя зависит от состава и свойств нефти. Чем тяжелее нефть, тем больше толщина промежуточного слоя. Наличие в системе механических примесей резко увеличивает толщину промежуточного слоя.
Подача в систему газа или образование его в ней вследствие изменения давления или температуры уменьшает структурно-механическую прочность межфазных пленок (промежуточных слоев) и, как следствие, ускоряет процесс коалес-ценции капель воды. Чем выше температура системы, тем меньше требуется времени для обработки эмульсии, в том числе с применением деэмульгаторов.
Практически во всех схемах наряду с разрушением эмульсий проводится также обезвоживание и обессоливание нефтей на специальных установках перед их подачей на фракционирование.
Осаждение воды в электроразделителях основано на коагуляции взвешенных частиц воды, обладающих более высокой диэлектрической постоянной, чем нефтепродукт (конденсат), под действием высокого градиента электрического поля. Коагулированные частицы воды образуют большие капли, осаждаются и выводятся из системы.
В процессе обезвоживания происходит также очистка конденсата от солей за счет эффекта высаливания ввиду их низкой растворимости в углеводородах.
Осаждение в электрическом поле по сравнению с естественным отстоем имеет следующие преимущества: возможность создания более тесного контакта и последующего быстрого разрушения эмульсии в электрическом поле.
2. Более полное использование промывочной воды, что ведет к снижению ее расхода.
3. Сокращение потерь нефтепродуктов вследствие более четкого раздела фаз.
4. Снижение металлоемкости установки благодаря уменьшению объема отстойников в 20 раз и более.
5. Улучшение условий труда.
Технологическая схема блока обезвоживания и обессолива-ния нестабильного конденсата дана на рис. 10.13.
Нестабильный конденсат с промысла поступает во входную разделительную емкость Р-1, где от него отделяется основное количество воды. Для окончательной очистки от воды конденсат подается в блок электрообессоливания. Процесс обессоли-вания заключается в разбавлении минерализованной пластовой воды, содержащейся в конденсате, свежей технической водой меньшей минерализации с последующим обезвоживанием конденсата в электроразделителях.
Конденсат из разделителя Р-1 забирается насосом Н-1, проходит через смеситель воды и конденсата СМ-1 и подается в электроразделитель Р-2. Обессоленный и обезвоженный конденсат поступает на стабилизацию. Отстойная вода из элект-
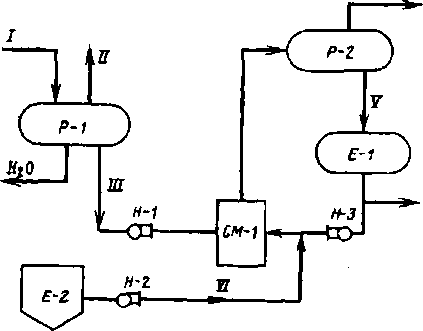
Рис, 10.13. Принципиальная технологическая схема установки обезвоживания и обессоливают нестабильного конденсата:
ж
Р-1 - трехфазный разделитель; Р-2 - блок электрообессоливания; Е-1 -емкость свежей воды; СМ-1 - смеситель; Н-1, Н-2 - насосы;
I - нестабильный конденсат; II - газ выветривания; III - частично обезвоженный и обессоленный конденсат; V - отработанная вода; VI - свежая вода
роразделителя Р-2 сливается в емкость Е-1, оттуда часть воды насосом Н-3 подается в смеситель СМ-1. В поток циркулирующей воды подается свежая техническая вода из емкости Е-2. Избыток воды цикла обессоливания из емкости Е-1 сливается в сеть соленой воды и направляется в систему очистки и утилизации сточных вод.
