Правовое и техникоэкономическое обоснование разработки нефтяных месторождений
РАСЧЕТЫ ДЕБИТА СКВАЖИНЫ ПОСЛЕ ГИДРОРАЗРЫВА В НЕОДНОРОДНЫХ ПЛАСТАХ
8.1. АНАЛИТИЧЕСКОЕ РЕШЕНИЕ ЗАДАЧИ
О ПРИТОКЕ ЖИДКОСТИ К СКВАЖИНЕ, РАСПОЛОЖЕННОЙ В НЕПРОНИЦАЕМОЙ ЛИНЗЕ ЭЛЛИПТИЧЕСКОЙ ФОРМЫ, ВСКРЫТОЙ ТРЕЩИНОЙ ГИДРОРАЗРЫВА
При размещении скважин на месторождении, как правило, отсутствует детальная картина распределения неоднородности пласта, поэтому отдельные скважины оказываются в низкопроницаемых зонах или даже в непроницаемых линзах. Кроме того, область пониженной проницаемости вокруг скважин может быть обусловлена не только геологическим строением коллектора, но и загрязнением призабойной зоны в ходе вскрытия пласта. Если непроницаемая линза имеет сравнительно небольшие размеры, проведение гидравлического разрыва пласта с созданием протяженной трещины, выходящей за пределы линзы, позволяет ввести скважину в эксплуатацию. В случае, если скважина находится в низкопроницаемой области, гидроразрыв может привести к многократному увеличению дебита.
Все оценки эффективности ГРП, проведенные для однородного пласта, показывают, что после обработки дебит скважин увеличивается в 3-4 раза. Однако промысловый опыт часто дает более высокие показатели. Поэтому определенный интерес представляют расчетные методы оценки притока к скважинам после ГРП в неоднородных пластах.
В данном разделе предложена формула для расчета дебита скважины, находящейся в непроницаемой линзе, при условии, что трещина гидроразрыва, пересекающая скважину, выходит за пределы линзы. Эта зависимость может использоваться также для оценки дебита скважины с трещиной ГРП, вскрывающей низкопроницаемое включение.
Рассматривается плоское стационарное течение несжимаемой жидкости к скважине, пересеченной трещиной гидроразрыва от удаленного контура питания радиуса Rc. Предполагается, что скважина находится в центре непроницаемой линзы эллиптической формы с полуосями а и b. При a = b линза имеет форму круга. Предполагается, что размеры линзы невелики по сравнению с
радиусом контура питания: f = л/a2 - b2 << 2Rc. Полудлина
трещины l больше полуоси линзы, вдоль которой направлена трещина /рис. 8.1); кроме того, l << 2Rc. Значения давления на контуре трещины pw и на удаленном контуре pc постоянные. Фильтрация жидкости в пласте подчиняется закону Дарси, поэтому распределение потенциала описывается уравнением Лапласа.
Поскольку конформное отображение плоскости течения Z = F(z), где z = x + iy, Z = X + iY, не изменяет уравнения Лапласа, это преобразование координат можно использовать для замены геометрических границ системы другими, более приемлемыми для аналитических расчетов [26, 81, 92]. Для решения данной задачи
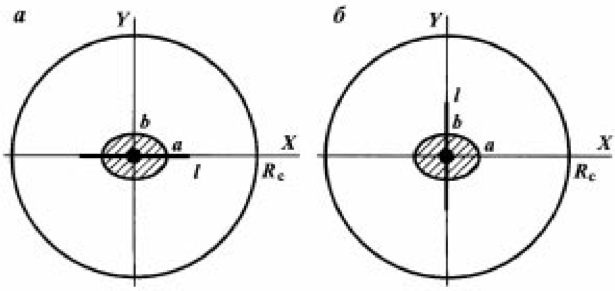
Рис. 8.1. Скважина с трещиной ГРП в непроницаемой линзе:
а - трещина направлена вдоль большой оси линзы; 6 - трещина направлена вдоль малой оси линзы
применяется последовательность конформных отображений [49].
В результате перехода к переменной zj, определяемой кон

формным преобразованием z = - , область фильтрации -
внешность эллипса, ограничивающего непроницаемую линзу, -
перейдет во внешность окружности радиуса
этом, поскольку 2Rc>> f, образ контура питания можно приближенно представить окружностью радиуса Rj = IRJf. Трещина перейдет в отрезок координатной оси xj или у в зависимости от ее исходного направления относительно линзы. Длина этого отрезка, симметричного относительно начала координат, составит 2-1, где
f
l

1 = —Ъ . Знак “плюс” соответствует исходному направ
лению трещины вдоль малой оси линзы /рис. 8.1, б), знак “минус”
- вдоль большой оси /рис. 8.1, а). Полученное течение может быть рассчитано как приток к двум одинаковым трещинам длиной
1j - rj, расположенным вдоль одной прямой /например, вдоль оси xj), по разные стороны от непроницаемой круговой линзы /рис.
8.2, а). Учитывая симметрию течения, можно ограничиться рассмотрением одной четверти области фильтрации, например, xj > 0, yj > 0, приняв при этом, что участки границы, расположенные вдоль координатных осей, 1j < xj < Rj и rj < yj < Rj непроницаемые.
Последовательность преобразований
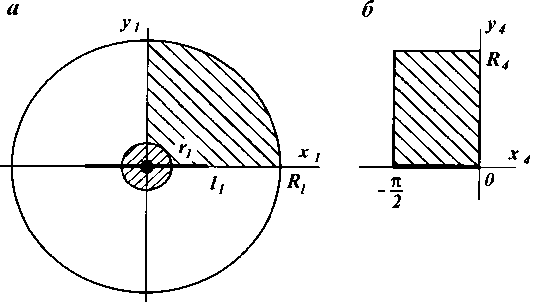
Рис. 8.2. Отображения области фильтрации
sinm =
2
r
отображает выделенную область плоскости z\ на прямоугольник
я п 21R-
плоскости Z4:--< Хд < 0, 0 < y* < Ra, где R4 = = 1^---
(рис. 8.2, б). Здесь использовано условие l <к 2Rc, которое позволяет приближенно представить образ контура питания отрезком y4 = R4, -п/2 < х4 < 0. При этом отрезок оси хь имитирующий часть трещины гх < хх < lj, перейдет в противоположную сторону прямоугольника, лежащую на оси х4. Непроницаемые границы перейдут в две другие стороны прямоугольника, в том числе граница линзы
отобразится на отрезок х4 = -п/2, 0 < y4 < arch
• В результате
течение преобразуется в плоскопараллельное; на изобарах, расположенных на расстоянии R4 одна от другой, заданы давления pw и pc. Дебит линейного стока длины п/2 рассчитывается по формуле
_ nkh (pc - pw )
Rд
Здесь к - проницаемость пласта, h - его толщина, ц - вязкость жидкости.
157
Поскольку рассматривался элемент симметрии, соответствующий четверти области фильтрации, искомое выражение для дебита скважины с трещиной гидроразрыва, вскрывающей непроницаемую линзу эллиптической формы, имеет вид
О = 4q4 = 2lkh - p¦ >•
ц InRc/r
l+Jif
(8.1)
i -
4
1+
Здесь re - эффективный радиус скважины с трещиной ГРП; знаки “минус” и “плюс”, как и выше, соответствуют направлению трещины вдоль большой и малой оси линзы.
Для круговой линзы a = b и выражение /8.1) упрощается:
re = (12 - a2)/2l (8.2)
В однородном пласте a = b = 0, и формула /8.2) для определения эффективного радиуса скважины с трещиной гидроразрыва приобретает известный вид:
Ге = 1/2. (8.3)
Сопоставление выражений /8.1), /8.2) с формулой /8.3), полученной для однородного пласта, показывает, что если непроницаемая линза имеет форму круга, то дебит скважины с трещиной ГРП длиной 2l равен дебиту скважины с трещиной длиной 2l(1 -a2//) в однородном пласте. Если линза имеет вытянутую форму /a >> b) и трещина направлена вдоль большой оси линзы, то для того, чтобы получить тот же дебит, в однородном пласте необходимо создать трещину длиной 211 - a2, j 1 . Если трещина направлена вдоль малой оси линзы вытянутой формы, то дебит скважины с трещиной ГРП, расположенной в центре линзы, практически совпадает с дебитом скважины, пересеченной трещиной такой же длины в однородном пласте, так как значения эффективного радиуса, вычисленные по формулам /8.1) и /8.3), почти не различаются.
Приведем некоторые количественные оценки. Допустим, что радиус контура питания 500 м. Если радиус круговой линзы, в которой расположена скважина, равен 50 м, а полудлина трещины гидроразрыва вдвое больше и составляет 100 м, то дебит скважины в неоднородном пласте всего на 12 %, или в 1,14 раза, ниже, чем в однородном, при той же длине трещины. Если радиус линзы равен
10 м, что составляет 10 % от полудлины трещины, то дебиты в однородном и неоднородном пластах практически не различаются. Аналогичный результат получаем для линзы эллиптической формы. Если трещина ГРП длиной 21 = 200 м направлена вдоль большой оси линзы /см. рис. 8.1, а), размеры которой составляют а = 70 м, b = 30 м, то отношение дебита в однородном пласте к дебиту в неоднородном пласте при той же длине трещины составит 1,23. Если трещина направлена вдоль малой оси линзы /см. рис. 8.1, 6), то при тех же размерах линзы и трещины отношение дебитов равно 1,07.
Таким образом, показана высокая эффективность гидравлического разрыва пласта для ввода в эксплуатацию скважин, находящихся в непроницаемых линзах небольших размеров. Проектирование технологии проведения ГРП с учетом необходимости создания трещины, длина которой хотя бы в 2 раза превышает диаметр линзы, позволит получить дебит, близкий к дебиту скважины с трещиной ГРП такой же длины в однородном пласте.
8.2. АНАЛИЗ ЭФФЕКТИВНОСТИ ГИДРОРАЗРЫВА В СКВАЖИНЕ, НАХОДЯЩЕЙСЯ В НИЗКОПРОНИЦАЕМОМ ВКЛЮЧЕНИИ, НА ОСНОВЕ КОМПЬЮТЕРНОГО МОДЕЛИРОВАНИЯ
Результаты, представленные в предыдущем разделе, хорошо согласуются с полученными при анализе производительности скважин с трещинами, находящихся в низкопроницаемых зонах. Проведение ГРП в таких скважинах позволяет значительно повысить их дебит. Если размеры области с ухудшенными фильтрационными характеристиками относительно невелики, особенно эффективным окажется гидроразрыв с созданием трещины, выходящей за пределы этой области. В работе [123] рассмотрено круговое низкопроницаемое включение, в центре которого находится скважина; при этом вертикальная трещина либо выходит за пределы этого включения, либо целиком содержится внутри него. Если полудлина трещины хотя бы в 2 раза превышает радиус этой зоны, то скин-эффект, обусловленный загрязнением призабойной зоны, становится несущественным и не влияет на коэффициент продуктивности скважины после гидроразрыва.
В [51] приведены результаты расчетов по оценке эффективности гидроразрыва в скважине, расположенной внутри низкопроницаемого включения прямоугольной формы в центре элемента пятиточечной системы разработки, в зависимости от соотношения размеров включения и трещины. Численные расчеты проведены на базе трехмерной модели многофазной фильтрации, учитывающей трещины гидроразрыва [72]. В расчетах использованы реальные фазовые проницаемости и вязкости нефти и воды. Расстояние между скважинами в ряду R было принято равным 566 м, при этом расстояние между добывающей и нагнетательной скважинами составляло R /лр2 =400 м. Низкопроницаемое включение представляло собой прямоугольник 100 х 300 м, в центре которого расположена добывающая скважина. Моделировался пласт постоянной толщиной 5 м и пористостью 0,2. Таким образом, объем включения составлял всего 9,4 % от объема всего пласта. Проницаемость основного пласта предполагалась равной 0,1 мкм2, проницаемость включения - 0,001 мкм2. Рассматривались случаи, когда оси симметрии включения параллельны рядам скважин /рис.
8.3, а) либо составляют с ними угол в 45° /рис. 8.3, б). Начальная нефтенасыщенность принята равной 0,8, начальная водонасыщен-ность - 0,2, вязкость нефти - 1,5 мПа-с, вязкость воды - 0,5 мПас. Фазовые проницаемости нефти f0 и воды fw были заданы в следующем виде:
где s0 и sw - соответственно нефте- и водонасыщенность.
Между добывающими и нагнетательными скважинами поддерживался постоянный перепад давления 10 МПа.
Модель участка, соответствующего элементу симметрии пятиточечной системы, представляла собой сеточную область в форме прямоугольного параллелепипеда, покрытую равномерной разностной сеткой с ячейками 14,3 х х 14,3 х 2,5 м3.
Был рассчитан базовый вариант без применения ГРП, причем результаты расчетов для обоих случаев расположения включения, представленных на рис. 8.3, практически совпали. Это объясняется незначительными размерами включения по сравнению с размерами элемента.
Затем были смоделированы варианты с гидроразрывом в добывающей скважине. Полудлина трещины составляла 100 м, раскрытие - 6 мм, проницаемость 80 мкм2. Рассматривались случаи с различной ориентацией трещины. Если трещина параллельна большей стороне включения, то она целиком содержится в низкопроницаемой области
а й
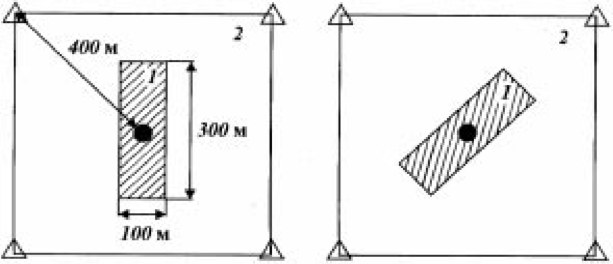
Рис. 8.3. Элемент пятиточечной системы с прямоугольным низкопроницаемым включением (1) в центре однородного пласта (2):
а - оси симметрии включения параллельны рядам скважин; 6 - оси симметрии включения составляют 45° с рядами скважин
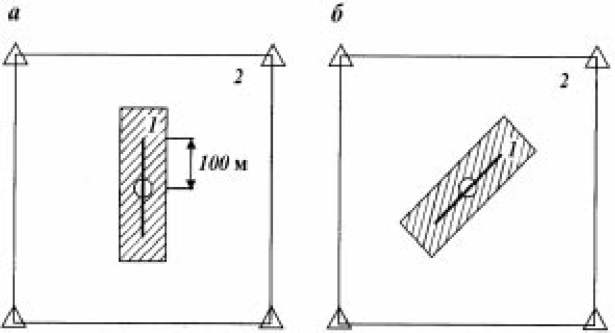
Рис. 8.4. Элемент пятиточечной системы с прямоугольным низкопроницаемым включением (1) в центре однородного пласта (2).
ГРП в добывающей скважине, трещина — внутри включения:
а - оси симметрии включения параллельны рядам скважин; 6 - оси симметрии включения составляют 45° с рядами скважин
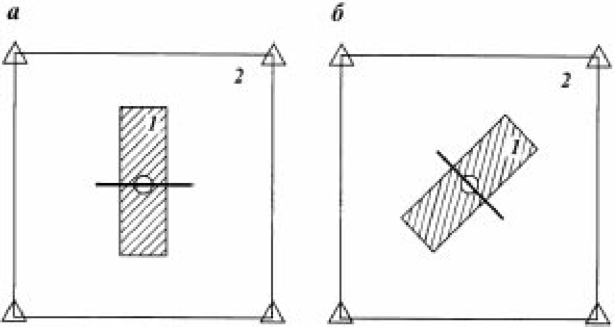
Рис. 8.5. Элемент пятиточечной системы с прямоугольным низкопроницаемым включением (1) в центре однородного пласта (2).
ГРП в добывающей скважине, трещина выходит за пределы включения:
а - оси симметрии включения параллельны рядам скважин; 6 - оси симметрии включения составляют 45° с рядами скважин
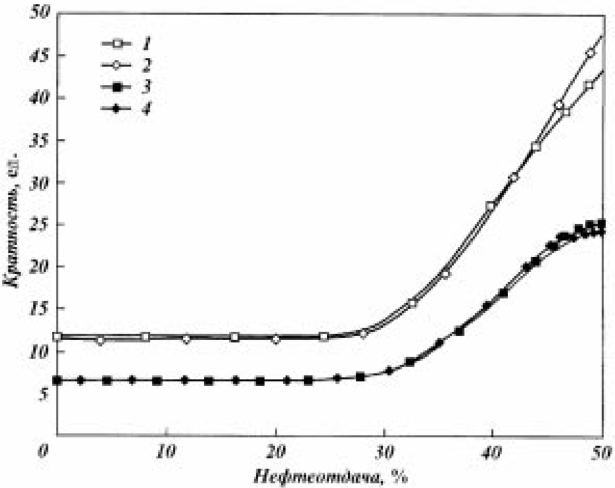
Рис. 8.6. Кратность увеличения темпа отбора нефти.
Трещина ГРП выходит из включения: 1 - вдоль оси, 2 - по диагонали; трещина ГРП целиком во включении: 3- вдоль оси, 4- по диагонали
(рис. 8.4). Если трещина проходит в ортогональном направлении, то ее крылья наполовину выходят за пределы включения (рис. 8.5).
Расчеты показали, что дебит скважины после ГРП в основном определяется ориентацией трещины относительно включения и оказывается существенно выше, если трещина выходит за пределы низкопроницаемого включения. Различия, связанные с расположением включения относительно сетки скважин (варианты “а” и “б” на рис. 8.4, 8.5), оказались несущественными, так как размеры включения и полудлина трещины невелики по сравнению с расстоянием между скважинами. На рис. 8.6 приведен график кратности увеличения темпа отбора нефти в результате ГРП, показывающий, во сколько раз быстрее достигается то или иное значение нефтеотдачи в вариантах с ГРП по отношению к варианту без гидроразрыва. Если трещина целиком содержится внутри низкопроницаемого включения, то дебит нефти в результате ГРП возрастает в 6,7 раза. Если трещина выходит за пределы включения на половину своей длины, то дебит увеличивается в 11,5 раза.
Таким образом, гидроразрыв пласта в скважинах, вскрывающих области с пониженной проницаемостью или имеющих загрязненную призабойную зону, приводит к многократному увеличению дебита и при грамотном определении параметров трещины позволяет не только восстановить производительность скважины, но и приблизить ее к величине, рассчитываемой для скважины с трещиной ГРП в однородном пласте.
8.3. ВЛИЯНИЕ ГИДРОРАЗРЫВА В СЛОИСТОМ ПЛАСТЕ НА ВЫРАБОТКУ ЗАПАСОВ ОТДЕЛЬНЫХ СЛОЕВ
Гидравлический разрыв пласта приводит к кратному увеличению коэффициента продуктивности скважин и при проектировании его использования как элемента системы разработки увеличивает полноту выработки запасов углеводородов. В слоистом пласте этот эффект проявляется по-разному для отдельных слоев и определяется степенью их сообщаемости, толщиной и проницаемостью каждого слоя, длиной и проводимостью трещины. Кратность увеличения дебита скважины существенным образом зависит от того, создается ли единая трещина или гидроразрыв проводится селективно, и параметры трещины подбираются для каждого слоя в отдельности [48].
В данном разделе анализируется дебит скважины после ГРП в слоистом пласте и оценивается величина притока из каждого слоя. Рассматривается стационарная фильтрация несжимаемой жидкости к скважине, пересеченной трещиной, расположенной в центре слоистого пласта с удаленным контуром питания радиуса Rc. Кровля и подошва пласта непроницаемые. Предполагается, что пласт состоит из N горизонтальных слоев проницаемостью и толщиной h, i = 1, ..., N. Давления на удаленном контуре и на забое скважины распределены по гидростатическому закону, соответствующие значения на кровле пласта постоянны и составляют pc и pw. Рассматриваются случаи сообщающихся слоев и слоев, разделенных непроницаемыми перемычками.
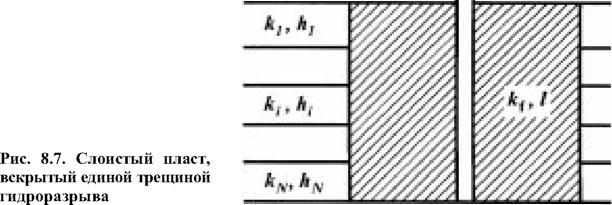
1. Сообщающиеся слои. Предполагается, что пласт вскрыт по всей толщине единой вертикальной трещиной гидроразрыва ко-164 нечной проницаемости kf (рис. 8.7). Горизонтальное сечение трещины - эллипс с полуосями l и w, соответствующими полудлине и полураскрытию трещины.
Уравнения движения и неразрывности в каждом слое пласта имеют вид
= 0; i= 1, ..N,.

(8.4)
Здесь u и v - горизонтальная и вертикальная компоненты скорости, pi - давление в i-м слое, ц и у - вязкость и удельный вес жидкости, ось z направлена вертикально вверх. На границах между слоями выполняются условия равенства давлений и нормальных компонент скорости:

Среднее давление для каждого слоя (pi и средневзвешенное давление для всего пласта (р) определяются следующим образом:

Здесь (k) - средняя проницаемость, H - толщина пласта.
Если qi - переток жидкости из слоя i в соседние слои, то средние давления удовлетворяют уравнениям, вытекающим из (8.4),
(8.5):
N
AhP) = 0; kihiA2h(pi) = qi ? %i = 0. (8.6)
i 1
Полагая течение в трещине параллельным горизонтальной плоскости, а давление pf распределенным по гидростатическому закону, получим
N h<
? kj pfdz удовлетворяет уравнению (8.7), а условия со-
{k)H i=i о
пряжения (8.8) для средневзвешенных давлений имеют вид
Таким образом, задача о притоке к скважине с вертикальной трещиной гидроразрыва в мощном слоистом пласте сведена к аналогичной задаче на плоскости, решение которой получено в главе
3. Дебит скважины вычисляется по формуле (3.27), где в качестве проницаемости пласта используется средняя проницаемость:
Q Q lnRc/rW Q = Mk)H (Pc - Pw ) .
Q Q 0 , ; Q 0 , ;
f # q^m$
lm; =1 — $)lnr +$ ln 1 — $)?—7-г ; (8.9)
2 П (i 4тл V
2 m =1m 11 — q $ I
q =I±JL; $ = izM .
V l+ w kf + (k)
Здесь Q° - дебит скважины до гидроразрыва, rw - радиус скважины. Эффективный радиус скважины, пересеченной трещиной ГРП, re зависит от соотношения средней проницаемости пласта и проницаемости трещины $ , а также от геометрических размеров трещины.
Асимптотический анализ продольного течения флюидов в коллекторе, характерный вертикальный размер которого много меньше горизонтального [38, 39], показал, что система уравнений двумерной фильтрации может быть существенно упрощена при крупномасштабном описании процесса, когда слагаемыми порядка H2k/R:kz можно пренебречь. Здесь H- характерный вертикальный размер пласта или его толщина; Rc - характерный продольный размер или радиус контура питания; -yjkx/kz - коэффициент
анизотропии. При этом распределение давления по вертикали в пласте без изолирующих прослоев в зависимости от соотношения гравитационных и гидродинамических сил yH/(pc - pw) либо постоянно, либо подчиняется гидростатическому закону [63, 64]. Причем постоянство давления имеет место лишь в том случае, когда действие гравитации несущественно по сравнению с гидродинамическим перепадом давления. Таким образом, в крупномасштабном приближении в обоих случаях вертикальными перетоками можно пренебречь, т.е. в уравнениях (8.6) qt = = 0. При этом поток из каждого слоя пласта в трещину Qi пропорционален проводимости слоя kihi:
Qi = -kkrLQ0
l^'r . (8л°)
Поэтому согласно выражениям (8.9), (8.10) кратность увеличения Qi вследствие ГРП зависит от эффективного радиуса re и помимо параметров трещины определяется только средней проницаемостью слоистого пласта. Следовательно, при создании общей трещины ГРП эффект для высокопроницаемого и для низкопроницаемого слоя оказывается одинаковым. Такие же значения дебитов каждого слоя могут быть получены, если слои разделены и работают независимо, а проницаемость индивидуальной трещины ГРП в каждом слое пропорциональна соответствующей проницаемости пласта. Например, случай двухслойного пласта с сообщающимися слоями равной толщины h1 = h2 при kj = 10-13 мкм2, k2 = 10-15 мкм2, в котором создана единая трещина на всю толщину пласта и kf = = 10-10 мкм2, аналогичен случаю пласта с разобщенными слоями, если в высокопроницаемом слое создана трещина с проницаемостью kf1 = 1,98-10-10 мкм2, а в низкопроницаемом - с проницаемостью kf2 = 1,98-10-12 мкм2, причем длины трещин совпадают.
2. Изолированные слои. Если слои разделены непроницаемыми перемычками и вскрыты единой трещиной гидроразрыва, проходящей через всю толщу пласта, уравнения для среднего давления и формулы для определения суммарного дебита и дебитов из отдельных слоев имеют такой же вид, как и в случае сообщающихся слоев. Кратность увеличения дебитов в результате ГРП определяется только средней проницаемостью пласта, геометрическими размерами и проницаемостью трещины.
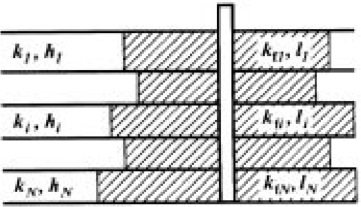
Если гидроразрыв проводится селективно для каждого слоя и создаваемые трещины характеризуются своей геометрией и проницаемостью (рис. 8.8), то эффект от ГРП в каждом слое оценивается независимо и определяется только размерами трещины и соотношением проницаемости данного слоя и трещины. Использование усредненных характеристик в данном случае приводит к потере информации. Проведение селективного гидроразрыва и определение параметров трещины для каждого слоя в отдельности более эффективно. Например, увеличивая длину трещины в низкопроницаемом слое по сравнению с высокопроницаемым, можно добиться увеличения доли продукции этого слоя в общем потоке, что может оказаться весьма актуальным при проведении ГРП на стадии, когда высокопроницаемые слои обводнены.