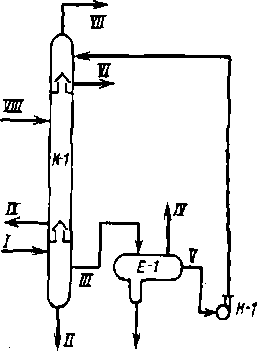
Рис. 10.14. Комбинированная схема осушки газа и нестабильного конденсата:
К-1 - многосекционная колонна; Е-1 -трехфазный разделитель; Н-1 - насос;
I - сырьевой газ; II ~ водный конденсат; III - нестабильный конденсат; IV - газ выветривания; V - влажный выветренный конденсат; VI - осушенный нестабильный конденсат; VII - осушенный газ; VIII - регенерированный раствор гликоля; IX - насыщенный раствор гликоля
Комбинированная схема осушки газа и газового конденсата. На рис. 10.14 изображен блок осушки газа и газового конденсата УКПГ по совмещенной технологии. Основным аппаратом установки является комбинированный абсорбер К-1.
В нижней секции абсорбера происходит отбензинивание газа. Осушка газа производится в средней секции колонны. Влажный газовый конденсат поступает в буферную емкость Е-1, откуда насосом подается в верхнюю секцию колонны. В противоток конденсату поднимается осушенный газ. При контакте газа с влажным конденсатом происходит выпаривание свободной части растворенной воды. Осушенный газовый конденсат отводится из колонны.
При работе УКПГ по этой технологии происходит частичное увлажнение газа за счет влаги конденсата, что повышает его точку росы по воде. Последнее зависит от содержания влаги в конденсате. В тех случаях, когда газ, выходящий из секции осушки, не отвечает требованиям отраслевого стандарта, необходима его доосушка. В зависимости от требуемой депрессии точки росы доосушка газа может осуществляться в отдельном абсорбере. Можно также установить дополнительную секцию на верху абсорбера для извлечения влаги из газа. Совмещение процессов сепарации и осушки газа в одном комбинированном аппарате значительно уменьшает размеры строительной площадки, что особенно важно в тех случаях, когда объект обработки газа находится в зоне вечной мерзлоты или на морской платформе.
Следует отметить, что при обработке газа по такой схеме необходима предварительная дегазация нестабильного конденсата; в противном случае возможна выпарка части пропана и высших углеводородов из него при его осушке.
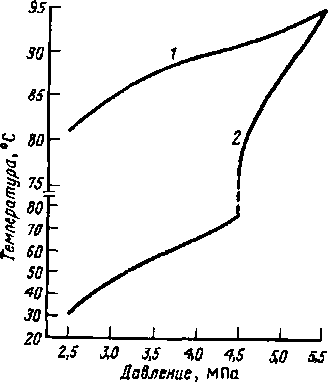
Осушка конденсата по энергосберегающей технологии. На рис. 10.15 приведены кривые, показывающие повышение температуры при компримировании газа и снижение температуры при его дросселировании. Сопоставление кривых показывает, что разность температур сжатого и расширенного газа может служить источником энергии для технологических нужд установки обработки конденсата. Указанный эффект реализован в способе осушки газа и конденсата, принципиальная технологическая схема которого приведена на рис. 10.16. После отделения от жидкой фазы газ подается на дожатие. Жидкость поступает в трехфазный разделитель Р-1, где расслаивается на насыщенный ингибитор и нестабильный конденсат. Последний поступает для осушки в контактор К-1. При необходимости жидкую фазу можно подогревать с использованием тепла ком-
Рис. 10.15. Изменение температуры газа при его компримирова-нии (О и дросселировании (2)
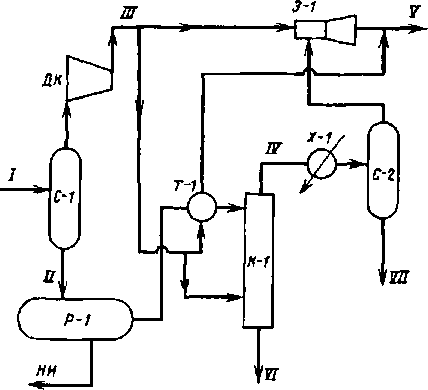
Рис, 10.16. Принципиальная технологическая схема установки осушки конденсата по энергосберегающей технологии:
С-1, С-2 - сепараторы; Р-1 - трех фазный разделитель; К-1 - контактор; X 1 - холодильник; Т-1 - рекуперативный теплообменник; ДК - дожимной компрессор; Э-1 ~ эжектор;
/ - газоконденсатная смесь; // - влажный нестабильный конденсат; III ~ сжатый газ; IV - влажный отдувочный газ; V - газ по назначению; VI -осушенный нестабильный конденсат; VII - жидкая фаза
примированного газа. Ведение процесса осушки нестабильного конденсата при высоких температурах позволяет уменьшить объем газа отдувки.
Влажный газ, отводимый из контактора, охлаждается в холодильнике Х-1, отделяется от образовавшейся жидкой фазы и эжектируется в поток газа высокого давления. В зависимости от конкретных параметров установки эжектор устанавливают после промежуточной или конечной ступени дожатия. Возможно также использование отработанного газа для другой цели.
Следует отметить, что при контактировании газа с жидкими углеводородами (нестабильным конденсатом, сырой нефтью) может произойти разгазирование сырья. В тех случаях, когда осушенные потоки газа и жидкости смешиваются и совместно подаются на дальнейшую переработку, это не вызовет каких-либо проблем на установке. Такой вариант применения описанного способа может иметь место на отдаленных нефтяных и газоконденсатных месторождениях, а также на морских платформах для предварительной осушки сырья перед подачей на окончательную обработку.
В целом по описанной технологии благодаря рекуперации тепла сжатого газа нетрадиционным способом достигается снижение энергетических затрат на подготовку углеводородного сырья. Способ обеспечивает также выделение из жидких углеводородов растворенного метанола.
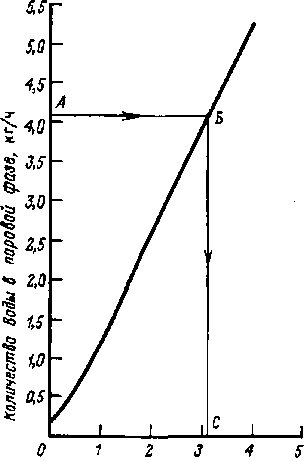
Установление водосливных тарелок в колоннах УСК. Опыт эксплуатации установок стабилизации конденсата показывает, что на стадии предварительной дегазации не происходит глубокого обезвоживания сырья, вследствие чего в колонны УСК поступает избыточное количество влаги. Здесь под понятием “избыточное” имеется в виду количество влаги, которое не может быть вынесено с верхней продукцией головной колонны (деэтанизатор) УСК в равновесном виде. В этом случае часть воды поступает в дебутаиизатор и распределяется в его потоках: сжиженных газах, ШФЛУ, конденсате и т.д. Кроме того, может происходить накопление водного конденсата в контактных устройствах колонн, что снизит эффективность их работы.
В связи с этим рекомендуется на стадии проектирования УСК предусмотреть установку в деэтанизаторе тарелки с водосливным устройством.
Основным вопросом при проектировании таких колонн является правильный выбор места расположения водосливной тарелки: необходимо определить ту тарелку, где по термодинамическим условиям будет происходить конденсация водяных
Номер тарелна (считая с Верха)
паров. Неправильное определение номера водосливной тарелки в одном случае может привести к накоплению части воды в кубовой продукции, а в другом - избыток воды может беспрерывно находиться в движении (“барахтаться”) между определенными тарелками и снизить эффективность их работы.
В работе [21] изложен методический подход к определению места расположения водосливной тарелки. На основе пота-рельчатого расчета колонны определяют ее внутренние потоки. Затем строят график, характеризующий количество воды в паровой фазе на различных тарелках. Далее на оси ординат находят точку, соответствующую фактическому количеству воды в системе. На рис. 10.17 это точка А. Проводя из точки А параллельную линию, находят точку С, соответствующую номеру водосливной тарелки (считая с верха). В данном конкретном случае между 4-й и 3-й тарелками будет происходить конденсация водяных паров. Следовательно, 4-я тарелка должна иметь водосливное устройство.