Рис. 8.8. Слоистый пласт с разобщенными слоями, вскрытыми отдельными трещинами гидроразрыва
В зависимости от целей задача оптимизации селективного ГРП в слоистом пласте с разобщенными слоями может быть сформулирована по-разному. В случае, если целью является максимизация коэффициента продуктивности скважины при заданном суммарном объеме трещин, определяемом расходом проппанта и жидкости разрыва, имеем:
N k-h- N
max ^-—— при условии ^ hl = HL . (8.11)
i=iln2Rc/li i=i
Здесь li - полудлина трещины в i-м слое, L - средняя длина, зависящая от суммарного объема трещин. Для простоты принято, что перепадом давления в трещине можно пренебречь, вдоль ее границы давление равно забойному и поэтому эффективный радиус скважины rei = 1/2. Средняя ширина трещин во всех слоях принята одинаковой, поэтому суммарный объем трещин определяется
N
величиной ^ hl. Решение задачи (8.11) может быть получено
i=1
методом множителей Лагранжа [70]:
![]()
2R
l^^j~ = const i= 1, ,.N, (8.12)
Условие (8.12) означает, что максимальное значение коэффициента продуктивности скважины достигается при определении длины трещины для каждого слоя в зависимости от его проницаемости, причем слою большей проницаемости соответствуют трещины большей длины. Это связано с тем, что вклад высокопроницаемых слоев в общий дебит наибольший. Отсюда, в частности, следует, что в двухслойном пласте при k1/k2 = 100 практически при любом заданном суммарном объеме трещин гидроразрыв в низкопроницаемом слое нецелесообразен. Аналогичный результат получен в [121] для случая неустановившейся фильтрации в двухслойном пласте.
Если высокопроницаемые слои уже обводнены и целью оптимизации является максимизация дебита нефти, то в выражениях (8.11), (8.12) помимо абсолютных проницаемостей следует учитывать текущие значения фазовой проницаемости для нефти в каждом слое.
Таким образом, в случае создания единой трещины гидроразрыва, проходящей через всю толщу слоистого пласта, эффективность ГРП не зависит от распределения абсолютной проницаемости по слоям и определяется только средней проницаемостью пласта, размерами и проводимостью трещины. Этими же параметрами определяется кратность увеличения притока из каждого слоя. В слоистом пласте с изолированными слоями наиболее эффективен селективный гидроразрыв, когда в каждом слое создается отдельная трещина, а ее размеры и проводимость определяются с учетом свойств данного слоя. Для достижения максимальной производительности скважины при заданном суммарном объеме трещин ГРП длины трещин в каждом слое должны удовлетворять условиям (8.12).
ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ, ИСПОЛЬЗУЮЩИЕСЯ В ПРОЦЕССАХ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ ПУТЕМ РЕКТИФИКАЦИИ
8.1.1. СПОСОБ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ
Предложенный способ разделения многокомпонентных смесей относится к усовершенствованному методу обработки жидких и газообразных углеводородов.
На рис. 8.1 изображена схема установки, при помощи которой реализуется предложенный способ.
Сырье вводят по линии 10 в стриппинг-колонну, где происходит предварительное разделение на тяжелые и легкие фракции, при этом в секции 8 при противоточном течении газа и жидкости происходит поглощение тяжелых углеводородов жидкостным потоком, а в секции 9 - отпарка легких углеводородов паровым потоком.
Легкую фракцию из секции 8 в виде парового потока , подают под секцию 3, где окончательно отделяют верхнюю фракцию.
Верхнюю фракцию из секции 3 выводят в конденсатор-холодильник 18 и далее в рефлюксную емкость 19, при этом часть фракции выводят в виде готового верхнего продукта по линии 11, а другую часть возвращают в секцию 3 по линии подачи орошения 12 в виде флегмы.
Промежуточные фракции из секции 3 поступают в виде жидкостного орошения в секции 8 и 4. Из нижней части секции 4 выводят более легкий боковой продукт по линии 13.
Тяжелые фракции из секции 9 стриппинг-колонны подают
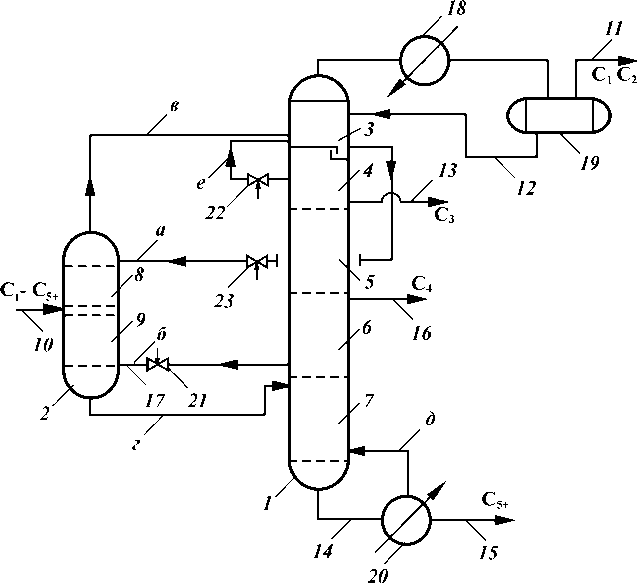
Рис. 8.1. Технологическая схема установки разделения многокомпонентных
смесей:
1 - ректификационная колонна; 2 - стриппинг-колонна; 3-9 - секции; IQ-17 - технологические линии; 18 - конденсатор-холодильник; 19 - рефлюкс-ная емкость; 20 - испаритель; 21-23 - регулировочные устройства
в секцию 7 в виде жидкостного потока, где окончательно отделяют нижнюю фракцию, которую по линии 14 подают в испаритель 20. После нагрева в испарителе 20 часть нижней фракции в виде парового потока подают в нижнюю часть секции 7, а другую часть отводят в виде готового нижнего продукта по линии 15.
Промежуточные фракции, испарившиеся в секции 7, поступают в секцию 6, из верхней части которой выводят более тяжелый боковой продукт по линии 16.
Часть промежуточных фракций из секции 7 подают в секцию 9 стриппинг-колонны 2 для отпарки легких сырьевых углеводородов, по линии 17 оставшийся в основных секциях паровой поток выводят и подают на регулировочное устройство 22, после чего возвращают под секцию 3 вместе с паровым потоком ,.
Для регулирования процесса по схеме на линии парового потока • предусмотрено регулировочное устройство 21, на линии внешнего парового потока А - регулировочное устройство 22, а на жидкостном потоке потоке ? - регулировочное устройство 23.
При изменении состава сырья и необходимости увеличения парового тока в стриппинг-колонне расход парового потока в основных секциях уменьшают регулировочным устройством 22 на линии парового потока А, и наоборот.
Расход жидкости в стриппинг-колонне и основной ректификационной колонне регулируют устройством 23 на жидкостном потоке ?.
Условия проведения предложенного способа разделения многокомпонентных смесей приведены ниже.
Среда....................................... Углеводороды газо
образные и жидкие
Продукты:
верхний................................ Сухой газ (Cj-C2)
боковой.................................. Пропан (С3),
бутан (С4)
нижний................................. Стабильный кон
денсат (С5)
Эффективность
Предложенный способ разделения углеводородных смесей позволяет регулировать паровые потоки как в основной колонне, так и в стриппинг-колонне, что, в свою очередь, дает возможность улучшить качество продуктов разделения. Техническое решение используется в промышленности.
Разработчик
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Литература
Авторское свидетельство № 611628, БИ № 23, 1978 (Авторы: Г.К. Зиберт, И.А. Александров, С.Б. Зиберт).
8.1.2. СПОСОБ РАЗДЕЛЕНИЯ УГЛЕВОДОРОДНОЙ СМЕСИ
Предложенный способ разделения углеводородной смеси относится к методу обработки газообразных и жидких углеводородов и может быть использован на газоперерабатывающих и нефтеперерабатывающих заводах, нефтепромыслах.
На рис. 8.2 представлена технологическая схема данного способа разделения углеводородной смеси.
Смесь углеводородов подают в зону питания первой колонны 1, при этом поднимающийся газ контактирует в массообменной секции 2 со стекающим конденсатом и орошением, которое подают на верх колонны по линии 3. Газ, обогащенный низкокипящими компонентами и осушенный подаваемым на верх колонны жидким осушителем, т.е. сухой газ, подают на конденсацию в конденсатор 4, после чего холод сухого газа используют для конденсации в парциальном конденсаторе 5 и направляют его потребителю. Из стекающей в фазный разделитель 6 жидкости отбирают в нижней части, как имеющий больший удельный вес, насыщенный осушитель и направляют его на регенерацию, в то время как конденсат с меньшим удельным весом через переливное устройство фазного разделителя 6 стекает в низ колонны на глухую тарелку 7, при этом стекающий конденсат контактирует, проходя через массообменную зону 3, с поднимающейся несконденсировавшейся частью паров дистиллята второй колонны 9, в результате чего из него отпаривают более низкокипящие компоненты. Обогащенный тяжелыми углеводородами нестабильный конденсат (первичный промежуточный продукт) отбирают с глухой тарелки 7 и подают на питание ректификационной колонны 9. Поднимающийся в массообменную часть 10 колонны 9 газ контактирует с орошением, подаваемым по линии 11. Обогащенный низкокипящими компонентами газ - вторичный промежуточный продукт направляют в конденсатор 5, откуда часть сконденсировавшегося дистиллята подают на орошение по линии 11, а часть выводят потребителю, несконденсировавшу-юся часть паров дистиллята по линии 12 вновь направляют в первую колонну 1 и подают ниже точки отбора нестабильного конденсата (первичного промежуточного продукта). Стекающий из укрепляющей части колонны 9 конденсат контактирует с поднимающимися из кубовой части колонны 9 подогретыми парами массообменной секции 13, после чего стабильный кон-
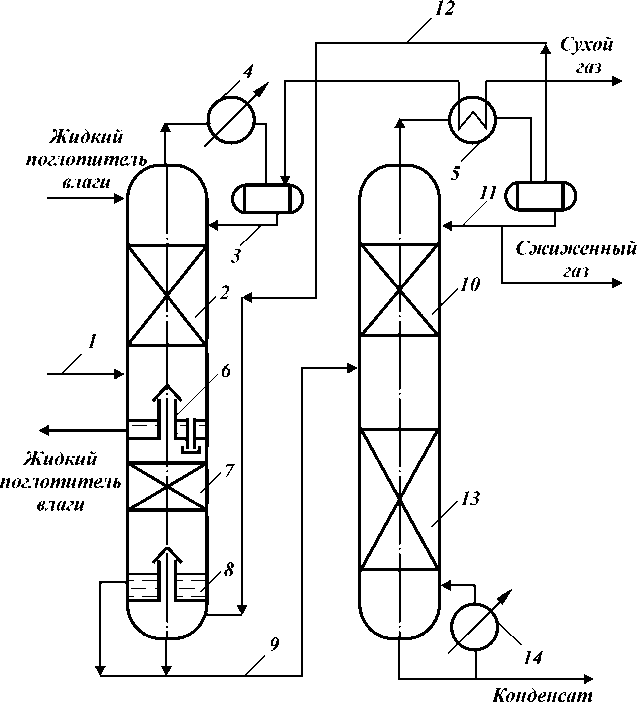
Рис. 8.2. Способ разделения углеводородной смеси:
1 - подача смеси углеводородов; 2 - массообменная секция К-1; 3 - линия подачи орошения; 4 - конденсатор; 5 - парциальный конденсатор; 6 - фаз-вый разделитель; 7 - глухая тарелка; 8 - массообменная зона; 9 - нестабильный конденсат; 10, 13 - массообменные секции К-2; 11 - линия орошения К-2; 12 - пары дистиллята; 14 - подогреватель
денсат частично выводят потребителю в виде готового продукта, частично подают в подогреватель 14, откуда в виде парожидкостной смеси направляют в кубовую часть колонны 9.
Предложенный способ разделения многокомпонентной смеси может быть осуществлен и в одноколонном аппарате, в котором давление в кубовой части аппарата немного больше, чем вверху.
Эффективность предложенного способа разделения многокомпонентной смеси достигается за счет снижения энергетических затрат в связи с утилизацией холода и упрощения технологии. Техническое решение используется в промышленности.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Авторское свидетельство № 817424, БИ № 12, 1981 (Авторы: Г. К. Зиберт, И. А. Александров, К. Р. Гарайзуев, В. Л. Сорокин).
8.1.3. СПОСОБ РАЗДЕЛЕНИЯ УГЛЕВОДОРОДНЫХ СМЕСЕЙ
Предложенный способ разделения углеводородных смесей относится к усовершенствованному методу обработки природного газа и конденсата, а также других жидких и газообразных углеводородов в процессах ректификации.
На рис. 8.3 изображена схема низкотемпературной ректификации.
Смесь углеводородов подают в зону питания колонны 1: газ - под секцию предварительного выделения тяжелых фракций и примесей, а жидкость в виде конденсата и поглотителя примесей (влаги) поступает в эту секцию. При этом из газа, проходящего вверх через теплообменные тарелки 6, за счет утилизации холода уходящего сухого газа конденсируются и поглощаются стекающим конденсатом тяжелые углеводороды (С5+). Одновременно на тарелках 6 происходит очистка (осушка) газа и конденсата за счет поглощения сконденсировавшейся влаги жидким поглотителем.
Предварительно охладившийся газ, пройдя секцию тарелок 6, дополнительно охлаждается на тарелках 5 при взаимодействии с холодным жидким продуктом, стекающим сверху вниз,
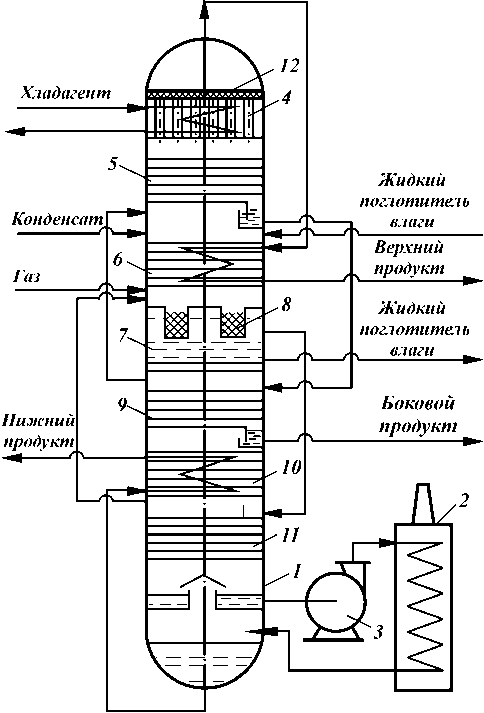
Рис. 8.3. Схема низкотемпературной ректификации:
1 - колонна; 2 - подогреватель; 3 - насос; 4 - конденсатор-холодильник; 5, 9, 11 - контактные тарелки; 6, 10 - тепломассообменные тарелки; 7 - зона фазного разделения жидкостей; 8 - коалесцирующие элементы; 12 - сепарирующее устройство
где из него выделяются углеводороды, используемые для питания тарелок 6 и частично в виде верхнего жидкостного рециркулирующего потока для питания тарелок 9.
Несконденсированная фракция углеводородов, поднимаясь вверх, проходит конденсатор-холодильник 4, при помощи которого поддерживается минимальная температура в колонне за счет подаваемого хладагента. В конденсаторе-холодильнике
часть углеводородов конденсируется и стекает на тарелки 5 в виде холодного орошения. Сухой газ, выйдя из конденсатора-холодильника 4, освобождается от капельной жидкости в сепарирующем устройстве 12 и подается для утилизации холода в трубчатые змеевики тепломассообменных тарелок 6. Пройдя трубчатые тарелки 6, сухой газ поступает к потребителю.
Жидкость, стекающая из секции тарелок 6, проходит коа-лесцирующие элементы 8, где мелкие частицы жидкого поглотителя влаги коалесцируются и за счет большой плотности собираются в нижней части фазного разделителя 7 жидкости и затем отбираются на регенерацию, а жидкие углеводороды в виде нижнего жидкостного рециркулирующего потока подаются на секцию тарелок 11 для разделения.
В фазном разделителе 7 паровыми потоками рециркуляции, поднимающимися из секций тарелок 9 и 11, поддерживается оптимальная плюсовая температура.
На контактных тарелках 11 происходит отделение легких фракций, которые подаются под секцию тарелок 10, а частично в виде нижнего парового рециркулирующего потока - под секцию тарелок 6.
Пары, поднимающиеся из секции тарелок 10, конденсируются холодной жидкостью в секции тарелок 9. Сконденсировавшаяся жидкость частично отбирается в виде бокового продукта (С3, С4), а несконденсировавшиеся пары после утилизации тепла в зоне фазного разделения отбираются и подаются в виде верхнего парового рециркулирующего потока под секцию тарелок 5.
Тяжелые жидкие углеводороды, стекающие из секции тарелок 11, насосом 3 подаются в подогреватель 2, откуда в виде парожидкостной смеси направляются в кубовую часть колонны. В кубовой части пары поднимаются вверх в секцию тарелок
11, а жидкость поступает в трубчатые змеевики тепломассообменных тарелок 10 для утилизации тепла, после чего отбирается в виде готового продукта.
Условия проведения процесса низкотемпературной ректификации.
Углеводороды газообразные и жидкие
16-20
35-40
Давление процесса, ата Температура, °С:
газа, конденсата
Среда.
верхнего продукта.
35
40
45-50
бокового продукта
нижнего продукта
холодного орошения
Предложенный способ разделения углеводородных смесей позволяет снизить энергетические и капитальные затраты и осуществить процесс осушки и разделения углеводородов в одной колонне. Техническое решение применено в промышленности.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Авторское свидетельство № 566596, БИ № 28, 1977 (Авторы: Г.К. Зиберт, И. А. Александров).
8.1.4. СПОСОБ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ ПУТЕМ РЕКТИФИКАЦИИ
Предложенный способ разделения многокомпонентных смесей путем ректификации относится к усовершенствованному методу обработки жидких и газообразных многокомпонентных смесей.
На рис. 8.4 представлена принципиальная технологическая схема предложенного способа разделения многокомпонентной смеси.
Способ реализуется следующим образом.
Сырье в виде многокомпонентной жидкостной смеси из емкости 1 в количестве 2135 кг/ч по линии 2 подают насосом 3 в межтрубное пространство дефлегматора 4, установленного в
![]()

17
Рис. 8.4. Технологическая схема процесса ректификации:
1 - емкость; 2 - линия подачи сырья; 3 - насос; 4 - дефлегматор; 5 - ректификационная колонна; 6 - линия парового потока; 7 - подогретый поток исходной смеси; 8 - испаритель; 9 - избыточный поток исходной смеси; 10 -аппарат воздушного охлаждения; 11 - паровой поток; 12 - ректификационная секция; 13 - линия подачи рефлюкса; 14 - сборник жидкости; 15 - глухая тарелка; 16 - линия низкокипящей фракции; 17 - линия высококипящей
фракции
верхней части колонны 5, где сырье подогревают до 100 °С выходящим из колонны паровым потоком, подаваемым в дефлегматор по линии 6.
После дефлегматора подогретый поток исходной смеси в количестве 625 кг/ч подают по линии 7 в испаритель 8, в котором его нагревают до температуры 183 °С, соответствующей температуре испарения низкокипящей фракции. Избыточный поток исходной смеси (1510 кг/ч) из дефлегматора 4 по линии 9 возвращают через аппарат воздушного охлаждения 10 в сырьевую емкость 1.
Паровой поток из испарителя 8 с температурой 183 °С при избыточном давлении 0,5 атм подают по линии 11 в ректификационную секцию 12 колонны 5 на массообмен с флегмой (сконденсированной жидкостью), которую по линии 13 подают на верхнюю контактную ступень для орошения. В результате взаимодействия происходит обогащение жидкого продукта вы-сококипящими компонентами, а паров - низкокипящими.
Выходящий из ректификационной секции поток пара низ-кокипящей фракции в количестве 716 кг/ч с температурой 124 °С подают по линии 6 в трубное пространство дефлегматора 4, где, пропуская его сверху вниз, охлаждают до температуры 45 °С и собирают в сборнике жидкости 14, отделенном от секции ректификации 12 глухой тарелкой 15.
Со сборника жидкости 14 часть жидкости возвращают в колонну по линии 13 в количестве 326 кг/ч в качестве орошения (флегмы), а балансовое количество 390 кг/ч низкокипящей фракции отводят по линии 16 в емкость сбора готового продукта.
Неиспаряющуюся в колонне часть сырьевого потока (высококипящую фракцию) в количестве 236 кг/ч отбирают в промежуточную емкость по линии 17.
Эффективность
Предложенный способ разделения многокомпонентных смесей путем ректификации позволяет снизить капитальные и энергетические затраты за счет того, что исходную смесь до подачи в колонну рециркулируют между сырьевой емкостью и дефлегматором в качестве охлаждающей жидкости, нагревают в дефлегматоре, отбирают и подают в колонну или испаритель в качестве сырья. Техническое решение используется в промышленности.
Разработчик
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Литература
Патент РФ < 2091116, БИ < 27, 1997 (Авторы: Г. К. Зи-берт, Л.Б. Галдина).
Краткое описание
Предложенный способ разделения многокомпонентных смесей (рис. 8.5) относится к разделению многокомпонентных смесей путем противоточного массообмена между паром (газом) и жидкостью, склонной к пенообразованию.
Исходную многокомпонентную жидкую смесь, подаваемую по линии 1 в массообменную противоточную колонну 2, делят на два потока, один из которых после предварительного подогрева в теплообменнике 3 по линии 4 подают на питание колонны, а другой по линии 5 подают на верх колонны 2 в качестве холодного орошения. Перед массообменом между потоком холодного орошения и газом (паром), который проводят на массообменном устройстве 6, поток холодного орошения выветривают сбросом давления до давления уходящего газа (пара) в выветривателе 7, затем осуществляют теплообмен между потоком холодного орошения и уходящим газом в теплообменном устройстве 8, при этом происходит выравнивание температур потока орошения и уходящих газов, после чего поток орошения дополнительно выветривают в выветривателе 9. При необходимости процессы выветривания и теплообмена до массообмена могут повторяться.
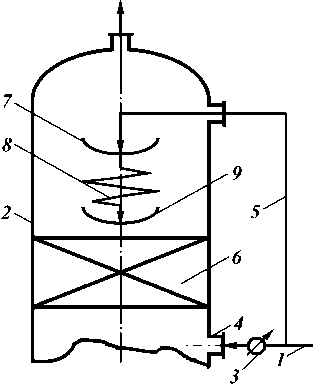
Рис. 8.5. Способ разделения многокомпонентных смесей:
1 - подача исходной смеси; 2 -массообменная противоточная колонна; 3 - теплообменник; 4 -подача на питание колонны; 5 -подача холодного орошения; 6 -
массообменное устройство; 7,9-выветриватель; 8 - теплообменное устройство
Предложенный способ разделения многокомпонентных смесей позволяет достичь в массообменных аппаратах, осуществляющих этот способ, предварительного выравнивания давлений, температуры и частично состава газа (пара) в месте контакта потока орошения и газа (пара), что существенно снижает пенообразование, предотвращает унос дорогостоящей жидкости, например гликолей, и позволяет тем самым повысить эффективность процесса разделения и производительность аппаратов. Техническое решение используется в промышленности.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Патент РФ < 1126305, БИ < 44, 1982 (Авторы: Г. К. Зи-берт, Ю.А. Кащицкий, И. А. Александров, С.И. Кузьмин).
8.1.6. СПОСОБ РАЗДЕЛЕНИЯ СЖАТЫХ ГАЗОВЫХ СМЕСЕЙ
Предложенный способ относится к промысловой обработке и подготовке природного газа и конденсата к транспортировке.
На рис. 8.6 представлена схема установки.
Природный газ, пройдя первую ступень сепарации близ скважины, поступает в холодильник 1, где предварительно охлаждается отбензиненным потоком газа. Затем газ поступает в сепаратор 2 для отделения от капель жидкости. Конденсат из сепаратора может транспортироваться отдельно или подаваться в низ колонны на переработку.
Затем поток газа направляется в вихревую камеру 4, где он, теряя часть давления, разделяется на холодный и горячий потоки. Холодный поток под собственным давлением подается в сепаратор-конденсатор 7 колонны 3, где используется как хладагент для конденсации более тяжелых углеводородов и низкотемпературной сепарации поднимающихся паров.
Для этого можно использовать устройство, совмещающее
Рис. 8.6. Способ разделения сжатых газовых смесей:
1 - холодильник; 2 - сепаратор; 3 - колонна; 4 - вихревая камера; 5 - горячий поток вихревой камеры; 6 - холодный поток вихревой камеры; 7 - сепаратор-конденсатор; 8 - контактные устройства; 9 - регулятор расхода по
токов; 10 - ввод абсорбента
функции жалюзийного сепаратора и конденсатора пластинчатого типа, имеющего значительные поверхности теплообмена, которое можно смонтировать непосредственно в колонне. Сепаратор-конденсатор может быть как вертикального, так и горизонтального типа.
Сконденсировавшаяся часть паров используется для орошения контактных устройств и позволяет более глубоко осуществить процесс отбензинивания.
Для улучшения отбензинивания абсорбент подают через ввод 10.
Поток газа, отдавший часть холода, подается затем в колонну в качестве питания.
Горячий поток в виде парожидкостной смеси, выйдя из горячего конца вихревой камеры, попадает в кубовую часть массообменной колонны, где происходит испарение легких фракций и теплообмен с продуктом низа колонны (частичная деме-танизация).
Разница температур и фракционного состава потоков в верху и в низу колонны позволяет с помощью монтажных устройств (тарелок) добиться массообмена, углубляющего процесс отбензинивания.
Температура горячего потока регулируется при помощи регулятора 9 расхода горячего потока.
При использовании регулятора расхода горячего потока давление на выходе равно или незначительно больше давления холодного потока. Это позволяет применить сепаратор-конденсатор пластинчатого типа.