Отвод сконденсировавшейся воды из системы обеспечит нормальный режим в деэтанизаторе и обезвоживание кубового продукта-сырья для получения сжиженных газов и пропана-
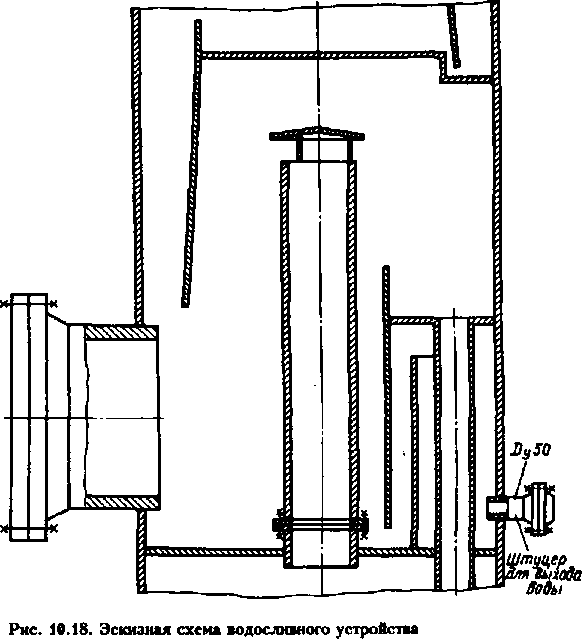
хладагента. Конструкция водосливного устройства приведена на рис. 10.18.
Рекомендации по установлению водосливной тарелки могут быть реализованы практически в любой установке стабилизации конденсата.
10.7. РАСЧЕТ КОЭФФИЦИЕНТОВ УСАДКИ И ОБЪЕМНОГО РАСШИРЕНИЯ КОНДЕНСАТА
Многие процессы в области добычи и первичной переработки природных газов связаны с изменением объема жидкой и газовой фаз. Определение объема газовой фазы при изменении ее давления или температуры, а также при ее разделении не составляет больших трудностей и осуществляется с использованием общих газовых законов с применением правила аддитивности .
Фракционирование жидких углеводородов и растворение газов в абсорбентах сопровождаются соответственно уменьшением и увеличением объема жидкой фазы. В технической литературе эти процессы характеризуются коэффициентом усадки Ку и объемного расширения Кр соответственно. Величины этих коэффициентов имеют большое значение при гидравлических расчетах коммуникаций, массообменных устройств колонн и другого оборудования установок переработки углеводородного сырья.
Коэффициенты усадки и объемного расширения определяются но следующим уравнениям:
Ку = V,/V2; Kv=V2/Vu
(10.3)
(10.4)
где У, и V2 - объем жидкой фазы соответственно до и после обработки.
На практике при расчетах процессов стабилизации конденсата часто пользуются также понятием коэффициента массовой усадки, который может определяться аналогично коэффициенту объемной усадки. При этом в уравнении (10.3) вместо объемов используют массы потоков.
В литературе описан ряд методов для расчета коэффициентов усадки и объемного расширения. Наиболее распространенный и точный метод основан на изменении состава газа дегазации [33], погрешность которого составляет ~5 %. Существенным недостатком этого метода является его сложность, связанная с многочисленными поправками при графическом определении кажущихся плотностей метана и этана. Кроме того, в условиях производства измерение объема и массы углеводородных жидкостей, насыщенных газообразными компонентами, связано с определенными трудностями, а в ряде случаев практически невозможно.
На основании экспериментальных исследований разработан аналитический метод расчета коэффициентов усадки и объемного расширения. В экспериментах в качестве абсорбента использовались углеводородные фракции, имеющие различные свойства (табл. 10.12). Результаты экспериментов приведены в табл. 10.13.
Обработка экспериментальных данных позволила сделать следующие выводы:
Таблица 10.12
Свойства абсорбентов, используемых в экспериментах
| Абсорбент |
Интервал кипения, •с |
Плот ность, кг/л | М |
Углеводородный состав | , % (об.) | |
| арома- тюса | нафтены |
пара* фины | ||||
|
Ф, | 100-125 |
0,7320 | 104 |
10,8 | 35,6 |
53,6 |
|
150-175 | 0,7744 |
130 | 18,5 |
51,2 | 30,3 | |
| Ф3 | 200-225 | 0,7988 | 162 |
8,6 | 45,6 |
45,8 |
Т аб ли ца 10.13
Результаты опытов по определению коэффициента объемного расширения
| Номер опыта | Р. МПа |
Абсор бент |
Объем растворенных газов, м3/*3 | ||||
| СЛ | РЛ | СД0 |
к, | N | |||
|
1 | 0,5 | Ф. |
42,5 | 5,0 | 2,5 |
1,15 | 1,14 |
|
2 | 1,0 | Ф, |
85,0 | 10,0 | 5,0 |
1,35 | 1,33 |
|
3 | 2,0 | Ф, |
245,5 | 29,0 | 14,5 |
1,89 | 1,86 |
|
4 | 0,5 | Ф 2 | 28,8 | 3,5 |
2,8 | 1,11 | 1.11 |
| 5 | 1,0 |
Ф2 | 68,0 | 8,0 | 4,0 | 1,27 |
1,25 |
| 6 | 2,0 | Ф2 | 298,5 |
23,0 | 11,5 | 1,64 | 1,69 |
| 7 |
0,5 | Фз | 27,2 |
3,2 | 1,6 | 1,10 | 1,09 |
| 8 |
1,0 | Фз | 55,9 |
5,4 | 2,7 | 1,23 | 1.19 |
| 9 |
2,0 | Ф3 |
142,8 | 16,8 | 8,4 |
1,50 | 1,52 |
приращение объема насыщенной жидкости зависит только от количества и состава растворенного газа и не зависит от способов достижения растворимости (повышение давления, понижение температуры) в ней данного количества газа;
приращение объема жидкости при растворении в ней пропана и высших углеводородов не зависит от ее природы (свойства жидкости влияют на количество растворенного газа);
при насыщении жидкости газовой смесью приращение ее объема численно равно сумме объемов, занимаемых компонентами газовой смеси, если бы они были по отдельности растворены в жидкости.
На основании изложенного, а также при допущении, что растворение пропана и бутанов в углеводородной жидкости не влияет на кажущиеся плотности метана и этана, можно утверждать, что последние зависят от плотности исходной жидкости, в которой они растворены. Для расчета коэффициента объемного расширения предложено следующее уравнение, основанное на применении правила аддитивности;
где VCj - объем растворенного в жидкости г-го компонента,
объема жидкости при растворении в нем 1 м3 г-го компонента,
м3/м3.
Значения Р Для ряда компонентов приведены ниже.
РСз = 0,00385; рс, = 0,00443; 0Cs = 0,0051; 0^ = 0,0087;
0Ыз =0,00184; рс02 = 0,00198; Р^ =0,00149.
Значения коэффициента р для метана и этана, полученные с учетом их кажущихся плотностей в жидкой фазе, могут определяться по графикам рис. 10.19.
Для иллюстрации предложенного метода расчета коэффициентов объемного расширения и усадки приведем пример расчета.
Пример. При стабилизации конденсата выделено 126 м3 газа (в пересчете на 1 м3 стабильного конденсата). Состав газа (объемные доли): метан - 0,75; этан - 0,10; пропан - 0,06; бутан - 0,06; гексан - 0,01. Плотность стабильного конденсата -
0,75. Требуется определить коэффициент усадки и плотность нестабильного конденсата.
Решен ие.
1. Определим коэффициент усадки.
Сначала вычисляем количество отдельных компонентов, выделенных из нестабильного конденсата, умножая их молярную долю на общий объем газа:
VCi = 94,5 м3; VC2 = 12,6 м3; УСз = 8,82 м3; = 6,3 м3;
VC5 = 2,52 м3; УСб = 1,26 м3.