Чтобы избежать перегрева, горячий конец вихревой камеры можно охлаждать конденсатором в нижней части колонны.
Инжекторное устройство, установленное на горячем конце вихревой камеры, повышает эффективность контактирования. При этом происходит распыление продукта горячим потоком газа.
Предложенный способ можно применять в аппарате, где вместо контактных устройств будет использована инжекция горячего и холодного потоков из одной или нескольких точек.
При этом повышается скорость процесса, т.е. увеличивается производительность.
Условия проведения процесса.
Вход в холодильник 1:
200+120
40
60+36 - 20
40+45 0,6+0,7 30 - 15
давление, ата.............................................
температура, °С.........................................
Холодный поток вихревой камеры:
давление, ата.............................................
температура, °С.........................................
Горячий поток вихревой камеры:
температура, °С.........................................
Отношение количества холодного потока к общему
Температура продукта низа колонны, °С.............
Температура продукта верха колонны, °С...........
Предложенный способ разделения сжатых газовых смесей позволяет производить отбензинивание природного газа в одном аппарате без применения насосов, испарителей, холодильников, подогревателей за счет утилизации части пластовой энергии природного газа.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Авторское свидетельство № 366332, БИ № 7, 1973 (Авторы: Г.К. Зиберт, А.Е. Акав).
8.1.7. СПОСОБ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНОЙ ЖИДКОЙ СМЕСИ
Предложенный способ разделения многокомпонентной жидкой смеси относится к усовершенствованному методу для обработки жидких и газообразных углеводородов, к аппаратному оформлению тепломассообменных процессов в системе газ -жидкость.
На рис. 8.7 показана принципиальная схема способа разделения углеводородных смесей в сложной колонне.
Сырье в виде подогретого углеводородного конденсата подают по линии 1 в печь, где перегревают его на 20-50 °С выше температуры кипения, а затем углеводородный конденсат в паровом состоянии направляют в подогреватель, расположенный в нижней части колонны по линии 2 для отпарки из бокового продукта 3 парового потока 4.
Охлажденный углеводородный конденсат в виде парожидкостной смеси подают по линии 5 на массообмен с потоком 6, стекающим навстречу сырью. При этом из смеси выделяются высококипящие компоненты в виде жидкостного потока 7.
Выделенные высококипящие компоненты жидкостного потока 7 выводят в качестве нижнего отбора, а паровой поток 8, содержащий фракции верхнего и бокового продуктов, направляют на последующее разделение, где осуществляют контакт со стекающим навстречу холодным орошением 9. Легкокипя-щие компоненты в виде парового потока 10 частично конденсируют потоком хладагента 11, получая поток холодного орошения 9, а несконденсированную часть выводят в виде парового потока 12 (верхний отбор).
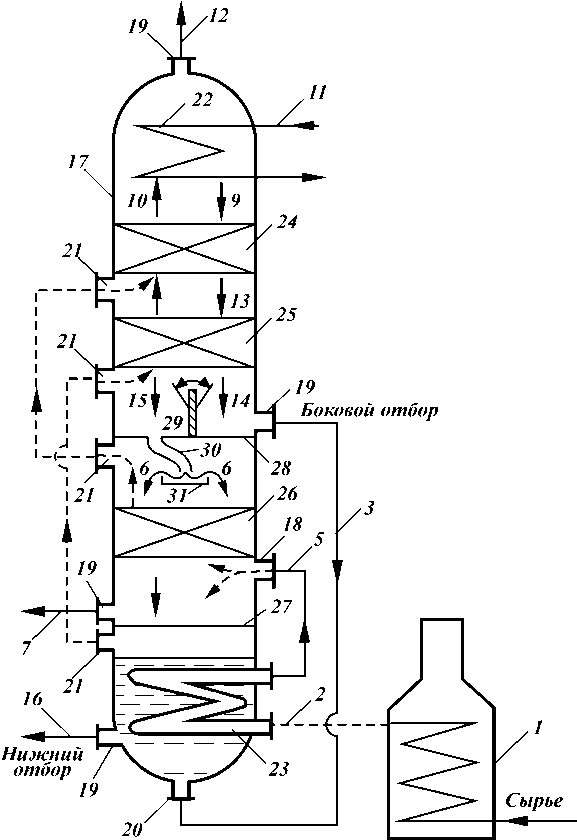
Рис. 8.7. Технологическая схема разделения многокомпонентной жидкой смеси:
1 - печь; 2-16 - материальные потоки; 17 - корпус; штуцера: 18 - ввода
сырья, 19 - вывода верхнего, нижнего, бокового продуктов и жидкостного потока, 20 - ввода бокового продукта, 21 - байпасирующих паровых потоков; 22 - холодильник; 23 - подогреватель; 24-26 - массообменные секции; 27 -глухая по пару и жидкости тарелка; 28 - глухая по пару тарелка; 29 - регулирующая перегородка; 30 - переливное устройство; 31 - гидрозатвор
Среднекипящие компоненты с примесью низкокипящих компонентов в виде жидкостного потока 13 попадают на отпар-ку легких компонентов горячим паровым потоком 4. Оставшийся жидкостный поток, включающий среднекипящие компоненты, сливают двумя потоками 14 и 15, соотносящимися между собой как поток бокового отбора 3, который подают на отпарку перегретым сырьем 2 с образованием парового потока 4 и жидкостного потока 16.
Согласно предложенному способу исходное сырье поступает в печь в виде жидкости при давлении 3,0 атм с температурой 130 °С и имеет следующий состав, % (моль): 0,367 СН5; 0,455 СН6; 0,584 СН7; 0,729 СН8; 0,522 СН9; 0,309 СН10; фракции с температурой кипения 190-210 °С - 0,148; 210-230 °С - 0,113; 230-250 °С - 0,138; 250-270 °С - 0,140; 270-290 °С - 0,097; 290310 °С - 0,073; 310-330 °С - 0,060; 330-350 °С - 0,097. В печи сырье перегревают до 297 °С и в виде пара при давлении 1,5 атм направляют в подогреватель 13 под тепломассообменную секцию 26. В этой секции за счет орошения из переливного устройства 30 выделяются высококипящие компоненты в виде жидкого нижнего продукта 7 в количестве 0,199 моль/ч с температурой 223,7 °С и составом, % (моль): 0,966 СН5; 1,201 СН6; 1,542 СН7; 2,736 СН8; 3,203 СН9; 2,971 СН10; фракция с температурой кипения 190-210 °С - 2,418; 210-230 °С - 2,818; 230-250 °С - 5,319; 250-270 °С - 8,451; 270-290 °С - 9,270; 290310 °С - 11,233; 310-330 °С - 14,638; 330-350 °С - 33,204.
Из секции 26 паровой поток 8, имеющий температуру 254,93 °С и содержащий фракции верхнего и бокового продуктов, в количестве 7,32 моль/ч направляют на разделение между секциями 24 и 25.
Пар проходит через секцию 24, орошаемую холодной флегмой из холодильника. Отделенные легкокипящие компоненты выводят в виде парового потока 12 в количестве 2,133 моль/ч при температуре 150,7 °С с составом, % (моль): 15,266 СН5; 18,895 СН6; 23,689 СН7; 26,706 СН8; 13,672 СН9; 1,7473 СН10; фракции с температурой кипения 190-210 °С - 0,023; 210— 230 °С - 0,0007.
Жидкостный поток из секции 25 в количестве 2,723 моль/ч с температурой 201,9 °С сливают двумя потоками 14 и 15, равными соответственно 2,043 и 0,68 моль/ч. Поток 14 отбирают и направляют в нижнюю часть колонны на отпарку легкоки-пящих компонентов для получения дизельного топлива, а поток 15 направляют в секцию 26 для орошения. Дизельное топливо выводят из низа колонны через штуцер 20 в количестве 1,506 моль/ч с температурой 202,48 °С и составом, % (моль):
0,00107 СН5; 0,6359 СН6; 1,204834 СН7; 7,045 СН8; 16,151 СН9; 21,690 СН10; фракция с температурой кипения 190-210 °С -2,418; 210-230 °С - 2,818; 230-250 °С - 5,319; 250-270 °С -8,451; 270-290 °С - 9,270; 290-310 °С - 11,233; 310-330 °С -14,638; 330-350 °С - 33,204.
Отпарные легкокипящие компоненты через штуцер 21 в виде парового потока 4 в количестве 0,536 моль/ч и с температурой 207,08 °С направляют на паровое орошение между секцией 25 и тарелкой 28.
Предложенный способ разделения многокомпонентной жидкой смеси позволяет снизить энергозатраты и регулировать состав и качество получаемого бокового продукта, дает возможность получать из углеводородного сырья высококонденцион-ный бензин (верхний продукт) и дизельное топливо, соответствующее стандартам (нижний жидкостной поток). Техническое решение используется в промышленности.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Патент РФ < 1456174, БИ < 5, 1989 (Авторы: Г.К. Зи-берт, Н.Г. Гусейнов, В.А. Окороков, В.И. Майоров).
8.1.8. СПОСОБ РЕКТИФИКАЦИИ ЖИДКОСТИ
Предложенное техническое решение относится к способам ректификации жидкости, в частности к способам регенерации и очистки поглотителей влаги, гликолей, и может быть использовано в промысловых и заводских установках осушки природного газа.
На рис. 8.8 изображена принципиальная технологическая схема установки для осуществления предложенного способа ректификации жидкости.
На рис. 8.9 изображена принципиальная технологическая
Рис. 8.8. Технологическая схема ректификационной установки:
1 - ректификационная колонна; 2 - кубовая часть колонны; 3 - сепаратор; 4 - дефлегматор; 5 - вакуумсоздающая система; линии: 6 - подачи сырья, 7 -рециркуляции жидкости, 8 - выхода несконденсированных паров, 9 - подачи отпарного газа, 10 - сброса несконденсированных паров, 11 - выхода продукта, 12 - выхода остатка; 13 - обратный клапан; 14 - регуляторы расхода;
15 - массообменные тарелки; 16, 17 - линии подачи и выхода хладагента
схема регенерации гликоля с использованием предложенного способа.
Установка (см. рис. 8.8) включает ректификационную колонну 1 с кубовой частью 2, над которой установлен сепар атор
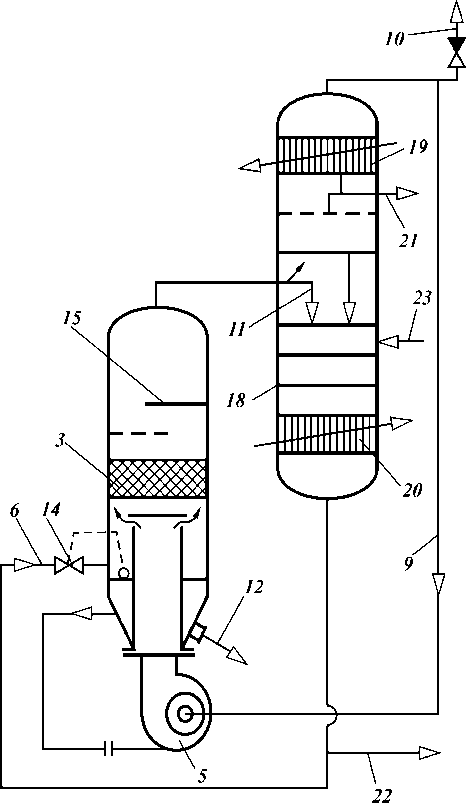
Рис. 8.9. Технологическая схема регенерации гликоля:
18 - колонна регенерации; 19 - дефлегматор; 20 - испаритель; 21 - линия отвода отпаренной воды; 22 - линия вывода регенерированного гликоля; 23 -
линия подачи сырья.
1-17 - см. рис. 8.4
3, а в верхней части колонны дефлегматор 4 и вакуум-создающая система 5. Вход колонны соединен с линией 6 для подачи сырья. Вакуумсоздающая система 5 соединена с кубовой частью 2 линией рециркуляции жидкости 7. Выход верха колонны 1 соединен с линией выхода несконденсированных паров 10. Ректификационная колонна 1 снабжена линией выхода продукта 11 и линией выхода остатка 12. На линии сброса несконденсированных паров 8 установлен обратный клапан 13, а на линии подачи сырья 6 и линии подачи отпарного газа 9 установлены регуляторы расхода 14. Внутри корпуса 1 между кубовой частью и дефлегматором установлены массообменные тарелки 15. Дефлегматор 4 снабжен линиями подачи 16 и выхода 17 хладагента.
По предложенному способу ректификации жидкости, жидкость (сырье) подают по линии 6 в кубовую часть 2 колонны
1. Далее для нагревания и испарения жидкости осуществляют ее рециркуляцию, подавая по линии рециркуляции жидкости 7 в зону разрежения вакуумсоздающей системы 5. В качестве отпарного газа, подаваемого на контакт с жидкостью в зону разрежения вакуумсоздающей системы, используют несконден-сированные пары верха колонны, которые подают по линии подачи отпарного газа 9. Парожидкостную смесь из зоны разрежения вакуумсоздающей системы 5 возвращают в кубовую часть 2 и направляют в противотоке в сепаратор 3 и на массообменные тарелки 15, для отделения от жидкости, которую при этом многократно циркулируют. В качестве вакуумсоздающей системы используют жидкостно-кольцевой или жидкостноструйный насосы. Пар, поднимающийся к верху колонны 1, конденсируют на дефлегматоре 4. Сконденсированную жидкость (очищенный гликоль) отбирают по линии 1.
Остаток (высококипящие углеводороды, соли, механические примеси, продукты коррозии металла аппаратов трубопроводов) отбирают по линии 12 из кубовой части 2. Несконденси-рованные пары (легкие углеводороды) отбирают по линии 8 вверху корпуса 1, причем основную часть паров направляют по линии подачи отпарного газа 9, а оставшуюся отбирают по линии 10.
Использование данного способа для осуществления регенерации гликоля поясняется схемой установки, изображенной на рис. 8.9, которая дополнительно включает колонну регенерации 18 с дефлегматором 19, испарителем 20, выводом отпаренной воды 21, выводом регенерированного гликоля 22 и подачей сырья 23.
Для осуществления регенерации гликоля с использованием предлагаемого способа ректификации жидкости, обеспечивающего комплексную очистку гликоля от тяжелых углеводородов, солей, механических примесей, включающих продукты коррозии металла аппаратов трубопроводов, в качестве сырья в колонне 1 используют часть регенерированного гликоля, который по линии 6 из колонны регенерации 18 подают в кубовую часть 2 колонны 1 для комплексной очистки, а насыщенный гликоль подают в колонну 18 по линии 23. Очищенный поток гликоля из колонны 1 подают по линии 11 непосредственно в колонну регенерации 18. Так как колонна 1 установки для ректификации жидкости соединена по парам с верхней частью колонны регенерации гликоля 18, то для конденсации паров верха колонны используют дефлегматор 19 с выводом отпаренной воды 21, установленный в колонне регенерации 18, и в качестве отпарного газа в зону разрежения вакуумсоздающей системы 5 подают по линии 9 несконденсированные пары верха колонны регенерации 18. Регенерированный гликоль выводится из колонны регенерации по линии 22.
Применение предложенного способа, в котором с помощью вакуумсоздающей системы осуществляют нагревание и испарение жидкости, создают разрежение (вакуум) и транспортируют несконденсированные пары верха колонны ректификации или регенерации, позволяет снизить температуру низа колонны, предотвратить разложение гликоля на поверхности нагревателя и произвести комплексную очистку гликоля от тяжелых углеводородов, солей и примесей без использования дополнительного оборудования, уменьшив при этом энергетические и капитальные затраты. Техническое решение используется в проектах ЦКБН.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Патент РФ < 2133131, БИ < 20, 1999 (Авторы: Г. К. Зиберт, Е.П. Запорожец).
8.2. ОБОРУДОВАНИЕ, ИСПОЛЬЗУЮЩЕЕСЯ В ПРОЦЕССАХ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ ПУТЕМ РЕКТИФИКАЦИИ
8.2.1. АППАРАТ ДЛЯ КОНТАКТА ЖИДКОСТИ С ГАЗОМ
Краткое описание
Предложенный аппарат для контакта жидкости с газом относится к тепломассообменным аппаратам для разделения, например, углеводородных смесей.
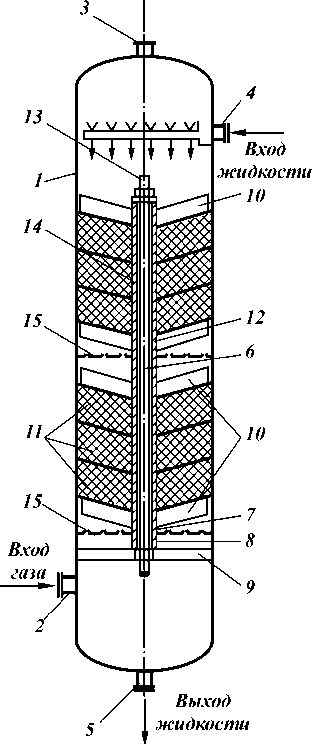
На рис. 8.10, ? представлен аппарат с упругой насадкой, на рис. 8.10, ¦ - вариант аппарата с насыпной насадкой.
Аппарат работает следующим образом.
Жидкость через штуцер входа 4 подается на пакеты 11 насадки и смачивает ее развитую поверхность. За счет определенной вогнутости крестовин 10, а следовательно, и пакетов 11 насадки под действием силы тяжести жидкость стекает к центру аппарата, к тяге 6, а газ барботирует через этот жидкостный поток, образуя в слое насадки развитую поверхность массообмена.
В зоне аппарата между пакетами насадки, образованной дистанционным патрубком 15, поднимающийся газовый поток распыляет в центре жидкость, обеспечивая массообмен в этой зоне, и отбрасывает ее к периферии (к стенкам аппарата). Далее жидкость, попадая в слои насадки, опять транспортируется к центру, и процесс повторяется.
Таким образом, благодаря зигзагообразному движению жидкости от центра аппарата к периферии и обратно при стека-нии ее вниз значительно удлиняется ее путь, а следовательно, и время контакта с газом, что также ведет к увеличению эффективности массообмена.
Кроме того, эффект перераспределения жидкостного потока от стенок к центру обеспечивается не только оттоком жидкости от периферии из-за вогнутости каналов насадки, но и в связи с тем, что поднимающийся газовый поток также перераспределяется в зоне, свободной от насадки (или в зоне с ее меньшей плотностью), обтекая вершину вышележащей вогнутой секции и направляясь к стенкам колонны, способствуя тем самым и перераспределению жидкости.
Выход газа
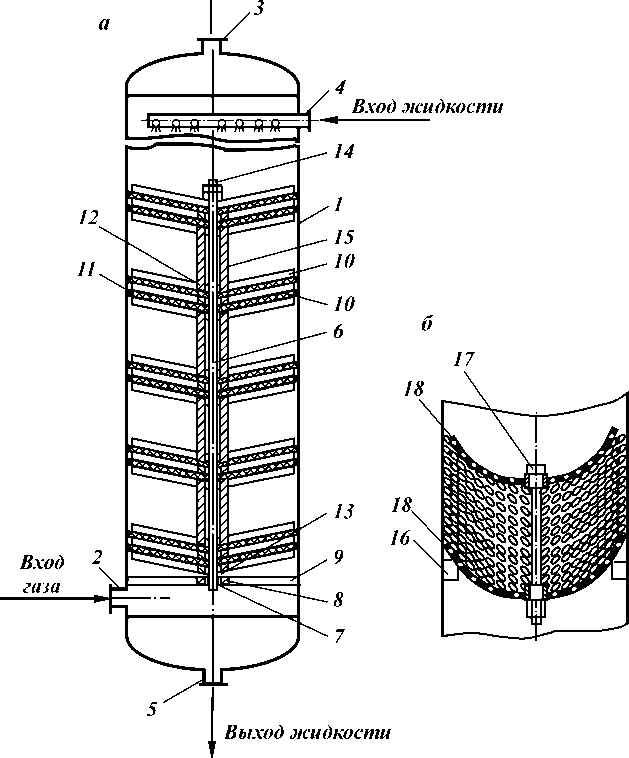
Рис. 8.10. Аппараты для контакта жидкости с газом:
t - аппарат с упругой насадкой; • - вариант аппарата с насыпной насадкой.
1 - корпус; штуцера: 2, 3 - входа и выхода газа, 4, 5 - входа и выхода жидкости; 6 - тяга; 7, 14 - резьбовое соединение; 8 - втулка; 9 - опорная перекладина; 10 - крестовина; 11 - пакеты насадки; 12 - стяжное устройство; 13 - буртик; 15 - дистанционный патрубок; 16 - опорная лапка; 17 - шпилька; 18 - перфорированное основание
Предложенная конструкция позволяет за счет определенной вогнутости слоев насадки обеспечить широкий диапазон эффективной работы аппарата, а также увеличить эффективность как массообмена, так и сепарации, благодаря тому, что поверхность вогнутой секции больше, чем горизонтальной.
Кроме того, использование предложенной конструкции дает возможность выполнить насадки с вогнутыми слоями, а значит, и применять разнообразные типы насадок, например, в виде пакетов, обладающих упругостью, или любые насыпные насадки.
Предложенная конструкция позволяет значительно упростить монтаж насадки, для чего необходимо разместить на основании пакеты и затем прижать их верхним основанием, не используя специальную технологию засыпки наполнителя.
Упрощается демонтаж насадки при приложении к общей тяге усилия вертикально вверх; возможно одновременное и быстрое извлечение всех пакетов насадки. Техническое решение широко используется в промышленности.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Патент РФ < 1007710, БИ < 12, 1983 (Авторы: Г. К. Зиберт, В.И. Гибкин, И. А. Александров).
8.2.2. АППАРАТ ДЛЯ КОНТАКТА ЖИДКОСТИ С ГАЗОМ
Предложенный аппарат для контакта жидкости с газом (рис. 8.11) относится к тепломассообменным аппаратам для разделения углеводородных смесей.
Аппарат работает следующим образом.
Жидкость через штуцер 4 подается на пакеты 11 насадки и смачивает ее развитую поверхность. За счет определенной вогнутости крестовин 10, а следовательно, и пакетов 11 насадки под действием силы тяжести жидкость стекает к центру аппарата, к тяге 6, а газ барбатирует через этот жидкостный
Рис. 8.11. Аппарат для контакта жидкости с газом:
1 - корпус аппарата; штуцера: 2, 3 - входа и выхода газа, 4, 5 -входа и выхода жидкости; 6 - тяга; 7, 13 - резьбовое соединение; 8 -втулка; 9 - опорная перекладина;
10 - основания; 11 - пакеты насадок; 12 - втулки; 14 - дистанционные патрубки; 15 - провальные тар елки
поток, образуя в слое насадки развитую поверхность массообмена.
В зоне аппарата между пакетами насадки, образованной дистанционными патрубками 14, поднимающийся газовый поток распыляет в центре жидкость, обеспечивая массообмен в этой зоне и продвигая жидкость к периферии. Далее жидкость, попадая на слои насадки, транспортируется к центру, и процесс повторяется.
После каждой секции насадки жидкость попадает на провальную тарелку 15, которая расположена на некотором расстоянии от нижнего основания 10 секции насадки 11. Расстояние, на котором располагается провальная тарелка, зависит от угла наклона крестовин 10 и диаметра аппарата.
Так как провальная тарелка выполнена с отверстиями, живое сечение которых рассчитано, исходя из режима захлебывания аппарата на максимальных нагрузках по газу и жидкости, жидкость на ее поверхности барботирует. Часть жидкости протекает на нижнюю секцию насадки, а другая часть попадает на верхнюю, тем самым обеспечивается дополнительное время контакта ее с газом во всем объеме насадок как верхней, так и нижней секции. Это ведет к росту эффективности мас-сообмена и увеличивает диапазон эффективной работы аппарата с двух до трех. За счет повышения эффективности снижается высота аппарата. Техническое решение широко используется в промышленности.
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Патент РФ < 2119814, БИ < 28, 1998 (Автор Г. К. Зиберт).
8.2.3. СПОСОБ РАЗДЕЛЕНИЯ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ И КОЛОННЫЙ АППАРАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ
Предложенный способ разделения многокомпонентных смесей относится к усовершенствованному методу обработки жидких и газообразных углеводородов.
Аппарат для его осуществления является усовершенствованным устройством. И способ, и метод относятся к аппаратурному оформлению тепломассообменных процессов в системе газ - жидкость и применимы для получения дизельного топлива и бензина из углеводородного конденсата, а также в абсорберах и других тепломассообменных аппаратах.
На рис. 8.12 представлены принципиальная схема способа разделения в сложной колонне и устройство для реализации указанного способа с вертикальной перегородкой.
Сырье в виде парожидкостной смеси подают по линии 1 на массообмен с потоком 2, стекающим навстречу сырью с выделением из смеси высококипящих компонентов в виде жидкостного потока 3.
Выделенные высококипящие компоненты - жидкостный поток 3 - выводят в качестве нижнего отбора, а паровой поток 4, содержащий фракции верхнего и бокового продуктов, направляют на последующее разделение, где осуществляют контакт со стекающим навстречу холодным орошением 5. Легкокипя-щие компоненты в виде парового потока 6 частично конденсируют потоком хладагента 7, получая поток холодного орошения 5, а несконденсированную часть выводят в виде парового потока 8 (верхний отбор).
Среднекипящие компоненты с примесью низкокипящих компонентов в виде жидкостного потока 9 подают на отпарку легких компонентов горячим паровым потоком 10. Оставшийся жидкостный поток, включающий серднекипящие компоненты, сливают двумя потоками 11 и 12, соотносящимися между собой как поток бокового отбора 13 и поток 2. Поток 11 накапливают и отводят в виде бокового отбора 13, который подают на отпарку потокам теплоносителя 14 с образованием горячего парового потока 10 и жидкостного потока 15.
Устройство работает следующим образом.