/J-W4
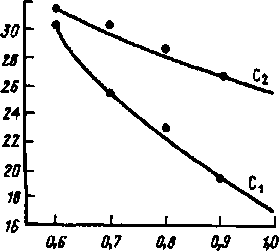
Плотность растворителя, нг/л
Рис. 10.19. Зависимость коэффициента 3 для метана и этана от плотности растворителя
По графикам рис. 10.19 определяем коэффициенты приращения объема для метана и этана:
pCl = 0,00235; Рс2 = 0,00288.
По уравнению (10.5) вычисляем коэффициент усадки:
Ку = 1+ 94,5 • 0,00235 + 12,6 ¦ 0,00288 + 8,22 • 0,00385 + 6,3 х
х 0,00433 + 2,52 • 0,0051 + 1,26 0,0057 = 1,34.
Этот пример показывает, что 1 м3 стабильного конденсата до стабилизации содержался бы в 1,34 м3 нестабильного конденсата. Следовательно, после разгазирования его объем уменьшится в 1,34 раза, что соответствует значению коэффициента усадки.
2. Определяем плотность нестабильного конденсата. Вычисляем массу компонентов, выделенных в пересчете на
1 м3 стабильного конденсата, умножая их объем на плотность в газообразном виде (К,с<). Потом находим общую массу компонентов, выделенных из газа, как сумму масс отдельных компонентов. В данном случае
G = 94,5 • 0,717 + 22,6 • 1,344 + 8,22 ¦ 1,967 + 6,30 • 2,60 +
+ 2,52 • 3,22 + 1,26 • 3,88 = 130,24 кг.
Следовательно, до стабилизации масса жидкой смеси составила бы 750 + 130,2 = 880,2 кг при объеме 1,34 м3. Отсюда плотность нестабильного конденсата
р = 980,2 : 1,34 = 731 кг/м3.
По данным этого примера можно определить также коэффициент массовой усадки как соотношение масс нестабильного и стабильного конденсатов:
/Си = 880,2 : 750 = 1,173.
При стабилизации конденсата его масса уменьшится в 1,17 раза. Этот показатель необходимо учитывать при гидравлических расчетах оборудования и коммуникаций.
Результаты экспериментальных данных обработаны с использованием уравнения (10.5). Полученные значения Kv занесены в табл. 10.13. Сравнение экспериментальных и расчетных данных показывает их высокую сходимость.
10.8. ОПРЕДЕЛЕНИЕ С5+, В СОСТАВЕ РАЗНЫХ ГРУПП ПРОДУКЦИИ
Конденсатосодержащие продукты. На газоперерабатывающих заводах и отдельных установках стабилизации конденсата выпускаются три группы продукции, содержащие углеводороды
С**..
К первой группе относятся товарный газ, газ стабилизации и другие газообразные продукты.
Во вторую группу входят широкая фракция легких углеводородов (ШФЛУ) и сжиженные газы разных марок.
Третью группу составляют жидкие (при стандартных условиях; продукты, такие как стабильный газовый конденсат, стабильная нефть, светлые нефтепродукты, газовые бензины и т.д.
Стабильный конденсат отвечает требованиям ОСТ 51.65-80. Этот стандарт не определяет стабильный конденсат как углеводороды С5+в. Косвенным показателем, характеризующим углеводородный состав стабильного конденсата, является давление насыщенных паров, которое не должно превышать 66,665 кПа соответственно для первой и второй групп при температуре 38 “С. Конденсат с такой упругостью паров может содержать несколько процентов пропана и бутанов. Кроме того, стабильный конденсат в ряде случаев содержит также меркаптаны и другие сернистые соединения.
Следует отметить, что в форме статистической отчетности ТП 34 под термином “конденсат” подразумевается только пен-тан и более тяжелые углеводороды, что не соответствует определению стабильного конденсата по указанному ОСТу, так как согласно последнему конденсат может содержать также более легкие углеводороды.
С учетом изложенного считается целесообразным материальный баланс установок составлять по углеводородам С5+в.
Материальный баланс установок по С5+. Одним из важных вопросов при разработке газоконденсатных месторождений является составление материального баланса комплекса по газовому конденсату (углеводороды С5^). На практике в некоторых случаях выход конденсата оценивается по стабильному конденсату. Разность количества углеводородов С5+ в добываемом сырье и товарном конденсате относят к потерям конденсата. Такой подход ошибочен по двум причинам: во-первых, стабильный конденсат содержит легкие углеводороды (С3> С4), растворенную воду и в ряде случаев сернистые соединения. Следовательно, стабильный конденсат и С5+ не всегда идентичны по составу. Во-вторых, часть С5+ остается в составе товарного газа, низконапорных газов и сжиженных газов (включая ШФЛУ).
В связи с этим при составлении материального баланса установок, использующих в качестве сырья конденсатосодержащие газы, необходимо произвести оценку распределения конденсата (углеводородов С5+в) в составе всех потоков. Общее количество С5+ в сырье технологической установки Хс (% по массе) определяется по уравнению
X юо %, (Ю.б)
G
где п - число молей сырья; У, - мольная доля углеводородов С5+ в сырье; Mi - молекулярная масса углеводородов С5+; G -масса сырьевого потока, кг/ч.
Уравнение (10.6) решается относительно всех сырьевых потоков, подлежащих обработке с целью извлечения из них С5+в. На основе этого определяется общая масса С5+в в сырьевых потоках. Если состав сырья задан в мольных долях, то переход на массовый состав производится по уравнению
100 %. (10.7)
lYMi
При известном значении д{ количество С5+ в потоке можно определять по формуле
Gc =— Xgr,. (10.8)
100
Содержание пентанов и высших углеводородов в составе газовых потоков (кг/ч)
Gr=— ЕУГМ, (10.9)
2404
где V - объем газа, мэ/ч; Yr - объемное содержание углеводородов С5+в в газе, %.
При анализе сжиженных газов и ШФЛУ должно определяться содержание в них всех компонентов С5+в раздельно. В случае определения общего количества фракции С5+в необходимо установить также ее среднюю молекулярную массу. Количество С5+в в ШФЛУ и сжиженных газах Сш, (кг/ч) вычисляется по формуле G (1010) 100
где Gq - масса ШФЛУ или сжиженного газа, кг/ч; ?Х, -массовая доля компонентов С5+в в продукте, %.
Содержание углеводородов С5*в в стабильном конденсате GK определяется по формуле
G0K[1QQ-ZUC.-A-S. -хв)] 100
(10.11)
где Gq ~ масса стабильного конденсата, кг/ч; Хс, - массовое количество легких углеводородов (С4 и ниже) в продукте, %; Xs. - массовое содержание сернистых соединений в продукте,
%; Хг - массовое содержание воды (или водно-ингибиторной смеси) в продукте, %.
Определение потерь конденсата. После составления материального баланса установок переработки углеводородного сырья расчетным путем или на основе фактических замеров определяют коэффициент распределения Cs+ в разных потоках:
К, =-^-100 %,
(10.12)
Gr
где G, - количество С5+в в г-й продукции, кг/ч; Gc - общая масса углеводородов С5+в в продукции, поступающей на обработку, кг/ч.
После определения коэффициента распределения конденсата в разных продуктах вычисляют потери конденсата:
(10.13)
Ка = 100 -Щ.
Пример расчета. В результате переработки нестабильного конденсата производится топливный газ, широкая фракция легких углеводородов и стабильный товарный конденсат (рис. 10.20). Составы и количество потоков даны в табл. 10.14. Требуется составить материальный баланс на С5+в,
Решение. 1. Определяют суммарное количество С5+в в составе сырья, поступающего на переработку. Для этого сначала вычисляют массовое содержание компонентов С5+в в сырье. Результаты расчета сведены в табл. 10.15.