Парожидкостная смесь через штуцер 17 поступает под тепломассообменную секцию 24, где происходит массообмен с потоком, стекающим через переливное устройство 28 с гидрозатвором 29. В секции 24 из смеси выделяются высококипящие компоненты в виде жидкостного потока и выводятся из колонны через штуцер 18 в качестве нижнего отбора, а паровой поток, содержащий фракции верхнего и бокового продуктов, направляют на последующее разделение в виде байпасирую-щего потока через штуцер 19 между массообменными секциями 22 и 23, где он контактирует со стекающим после охлаждения холодильником 20 холодным жидкостным потоком (орошением). Паровой поток легкокипящих компонентов из секции 22 частично конденсируют, а несконденсированную часть выводят через штуцер 18 в виде верхнего отбора. Жидкостный поток из секции 22, содержащий среднекипящие с примесью низкокипящих компонентов, подают на отпарку легких компонентов в секцию 23 горячим паровым потоком, который подают через штуцер 19 с нижней части аппарата, снаб-
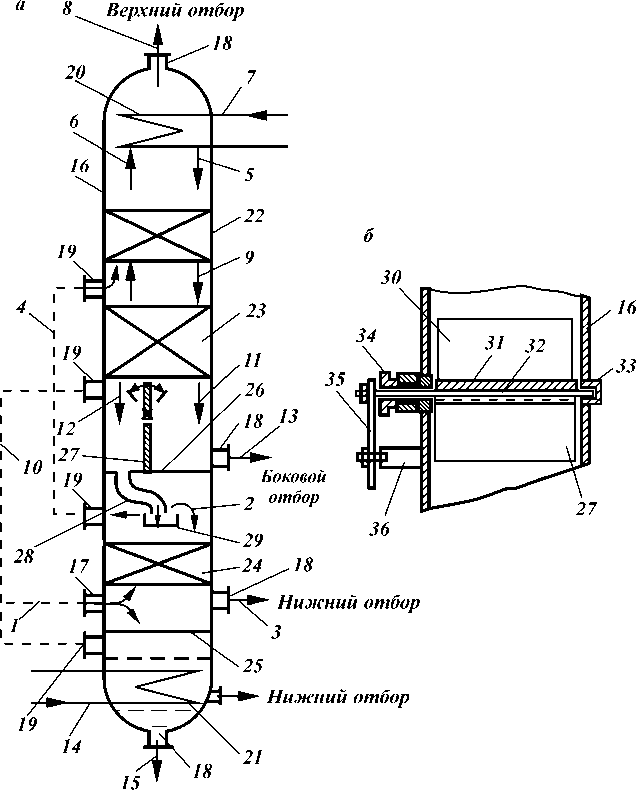
Рис. 8.12. Аппарат для разделения многокомпонентных смесей:
1-15 - технологические потоки; 16 - корпус аппарата; штуцера: 17 - ввода сырья, 18 - вывода верхнего, нижнего и бокового продуктов, 19 - байпасиру-ющих паровых потоков; 20 - холодильник; 21 - подогреватель; 22-24 - массообменные секции; 25 - глухая тарелка по жидкости и пару; 26 - глухая тарелка по пару; 27 - вертикальная перегородка; 28 - переливное устройство; 29 - гидрозатвор; 30 - подвижная часть перегородки; 31 - ограничитель поворота; 32 - ось; 33 - втулка; 34 - сальниковое устройство; 35 - управляющая ручка; 36 - фиксатор
женной нагревателем 21. Оставшийся жидкостный поток из массообменной секции 23 сливают с помощью перегородки 27 двумя потоками, соответствующими потоку бокового отбора и потоку, сливающемуся на нижележащую секцию 24. При изменении состава сырья, соотношение между потоками бокового отбора и потока, сливающегося на нижележащую секцию 24, изменяется с помощью перегородки 30, перемещающейся с управляющей ручкой 35. Один из сливающихся потоков накапливают и отводят через штуцер 18 в виде бокового отбора, который подают на отпарку при помощи подогревателя 21 и выводят в виде жидкостного потока через штуцер 18. Другой поток через переливное устройство 28 с гидрозатвором 29 направляют в тепломассообменную секцию 24.
Эффективность
Эффективность разделения многокомпонентных смесей повышается за счет того, что регулирование производят сливом двумя потоками, расходы которых пропорциональны заданным потокам бокового отбора потока, поступающего на нижележащую секцию, за счет того, что вертикальная перегородка на глухой по пару тарелке выполнена из двух частей, верхней подвижной и нижней неподвижной, герметично скрепленной со стенками корпуса и глухой по пару тарелкой. Техническое решение используется в проектах ЦКБН.
Разработчик
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Литература
Авторское свидетельство № 1202113, БИ № 2, 1994 (Авторы: Г.К. Зиберт, И.Б. Чернина, Н.Г. Гусейнов).
8.2.4. ТЕПЛОМАССООБМЕННЫЙ АППАРАТ
Краткое описание
Предложенная конструкция относится к аппаратурному оформлению процессов тепломассообмена в системе газ -жидкость.
На рис. 8.13 представлен тепломассообменный аппарат, который работает следующим образом.
Рис. 8.13. Тепломассообменный аппарат:
Ф - продольный разрез; • - тарелка.
1 - корпус; штуцера: 2 - ввода исходной смеси, 3 - выхода жидкости, 4 -выхода паровой фазы, 5, 6 - ввода и вывода тепло- или хладагента; 7 -тарелки; 8 - горизонтальные секции; 9 - перфорированные наклонные секции; 10 - теплообменные трубы; 11, 12 - трубные решетки; 13, 14 - камеры подачи и вывода тепло- или хладагента; 15 - переливные устройства;
16 - направляющие элементы
В центральную часть аппарата через штуцер 2 подают исходную парожидкостную смесь. При этом паровая фаза, представляющая собой совокупность восходящего потока пара из куба колонны и части исходной смеси, взаимодействует с жидкостью, образующейся при конденсации пара и стекающей вниз через переливные устройства 15. Наличие барботажного слоя, формирующегося при прохождении пара через перфорацию наклонных секций 9 тарелок 7, обеспечивает интенсивный массообмен, а также улучшает процесс теплообмена в аппарате, поскольку при движении пара в межтарельчатом пространстве происходит более полное поперечное омывание поверхности трубного пучка. Эффективному использованию объема аппарата способствует также установка направляющих элементов 16. В теплообменные трубы 10 через штуцер 5 камеры 13 может поддаваться тепло- и хладагент, который выводится из аппарата через штуцер 6 камеры 14. Проконтактиро-вавшие паровая и жидкая фазы выводятся из аппарата соответственно через штуцера 4 и 3.
Предложенная конструкция аппарата позволяет интенсифицировать процесс за счет более полного поперечного омы-вания поверхности трубного пучка по всему объему межтарель-чатого пространства. Техническое решение использовано в промышленности.
ВНИПИГазпереработка, г. Краснодар.
Авторское свидетельство № 1200924, БИ № 48, 1985
(Авторы: Ю.А. Арнаутов, В.Г. Гореченков, Л.Н. Карепина, Г.К. Зиберт, Ю.А. Кащицкий, З.С. Ахунов).
8.2.5. ТЕПЛОМАССООБМЕННЫЙ АППАРАТ
Предложенная конструкция аппарата относится к аппаратурному оформлению тепломассообменных процессов в системе газ - жидкость и позволяет интенсифицировать процессы тепломассообмена за счет повышения поверхности контакта фаз и поверхности теплообмена, а также повышения равномерности распределения газожидкостного слоя по полотну тарелок.
Тепломассообменный аппарат (рис. 8.14) содержит корпус 1, в котором расположены контактные тарелки 2. Тарелки 2 снабжены отверстиями 3 для прохода газа, выполненными в виде отогнутых вверх просечек полотна тарелки 2, и отверстиями 4 для слива жидкости, которые могут быть выполнены в виде щелей с отогнутыми вниз кромками. Над полотнами тарелок 2 установлены теплообменные элементы 5 - ряд горизонтальных параллельных труб. Под отверстиями 4 для слива жидкости размещены дополнительные теплообменные элементы 6. Отверстия 4 расположены непосредственно под трубами теплообменных элементов 5.
Отверстия 3 для прохода газа могут быть размещены параллельными рядами между трубами теплообменных элементов 5 и в каждом ряду ориентированы поочередно в противоположные стороны.
Целесообразно размещать отверстия 3 для прохода газа относительно труб теплообменного элемента 5 так, чтобы расстояние I от передней кромки отверстия 3, образованного отгибом вверх ориентированной в сторону трубы теплообменного элемента 5 просечки, до вертикальной проекции оси данной трубы на полотно тарелки 2 составляло
I = h[tg(20 + 0,91а)],
где h - расстояние от центра трубы элемента 5 до полотна тарелки 2, м; а - угол отгиба просечки отверстия 3, град.
Для доказательства данного соотношения были проведены замеры угла в наклона ядра струи (продольной ее оси) в зависимости от угла а наклона просечки к полотну тарелки. Измерения проведены для просечек с длиной 15, 25 и 35 мм. На основе обработанных экспериментальных данных получена корреляционная зависимость, связывающая названные параметры:
в = 20 + 0,91а. (1)
На рис. 8.14, , приведена расчетная схема для определения оптимального расположения просечек относительно труб верхнего теплообменного элемента. Близлежащая труба и просечка расположены так, что ось ядра струи Аё пересекается с продольной осью трубы. С достаточной для технических расчетов точностью можно принять, что расстояние | Qё | = | QA'| = I (разница между ними составляет 2-4 %) и что углы LQAё и LQA'ё равны. Тогда из треугольника AQё следует, что расстояние от передней кромки просечки до вертикальной проекции оси трубы на полотно тарелки
С учетом выражения (1), формула (2) примет вид
I = h/[tg(20 + 0,91а)]. (3)
Таким образом, целесообразно просечки относительно труб теплообменного элемента, расположенного над полотном тарелки, располагать так, чтобы расстояние от передней кромки отверстия, образованного отгибом вверх ориентированной в сторону трубы теплообменного элемента просечки, до вертикальной проекции оси данной трубы на полотно тарелки было равно I, где I вычисляется по формуле (3).
Тепломассообменный аппарат работает следующим образом.
Жидкость поступает на полотно тарелки 2 либо с распределительной тарелки, либо с вышерасположенной тарелки. Газ (пар), проходя через отверстия 3, эжектирует жидкость, и образовавшиеся газожидкостные струи направляются на трубы верхнего теплообменного элемента 5. В результате удара газожидкостной струи о трубы верхнего теплообменного элемента 5 происходит существенная интенсификация процесса тепломассообмена и сепарация основной массы проконтактировав-шей жидкости. После удара газ (пар) поступает на вышележащую тарелку, а проконтактировавшая с газом (паром) жидкость через отверстия 4, расположенные непосредственно под трубами верхнего теплообменного элемента 5, попадает на трубы нижнего теплообменного элемента 6, где происходит дополнительный теплообмен. Таким образом, полотно тарелки
2 разбивается на зоны полного перемешивания, ограниченные трубами верхнего теплообменного элемента 5, с осуществлением регулярного слива проконтактировавшей жидкости из этих зон. Путем выполнения отверстий 4 для слива жидкости в виде щелей с отогнутыми вниз кромками и подбора расстояния между полотнами тарелки 2 и трубами нижнего теплообменного элемента 6 достигается необходимый гидравлический затвор, препятствующий проходу газа (пара) через отверстия 4 для слива жидкости. Через зазор между полотном тарелки 2 и трубами нижнего теплообменного элемента 6 либо через зазор между трубами нижнего теплообменного элемента 6 и кромками
Рис. 8.14. Тепломассообменный аппарат:
t - общий вид; • - вид сверЕу , - схема для определения оптимального расположения просечек относительно труб верхнего теплообменного элемента.
1 - корпус; 2 - контактные тарелки; 3 - отверстия для прохода газа; 4 -отверстия для слива жидкости; 5 - теплообменные элементы; 6 - дополнительные теплообменные элементы
отверстий 4 (в случае выполнения последних в виде щелей с кромками, отогнутыми вниз), жидкость, образуя кромку в меж-тарельчатом пространстве, попадает на нижерасположенную тарелку.
В результате этого создается дополнительная противоточная зона контакта между пленкой стекающей жидкости и потоком поднимающегося газа (пара), что приводит к увеличению интенсивности массообмена при минимальных затратах энергии.
Кроме того, обеспечивается равномерное распределение газожидкостного слоя и жидкости по трубам теплообменных элементов в сочетании с секционированием полотна тарелки на зоны полного перемешивания, что также увеличивает эффективность тепломассообмена.
Преимущество предложенного тепломассообменного аппарата заключается в интенсификации процесса тепломассообмена, так как слив проконтактировавшей жидкости происходит регулярно через специальные отверстия, а не случайным образом, в результате чего достигается равномерное распределение газожидкостного слоя и жидкости по трубам теплообменных элементов, что увеличивает эффективность теплообмена.
Кроме того, предлагаемая конструкция тепломассообменного аппарата позволяет увеличить интенсивность массообмена за счет создания дополнительных зон контакта между газом (паром) и жидкостью в межтарельчатом пространстве, а также за счет секционирования полотен контактных тарелок трубами теплообменных элементов на зоны полного перемешивания.
ВНИПИГазпереработка и Московский институт химического машиностроения.
Авторское свидетельство № 1528519, БИ № 46, 1989 (Авторы: Ю.Н. Сирьянник, А.С. Меренов, О.С. Чехов, В.Г. Горе-ченков, Ю.А. Арнаутов, Г.К. Зиберт).
8.2.6. РЕКТИФИКАЦИОННАЯ КОЛОННА ДЛЯ ПЕРЕГОНКИ МНОГОКОМПОНЕНТНЫХ СМЕСЕЙ
Краткое описание
Предложенная ректификационная колонна (рис. 8.15) может найти применение в нефтеперерабатывающей, нефтехимической и химической промышленности.
На рис. 8.15 представлены колонны: t - с коаксиально установленными камерами (приемной и отборной) и вводом горячего рециркуляционного потока через два штуцера (жидкостный и паровой); • - с плоскими перегородками и одним штуцером ввода рециркуляционного потока.
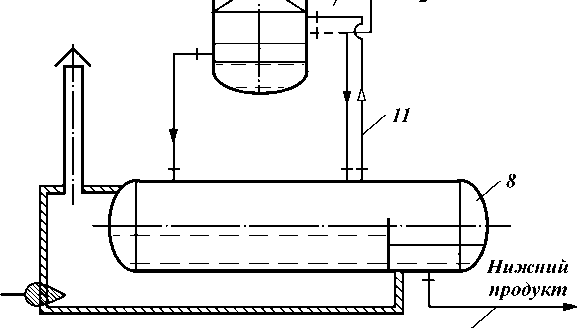
Устройство работает следующим образом.
Жидкая часть потока сырья и флегмы проходит контактные устройства 2 отгонной секции 1, где контактирует с поднимающимися парами, при этом происходит отделение легкокипя-щих компонентов. С нижней тарелки отгонной секции жидкость попадает на глухую тарелку, где дополнительно нагревается при контакте с потоком пара, поступающим из штуцера 21 потока рециркуляции. С глухой тарелки оставшаяся жидкость подается в приемную камеру 6, где дополнительно нагревается за счет смешения с частью потока рециркулируемой жидкости, поступающей в карман 10.
При нагревании жидкости дополнительно отделяются лег-кокипящие компоненты. Из приемной камеры 6 через штуцер 15 насосом 16 жидкость подается на подогрев в подогреватель
14. Из подогревателя 14 пары подаются через штуцер 21 на отпарку жидкости на глухой тарелке 18, а жидкость - в карман 10. Из кармана 10 часть жидкости отбирается через зазор между перегородками 4 и 5 в приемную камеру 6, а часть перетекает в камеру отбора продукта 7, из которой по уровню отбирается в виде готового продукта через штуцер 22.
Эффективность
При установлении в зазоре между камерами кармана, переливная кромка которого расположена ниже переливной кромки перегородки камеры отбора, появляется возможность вводить часть рециркулирующего “горячего” потока, содержащего тяжелые компоненты, непосредственно в жидкую фазу. При этом в газовое пространство под нижней ректификационной тарелкой поступает часть рециркулирующего потока, содержащего легкокипящие компоненты. В этом случае исключаются потери тепла при вводе рециркулирующего потока через наружную
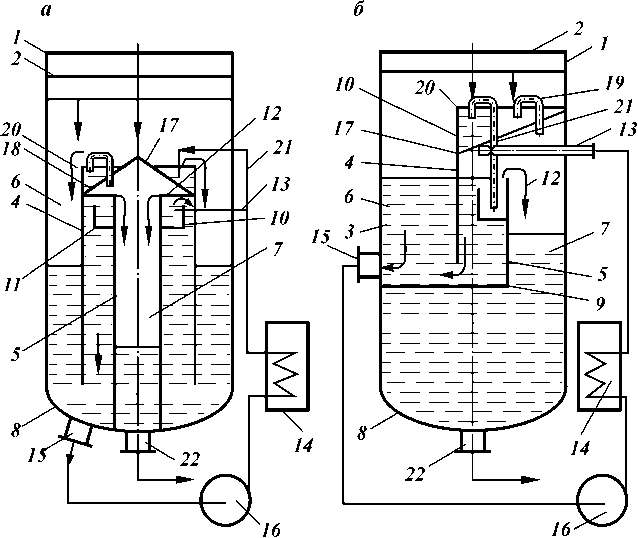
Рис. 8.15. Ректификационная колонна:
Ф - колонна с коакснально установленными камерами и вводом горячего
рециркуляционного потока через два штуцера; • - колонна с плоскими перегородками и одним штуцером ввода рециркуляционного потока.
1 - отгонная секция; 2 - контактные устройства; 3 - сборник жидкости; 4, 5 -перегородки; 6 - приемная камера; 7 - камера отбора продукта; 8 - днище; 9 - основание; 10 - карман; 11, 12 - переливные кромки; штуцера: 13 - ввода рециркулирующего потока, 21 - отбора пара, 22 - отбора нижнего продукта; 14 - подогреватель; 15 - штуцер; 16 - насос; 17 - полотно; 18 - глухая тарелка; 19 - уравнительная трубка; 20 - кромка
стенку аппарата, обеспечивается наличие рециркулирующей жидкости в насосе и трубах печи, т.е. исключается срыв работы насоса и уменьшаются энергетические и капитальные затраты, а также повышается эффективность работы колонны. При сообщении штуцера ввода рециркулирующего потока с карманом исключается перемешивание тяжелых и легких компонентов, содержащихся в рециркулирующем потоке, в газовом пространстве под нижней ректификационной тарелкой. При этом не происходит выравнивание концентраций рециркулирующего “горячего” потока и потока, падающего с нижней ректификационной тарелки, исключается снижение температуры и конденсации легкокипящих компонентов в пространстве под нижней ректификационной тарелкой, что влияет на эффективность работы колонны и качество продукта. Таким образом, при соединении штуцера ввода рециркулирующего потока с карманом обеспечивается увеличение эффективности работы колонны, а также исключается попадание легкокипящих компонентов в камеру сбора продукта, т.е. улучшается качество разделяемого нижнего продукта без дополнительных энергетических и капитальных затрат. При этом не требуется увеличивать количество рециркулирующего “горячего” потока, необходимого для предотвращения потерь тепла в газовом пространстве. Это исключает увеличение нагрузки на насос, что приводит к уменьшению энергетических и капитальных затрат.
Выполнив одну из перегородок приемной камеры в виде глухой тарелки, в которую выведена уравнительная трубка, обеспечивают выравнивание давлений в приемной и отборной камерах, которые сообщаются между собой посредством гидрозатвора, а также разделение приемной и отборной камер по газовому пространству, что исключает перемешивание компонентов, содержащихся в газовом пространстве этих камер. При этом исключается выравнивание концентраций компонентов, улучшается эффективность работы колонны и повышается качество продукта.
При выведении газовой линии от штуцера ввода рециркулирующей жидкости в глухую тарелку обеспечивается предварительная отпарка легкокипящих компонентов из жидкости на глухой тарелке и предварительный нагрев этой жидкости.
Преимущество данного устройства заключается в том, что жидкостный продукт отбирается при наиболее высокой температуре после рециркуляции и нагрева в печи без соприкосновения с паром и жидкостью под нижней контактной ступенью, что обеспечивает наиболее качественное разделение при наименьших энергетических и капитальных затратах.
Техническое решение использовано в промышленности.
Разработчик
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28).
Литература
Патент РФ < 1785442, БИ < 48, 1992 (Автор Г.К. Зи-берт).
8.2.7. УСТРОЙСТВО ДЛЯ РАЗДЕЛЕНИЯ УГЛЕВОДОРОДНЫХ СМЕСЕЙ
Краткое описание
Предложенное устройство для разделения углеводородных смесей относится к установкам для разделения углеводородных смесей, например газового конденсата, и может быть использовано при производстве бензина и дизельного топлива.
На рис. 8.16 представлена схема устройства для разделения углеводородных смесей.
Устройство работает следующим образом.
Сырьевой поток через подогреватель 9 и испаритель 8 в паровом состоянии подают в нижнюю часть нижней колонны 1. За счет ректификации в нижней колонне 1 выделяют тяжелый продукт и отводят его с низу колонны.
Паровой поток из нижней колонны 1 по линии 6 с теплообменником 7, в котором происходит его охлаждение, подают в среднюю часть верхней колонны 3. В верхней ректификационной колонне 3 происходит отделение легкой фракции, часть которой после прохождения конденсатора 12 и флегмовой емкости 13 отбирают как легкий продукт, а другую часть возвращают в верхнюю колонну в качестве орошения.
Средняя фракция стекает в нижнюю часть верхней колонны 3, имеющую меньший диаметр и расположенную с зазором
4 в обечайке 2, установленной в нижней колонне 1. Орошение производят через штуцера 10 и 11 внешнего и внутреннего орошения соответственно, которые соединены по жидкости с гидрозатвором, разделяющим верхнюю и нижнюю колонны. За счет ректификации в нижней части верхней колонны, осуществляемой с помощью тепла от испарителя, получаемого от перегретого сырья, происходит отделение легкого продукта. Выделенную таким образом среднюю фракцию отводят с низа верхней колонны.
Выполнение нижней колонны 1 с установленной в ее средней части обечайкой 2, в которой с зазором 4 расположена нижняя часть верхней колонны 3, установление между колоннами перегородки, выполненной в виде гидрозатвора и являющейся глухой для парового потока нижней колонны, а также соединение нижней колонны со средней частью верхней колонны линией 6 для подачи парового потока из нижней колонны 1 в среднюю часть верхней колонны 3, в которой установлен теплообменник 7, необходимый для охлаждения парового потока, выходящего из нижней колонны 1, обеспечивают в совокупности эффективную работу колонн, установленных
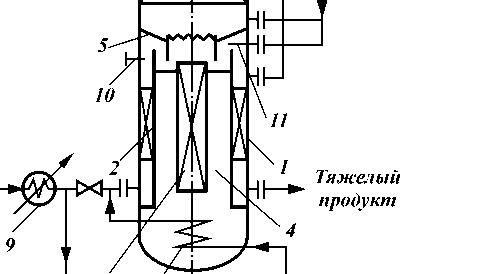
3 / XСредний
8 * продукт
Рис. 8.16. Устройство для разделения углеводородных смесей:
1 - нижняя колонна; 2 - обечайка; 3 - верхняя колонна; 4 - зазор; 5 - перегородка; 6 - линия парового потока; 7 - теплообменник; 8 - испаритель; 9 -подогреватель сырья; 10, 11 - штуцера внешнего и внутреннего орошения;
12 - конденсатор; 13 - флегмовая емкость
последовательно, в которых, например, из нижней колонны отбирают тяжелый продукт, из верхней части верхней колонны - легкий продукт и из нижней части верхней колонны -средний. Для этого температура в верхней части колонны 3 должна быть ниже, чем в нижней колонне 1, а температура парового потока, подаваемого из нижней колонны в ср еднюю часть верхней колонны 3, должна быть равна среднему арифметическому температур в нижней колонне 1 и верхней части верхней колонны 3.


В предложенном устройстве для разделения углеводородных смесей повышение эффективности разделения достигается путем исключения температурных влияний одной колонны на другую при одновременном сохранении габаритов и энергозатрат.
Эта установка, предназначенная для переработки стабильного углеводородного конденсата, в зависимости от физикохимических свойств исходного сырья и требований потребителя может обеспечить получение следующих продуктов:
дизельных топлив различных марок (зимнее, арктическое, летнее по ТУ или ГОСТ);
котельного топлива.
Кроме того, возможно получение более узких компонентов: керосина, растворителя, бензиновой фракции, которая может быть использована для получения высокооктанового бензина и др.
Типоразмерный ряд включает в себя установки производительностью 5; 12,5; 25; 50; 100 тыс. тонн в год по сырью.
Установка производительностью 5 тыс. тонн в год по конденсату работает в “Уренгойбурэнерго”, производительностью
15 тыс. тонн в год - на предприятии “Тюменбургаз”.
Применение новых технологических, компоновочных и конструктивных решений позволяет свести к минимуму количество технологического оборудования, уменьшить его габариты, в результате чего основное технологическое оборудование скомпоновано в единый колонный агрегат, а вся установка - в малогабаритный блок-модуль, требующий в несколько раз меньше площадей застройки, межблочных коммуникаций и т.д. по сравнению с обычными установками или заводами.
Малогабаритные установки могут быть привязаны непосредственно к местам добычи природного и попутного газа, возможна переработка сырья различного состава.
Область применения: объекты газонефтедобычи.
Разработчик
ДАО ЦКБН ОАО “Газпром” (142100, Московская обл., г. Подольск, Комсомольская, 28), АО “Октан”.
Литература
Патент РФ < 2105591, БИ < 6, 1998 (Авторы: Г.К. Зи-берт, Р.Ю. Пролесковский, В.С. Сухоносов).