Нестабильный
1
ТЬпмВный газ
конденсат
№
Рис. 10.20. Расчетная схема переработки конденсатосодержащих потоков
Стабильный конденсат
>
Т аб л и ца 10.14
Составы н количества материальных потоков установки стабилизации конденсата
|
Компонент | Сырье, % (мол.) | Производимая продукция | ||
| топливный газ, % (мол.) | ШФЛУ % (масс.) | стабильный конденсат, % (маос.) | ||
| СН< |
7,45 | 49,89 | - |
- |
|
С4Н6 | 5,75 |
37,97 | 0,27 | - |
| 12,09 | 6,78 | 47,64 | - | |
| и зо ~ С j Н | л | 3,65 | 1,36 | 18,25 |
0,17 |
| к-С.Й |
4,85 | 0,95 | 24,29 |
0,33 |
|
изо-СзН|2 | 7,45 |
0,20 | 4,26 | 6,98 |
| н-сА2 |
8,26 | 0,14 | 2,84 |
8,87 |
| с А1 | 6,04 | - | 1,70 | 7,19 |
| СТН16 | 9,06 | - | 0,79 |
12,81 |
| С8Н1в | 10,07 | - |
- | 16,38 |
|
счн,0 | 12,08 | - | - | 22,07 |
| Cofi | 8,06 |
- | - | 16,31 |
| с„н24 | 4,05 | - | - | 8,93 |
| V | 0,40 |
2,71 | - | - |
| Итого | 100,0 |
100,0 | 100,0 | 100,0 |
| Расход, кг/ч | 418 260 | 16 520 нм3 | 50 790 | 348 130 |
Табли ца 10.15
Определение массового состава перерабатываемого сырья
| Компо | Молярный |
Молекуляр | Количество, | Массовый |
|
нент | состав | ная масса М | кг/100 коль |
состав, % |
|
си. | 7,45 | 16,04 | 119,5 | 1,42 |
| с А | 5,75 |
30,6 | 172,8 | 2,05 |
| изо-С, Н10 | 12,09 | 44,08 |
532,9 | 6,33 |
|
3,63 | 58,10 | 310,9 |
2,50 | |
| »-c,V изо-С'Н,, | 4,83 |
58,10 | 280,6 | 3,33 |
| 7,45 | 72,12 |
537,3 | 6,38 | |
|
«-СД | 9,06 | 72,12 | 653,4 | 7,76 |
| сД, | 6,04 |
86,20 | 520,6 | 6,18 |
| с7н16 |
9,06 | 100,22 | 908,0 | 10,78 |
| Н | | 10,07 | 114,26 |
1150,6 | 13,66 |
| 12,08 | 128 30 |
1549,9 | 18,40 | |
|
С,.Н„ | 8,06 | 142,34 | 1147,3 | 13,61 7,47 |
| 4,03 | 156,38 | 630,2 | ||
| 0,40 | 28 | 11,2 | 0,13 | |
|
Итого | 100,0 |
- | 8425,2 | 100,0 |
| С5<, %(масс.) |
84,24 |
Затем по уравнению (10.8) вычисляют количество С5,„ в поступающем сырье:
418 260 (6, 38 + 7,76 + 6,38 + 7,76 + 6,18 + 10,78+ 13,66 +
2. Определяют количество Cs+1 в производимых продуктах. Количество С5+в в топливном газе находят по уравнению
(10.9):
165 20(0, 20 ¦ 72,12 + 0,14 • 72,12) е .
Gr --= 168,6 кг/ч.
2404
Количество С5+в в ШФЛУ определяют по уравнению
_ 50 790(4, 26 + 2, 84 + 1,70 + 0,79) . 0_п _ .
100
Количество С3+в в товарном конденсате рассчитывают по уравнению (10.11):
^ 348 130-(100 - 0,17 - 0, 33)
G. =-= 346 389,4 кг/ч.
100
По уравнению (10.12) находят коэффициент распределения С5+в в продуктах: в топливном газе
= leae ioo =
0 047g
352342
в ШФЛУ
4870,8- 100
К- = -—= 1,382 %;
352342
в стабильном конденсате
346 389.В.,00=9а31%
352342
Определяют потери С5+в в процентах по уравнению (10.13):
Кв - 100 - (0,051 + 1,382 + 98,310) = 0,257 %.
Безвозвратные потери С5+в при переработке нестабильного конденсата составляют 0,257 % от его потенциального содержания в сырье. В пересчете на часовую производительность это составит:
G 352 342.1X257 =ш 6 100