8
СИСТЕМА СБОРА И ПРОМЫСЛОВОЙ ОБРАБОТКИ ПРИРОДНЫХ ГАЗОВ В СЕВЕРНЫХ УСЛОВИЯХ. ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ И ЭКСПЛУАТАЦИИ
В условиях Севера система сбора и промысловой обработки добываемой продукции, естественно, обладает целым рядом особенностей. Большой опыт проектирования и эксплуатации объектов на месторождениях севера Тюменской области нашел свое обобщение в предлагаемой главе книги. Авторы принимали активное участие на всех этапах проектирования, при внедрении и последующем анализе результатов эксплуатации схем сбора и отдельных их важных элементов. Важная роль во всех этих работах начиная от научного обоснования систем сбора и подготовки добываемого углеводородного сырья к транспорту и кончая анализом эксплуатации этих систем на северных месторождениях принадлежит нашим коллегам В. А. Истомину, А.Н. Кулькову, Р.С. Сулейманову, Т.М. Бекирову, Б.Г. Берго, А.Г. Бурмистрову, Б.В. Дегтяреву, В.П. Лакееву, А.М. Сиротину, Е.Н. Туревскому, А.Л. Халифу. Авторы с благодарностью вспоминают сотрудничество с этими и многими другими специалистами, обеспечившими надежную работу северных промыслов.
ОБЕСПЕЧЕНИЕ КАЧЕСТВА ГАЗА И ЖИДКИХ УГЛЕВОДОРОДОВ
Продукция газовой промышленности может быть классифицирована следующим образом.
1. Природные и нефтяные газы (подаваемые в магистральные газопроводы и далее конечному потребителю, а также на переработку).
2. Газообразные чистые углеводороды (метан и этан) и инертные газы (прежде всего, гелий), а также газовые смеси заданного состава для специальных целей.
3. Жидкие смеси углеводородов (пропан, бутан и их смеси); широкая фракция легких углеводородов (ШФЛУ); стабильный и нестабильный углеводородные конденсаты, газовые бензины и продукты их переработки и т.д.
4. Твердые продукты газопереработки: сажа специальная, технический углерод, техническая сера и др.
Показатели качества продукции разрабатываются, периодически пересматриваются и фиксируются в соответствующих общероссийских (ранее в общесоюзных) стандартах (ГОСТах), отраслевых стандартах (ОСТах), технических условиях (ТУ) и стандартах нефтегазодобывающих и нефтегазоперерабатывающих предприятий (СТП).
ГОСТы устанавливаются на показатели качества продукции, производимой рядом отраслей страны, ОСТы - на продукцию одной отрасли (иногда и нескольких: в нашем случае ОСТы фактически распространяются на продукцию газовой, нефтяной и нефтехимической отраслей), тогда как технические условия (ТУ) могут устанавливаться как на продукцию отрасли, так и на продукцию отдельного предприятия (этот момент обязательно указывается в вводном разделе соответствующего нормативного документа).
Основной методический подход к установлению показателей качества состоит в возможности на практике контролировать эти показатели как производителем, так и потребителем продукции. Поэтому, помимо разработки стандартов на показатели качества выпускаемой продукции, одновременно разрабатываются и совершенствуются нормативные документы по методам (методикам) контроля этих показателей (например, по определению основных компонентов в продукции, содержания примесей, теплоты сгорания топлива и т.п.).
Основные технические требования на продукцию газовой промышленности и методологию управления ее качеством часто обсуждаются в соответствующей нормативной, методической, справочной и учебной литературе (следует отметить обобщающие работы [1-4]). Ниже в компактном виде представлена обновленная информация по показателям качества и методам контроля в основном применительно к продукции северных газовых, газоконденсатных и нефтяных месторождений России.
Технические условия к качеству природного и нефтяного газов могут быть подразделены на несколько групп.
1. Технические требования на газы, поступающие во внутрипромысло-вые коллекторы (газопроводы) после их первичной обработки на промысле.
2. Технические требования на газы, подаваемые в магистральные газопроводы.
3. Технические требования на газы, предназначенные в качестве сырья и топлива при промышленном и коммунально-бытовом потреблении (в том числе и при использовании горючего газа как топлива для газобаллонных автомобилей).
4. Технические требования на газообразные чистые компоненты, получаемые из природного газа.
5. Технические требования на газовые смеси определенного состава, используемые для специальных целей (например, как стандартные смеси для хроматографии).
Прежде всего отметим, что технические требования на газы, подаваемые во внутрипромысловые газопроводы (шлейфы, коллекторы), а также установки комплексной подготовки газа обычно не задаются какими-либо специальными нормативными документами, а фиксируются в соответствующих проектах разработки, обустройства месторождений и конкретизируются в технологических регламентах на установки промысловой обработки газа. Приведем, однако, случаи, когда фиксация этих требований в соответствующих ТУ или стандартах предприятий является достаточно актуальной. Существуют определенные требования на содержание капельной жидкости и механических примесей на сырой газ, подаваемый на компримирование (на ДКС, расположенную в “голове” процесса промысловой обработки газа). Эти требования отражены в ТУ 26-12-638-82. Подобные же жесткие требования на содержание примесей (жидкой и твердой фаз) в газе должны соблюдаться при его подаче на расширительные устройства - центробежные турбодетандеры (к сожалению, последние требования до сих пор четко не регламентированы). Другой пример - внутрипромысловый транспорт сероводородсодержащего газа с установок первичной промысловой обработки на соответствующий ГПЗ. Здесь существующие технические требования по влажности газа направлены на ограничение коррозионной активности кислого газа.
В настоящее время (согласно проектам обустройства газовых и газоконденсатных месторождений Крайнего Севера) для ряда месторождений предполагается строительство одной централизованной установки подготовки газа (УКПГ) и нескольких с ней связанных установок первичной подготовки газа (УППГ), например, схема обустройства валанжинской залежи Ямбург-ского месторождения предусматривает одну УКПГ и две УППГ. На УППГ производится только предварительная сепарация природного газа, который далее поступает во внутрипромысловый коллектор (газопровод) УППГ-УКПГ, причем внутрипромысловый транспорт сырого газа (газ + нестабильный конденсат + водный раствор ингибитора гидратов и/или коррозии) может осуществляться на расстояние несколько десятков километров (25-30 км, а иногда и свыше 50 км). Принципиальная возможность внутри- и меж-промыслового транспорта газа (т.е. газожидкостных смесей) на значительные расстояния с гидродинамической точки зрения давно обоснована. При реализации подобных проектов по внутрипромысловому транспорту сырого газа на значительные расстояния целесообразно параллельно разрабатывать и нормы технологического проектирования, содержащие технические требования как на сырой газ, поступающий во внутрипромысловый коллектор, так и на режимы эксплуатации этого коллектора (здесь имеются в виду следующие показатели: термобарические условия; диапазон возможных скоростей потока газа, обеспечивающих вынос жидкой фазы из пониженных участков трас- сы газопровода; количество подаваемого ингибитора гидратообразо-вания и т.п.).
Что касается показателей качества товарного газа, подаваемого в магистральные газопроводы и далее конечному потребителю газа, то при их разработке учитываются следующие технические соображения.
1. Целесообразно обеспечить магистральный транспорт газа в однофазном состоянии (предполагается, что в трубопроводе практически не должны выделяться из газа как углеводородная жидкая фаза, так и водная фаза; под водной фазой здесь имеются в виду жидкая вода; водные растворы метанола, гликолей, аминов с примесями ингибиторов коррозии, а также лед и твердые газовые гидраты).
2. Товарный газ не должен вызывать сколько-нибудь значительную коррозию трубопроводов, арматуры, контрольно-измерительных приборов и т.п.
3. Необходимо обеспечить и определенные потребительские качества газа как топлива или углеводородного сырья (в частности, теплотворную способность) у конечного потребителя с обязательным учетом требований безопасности при использовании газа (одорирование газа; жесткие ограничения на содержание сероводорода и т.д.).
Технические требования на качество природного газа в настоящее время нормируются тремя стандартами.
1. Отраслевым стандартом на газы горючие природные, поставляемые и транспортируемые по магистральным газопроводам, ОСТ 51.40-93, который был утвержден 10.09.93 г. и введен в действие с 01.10.93 г. (взамен ОСТ
51.40-83). Основные требования этого нормативного документа представлены в табл. 8.1.
2. ГОСТ 5542-87 на газы природные для промышленного и коммунально-бытового назначения (табл. 8.2).
3. ГОСТ 27577-87 на газ природный сжатый для газобаллонных автомобилей (табл. 8.3).
Целесообразность нормирования показателей качества природных газов
ТАБЛИЦА 8.1
Физико-химические показатели природных тазов, поставляемых и транспортируемых по матистральным тазопроводам (по ОСТ 51.40—93, введенному с 01.10.93 т. без указания
срока действия)
Значения для макроклиматических районов
умеренный
холодный
Показатель
с 01.05 до 30.09
с 01.05 по 30.09
с 01.10 по 30.04
с 01.10 по 30.04
Точка росы газа по влаге, °С, не выше
Точка росы газа по углеводородам, °С, не выше Концентрация сероводорода, г/м3, не более Концентрация меркаптано-
вой серы, г/м3, не более Концентрация кислорода в газе, об. %
Теплота сгорания, низшая, МДж/м3 (при 20 °С и
0,1 МПа)
Содержание механических
Оговаривается отдельно в соглашениях на поставку газа с ПХГ, ГПЗ и промыслов
примесей и труднолетучих жидкостей
-3
0
0,007(0,02)
0,016(0,036)
0,5
32,5 -5
0
0,007(0,02)
0,016(0,036)
0,5
32,5 -10
-5
0,007(0,02)
0,016(0,036)
1
32,5 -20
-10
0,007(0,02)
0,016(0,036)
1
32,5
П р и м е ч а н и я: 1. Климатические районы по ГОСТ 16350-80 “Климат, районирование и статистические параметры климатических факторов для технических целей”. 2. Значения заключенные в скобах, действительны до 01.01.2000. 3. Для газов, в которых содержание углеводородов С5+, не превышает 1,0 г/м, точка росы по углеводородам в рамках данного стандарта не нормируется (из-за отсутствия в таких случаях требований на точку росы по углеводородам проектные решения по подготовке “тощего” газа не всегда обеспечивают транспорт газа в однофазном состоянии на головном участке магистрального газопровода). В ряде случаев допускается поставка в отдельные газопроводы газа с более высоким содержанием сероводорода и меркаптанов.
Физико-химические показатели природных горючих газов промышленного и коммунально-бытового назначения (по ГОСТ 5542—87)
| Но мер п/п |
Показатель | Норма |
| 1 2 3 4 5 6 7 8 бытов ют по преде соглас 39-119 дейст | Теплота сгорания низшая, кДж/м3, не менее (при 20 °С и 0,1 МПа) Область значений числа Воббе, высшего, МДж/м3 Допускаемое отклонение числа Воббе от номинального значения, %, не более Концентрация сероводорода, г/м3, не более Концентрация меркаптановой серы, г/м3, не более Доля кислорода в газе, об. %, не более Масса механических примесей в 1 м3, г, не более Интенсивность запаха газа при объемной доле 1 %, балл, не менее При м е ч а н и я: 1. Пункты 2, 3, 8 распространяются только на газ ого назначения. Для газа промышленного назначения показатель по п. 8 согласованию с потребителем. Номинальное значение числа Воббе устг лах нормы показателя по п. 2 для отдельных газораспределительных ованию с потребителем). 2. Ранее существовавший стандарт на нефтянс J3—87 “Газ нефтяной переработанный” в связи с введением ГОСТ 5542-87 вует. | 31,8 41,2—54,5 ±5 0,02 0,036 1 0,001 3 коммунально-устанавлива-шавливают в систем (по й газ по ТУ с 1988 г. не |
ТАБЛИЦА 8.3
| Но мер п/п |
Показатель | Норма |
| 1 | Теплота сгорания низшая, кДж/м3, не менее | 32 600—36 000 |
| 2 |
Относительная плотность (по воздуху), не менее | 0,56—0,62 |
|
3 | Расчетное октановое число газа, не менее | 105 |
| 4 | Концентрация сероводорода, г/м3, не более |
0,02 |
| 5 |
Концентрация меркаптановой серы, г/м3, не более | 0,036 |
| 6 | Содержание механических примесей, мг/м3, не более | 1 |
| 7 | Суммарная концентрация негорючих компонентов, включая кислород, | 7 |
| 8 |
Содержание воды, мг/м3, не более | 9 |
несколькими нормативно-техническими документами определяется различием требований на показатели качества газа для магистрального транспорта и для использования его в промышленности, в быту и как топлива для газобаллонных автомобилей. Так, целью установления показателей и норм на качество газа, предназначенного для транспорта по магистральным газопроводам, являются повышение надежности и эффективности работы газотранспортных систем, а также увеличение коэффициента извлечения углеводородного конденсата на газодобывающих предприятиях и, следовательно, снижение потерь конденсата (и тем самым до некоторой степени стимулирование внедрения на промыслах и газоперерабатывающих заводах новой техники и передовых технологий).
Требования и нормы на сжатый природный газ, используемый как топливо для двигателей внутреннего сгорания по ГОСТ 27577—87 (показатели для газа, приведенного к стандартным
условиям: 20 °С и 0,1013 МПа)
В то же время определение показателей качества газа, поступающего на промышленное и коммунальное потребление, имеет целью повышение безопасности использования газа и улучшение санитарно-гигиенических условий при сжигании газа (например, в бытовых горелочных устройствах).
Исходя из этих основных целей, важными показателями, по которым ОСТ 51.40-93 устанавливаются нормы на качество природного газа, подаваемого в магистральные газопроводы, приняты:
точка росы по влаге - этот показатель до некоторой степени определяет условия безгидратного транспорта газа, обеспечивает повышение надежности работы средств автоматики и снижение коррозионного износа газопроводов, компрессорных станций и технологического оборудования (анализ и обсуждение этого показателя см. ниже);
точка росы по углеводородам - показатель, определяющий условия транспорта углеводородного газа в однофазном состоянии, что повышает производительность газопровода, устанавливает верхний предел извлечения конденсата из газа на промыслах (тем самым соблюдение этого показателя способствует снижению потерь углеводородного конденсата).
ОСТ 51.40-93 распространяется как на горючие природные газы, так и на нефтяные товарные газы, поставляемые с нефтегазопромыслов, ГПЗ и ПХГ. Целесообразно особо подчеркнуть, что данный стандарт не распространяется на газы, поставляемые с месторождений для обработки на головных сооружениях, УКПГ или ГПЗ, а также на газы, предназначенные для газоснабжения отдельных потребителей, получающих газ непосредственно с промысла и завода, например так называемый газ на “собственные нужды” (на эти случаи при необходимости могут разрабатываться специальные ТУ либо стандарты предприятий). Последняя ситуация в будущем может стать достаточно характерной при вводе в разработку (главным образом, на местные нужды) небольших газовых месторождений, расположенных в европейской части России. В то же время новый ОСТ 51.40-93 все еще сохраняет оговорку о возможности соблюдения “своих” ТУ для месторождений, введенных в эксплуатацию до 1983 г. (но по согласованию с ОАО “Газпром”). До введения ОСТ 51.40-93 наряду с ОСТ 51.40-83 действовал целый ряд ТУ для газов различных месторождений, направляемых в магистральные газопроводы (например, ТУ 51-148-83; ТУ 51-157-88; ТУ 51-158-83; ТУ 51-159-83; ТУ 51-287-86; ТУ 39-059-74 и др., большинство из которых в настоящее время уже аннулированы). Для газов месторождений Тюменской области ранее действовали ТУ 51-147-83 “Газы горючие природные, подаваемые в магистральные газопроводы с месторождений ВПО Тюменгазпром” (аннулированы 10.30.90, см. ИУС № 6, 1992). Существенный момент этих “региональных” ТУ - разрешение не полностью следовать требованиям и нормам ОСТ
51.40-83 по точкам росы по влаге и углеводородам для сеноманских залежей отдельных месторождений Тюменской области.
Что же касается ГОСТ 5242-87, распространяющегося на природные и нефтяные газы промышленного и коммунально-бытового назначения, то в этом нормативном документе показатели точек росы газа вообще не нормируются! Отмечается только, что точка росы газа по влаге в пункте сдачи должна быть ниже температуры газа. Основными показателями в этом стандарте приняты теплота сгорания и так называемое число Воббе, которое определяет условия наиболее эффективного и полного сгорания газа в бытовых газогорелочных устройствах (без значительного образования сажи, срывов и проскоков пламени), а также интенсивность запаха (см. табл. 8.2).
В ГОСТ 5242-87 и ОСТ 51.40-93 установлены практически близкие нормы на допустимое содержание в газе сероводорода, механических примесей и кислорода. Следует особо подчеркнуть, что с 01.01.97 г. значительно усилились требования на предельно допустимое содержание в горючем газе сероводорода и меркаптановой серы.
В настоящее время все большее распространение получает использование природного газа как топлива для автомобилей. Технические требования на этот вид топлива установлены ГОСТ 27577-87 “Газ природный топливный сжатый для газобаллонных автомобилей”. Данный стандарт распространяется на природный сжатый газ, применяемый как топливо (для средств передвижения с двигателями внутреннего сгорания). Сжатый природный газ, предназначенный для заправки автотранспортных средств, должен соответствовать определенным требованиям (см. табл. 8.3), причем более жестким, чем на газ промышленного и коммунально-бытового назначения.
Получают природный топливный сжатый газ из горючего природного газа, транспортируемого по магистральным газопроводам или городским газовым сетям, компримированием и удалением примесей (до показателей, представленных в табл. 8.3). Технология удаления примесей не должна допускать изменений компонентного состава. В перспективе возможно применение природного топливного газа не только для автомобилей, но и на водном, железнодорожном транспорте и в авиации. В связи с этим в стадии разработки и согласования находится новый ГОСТ “Газ природный компримированный для двигателей внутреннего сгорания”. После ввода его в действие ГОСТ 27577-87 утратит силу. Отличия разрабатываемого стандарта от действующего ГОСТ 27577-87 заключаются не только в расширении сферы применимости, но и в приведении некоторых показателей качества в соответствие с европейскими стандартами. Так, например, нормируется нижняя граница для значения низшей теплоты сгорания, равная 31 800 кДж/м3, а верхняя граница не нормируется, кроме того, расширяются границы для относительной плотности газа по воздуху (0,55-0,7). В то же время показатели, характеризующие октановое число и содержание паров воды, остаются прежними.
Сравнивая показатели (см. табл. 8.1-8.3), можно отметить, что в ГОСТ 27577-87 как раз и фигурирует дополнительный и весьма важный показатель качества газа как топлива для автомобилей - октановое число. Октановое число газа определяется расчетным методом как среднеобъемное значение, исходя из октанового числа горючих компонентов сжатого газа:
Компонент (горючий)
Октановое число
Метан.....................
Этан.......................
Пропан....................
н-Бутан и изобутан____
н-Пентан и изопентан
110
108
105
94
70
Прием газа, поступающего на автомобильные газонаполнительные компрессорные станции (АГНКС), осуществляется по ГОСТ 5542-87. Давление газа в баллонах необходимо определять после окончания каждой заправки автомобиля, тогда как температуру сжатого природного газа определяют только по требованию потребителя.
Таким образом, для обеспечения работы газобаллонных автомобилей к качеству сжатого газа предъявляются повышенные требования (по сравнению с ГОСТ 5542-87), в частности, по содержанию в нем влаги (0,009 г/м3, что соответствует точке росы по влаге примерно минус 30 °С при давлении в баллоне 20 МПа). Это и определяет необходимость включения блока дополнительной осушки газа в технологическую схему АГНКС. В настоящее время рекомендуются главным образом адсорбционные процессы доосушки газа при давлениях до 25 МПа с использованием в качестве сорбента цеолитов марки NaA.
Другие требования к качеству газа как топлива для автомобилей вполне обеспечиваются промысловой и заводской обработкой природного газа. Например, норма по содержанию сероводорода и меркаптановой серы (0,02 и 0,036 г/м3) соответствует нормам ГОСТ 5542—87 и в сумме существенно ниже, чем допустимое содержание серы в стандартных моторных топливах (для бензина 0,1 мас. %, для дизельного топлива 0,2 мас. %; надо сказать, что последние нормы в перспективе будут пересмотрены в сторону ужесточения для приведения в соответствии с требованиями большинства западноевропейских стран).
Установленные стандартом значения теплоты сгорания, относительной плотности, октанового числа и объемной доли негорючих компонентов поступающего на АГНКС природного газа выбраны с учетом состава природных газов по регионам размещения АГНКС.
Резюмируя краткое содержание трех основных нормативных документов на качество газа, отметим следующие, на взгляд авторов, существенные моменты.
1. Отсутствие в этих стандартах каких-либо показателей по содержанию метанола и гликолей (как растворенных в природном газе, так и в капельном виде).
2. Отсутствие четких и строгих определений основных показателей — точек росы газа по воде и углеводородам.
3. Отсутствие четкой взаимоувязки показателей качества товарного газа на УКПГ и в магистральном газопроводе (МГ) в зависимости от применяемой технологии промысловой обработки газа.
Следует также отметить, что технические требования на природный газ, поставляемый за границы России, оговариваются в соответствующих контрактах на поставку. Эти требования должны быть заведомо менее жесткими, чем по ГОСТ 55.42—87 и ОСТ 51.40—93. В противном случае требуется дополнительная обработка поставляемого за рубеж газа. При несоблюдении ОСТ
51.40—93 отдельными газодобывающими предприятиями возможны нарушения условий контрактов (и вытекающие из этого серьезные штрафные санкции). Однако опыт эксплуатации северных газовых месторождений страны свидетельствует, что ОСТ 51.40—93 (как и ранее ОСТ 51.40—83) практически постоянно соблюдается на основных газодобывающих предприятиях Тюменской области (ПО Надымгазпром, Уренгойгазпром и Ямбурггаздобыча). Отдельные факты нарушений имеют главным образом организационно-технический характер и постепенно устраняются.
Газодобывающие предприятия и ГПЗ могут при необходимости вводить свои стандарты предприятий на смеси газообразных углеводородов, получаемые при промысловой и заводской обработке природных газов. Так, недавно в Уренгойгазпроме введен в действие стандарт предприятия СТП 0575174517—97 на технические требования по газу деэтанизации. Газ деэтанизации представляет собой смесь углеводородов, получаемую при переработке нестабильного конденсата. Техническими условиями в составе этого газа нормируется только содержание С5+в (не более 2,2 мас. %).
Перейдем к рассмотрению технических требований на чистые газообразные продукты, получаемые из природного и нефтяного газов. Здесь прежде всего имеются в виду ТУ на метан, гелий и газовые смеси.
Технические требования по ТУ 51-841—87 распространяются на метан газообразный, получаемый из природного газа методом низкотемпературной ректификации. Этим документом регламентируется компонентный состав (об. %): метан — 99,9; этан+пропан — 0,03 (не более); азот+кислород — 0,07 (не более), при этом содержание этан+пропан и азот+кислород менее 0,01 об. % интерпретируется как отсутствие этих фракций. Допустимо содержание водяных паров не более 0,03 г/м3, что соответствует 39,4 ррм (отвечает точке росы по влаге, равной минус 50 °С).
Метан заполняется в баллоны объемом 40 л до давления 14,7±0,3 МПа (при температуре 20±2 °С). Контроль качества продукта осуществляется проверкой соответствия компонентного состава и влагосодержания. Следует отметить, что в изменении № 1 к ТУ 51-841-87 разрешено объемные доли примесей определять по согласованию с заказчиком, но при этом содержание основного компонента (метана) должно быть не менее 99,9 об. %.
Как известно, из природного газа извлекается ряд ценных компонентов, например инертные газы (прежде всего, гелий).
Технические требования по ТУ 51-940-80 распространяются на газообразный гелий, получаемый из природного и нефтяного газов или гелиевого концентрата. Газообразный гелий применяется в газовой хроматографии (при плавке, резке и сварке металлов) с целью создания инертной атмосферы в криогенной технике и др. Технические требования установлены на четыре марки гелия А, Б, В и гелий технический. Содержание гелия (на безводной основе) для этих марок должно составлять, об. % (не менее): 99,995 (марка А); 99,99 (Б); 99,99 (гелий+неон, марка В); 99,8 (техн.). Для каждой марки регламентируются объемные доли примесей: азота; водорода; кислорода; аргона; углеводородов; диоксида+оксида углерода, неона и водяных паров. Дополнительные требования предусматриваются для гелия марки В Миннибаевского ГПЗ. Гелий поставляют в стальных баллонах, заполненных до давления 14,7±0,5 МПа (при 20 °С), а также в специализированных контейнерах, тогда как на гелиевый концентрат, получаемый из природного газа на Оренбургском гелиевом заводе, распространяются технические требования ТУ 51-115-87. Гелиевый концентрат является сырьем для производства гелия и поставляется партиями или подается в подземное хранилище (для сохранения ресурсов гелия с целью последующего его использования). Регламентируется компонентный состав гелиевого концентрата,
об. %: гелий - 80 (не менее); азот - 20 (не более); водород - 4 (не более); метан - 1 (не более); кислород+аргон - 0,5 (не более).
На стандартные образцы состава газовых смесей, выпускаемых серийно под техническим названием “поверочные газовые смеси”, распространяются ТУ 6-16-2956-76. Такие газовые смеси предназначены для градуировки, аттестации и поверки средств измерений содержания компонентов в газовых средах, аттестации методик выполнения измерений, а также для контроля правильности результатов измерений, выполняемых по стандартизированным или аттестованным методикам. Поверочные газовые смеси получают путем смешения исходных чистых компонентов в заданных соотношениях.
МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ТОВАРНОГО ГАЗА
Контроль качества природного газа производится для определения товарных и технологических характеристик, определяющих условия наиболее эффективного транспорта и подачи газа потребителям. Контроль осуществляется на соответствие нормам, установленным стандартами на природный газ (см. табл. 8.1-8.3):
товарного газа, поступающего в магистральные газопроводы с промыслов после соответствующей промысловой обработки;
товарного газа, поступающего в магистральные газопроводы с газоперерабатывающих заводов;
товарного газа, транспортируемого по магистральным газопроводам. Контроль качества природных газов производится периодически или непрерывными измерениями и обычно включает определение следующих показателей.
А. На промыслах (после установок промысловой подготовки газа): содержание парообразной влаги (точнее, точки росы по влаге), температура начала конденсации углеводородов, компонентный состав газа;
содержание сероводорода и меркаптановой серы (для месторождений, в газах которых имеется сероводород);
содержание механических примесей (особенно это относится к газодобывающим предприятиям, на которых производится очистка или осушка газа с применением адсорбентов).
Определение производят на общем выходном коллекторе или начальном участке магистрального газопровода. Периодичность анализов устанавливается технологическим регламентом эксплуатации установок обработки газа на промыслах (по рекомендации ВНИИГАЗа не реже сроков, указанных в табл. 8.4).
Б. На газоперерабатывающих заводах:
содержание парообразной влаги (точки росы), температура начала конденсации углеводородов, содержание механических примесей, содержание кислорода, компонентный состав;
содержание сероводорода, меркаптановой серы и общей серы (для заводов, перерабатывающих газ, содержащий соединения серы); определения производят из трубопровода товарного газа, по которому подается газ в магистральные газопроводы (на замерном пункте).
Периодичность анализов устанавливается технологическим регламентом
ТАБЛИЦА 8.4
Рекомендации ВНИИГАЗа по периодичности испытаний тазов, поступающих с промыслов
в магистральные тазопроводы
| Показатель |
Сроки проведения испытаний на газы | ||
| не содержащие | содержащие | ||
|
соединений серы |
сероводород |
сероводород+мер- каптаны | |
| Содержание влаги парообразной Температура конденсации углеводородов Содержание сероводорода Содержание меркаптановой серы Содержание механических примесей Содержание кислорода Компонентный состав П р и м е ч а н и е. На месторож/ ка газа, содержание механических ежедневно. | Не Не 1 раз в год 1 раз в год Не реже 1 раза в месяц 1ениях, где производ примесей в товар! | реже 1 раза в су реже 1 раза в нед 1 раз в неделю По требованию По требованию То же Не реже 1 ятся адсорбционн юм газе рекомев | гки елю 2 раза в неделю 2 раза в неделю раза в месяц ая очистка и осуш-дуется определять |
завода. Кроме того, анализы производятся в каждом случае изменения технологических режимов процессов сероочистки, осушки, газофракциониро-вания.
В. На магистральных газопроводах:
содержание механических примесей, содержание кислорода, интенсивность запаха, число Воббе, компонентный состав;
содержание сероводорода и меркаптановой серы (по газопроводам, на которые подается сероводородсодержащий газ).
Следует отметить, что на УКПГ помимо указанных показателей по качеству товарного газа контролируются также и основные показатели технологического процесса обработки газа в целях обеспечения соответствующей кондиции товарного газа. Все эти показатели (с указанием методик контроля) представлены в технологических регламентах на установки промысловой обработки газа. Например, контроль производства на установках абсорбционной (гликолевой) осушки сеноманского газа северных месторождений включает помимо указанных показателей и контроль концентраций регенерированного и насыщенного ДЭГ, а также содержание примесей в промстоках (табл. 8.5, причем полезно сопоставить данные табл. 8.4 и 8.5). Что касается установок низкотемпературной сепарации газа газоконденсатных месторождений, использующих в качестве ингибитора гидратообразования метанол, то основные контролируемые показатели приведены в табл. 8.6.
Контроль производства на установках адсорбционной осушки газа еще более прост, чем на установках НТС и гликолевой осушки. Однако здесь существенным контролируемым параметром является значение механического уноса адсорбента с осушенным товарным газом.
Что касается периодичности определения показателей качества на природный газ после его обработки на ГПЗ или в магистральных газопроводах, то такая информация также приводится в соответствующих технологических регламентах. Имеются и детально разработанные рекомендации ВНИИГАЗа по периодичности испытаний. Здесь, в отличие от контроля производства на УКПГ, помимо точек росы, содержания механических примесей и серосодержащих соединений необходимо дополнительно определять содержание кислорода, число Воббе, интенсивность запаха газа.
Контроль качества газа производится по методам испытаний, установленным соответствующими стандартами, к обсуждению которых мы и приступаем.
Для анализа углеводородного состава газа и содержания в нем примесей необходимо прежде всего отобрать пробу газа. С этой целью разработан и действует специальный нормативный документ по методам отбора проб — ГОСТ 18917—82. Этим стандартом определяются методы отбора проб природного газа из скважин, сборных линий, технологических установок и трубопроводов. При этом газовая система может быть как гомогенной, так и гетерогенной (в последнем случае имеются в виду взятия проб для определения механических примесей и жидких взвесей).
Место отбора проб оборудуется специальным пробоотборным устройством, сопряженным с входным штуцером пробоотборника. Для отбора проб газа под давлением предусматриваются пробоотборные линии, изготовленные из стальных, медных, алюминиевых трубок (внутренним диаметром 2—6 мм), которые должны быть рассчитаны на рабочую температуру и максимальное рабочее давление отбираемого газа. На пробоотборных линиях устанавливается контрольно-измерительная аппаратура (для измерения температуры и
Контроль технологического процесса на установках гликолевой осушки “тощего” газа (УКПГ сеноманских залежей месторождений Западной Сибири)
| Но мер п/п | Место контроля | Что контролируется | Показатель | Норма и применяемая методика |
Периодич ность |
|
1 2 3 4 5 6 7 8 9 10 превь и/ил вод ( торах шлей рефл пресс точки кулон прим |
Технологическая нитка Узел замера точки росы Система регенерированного ДЭГ После абсорбера То же Система промстоков до нефтеловушки Система промстоков после нефтеловушки Система промстоков после флотатора Помещения технологических цехов П р и м е ч а н и я: шает 20 г/1000 и ремонт фильтр показатели: плотн (по графикам фы и коллекторы юксе, сточных в -методика, разра росы газа по вл юметрического) т гсей метанола и | Осушенный газ То же Регенерированный ДЭГ (РДЭГ) Насыщенный ДЭГ (НДЭГ) Рефлюкс Осушенный газ Промстоки Промстоки Воздушная среда 1. В случаях, м3, соответствую ующей секции гость и минерал еологических с ) целесообразе] одах и произво 5отанная во ВН гаге рекомендуе ипа, как наибол 'ликолей. | Плотность Точка росы по влаге Содержание воды То же Содержание ДЭГ Содержание капельного ДЭГ в газе Содержание нефтепродуктов Механические примеси Содержание нефтепродуктов Механические примеси Содержание нефтепродуктов Содержание механических примесей Железо общее Содержание углеводородов Содержание метанола когда содержание щая технологическ абсорбера). 2. Пр изация) как по ск лужб). 3. В ряде I контроль за сод дственных помещ ИИГАЗе и ПО Н тся использовать ее надежные в ра |
0,675 кг/м3, ГОСТ 17310-86 -20 °С (зима), -10 °С (лето) ГОСТ 20060-83 2-3 мас. %, по К. Фишеру 4-5 мас. %, по К. Фишеру 0,5-1,5 мас. %, метод окисления Не более 20 г/ 1000 м3, гравиметрический метод с использованием индикатора уноса ИУ-1 (и аналогичных) 400-500 мг/л, по методу, описанному Ю.Ю. Лурье и А.Н. Рыбниковым (Химический анализ производственных сточных вод. М., Химия, 1974) Не нормируется, метод фильтрования через беззольный бумажный фильтр 50-100 мг/л, по методу см. п. 7 Не нормируется, по методу см. п. 7 Не более 15 мг/л, по методу см. п. 7 Не более 20 мг/л, по методу см. п. 7 Не более 3 мг/л, колориметрический метод с роданидом калия 300 мг/м3 воздуха, газоанализаторы типа УГ-2 5 мг/м3 воздуха с использованием интерферометра типа Иш-10 капельного ДЭГ в о< ая нитка подлежит рег оводится также контро важинам, так и во вхо случаев (при закачк ержанием метанола в ениях (имеется орип адымгазпром). 4. Для влагомеры конденсацг боте, особенно при н |
Ежедневно 1 раз в смену Е жедневно Т о же Не реже чем 1 раз в месяц Еженедельно То же Ежедекадно 2 раза в неделю Ежедекадно По графикам служб пром-санитарии При закачке метанола на кусты скважин ушенном газе изии (замена ль пластовых )дных сепара-е метанола в РДЭГ, НДЭГ, шальная экс-определения онного (а не аличии в газе |
ТАБЛИЦА 8.6
Контроль технолотическото процесса на установках низкотемпературной сепарации таза
| Но мер п/п | Место контроля |
Что контролируется |
Показатель | Норма и методика | Периодич ность |
| 1 2 3 4 5 6 сорбц содер типа ческо] точки 20 °С темпе | Шлейфы, кусты, линия газа на входе в нитку Узел хозрасчетного замера газа Парк метанола Сепараторы или трехфазные разделители Узел замера конденсата Узел замера газа П р и м е ч а н и я: ионной осушки г жание метанола. атруднено из-за 'о режима (при т росы по водной ). 3. В случае по затурных сепарат | Сырой газ Осушенный газ Метанол Насыщенный метанол (ВМР) Нестабильный конденсат Осушенный газ 1. Контроль сточ аза (см. табл. 8 2. Определение шизости к точке емпературе сепар фазе (по ВМР) вышенного мехаг оров рекомендуе |
Углеводородный состав Точка росы по влаге Содержание воды Содержание воды и метанола Углеводородный состав Унос ё5+, ных вод проводи .5). Необходимо точки росы по росы по углеводе ации - 25 °С и I не возникает (тс шческого уноса тся ревизия и м | Не нормируется, хроматографически ОСТ 51.40-93, влагомеры конденсационные Не более 10 мас. %, метод разгонки В соответствии с технологическим режимом, пикно-метрическим методом Не нормируется, определяется хроматографическим методом 11 г/1000 м3, по методике ВНИИ-ГАЗа тся так же, как и н контролировать в влаге приборами к )родам. При соблюд шже) необходимость чка росы по ВМР нестабильного конде одернизация сепараг | По требованию См. примечание п. 2 1-2 раза в смену По требованию Не реже чем 1 раз в месяц Не реже чем 1 раз в месяц установках аб-сточных водах онденсационного ении технологи-в определении аведомо ниже -нсата из низкозонных секций. |
давления). Для отбора проб природных газов под давлением применяют металлические пробоотборники (контейнеры) объемом до 1 дм3, а также баллоны объемом до 40 дм3 с одним и двумя вентилями, изготовленными из стали (или другого газонепроницаемого металла или сплава), рассчитанные на рабочую температуру и максимальное рабочее давление. В рассматриваемом ГОСТе детально регламентируются места и технология отбора проб из газовых и газоконденсатных скважин, из промыслового коллектора, газопровода и технологических аппаратов.
Перед отбором проб пробоотборную линию продувают газом в течение 1-2 мин. Отметим здесь некоторые особенности заполнения баллонов. Выходной конец пробоотборной линии подключают к вентилю баллона (полностью открытым), далее открывают вентиль пробоотборной линии, регулируют скорость потока и заполняют баллон газом до соответствующего давления. Затем, закрыв входной вентиль на пробоотборной линии, медленно понижают давление в баллоне через вентиль приблизительно до атмосферного таким образом, чтобы не происходила конденсация газа. Наполняют и выпускают газ из баллона 5-8 раз, наконец заполняют баллон газом до необходимого давления, закрывают вентиль баллона, отсоединяют его от пробоотборной линии, проверяют на герметичность и пробу маркируют.
Следует особо подчеркнуть, что при определении содержания сероводорода, меркаптановой серы, паров воды, метанола, гликолей и др., а также точек росы по влаге и углеводородам пробы отбирают непосредственно в прибор для анализа. Существенные особенности имеет и отбор проб газа из двухфазного (газожидкостного) потока: в этих случаях может устанавливаться промежуточная емкость (каплеуловитель), а также фильтр из стеклянной ваты. В этом случае решающее значение имеет представительность пробы и, по крайней мере, необходимо соблюдать так называемое условие изокине-тичности.
Для определения паров метанола, гликолей, бензола, толуола и примесей других высококипящих компонентов, содержащихся в малых количествах, применяют так называемые пробоотборники-концентраторы трубки различной формы, баллоны и другие сосуды, заполненные адсорбентами и имеющие герметично закрывающиеся запорные краны.
Можно отметить, что наряду с использованием ГОСТ 18917—82 на газодобывающих предприятиях разрабатывают и свои методики отбора проб, детально адаптированные к конкретным требованиям и применяемым методам контроля (например, подобные методики разработаны и активно используются в ПО “Уренгойгазпром”).
Перейдем к обсуждению методов определения состава углеводородных газов. В настоящее время метод газовой хроматографии является основным методом анализа природных газов и широко используется в газопромысловой практике. Стандарт по ГОСТ 23781—87 распространяется на природные углеводородные газы и устанавливает два хроматографических метода:
определения азота, кислорода, гелия, водорода, диоксида углерода и углеводородов С(—С6 при объемном содержании углеводородов С5+в не более
1 %, а азота не более 20 %;
определения углеводородов от С4 до С8 при объемном содержании от 0,001 до 0,5 %.
В первом методе углеводороды С(—С6 и диоксид углерода разделяют методом газожидкостной хроматографии, а неуглеводородные компоненты — с использованием газоадсорбционной хроматографии. Второй метод состоит в количественном определении индивидуальных углеводородов С4, С5, С6 и групп углеводородов С7 и С8 способом газожидкостной хроматографии в изотермическом режиме (или в режиме температурного программирования) с использованием плазменно-ионизационного детектора. В ГОСТ 23781—87 весьма детально регламентируются методики отбора проб, подготовки к анализу, ход анализа и обработки результатов.
Для хроматографического определения компонентного состава газа требуются калибровочные газовые смеси.
Разработан отраслевой стандарт (ОСТ 51.141—86) по манометрическому методу приготовления калибровочных газовых смесей, содержащих следующие компоненты природного газа: азот, гелий, аргон, диоксид углерода, метан, этан, пропан, бутаны. Однако этот стандарт не распространяется на приготовление калибровочных смесей, содержащих соединения серы, кислород, водород и углеводороды С5 и выше. Метод по ОСТ 51.141—86 весьма прост и состоит в последовательном дозировании отдельных компонентов газовой смеси в баллон постоянного объема. Содержание компонентов в газовой смеси определяется отношением изменения давления, вызванного введением компонента, к общему давлению газовой смеси (т.е. не учитывается поправка на неидеальное поведение компонентов в смеси при повышенных давлениях). Детально регламентируется методика приготовления смеси: расходы, время выдерживания пробы до сбрасывания избыточного давления и т.д. Готовую калибровочную смесь хранят при температуре, при которой
парциальное давление каждого компонента смеси меньше (или равно) 0,7 от давления насыщенного пара каждого компонента.
Весьма важным показателем товарного газа северных месторождений является содержание паров метанола в газе. К сожалению, этому показателю уделяется все еще недостаточное внимание.
Наиболее надежный метод определения метанола в сжатом природном газе — хроматографический. В этой связи в бывшей Чехословакии был разработан соответствующий стандарт СЭВ (2104—80). В настоящее время этот нормативный документ не действует в связи с распадом СЭВ (а аналогичный нормативный документ России до сих пор отсутствует).
В обсуждаемом стандарте СЭВ, который распространялся на горючие природные газы, установлен газохроматографический метод определения содержания метанола в природном газе. Газ через фильтр поступает в хроматографическую колонку из пробоотборной линии либо непосредственно из пробоотборника. Для проведения испытаний используют газовый хроматограф, оснащенный ионизационно-плазменным детектором и термостатом. В качестве наполнительного материала колонки рекомендуется Поропак Н или другой равноценный материал. Минимальное содержание метанола, которое определяется данным методом, по оценке разработчиков, составляет 5 мг/м3 газа (приведенного к нормальным условиям). При этом может быть достигнута точность определения содержания метанола в газе, равная 10—15 %.
Для того чтобы оценить возможности подобного хроматографического метода определения содержания метанола, приведем ориентировочные (расчетные) значения метанолосодержания газа: максимальное содержание метанола составляет 300—400 мг/м3 в валанжинском газе Уренгойского ГКМ (после установок НТС), а в северных магистральных газопроводах метано-лосодержание товарного газа может доходить до 30—50 мг/м3. Таким образом, разработанная СЭВ хроматографическая методика представляется вполне приемлемой для количественного определения содержания метанола в газовой фазе для природных газов северных месторождений России.
Что касается методов определения в горючих газах сероводорода и меркаптановой серы, то в настоящее время действуют три стандарта: ГОСТ 11382—76, ГОСТ 22387.2—83 и ГОСТ 26374—84.
ГОСТ 11382—76 распространяется на газы, получаемые в процессе переработки нефти. Устанавливается метод определения сероводорода в пределах от 0,001 до 15 мас. %. При этом применение метода в диапазоне 0,001— 0,010 мас. % рекомендуется для контроля товарной продукции, а в диапазоне 0,01—15 мас. % — для внутризаводского контроля. Суть методики состоит в химическом взаимодействии сероводорода с уксуснокислым свинцом, нанесенным на силикагель. В результате реакции образуется сернистый свинец, дающий черное окрашивание слоя силикагеля. По высоте слоя окрашенного силикагеля и определяется содержание сероводорода в анализируемом газе.
ГОСТ 22387.2—83 распространяется на газы горючие природные и устанавливает методы определения как сероводорода, так и меркаптановой серы. Для определения сероводорода разработаны два метода:
йодометрический при концентрации сероводорода от 0,010 г/м3 и более; фотоколориметрический при концентрации сероводорода не более 0,025 г/м3.
Для определения меркаптановой серы в ГОСТ 22387.2—83 также представлены два метода:
йодометрический при концентрации меркаптановой серы более 0,010 г/м3;
потенциометрический при концентрации меркаптановой серы не более 0,05 г/м3.
Иодометрический метод определения сероводорода заключается в поглощении сероводорода из газов подкисленными растворами уксуснокислого кадмия или хлорида кадмия с последующим йодометрическим титрованием (приливают в колбу избыток йода и, убедившись в его избытке по бурой окраске раствора, титруют этот избыток раствором тиосульфата натрия до светло-желтого цвета, далее приливают 1 см3 раствора крахмала и продолжают титровать до исчезновения синей окраски). В то же время йодометрический метод определения меркаптановой серы заключается в предварительном очищении от сероводорода испытуемого газа (пропусканием через поглотительную склянку с подкисленным 30%-ным раствором хлорида кадмия) и поглощении очищенного от сероводорода газа щелочным раствором хлорида кадмия с последующим йодометрическим титрованием образовавшегося мер-каптида кадмия.
Фотоколориметрический метод определения сероводорода заключается в поглощении сероводорода из испытуемого газа (подкисленным раствором уксуснокислого цинка или кадмия) и в последующем фотоколориметрическом или спектрофотометрическом определении метиленового синего, образующегося в кислой среде при взаимодействии сернистого цинка (кадмия) с N, N-диметил-п-фенилендиамином в присутствии хлорного железа.
Потенциометрический метод определения меркаптановой серы заключается в поглощении меркаптанов раствором гидроокиси калия из газа (предварительно очищенного от сероводорода) и в последующем потенциометрическом титровании поглотительного раствора раствором азотнокислого серебра в присутствии аммиака.
Метод определения общей и органической серы при концентрации в газе до 1000 мг/м3 стандартизирован ГОСТ 26374-84. Суть методики заключается в гидрировании серосодержащих органических соединений избытком влажного водорода в кварцевой трубе с платиновым катализатором (нагретым до 930-950 °С), с дальнейшим поглощением сероводорода раствором ацетата цинка и фотоколориметрическим или спектрофотоколориметри-ческим определением метиленового синего (образующегося в кислой среде при взаимодействии сернистого цинка с N, N-диметил-п-фенилендиамином в присутствии хлорного железа). Органическую серу определяют в газах, предварительно освобожденных от сероводорода.
Метод определения содержания кислорода установлен по ГОСТ 22387.3-77 и распространяется на газ для промышленного и коммунальнобытового назначения. Сущность метода - в абсорбционном поглощении кислорода щелочным раствором пирогаллола из природного газа (предварительно очищенного от кислых компонентов) и определении поглощенного кислорода. Испытуемый газ пропускается (несколько раз) через первый поглотительный сосуд с раствором гидроокиси калия, а кислород из газа поглощают во втором поглотительном сосуде щелочным раствором пирогаллола, причем объемную долю кислорода определяют по уменьшению объема газа после поглощения из него кислорода (расхождения между двумя параллельными испытаниями не должны превышать 0,2 %).
Механические примеси (смолы и пыль) в газе промышленного и коммунально-бытового назначения определяют по ГОСТ 22387.4-77. Суть метода -в осаждении смолы и пыли из газа на ватном фильтре и установлении количества осажденных веществ взвешиванием.
Важное практическое значение имеет стандарт, устанавливающий методы определения интенсивности запаха (ГОСТ 22387.5-77). Сущность метода состоит в создании 1%-ной газовоздушной смеси в комнате-камере и в оценке интенсивности запаха этой смеси специально подготовленными пятью испытателями (они должны быть без каких-либо признаков простудных заболеваний). Интенсивность запаха определяют по пятибалльной шкале:
0 - запаха нет;
1 - запах очень слабый (неопределенный);
2 - запах слабый (но определенный);
3 - запах умеренный;
4 - запах сильный;
5 - запах очень сильный.
Каждый испытатель дает две оценки: в начале испытаний и через одну минуту. Руководитель испытания усредняет полученные оценки. Напомним, что по ГОСТ 5542-87 запах считается достаточным, если средняя оценка интенсивности запаха составляет не менее трех баллов.
В ГОСТ 22387.5-77 представлен и более точный приборный метод определения интенсивности запаха. Суть этого варианта состоит в получении не менее трех различных концентраций газа в специальном приборе-одориметре (в пределах 0-2 об. %) и в оценке испытателями интенсивности запаха газовоздушной смеси, выходящей из воронки одориметра. Далее полученные субъективные результаты наносят графически не полулогарифмическую бумагу (координаты: интенсивность запаха - логарифм концентрации газа), строят усредненную зависимость и определяют интенсивность запаха в баллах, соответствующую 1%-ному содержанию (по объему) газа в воздухе (и как уже указывалось, интенсивность запаха должна быть не менее трех баллов).
Рассмотрим методы определения фигурирующих в ГОСТ 5542-87 таких важных показателей качества природного горючего газа, как плотность, теплота сгорания и число Воббе.
Плотность газа - один из важнейших показателей, который используется в расчетах при определении количества газа. При современных объемах перекачиваемого по магистральным газопроводам газа даже незначительная ошибка в измерении плотности газа приводит к весьма большим абсолютным ошибкам в определении его объема. Наиболее точным и надежным является весовой метод измерения плотности газа. Иностранные фирмы выпускают различные типы плотномеров для измерения плотности газа. Разработаны и конструкции денситометров, позволяющие измерять плотность газа под давлением в реальных условиях. При этом применяются микрокомпьютерные системы обработки и регистрации результатов измерений. Однако для калибровки подобных измерительных систем необходимо использовать лабораторные методы измерения плотности пикнометрическим взвешиванием или же расчетный метод по известному составу смеси.
Метод пикнометрического взвешивания находит применение и в отечественной газовой промышленности. Этот метод позволяет производить измерение плотности газа с допускаемым отклонением не более 0,005 кг/м3, что для природных газов составляет ошибку не более 0,5 %. Метод утвержден ГОСТ 17310-86.
Однако определение плотности газа методом пикнометрического взвешивания может быть использовано только для газов, неконденсирующихся в условиях измерений. Поэтому введен и ГОСТ на расчетный метод определения плотности исходя из компонентного состава газа. Этот стандарт распространяется на все природные газы (ГОСТ 22667—82).
Метод определения удельного веса и плотности газа расчетом по компонентному составу широко используется в практике аналитического контроля (как в России, так и за рубежом). Необходимым условием применения расчетного метода для определения плотности газа является надежный способ определения полного компонентного состава газа и использование постоянных стандартизованных значений плотностей чистых компонентов, составляющих природные углеводородные газы. В ГОСТ 22667—82 предполагается, что компонентный состав газа в объемных процентах должен быть определен хроматографическим методом в рамках ГОСТ 23781—87 (методом абсолютной калибровки). При этом делается оговорка, что стандарт не распространяется на газы, в которых фракция углеводородов С6+в превышает 0,1 об. %. Относительная плотность газа определяется расчетом по аддитивной формуле по известному составу газа. Расчетный метод еще до введения ГОСТ 22667—82 был всесторонне проверен во ВНИИГАЗе проведением сравнительных лабораторных измерений на искусственных смесях. Этими исследованиями установлено, что точность расчетного метода вполне соответствует точности метода пикнометрического взвешивания.
Теплота сгорания является основным показателем в оценке энергоемкости газа. Экспериментально теплота сгорания определяется калориметрами различных конструкций как лабораторного, так и промышленного типа, а также может быть рассчитана по известному компонентному составу газа.
Согласно ГОСТ 22667—82, теплота сгорания (высшая и низшая) определяется по аддитивной схеме с использованием данных по составу и соответствующих теплоте компонентов природного газа (в стандарте приведены эти данные для 0 и 20 °С). Расчетный метод оказывается предпочтительным в тех случаях, когда не требуется непрерывность измерений, поскольку метод весьма прост и в то же время является надежным и достаточно точным. Точность расчетного определения теплоты сгорания природных газов не ниже, чем ее определение проточными калориметрами или сжиганием в калориметрической бомбе.
Число Воббе — показатель, который нормируется техническими условиями на природный газ по ГОСТ 5542—87, как определяющий взаимозаменяемость газов при сжигании в бытовых горелочных устройствах. Поскольку воббметры отечественной промышленностью не производятся, по ГОСТ 22667—82 рекомендуется определять число Воббе расчетом по измеренным или расчетным значениям относительной плотности и теплоты сгорания газа. Число Воббе W вычисляют по формуле
W = Q/Vd,
где Q — теплота сгорания; d — относительная плотность газа.
Проанализируем теперь методы определения точек росы по углеводородам и влаге в природных газах. Как уже отмечалось в предыдущем разделе, эти показатели являются центральными в отраслевом стандарте ОСТ 51.40— 93, устанавливающем показатели и нормы на качество газа, предназначенного для магистрального транспорта.
ГОСТ 20061—84 стандартизирует конденсационный метод определения точки росы по углеводородам для природных газов, не содержащих капельных взвесей углеводородов и гликолей. Суть метода заключается в визуальном или автоматическом измерении температуры начала конденсации углеводородов на поверхности охлаждаемого металлического зеркала при непрерывном потоке над ним предварительно осушенного анализируемого газа и фиксированном давлении. В стандарте установлены только общие обязательные требования к средствам измерения. Это позволяет использовать на практике различные конструкции приборов конденсационного типа.
В технологическую схему определения точки росы по углеводородам, согласно ГОСТ 20061-84, может быть включен узел селективной осушки газа от влаги посредством пропускания его через емкость, заполненную хлоридом кальция (если температура точки росы по углеводородам не ниже минус 10 °С) или хлорнокислым магнием (при температуре точки росы по углеводородам до минус 30 °С). Это позволяет производить измерения в условиях, когда точка росы по углеводородам ниже, чем точка росы по влаге. Важная особенность методики проведения испытания - достаточно медленное охлаждение измерительного зеркала так, чтобы скорость понижения температуры ее поверхности не превышала 1 °С/мин, а в окрестности предполагаемой точки росы - не более 0,5 °С/мин. Рекомендуется температуру начала конденсации углеводородов измерять не менее трех раз с последующим осреднением. Допустимые отклонения отдельных измерений от среднего значения при плюсовых температурах точки росы не должны превышать ±1 °С, тогда как при более низких температурах точки росы отклонения допускаются до ±2 °С. Таким образом, точность определения этого показателя при температурах ниже 0 °С оцениваются примерно в ±1 °С, а при температурах выше 0 °С - примерно ±0,5 °С.
ГОСТ 20060-83 (с изменением № 1, ИУС № 2, 1989) устанавливает три основных (и наиболее распространенных) метода определения количества водяных паров и точки росы влаги: конденсационный, электролитический (кулонометрический) и абсорбционный. При этом стандарт распространяется на природные углеводородные газы, поступающие с промысловых установок подготовки газа и газоперерабатывающих заводов в газопроводы, а также на газы, транспортируемые по магистральным газопроводам и поставляемые потребителям. Однако конденсационный и электролитический методы данного стандарта не распространяются на природные газы с установок, где в качестве абсорбента используются метанол или другие растворимые спирты. На взгляд авторов, эта, казалось бы, существенная оговорка разработчиков ГОСТа представляется не вполне справедливой для приборов конденсационного типа. Так, в случае использования метанола как летучего абсорбента -ингибитора гидратов, приборы конденсационного типа фактически будут фиксировать температуру точки росы по водометанольному раствору (точка росы по ВМР). В случае абсорбционной осушки природного газа растворами гликолей (ДЭГ, ТЭГ, с очень малой летучестью паров), но при подаче метанола в шлейфы кустов скважин (что характерно для северных месторождений в зимнее время года) приборы конденсационного типа также будут фиксировать точку росы по ВМР (а не по чистой воде).
Конденсационный метод определения точки росы по влаге по ГОСТ 20060-83 вполне аналогичен методу определения точки росы по углеводородам по ГОСТ 20061-84. Суть метода - в измерении температуры равновесия между образованием и испарением росы на поверхности металлического зеркала, контактирующего с исследуемым природным газом. Рекомендуется (при снижении температуры зеркала) определять температуру начала конденсации воды (визуально либо автоматически), а затем, отключив охлаждение, и при нагреве зеркала определять температуру испарения росы с поверхности прибора. Такое измерение температур начала испарения и конденсации повторяют не менее трех раз, при этом одновременно фиксируется давление испытуемого газа в измерительной системе. Вычисляют средние значения температур конденсации и испарения (причем различия между ними не должны превышать 3 °С) и за искомую точку росы принимают среднее арифметическое температур конденсации и температур испарения. Далее вычисляют влагосодержание V (в г/м3) газа (приведенное к 20 °С и давлению 101,325 кПа) по формуле типа Бюкачека:
V = A (Щ1325 + в,
где А, В - коэффициенты, зависящие от температуры (табл. 8.7); р - давление (абсолютное) газа в измерительной камере, МПа.
Таким образом, точность конденсационного метода может быть оценена в ±(1,0-1,5) °С. Следует также отметить, что в рамках конденсационного метода фактически измеряется температура в системе “сжатый природный газ -переохлажденная вода”.
В отечественной газовой промышленности применяли приборы конденсационного типа ТТР (ТТР-3, ТТР-8, “Роса-1”) и серии ВИГ-2М, ВИГ-3М, тогда как в настоящее время на северных месторождениях используется главным образом прибор “Харьков-1 М” (или аналогичные), детальная методика работы с которым представлена по многолетнему опыту ЦНИПРа ПО Уренгойгазпром.
Индикатор кондиционности газов “ Харьков-1М” предназначен для кон-
ТАБЛИЦА 8.7
Коэффициенты А и В в зависимости от температуры точки росы для природных тазов
плотностью 0,7 кт/м3
|
Температура точки росы, °С |
А | В |
Температура точки росы, °С |
А | В |
|
+40 | 56,25 | 0,2630 |
-2 | 4,030 | 0,377 |
| +38 | 50,80 |
0,2425 | -4 | 3,480 | 0,0338 |
| +36 |
45,20 | 0,2240 | -6 | 2,990 | 0,030035 |
| +34 | 40,50 |
0,2070 | -8 | 2,550 |
0,02710 |
| +32 |
36,10 | 0,1895 | -10 |
2,188 | 0,0229 |
|
+30 | 32,30 | 0,1740 |
-12 | 1,868 |
0,02155 |
| +28 |
28,70 | 0,1595 | -14 |
1,590 | 0,01927 |
|
+26 | 25,50 | 0,1463 | -16 | 1,350 |
0,01705 |
| +24 |
22,80 | 0,1343 | -18 |
1,1440 | 0,01510 |
| +22 | 20,15 | 0,1227 | -20 | 0,9600 |
0,0134 |
| +20 |
17,87 | 0,1120 | -22 |
0,8090 | 0,01168 |
| +18 | 15,75 | 0,1020 | -24 | 0,6775 |
0,01043 |
| +16 |
13,94 | 0,0930 | -26 |
0,5660 | 0,00921 |
| +14 | 12,39 | 0,0855 | -28 | 0,4715 |
0,00806 |
| +12 |
10,72 | 0,0767 | -30 |
0,3910 | 0,00710 |
| +10 | 9,39 | 0,0696 | -32 | 0,3235 |
0,00623 |
| +8 |
8,200 | 0,0630 | -34 |
0,2670 | 0,00538 |
| +6 | 7,150 | 0,0571 | -36 | 0,2189 |
0,00465 |
| +4 |
6,225 | 0,0515 | -38 |
0,1780 | 0,00402 |
| +2 | 5,400 | 0,0464 | -40 | 0,1451 |
0,00347 |
| 0 |
4,670 | 0,0418 |
П р и м е ч а н и я: 1. При промежуточных значениях температуры допустима линейная интерполяция коэффициентов А и В. 2. Для природных газов, не содержащих кислых компонентов, зависимость влагосодержания от состава газа весьма слабая и ею в большинстве случаев можно пренебречь. 3. Согласно нашим исследованиям, погрешность расчета влагосодержания “по Бюкачеку” при температурах ниже 10 °С может составлять более 10 % (погрешность возрастает с понижением температуры).
троля качества подготовки природных газов по влаге и углеводородам. Он позволяет осуществлять визуальный контроль температуры точки росы исследуемого газа в момент конденсации влаги и/или углеводородов на зеркальной поверхности конденсационной камеры индикатора. Прибор активно используется на УКПГ сеноманских залежей Уренгойского, Ямбургского и других месторождений севера Тюменской области.
Схема подключения прибора дана на рис. 8.1. Важная особенность этого прибора - создание по длине конденсационной поверхности постоянного во времени (разумеется, на период проведения измерений) перепада температур за счет использования вихревой трубки (горячий и холодный потоки газа, формирующиеся в вихревой трубке, соответственно нагревают одну часть и охлаждают другую часть конденсационной зеркальной поверхности рабочей камеры). Температура вдоль этой поверхности измеряется шестью термометрами. Таким образом, прибор “Харьков-1 М” в части схемы охлаждения зеркальной поверхности не вполне строго “вписывается” в ныне действующий ГОСТ 20060-83.
Для устранения попадания с исследуемым газом на зеркальную поверхность прибора капельной жидкости необходимо на входе исследуемого газа в прибор “Харьков-1 М” установить фильтр-сепаратор. Весьма существенно, что отбор газа на вихревую трубку прибора и исследуемого газа должен осуществляться с разных манометрических штуцеров. Подачу газа на вихревую трубку рекомендуется производить в течение 20-30 мин до установления постоянных температур на образцовых термометрах. На термометре № 1
1
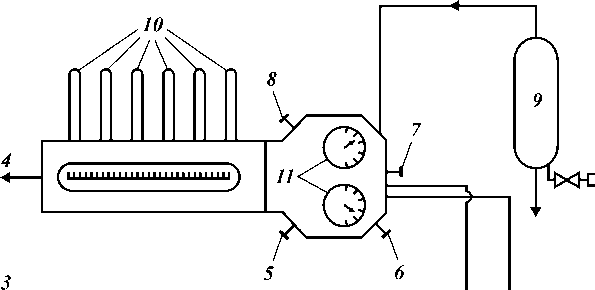
*- -2
¦ХН:
Рис. 8.1. Схема подключения прибора “Харьков-1М”:
/ - вход исследуемого газа; 2 - вход газа на вихревую трубку; 3 - выход исследуемого газа; 4 -выход смеси холодного газа; 5 - маховичок входа газа в вихревую трубку; 6 - маховичок выхода исследуемого газа; 7 - пробковый кран регулировки перепада температур на конденсационной поверхности; 8 - маховичок входа исследуемого газа; 9 - фильтр-сепаратор; 10 - термометры;
11 - манометры
температура должна быть на 5-7 °С ниже ожидаемой температуры точки росы по влаге (т.е. примерно минус 25 °С для УКПГ сеноманских залежей). Расход исследуемого газа следует установить минимально возможным (на зеркальной поверхности должно наблюдаться “медленное движение” газа).
Углеводороды и влагу на конденсационной поверхности прибора различают по цвету: пленка углеводородов имеет на границе радужный оттенок; влага имеет серовато-матовый оттенок (как запотевшее зеркало). Если влага на конденсационной поверхности слабо видна, то следует дожидаться замерзания (точнее, “загидрачивания”) выпавшей жидкости.
На рис. 8.2 представлены различные, наблюдавшиеся экспериментально виды границы выпадения влаги (кружок - точка снятия значения температуры точки росы). Конфигурации границ связаны с невозможностью установления одинаковых скоростей исследуемого газа и особенностями распределения температур по конденсационной поверхности. Поэтому значение температуры точки росы (см. рис. 8.2, а, б) необходимо брать в точке, лежащей на границе выпадения влаги со стороны термометров. На рис. 8.2, в, г показана методика выбора температуры в случае дугообразной границы влаги. Если эта граница оказалась размытой, то необходимо повторить замер.
Пример 1 определения точки росы по влаге (см. рис. 8.2, в).
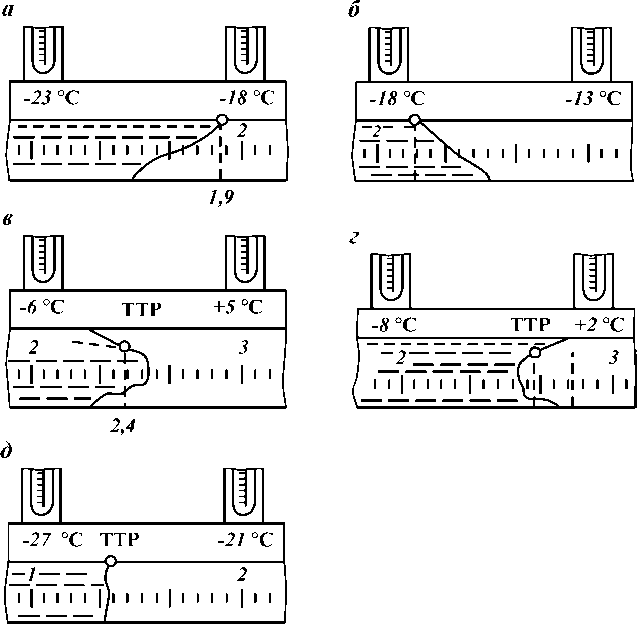
Рис. 8.2. Методика снятия показаний температуры точки росы газа (ТТР) во влаге:
а - ТТР = -18,5 °С; 6 - ТТР = -17,5 °С; в - ТТР = -1,6 °С; г - ТТР = -1 °С; д - ТТР
= -25,2 °С
Температура точки росы находится по шкале прибора на делении 2,4 между термометрами 2 и 3 с температурами -6 и +5 °С соответственно. Определим цену одного деления. Для этого количество градусов, “уложившихся” между этими термометрами, разделим на число делений между ними (10), т.е. (-6) - (+5) = (-11) разделим на 10. Таким образом, цена одного деления равна 1,1 °С. Температура зеркала на делении 2,4 равна: (-6) - (1,1x4) = -1,6 °С. Следовательно, ТТР в данном примере равна -1,6 °С при существующем давлении в системе.
Пример 2 определения точки росы по влаге (см. рис. 8.2, а).
ТТР находится на шкале прибора на делении 1,9 между термометрами 1(t = -23 °С) и 2(t = -18 °С). Число градусов, “уложившихся” между этими термометрами, будет (-23) - (-18) = (-5). Цена одного деления равна 0,5 °С. Следовательно, ТТР при существующем давлении будет (-18) -- (0,5x1) = -18,5 °С. Полученную ТТР при существующем давлении при необходимости можно легко пересчитать на любое другое давление (например, на рабочее давление в магистральном газопроводе).
Важно отметить, что определение температур точки росы по влаге и углеводородам существующими конденсационными приборами, в том числе и “Харьков-1 М”, для газов сепарации установок НТС газоконденсатных месторождений практически не представляется возможным. Это связано с наличием в газе сепарации большого количества конденсата наряду с метанолом и водой, поэтому на зеркальной поверхности индикатора образуется сплошная пленка жидкости, и определить раздельно температуры точки росы по ВМР и углеводородам не удается. Поскольку выноса влаги (точнее, ВМР) в капельном виде с газами сепарации обычно не наблюдается, то можно полагать, что температура точки росы газа сепарации по влаге близка (скорее всего, на несколько градусов выше) к температуре газа в низкотемпературном сепараторе. Небольшое различие может быть связано с некоторой не-равновесностью процесса и капельным уносом нестабильного конденсата, содержащего растворенный метанол.
Для природных газов, поступающих на КС (на Уренгойском ГКМ это смесь валанжинского и сеноманского газов), температура точки росы как по влаге, так и по углеводородам уже может определяться индикатором типа “Харьков-1 М”, так как в начальный момент прохождения исследуемого газа через прибор на зеркальной поверхности видна радужная пленка. Удается зафиксировать температуру на границе образования пленки достаточно обоснованно и принять эту температуру за ТТР по углеводородам. Далее следует дождаться замерзания пленки. Температура границы замерзания несколько ниже ТТР по углеводородам. Последнюю температуру и можно приближенно принять за ТТР по влаге.
Но вернемся к обсуждению ГОСТ 20060-83. Стандартом рекомендуется и второй метод - электролитический (кулонометрический). Но в этом методе непосредственно измеряется не точка росы, а влагосодержание газа. Кулонометрические влагомеры содержат влагочувствительный элемент - пленку оксида фосфора Р2О5. Суть метода заключается в извлечении водяных паров из потока исследуемого газа частично гидратированным оксидом фосфора при одновременном электролитическом разложении извлекаемой влаги и измерении тока электролиза (а шкала прибора градуируется на влагосодержание, например, она может быть проградуирована в единицах ррм). Следует отметить, что с оксидом фосфора реагируют и пары спиртов (метанола и др.), гликоля, ацетона, что приводит к некоторому искажению показаний.
Поэтому стандарт не рекомендует использовать кулонометрический метод, если парциальная доля метанола в парах воды превышает 10 %. Кроме того, имеется и ограничение сверху на значение влагосодержания: содержание влаги в газе должно быть не более 0,2 об. %. В стандарте приведены данные, позволяющие пересчитать влагосодержание на значение точки росы (при разных давлениях природного газа).
Интересно отметить, что кулонометрическим методом можно измерять влажность не только природного газа, но и углеводородного конденсата (или ШФЛУ), предварительно испаряя сжиженную углеводородную смесь перед подачей в прибор. Подобная методика определения влажности ШФЛУ была детально разработана во ВНИИГАЗе еще в 60-е годы.
Отечественная промышленность выпускает ряд приборов кулонометрического типа (поэтому существовал лишь недавно отмененный ГОСТ 1714278 “Гигрометры кулонометрические”, содержащий общие технические условия на этот класс измерительной аппаратуры). В газовой промышленности в основном используются кулонометрические гигрометры серии “Байкал”. Одна из последних оригинальных разработок - “Байкал-5” (по ТУ 6-875К1.550.III).
Газ, анализируемый гигрометрами типа “Байкал”, не должен содержать механических примесей более 0,05 мг/м3, а капельно-взвешенных жидкостей (воды, ВМР, гликолей, масла, углеводородного конденсата) - более 0,1 мг/м3. Основной недостаток кулонометрических гигрометров - это довольно ограниченный срок службы электролитических ячеек.
Анализируя опыт использования кулонометрических влагомеров, нужно отметить, что влагомеры этого типа не нашли широкого применения на установках абсорбционной осушки газа северных месторождений (из-за влияния паров гликоля и метанола на показания; возможности выведения из строя датчика прибора при попадании капельно-жидкого гликоля на влагочувствительный элемент и, следовательно, необходимости постоянного квалифицированного технического обслуживания данного прибора).
Третий метод измерения влажности газа, рекомендуемый ГОСТ 2006083, - абсорбционный метод, основанный на поглощении водяных паров безводным диэтиленгликолем и последующем определении связанной ДЭГ воды титрованием раствором К. Фишера (напомним, что в состав реактива К. Фишера входят йод, диоксид серы, пиридин и метанол). ГОСТ допускает и хроматографическое определение воды в ДЭГ (как альтернатива методу К. Фишера). Весьма существенно, что данный метод (в любой модификации) может применяться для определения водяных паров при их содержании в газе не более 0,1 г/м3. Кроме того, при использовании метода К. Фишера содержание сернистых соединений в газе не должно превышать 0,03 г/м3. Количество пропускаемого через ДЭГ газа выбирается из условия, чтобы привес воды в гликоле был не менее 0,25 %. В стандарте приведена детальная методика расчета определяемого значения влагосодержания, исходя из количества поглощенной ДЭГ влаги и объема пропущенного газа, учитывающая и поправку на остаточное влагосодержание газа после абсорбции гликолем.
В заключение этого краткого и предварительного обсуждения нормативно-технической документации по определению точек росы по влаге, углеводородам и влагосодержания газа целесообразно отметить два существенных момента:
наличие разработок влагомеров, работающих на иных физико-хими-
| Показатель |
Метод испытания |
| Отбор проб газа Плотность Состав газа Содержание сероводорода и меркаптановой серы Содержание кислорода Точка росы газа по влаге и/или влагосодержание газа Точка росы газа по углеводородам Содержание механических примесей Теплота сгорания, высшая и низшая Число Воббе Октановое число Содержание ртути Содержание метанола Интенсивность запаха | По ГОСТ 18917-82, а также по методикам производственных объединений, разработанных на базе этого стандарта По ГОСТ 17310-86 (пикнометрический метод) По ГОСТ 22667-82 (расчетный метод, исходя из компонентного состава) По ГОСТ 23781-87 (два хроматографических метода) По ГОСТ 22387.2-83 (для природных газов) По ГОСТ 11382-76 (для газов, получаемых в процессе переработки нефти) По ГОСТ 26374-84 (общая и органическая сера) По ГОСТ 23781-83 (хроматографический метод) По ГОСТ 22387.3-77 (поглощение пирогаллолом) По ГОСТ 20060-83 (на влагомеры имеются ТУ) По ГОСТ 20061-84 По ГОСТ 22387.4-77 По ГОСТ 22667-82 (расчетный метод, исходя из компонентного состава газа) По ГОСТ 27193-86 (экспериментальный калориметрический метод определения высшей и вычисления низшей теплоты сгорания горючего газа в водяном калориметре) По ГОСТ 10062-75 (экспериментальный метод определения теплоты сгорания сжиганием в калориметрической бомбе в среде сжатого кислорода определенного объема газа) По ГОСТ 22667-82 (расчетный метод) По ГОСТ 27577-87 (расчетный метод) По ГОСТ 28726-90 (для газов, не содержащих сероводорода) В настоящее время действующего стандарта не имеется. Ранее действовал стандарт СЭВ 2104-80 По ГОСТ 22387.5-77 |
ческих принципах, а также существование ряда химических методов определения влажности;
необходимость доведения в ближайшие годы ряда существующих и новых методов, позволяющих корректно учесть наличие в газе метанола и гли-колей, до уровня возможности включения их в соответствующие нормативнотехнические документы.
В заключение этого раздела представим сводку основных методов испытаний углеводородных газов (табл. 8.8).
ТРЕБОВАНИЯ К КАЧЕСТВУ УГЛЕВОДОРОДНОГО КОНДЕНСАТА, ШФЛУ, СМЕСЕЙ ЛЕГКИХ ЖИДКИХ УГЛЕВОДОРОДОВ
При промысловой подготовке и заводской переработке природного и нефтяного газов помимо товарного газа получают целую гамму жидких углеводородных продуктов: конденсаты, широкую фракцию легких углеводородов (ШФЛУ), сжиженные газы, углеводородные фракции и чистые жидкие углеводороды, топлива для зажигалок, пропелленты, газовые бензины и дизельное топливо.
Какого-либо специального нормативно-технического документа, детально регламентирующего показателя качества этих углеводородных продуктов, пока что не разработано, тогда как для жидких нефтяных топлив - продуктов переработки нефти - соответствующий стандарт имеется - ГОСТ 4.2583. Для характеристики качества жидких углеводородных продуктов газопе-реработки обычно используются следующие физико-химические показатели: давление насыщенных паров; углеводородный состав (и/или фракционный состав); содержание меркаптановой серы и сероводорода, воды, щелочей, метанола; цвет, запах и др.
ГАЗОВЫЙ КОНДЕНСАТ
Различают стабильный и нестабильный газовые конденсаты. Нестабильный конденсат - продукция промысловых установок подготовки конденсатсодержащего природного газа. Нестабильный конденсат содержит наряду с компонентами С5+в и более легкие компоненты, тогда как в стабильных конденсатах содержание легких компонентов (С(-С4) сводится к технологически допустимому минимуму. Нестабильный конденсат частично стабилизируют (дегазируют) уже непосредственно на промысле, а затем по конденса-топроводу направляют на установки стабилизации и переработки (что чаще всего осуществляется в заводских условиях). Поэтому технические требования на стабильный конденсат обычно указываются непосредственно в регламентах на эксплуатацию установок промысловой подготовки газа, а также в регламентах на эксплуатацию установок стабилизации конденсата, действующих в пределах газодобывающего предприятия. Например, установка стабилизации конденсата (УСК) входит в комплекс установок подготовки конденсата к транспорту, действующих на базе Уренгойского и Ямбургского газоконденсатных месторождений (валанжинской залежи).
Разработаны технические требования на нестабильный конденсат, поступающий на УСК по конденсатопроводам с установок промысловой обработки газа Уренгойского и Ямбургского ГКМ по ТУ 05751745-02-88 (табл. 8.9). Как видно из данных таблицы, состав нестабильного конденсата по всем компонентам не регламентируется (норма дается только по компонентам Cj и С2), так как он определяется составом пластового газа (переменным во времени) и условиями его обработки на УКПГ. Поскольку термобарические режимы работы конденсатопроводов известны, то регламентация содержания Cj и С2 позволяет обеспечить внутрипромысловый транспорт нестабильного
ТАБЛИЦА 8.9
Технические требования на нестабильный конденсат по ТУ 05751745-02—88 с изменениями № 1 и № 2 (взамен СТП 51-02—84)
| Но | Норма для конденсата | ||
| мер п/п | Показатель |
Уренгойского ГКМ |
Ямбургского ГКМ |
|
1 | Содержание компонентов Cj-C2, мас. %, при температуре в сепарации, °С: | ||
| до -20 | 15 |
15 | |
| ниже -20 |
20 | 20 | |
|
2 | Содержание свободной метанольной воды в стабильной части, об. %, не более | 0,1 | 0,1 |
| 3 | Содержание механических примесей в стабильной части, мас. %, не более | 0,05 |
0,1 |
| 4 |
Концентрация хлористых солей в стабильной части, мг/дм, не более |
10 | 10 |
| 5 | Плотность при 20 °С, г/см3 | Не нормируется, но определение обязательно |
|
конденсата практически в однофазном (жидком) состоянии, что, в частности, сводит к минимуму пульсации гидродинамических параметров и повышает надежность системы внутрипромыслового транспорта конденсата.
В северных условиях нестабильный конденсат обычно транспортируется совместно с водными растворами ингибиторов гидратообразования (метанола или гликолей) на установки стабилизации конденсата. Эти примеси могут поступать как с установок подготовки газа (где они используются как абсорбенты и/или ингибиторы гидратов) за счет неполного разделения водной и углеводородной фаз либо непосредственно могут вводиться в конденсатопро-вод с тем, чтобы обеспечить его безгидратный режим (особенно в зимнее время года). Поэтому в технических требованиях на нестабильный конденсат указывается ограничение сверху на содержание водного раствора ингибитора, так, по ТУ 05751745-02-88 содержание ВМР ограничивается 0,1 об. % (см. табл. 8.9). Установки стабилизации конденсата предназначены для получения стабильного конденсата, деэтанизированного конденсата, ШФЛУ и других продуктов. Например, на Уренгойском заводе по переработке газового конденсата вырабатывают деэтанизированный конденсат, который поступает в конденсатопровод Уренгой - Сургут в целях его дальнейшей переработки на Сургутском заводе. Специально на этот продукт разработаны технические условия по СТП 05751745-67-92 (табл. 8.10). Кроме того, по северным про-дуктопроводам в целях уменьшения вязкости и температуры застывания перекачиваются смеси нефти с деэтанизированным конденсатом. На смесь нефтегазоконденсатную деэтанизированную, получаемую в результате смешивания конденсата газового деэтанизированного (выпускаемого Уренгойским заводом переработки газового конденсата) и уренгойской товарной нефти, разработаны ТУ 51-05751745-01-94. В настоящее время они заменены на ТУ 51-05751745-09-97 (табл. 8.11). Содержание нефти в смеси не должно превышать 25 об. %.
Стабильный газовый конденсат, применяемый как сырье на газоперерабатывающих заводах, должен отвечать отраслевому стандарту ОСТ 51.65-80 с изменениями (от 18.11.86 г. за № 818177/01 и от 04.09.91 г. за № 818177/02 с датой введения с 01.01.92 г. и сроком действия до 01.01.97 г. -в последние годы сроки действия обычно не указываются). Устанавливаются две группы конденсата в зависимости от содержания примесей: группа I -для установок стабилизации конденсата, группа II - для промыслов.
В соответствии с этим стандартом стабильный конденсат определяется
ТАБЛИЦА 8.10
Технические требования на деэтанизированный конденсат, закачиваемый в конденсатопровод Урентой - Суртут, по СТП 05751745-67-92 (взамен ТУ 51-452-89)
| Но мер п/п |
Показатель | Норма |
| 1 2 3 4 5 проце техни | Содержание метана и этана, мас. %, не более Содержание механических примесей, мас. %, не более Концентрация хлористых солей, мг/дм3, не более Содержание воды, мас. %, не более Плотность, кг/м3 П р и м е ч а н и я: 1. Допускается превышение нормы нт попутной нефти не нормируется (метод испытание ческими требованиями на смесь нефтегазоконденсатну | 0,8 0,05 100 0,1 Не нормируется, определение обязательно го показателю п. 1. 2. Массовый I по РД 015900-96-87). Сравни с ю (см. табл. 8.11). |
Технические требования на конденсат газовый стабильный, компаундированный нефтью
ТУ 51-05751745-09-97
| Но мер п/п |
Показатель | Норма |
| 1 2 3 4 5 6 7 8 (комп опред ривае | Давление насыщенных паров, кПа (мм рт. ст.), не более Компонентный состав (Cj-C5), мас. % Содержание механических примесей, мас. %, не более Концентрация хлористых солей, мг/дм3, не более Содержание воды, мас. %, не более Концентрация серы, мас. %, не более Содержание нефти в смеси, мас. %, не более Плотность при 20 °С, кг/м3 П р и м е ч а н и я: 1. Поставщик (ПО “Уренгойгазпро онентный состав) только для деэтанизированного кон еление этого показателя для нефтегазоконденсатной гся. 2. Показатель п. 6 (концентрация серы) определ |
66,7 (500) Не нормируется 0,05 100 0,5 Не нормируется 25 Не нормируется, определение обязательно м”) определяет показатель п. 2 денсата (на Уренгойском ЗПГК), меси поставщиком не предусмат-яется только для товарной нефти. |
как смесь углеводородов метанового, нафтенового и ароматического рядов, удовлетворяющая требованиям по ряду физико-химических показателей (табл. 8.12).
Основной показатель качества стабильного углеводородного конденсата - упругость насыщенных паров (определяется по ГОСТ 1756-52). Этот показатель главным образом характеризует наличие в нем легких углеводородов (С(-С4). По сравнению с первоначальными техническими условиями по ОСТ 51.65-80 требования на значение давления насыщенных паров согласно изменению № 2 ужесточены и составляют 500 мм рт. ст. независимо от группы конденсата и времени года. Исключение предоставлено только для конденсата Сосногорского ГПЗ в зимний период (с 1 октября по 31 марта), для которого допускается давление насыщенных паров не более 93,3 кПа
ТАБЛИЦА 8.12
Технические требования к качеству стабильного газового конденсата (по ОСТ 51.65-80) с изменениями № 818177/01 от 18.11.86 г. и № 818177/02 от 04.09.91 г. и № 3-96 -срок действия до 01.01.2002 г.
| Но мер п/п | Показатель |
Норма для стабильного конденсата | |
| Группа I | Группа II | ||
| 1 2 3 4 5 6 7 лее 0, ния и котор = 3 мг | Давление насыщенных паров, кПа (мм рт. ст.) Содержание воды, мас. %, не более Содержание механических примесей, мас. %, не более Концентрация хлористых солей, мг/дм, не более Содержание общей серы, мас. % Содержание сероводорода, мас. % Плотность при 20 °С, кг/дм3 П р и м е ч а н и е. Массовое содержание сероводорода в 03 %, но до 01.01.95 г. показатель не являлся браковочн транспортирования стабильного газового конденсата до ых концентрация сероводорода в воздухе рабочей зоны /м3 по ГОСТ 12.1.005-88. |
66,7 (500) 0,1 0,005 10 Не нормирует ется по требов те Определяют д конде Не нормиру определение онденсате устан ым. Технология тжна обеспечит! не должна пре! | 66,7 (500) 0,5 0,05 100 ся. Определя-анию потреби-ля ля сернистого нсата ется, однако обязательно ювлено не бо-сбора, хране-условия, при шшать ПДК = |
(700 мм рт. ст.). Таким образом, упругость пара стабильного конденсата должна быть такова, чтобы при нормальном атмосферном давлении обеспечивалось его хранение в жидком состоянии до температуры 38-40 °С.
Содержание воды в стабильном конденсате, равное 0,1-0,5 мас. % (определяется по ГОСТ 2477-65), допускается в пределах меньших, чем для сырой нефти (0,5-1 %). При этом содержание метанола не нормируется, хотя в отдельных случаях этот показатель может быть очень важен: он определяется и нормируется по согласованию с потребителем. Содержание общей серы и сероводорода также определяется по требованию потребителя (ГОСТ 19121-73 и ГОСТ 17323-71 соответственно). Содержание хлористых солей определяется по ГОСТ 21534-76 (раздел 1), механических примесей -по ГОСТ 6370-83, а такая практически важная характеристика, как плотность стабильного конденсата, - по ГОСТ 3900-85.
Кроме того, для оценки потребительских качеств стабильного конденсата (например, в целях его дальнейшей переработки) по согласованию с заказчиком могут определяться дополнительно следующие показатели: цвет, фракционный состав, количественное содержание сернистых соединений, парафина, ароматических углеводородов, гликолей и метанола, температура застывания и другие физико-химические параметры. Все указанные параметры определяются стандартными методами, используемыми при анализе нефти и нефтепродуктов (см. следующий параграф). Это замечание прежде всего относится к товарному стабильному конденсату, поставляемому на экспорт. В данном случае специального нормативно-технического документа не имеется и физико-химические показатели углеводородного продукта определяются условиями соответствующего контракта. В дополнение к ОСТ 51.65— 80 (группа I) в соглашениях на экспортную поставку обычно дополнительно нормируются плотность конденсата и его фракционный состав, а также могут быть установлены более жесткие требования на содержание хлористых солей.
ШИРОКАЯ ФРАКЦИЯ ЛЕГКИХ УГЛЕВОДОРОДОВ
ШФЛУ производится предприятиями как газовой, так и нефтяной промышленности и представляет собой деэтанизированную газовую смесь легких парафиновых углеводородов. Основное требование к качеству ШФЛУ -свести к возможному минимуму содержание метана и этана в целях уменьшения упругости паров ШФЛУ и тем самым сокращения ее потерь при транспортировании и хранении, тогда как содержание углеводородов С5 и С6+В регламентируется в ШФЛУ с учетом особенностей дальнейшей переработки.
В настоящее время разработаны и действуют технические требования по ТУ 38.101524-83, которые распространяются на широкую фракцию легких углеводородов нефтестабилизированных установок, установок комплексной подготовки нефти и блоков стабилизации нефтеперерабатывающих предприятий, а также на широкую фракцию легких углеводородов газоперерабатывающих предприятий. ШФЛУ применяется в качестве сырья газофракционирующих установок, нефте-, газоперерабатывающих и нефтехимических предприятий.
Установлены три марки ШФЛУ (А, Б, В), отличающиеся по содержанию С(-С2, С3 и С4-С5 (табл. 8.13). В этих же технических условиях детально разработаны методы отбора проб ШФЛУ и определения ее состава.
| Но мер п/п | Показатель |
Норма по маркам | ||
|
А | Б | в | ||
| 1 | Углеводородный состав, мас. %: | |||
| сумма углеводородов Cj-C2, не более | 3 |
5 | - | |
|
С3, не менее | 15 |
- | - | |
|
сумма углеводородов С4-С5, не менее | 45 | 40 |
35 | |
| сумма углеводородов С6+в | 11 | 25 | 50 | |
|
2 | Содержание сероводорода и меркаптановой серы, мас. | 0,025 | 0,05 | 0,05 |
| %, не более | ||||
| 3 |
Содержание взвешенной воды | Отсутствует | ||
|
4 | Содержание щелочи |
|||
| 5 |
Внешний вид | Бесцветная прозрачная | ||
| жидкость | ||||
| П р и м е ч а н и е. Содержание сероводорода не нормируется на установках по | подготов- |
|||
| ке девонской нефти на промыслах. | ||||
Следует отметить, что техническими требованиям по ТУ 38.101524-83 не устанавливается содержание метанола и гликолей в ШФЛУ. Кроме того, показатель отсутствия взвешенной воды носит довольно условный характер: взвешенная (капельная) вода может появиться при охлаждении системы в продуктопроводе, поскольку применяемые в настоящее время методы осушки ШФЛУ допускают высокое ее влагосодержание на выходе из ГПЗ - до 0,1 кг/м3. Равновесное влагосодержание ШФЛУ сильно зависит от температуры и составляет примерно 170 г/т при 30 °С и 40 г/т при 0 °С, т.е. капельная вода может выделяться при продвижении ШФЛУ по продуктопро-воду. Это и приводит к необходимости предупреждения гидратообразования в ШФЛУ с использованием метанола или гликолей (попутно отметим, что процесс гидратообразования в ШФЛУ возможен при температуре 4-5 °С и ниже). Поэтому на ряде газоперерабатывающих предприятий России дополнительно проводятся анализы ШФЛУ на присутствие воды, гликолей и метанола.
Основное количество ШФЛУ выделяется из пластового газа Уренгойского, Ямбургского и Оренбургского газоконденсатных месторождений. Если
ТАБЛИЦА 8.14
Технические требования на ШФЛУ Оренбургского ГКМ (но ТУ 51-765—77 с изменением < 1)
ТАБЛИЦА 8.15
Технические требования на ШФЛУ Уренгойского завода но нереработке газового конденсата (согласно технологическому регламенту установки стабилизации конденсата)
| Показатель |
Норма |
| Состав, мас. %, не | |
| более: |
|
| сумма Cj и С2 |
2 |
| сумма С3 | 40 |
| сумма С5+В | 15 |
|
сероводород | 0,02 |
| мер каштановая | 0,90 |
| сера | |
|
метанол | 0,03 |
|
вода | Следы |
|
П р и м е ч а н и е | Со- |
| держание метанола в |
ШФЛУ |
| определяется только | у по- |
|
требителя. |
| Но мер п/п | Показатель |
Норма |
| 1 2 и щел бесцв( | Углеводородный состав, мас. %: сумма углеводородов Cj-C2, не более пропан, не менее сумма углеводородов С4-С5, не менее сумма углеводородов С6+в, не более Содержание сероводорода и меркаптановой серы, мас. %, не более В том числе сероводорода, не более П р и м е ч а н и е. Взвешенная (эмульсионна очь должны отсутствовать. Внешний вид Ш ;тная прозрачная жидкость. | 2,5 15 45 35 0,05 0,003 я) вода ФЛУ - |
в продукции северных месторождений сероводород и серосодержащие соединения практически отсутствуют, то в пластовом газе Оренбургского ГКМ имеется значительное количество сероводорода (до нескольких об. %). Поэтому с учетом реальных технологических возможностей в ПО Оренбурггаз-завод разработаны технические требования на ШФЛУ (ТУ 51.765-77 с изменениями, табл. 8.14), в частности, с несколько большими допусками на сернистые соединения, чем по ТУ 38.101524-83, разработанными в нефтяной отрасли. Согласно ТУ 51.765-77, для предупреждения гидратообразования в трубопроводе при транспорте ШФЛУ в продукт может добавляться концентрированный метанол, но в количестве не более 0,03 мас. %.
В то же время на Уренгойском заводе по переработке газового конденсата установлены “свои” требования к показателям качества ШФЛУ (табл. 8.15). Сравнивая данные (см. табл. 8.13-8.15), видим довольно существенные различия в углеводородном составе ШФЛУ по разным маркам и ТУ. Таким образом, в дальнейшем предстоит определенная работа по совершенствованию стандартизации ШФЛУ. Сейчас же следует ориентироваться главным образом на ТУ 38.101524-93.
СЖИЖЕННЫЕ ГАЗЫ
Сжиженные углеводородные газы, поставляемые в качестве топлива, регламентируются рядом документов, устанавливающих:
технические условия на газы сжиженные топливные, предназначенные для коммунально-бытового потребления и промышленных целей (ГОСТ 20448-90);
технические условия на газы углеводородные сжиженные, поставляемые на экспорт (ГОСТ 21443-75Э);
технические условия на газы углеводородные сжиженные для автомобильного транспорта (ГОСТ 27578-87).
Наличие трех основных нормативных документов связано с разным назначением сжиженных газов и вытекающими отсюда различиями в технических требованиях.
Согласно ГОСТ 20448-90 регламентируются следующие марки сжиженных углеводородных газов в зависимости от содержания основного компонента: пропан технический (ПТ); смесь пропана и бутана технических (СПБТ); бутан технический (БТ). ГОСТ 20448-90 рекомендует применение той или иной марки сжиженного газа для коммунально-бытового потребления в зависимости от системы газоснабжения, макроклиматического района (по ГОСТ 16350) и периода (летнего или зимнего). Требования к маркам сжиженного газа представлены в табл. 8.16.
ГОСТ 21443-75Э распространяется на сжиженные углеводородные газы, поставляемые на экспорт (технический пропан, технический бутан и их смесь). Основные физико-химические показатели сжиженных природных газов этого стандарта представлены в табл. 8.17. Важная особенность ГОСТ 21443-75Э - наличие очень жесткого показателя на содержание метанола -0,005 мас. % (введен изменением № 5 к этому стандарту). Несоблюдение показателя по содержанию метанола при поставках сжиженных газов на экспорт влечет за собой серьезные штрафные санкции. Аналогичный показатель может быть введен и в технические условия на ШФЛУ, а также на углеводородные фракции (поставляемые на экспорт). Соответствующие НТД находятся в стадии разработки.
мер
п/п
Не нормируется
75
Не нормируется
0,7
Не нормируется 60
60
1,6
1,8
1,6
0,013
0,003
1,6
0,16
0,013
0,003
1,6
0,013
0,003 Не допускается
Доля компонентов, мас. %:
метан, этан, этилен (в сумме) пропан, пропилен (в сумме), не менее бутаны и бутилены (в сумме), не менее
то же, не более Объемная доля жидкого остатка, %, не более Давление насыщенных паров (избыточное),
МПа:
при температуре 45 °С, не более при температуре -20 °С, не менее Доля сероводорода и меркаптановой серы, мас. %, не более
В том числе сероводорода, не более Содержание свободной воды и щелочи
П р и м е ч а н и е. По согласованию с потребителем для сжиженного газа марки СПБТ допускается доля пропана и пропилена (в сумме) не менее 60 мас. %.
ТАБЛИЦА 8.17
Технические условия на сжиженные газы, поставляемые на экспорт (по ГОСТ 21443-75 с изменениями № 1-6)
| Но мер п/п |
Показатель | Норма для | ||
| пропана техничес кого | бутана техничес кого | смеси пропана-бутана технического | ||
| 1 2 3 4 5 испыт согла си. О лем. 2 ствии метро | Углеводородный состав, мас. %: метан+этан, не более пропан, не более то же, не менее бутаны (в сумме), не более то же, не менее В том числе: н-бутан, не менее изобутан, не более непредельные углеводороды, не более Жидкий остаток (включая С5+,) при 20 °С, об. %, не более Давление насыщенных паров п р и 45 °С, МПа, не более Содержание общей серы для неодо- рированного газа, мас. % Содержание метанола, мас. %, не более П р и м е ч а н и я: 1. Не допускается соде ание на медную пластинку (для неодор .ованию с потребителем изменение соот доризация сжиженного углеводородного . В настоящее время является Межгосуд с изменением № 6, принятым Межго логии и сертификации (протокол № 8 от | 2 1 95 5 2 Отсутствие 1,6 0,01 0,005 эжание свобод ированного га. ношения содер аза проводите арственным ст су дарственным 12.10.95, см. |
98 96 2 Отсутствие 2 1,6 0,005 0,005 ной воды, щел !а). Кроме тог жания пропана I по согласова андартом стра советом, по ТУС, < 6, 19S | 4 40 60 2 2 1,6 0,01 0,005 очи, выдерживает о, допускается по и бутана в сме-нию с потребите-н СНГ в соответ-стандартизации, 6). |
ГОСТ 27578-87 распространяется на углеводородные сжиженные газы, предназначенные в качестве моторного топлива для автомобильного транспорта. Установлены две марки этого моторного топлива:
Технические требования на сжиженные углеводородные газы, применяемые как моторное топливо
|
Но мер п/п |
Показатель | Норма |
|
| марка ПА | марка ПБА | ||
| 1 |
Состав, мас. %: | ||
| сумма метана и этана | Не нормируется | ||
| пропан | 90±10 |
50±10 | |
| сумма углеводородов С4+, |
Не нормируется | ||
|
сумма непредельных углеводородов |
6 | 6 | |
|
2 | Жидкий остаток при температуре 40 °С, об. % |
Отсутствует | |
| 3 |
Давление насыщенных паров, избыточное, МПа, при | ||
| температуре, °С: |
|||
| 45 не более | - | 1,6 |
|
| -20 не менее |
- | 0,07 | |
|
-40 не менее | 0,07 |
- | |
| 4 |
Содержание сернистых соединений, мас. %, не более | 0,01 | 0,01 |
| В том числе сероводорода, не более | 0,003 | 0,003 | |
ПА - пропан автомобильный;
ПБА - пропан-бутан автомобильный.
Марка ПБА применяется в климатических зонах при температуре окружающего воздуха не ниже -20 °С, тогда как рекомендуемый интервал применения марки ПБ от -25 до -35 °С (но допускается ее применение до температуры 10 °С). Технические требования на эти марки представлены в табл. 8.18.
УГЛЕВОДОРОДНЫЕ ФРАКЦИИ И ЖИДКИЕ УГЛЕВОДОРОДЫ
Разработан ряд ТУ на углеводородные фракции и вырабатываемые из этих фракций чистые жидкие углеводороды.
Технические условия по ТУ 38.101489-79 распространяются на фракцию этановую, вырабатываемую на газофракционирующих установках газоперерабатывающих, нефтеперерабатывающих и нефтехимических предприятий. Фракция этановая применяется в качестве хладагента, сырья для пиролиза, в производстве бутиловых спиртов и т.д. Фракция этановая представляет собой этан в качестве основного компонента с примесями других углеводородов. Техническими условиями устанавливаются три марки: высшая, А, Б. Технические требования на фракцию этановую представлены в табл. 8.19. Состав фракции определяют хроматографически. Фракция этановая транспортируется по трубопроводу.
Технические условия по ТУ 51-03-09-87 распространялись на опытную
ТАБЛИЦА 8.19
Технические требования на этановую фракцию по ТУ 38.101489—79
|
Состав, мас, % | Норма по маркам | ||
| Высшая |
А | Б | |
|
Метан, не более Этан, не менее Пропан, не более Сумма С4+, Диоксид углерода Сероводород | 2 96 2 Не нормируется 0,01 0,002 | 2 95 3 Не нормируется 0,01 0,002 |
20 60 Не нормируется 2 Не нормируется 0,002 |
партию этана сжиженного чистого, полученную на Опытном заводе ВНИИГАЗа (табл. 8.20). В сжиженном этане должны отсутствовать водород, диоксид углерода, этилен, сероводород. Однако допускается содержание воды в количестве не более 15 ррм. В качестве исходного сырья для получения этана сжиженного может использоваться как непосредственно природный газ, так и этановая фракция по ТУ 38.101489-79.
Технические условия по ТУ 38.101490-89 распространяются на пропа-новую фракцию, вырабатываемую на установках газоразделения нефтехимических, нефте- и газоперерабатывающих предприятий. Устанавливаются две марки А и Б.
Пропановая фракция марки А применяется в качестве модификатора процесса полимеризации в производстве полиэтилена высокого давления, растворителя в процессе деасфальтизации масел и хладагента, марка Б -как пиролизное сырье. Из пропановой фракции марки А методом низкотемпературной ректификации получают сжиженный пропан (по ТУ 51-882-90). Технические требования на фракцию пропановую представлены в табл. 8.21.
Свободная вода и щелочь должны отсутствовать. Фракция пропановая транспортируется в цистернах и по трубопроводам.
Технические условия по ТУ 38.101497-79 распространяются на фракцию нормального бутана, вырабатываемую на центральных газофракционирующих установках и газофракционирующих установках нефтехимических, нефте- и газоперерабатывающих предприятий. Фракция нормального бутана представляет собой бутан с примесями небольших количеств сопутствующих углеводородов. Эта фракция применяется в качестве сырья для получения бутадиена в производстве синтетического каучука, а также для пиролиза и т.д. Установлены четыре марки: высшая и А, Б, В. Из фракции нормального бутана марки А методом низкотемпературной ректификации получают бутан нормальный сжиженный (по ТУ 51-946-90). Технические требования на фракцию бутановую представлены в табл. 8.22.
Свободная вода и щелочь должны отсутствовать. Транспортируется бу-тановая фракция в автомобильных и железнодорожных цистернах или по трубопроводу.
Фракция изобутановая по ТУ 38.101492-79 применяется в качестве сырья для процессов дегидрирования в производстве синтетического каучука, сернокислотного алкилирования изобутана олефинами и для других целей. Установлены четыре марки: высшая, А, Б, В. Из фракции изобутановой марки А получают методом низкотемпературной ректификации изобутан сжиженный (по ТУ 51-945-90). Технические требования на фракцию изобутано-вую представлены в табл. 8.23.
ТАБЛИЦА 8.20
Технические требования на сжиженный этан по ТУ 51-03-09-87
| Состав, мас. % |
Норма |
| Этан, не менее Метан, не более Сумма кислорода и азота, не более Сумма углеводородов С3+в, не более | 99,5 0,1 0,15 0,25 |
ТАБЛИЦА 8.21
Технические требования на фракцию пропановую по ТУ 38.101490-89
| Состав, мас. % |
Норма по маркам | |
|
А | Б | |
|
Сумма углеводородов Cj и С2, не более Сумма углеводородов С3, не менее В том числе пропилена, не более Сумма углеводородов С4, не более Сумма углеводородов С5+,, не более Сероводород | 2 96 0,2 3 Отсутствуют 0,003 |
4 90 10 10 1 0,003 |
|
Состав, мас. % | Норма по маркам | |||
| Высшая |
А | Б | В |
|
| Пропан, не более |
0,3 | 0,5 | 1 |
1 |
| Изобутан, не более | 0,9 | 1,5 |
4 | Не норми |
| руется | ||||
| Сумма бутиленов, не более | 0,5 | 1 |
1 | 2 |
|
Нормальный бутан, не менее |
98,6 | 97,5 | 94 |
88 |
| Сумма углеводородов С5+,, не более |
0,4 | 0,6 | 2,5 | 5 |
| Сероводород (и меркаптановая сера) | 0,005 | 0,005 | 0,01 |
0,01 |
ТАБЛИЦА 8.23
Технические требования на фракцию изобутановую но ТУ 38.101492—79
| Состав, мас. % |
Норма по маркам | |||
|
Высшая | А | Б | В | |
| Пропан, не более Изобутан, не менее Сумма бутиленов, не более Нормальный бутан, не более Сумма углеводородов С5+, Сероводород (и меркаптановая сера) П р и м е ч а н и е. Содержание суммы кам. Свободная вода и щелочь должны от< трубопроводу. | 1,3 98 0,5 0,7 0,005 углеводородов .утствовать. Тр | 1,5 97 0,5 2,0 Отсу 0,005 Cj-C2 не н анспортируе | 4,5 90 0,5 6,0 ствие 0,005 ормируется тся в цисте | 8 70 Не нормируется То же 0,01 по всем мар-рнах или по |
Для сжиженных пропана (по ТУ 51-882-90), бутана (по ТУ 51-946-90), изобутана (по ТУ 51-945-90) регламентируется содержание основного компонента не менее 99,75 об. % (для пропана - 99,8 об. %), сумма других углеводородов С3-С4 не более 0,25 об. % (для пропана сумма С4 не более 0,15 об. %). Сероводород и меркаптановая сера не должны присутствовать в количествах, больших 0,005 об. %. Свободная вода должна отсутствовать. Кроме того, для пропана сжиженного регламентируется содержание суммы компонентов азот+метан+этан не более 0,05 об. %.
Сжиженные смеси пропана и бутанов используются как пропелленты и как газовое топливо для зажигалок. Рассмотрим технические требования на эти виды сжиженных углеводородных смесей. Так, ТУ 39.892-83 (взамен ТУ 6-15-06-225-83) распространяются на пропеллент углеводородный, представляющий собой смесь пропана и бутанов, применяемую в качестве пропел-лента или составляющую пропеллента. Технические требования на пропеллент (марок А, Б, В) представлены в табл. 8.24.
Назначение пропеллента углеводородного - использование при выпуске ряда товаров народного потребления в аэрозольной упаковке: парфюмернокосметические, автокосметика, инсектициды, чистящие вещества и т.д. Ранее в качестве пропеллентов использовались главным образом смеси хладонов (например, применялся пропеллент марки УФ-1А, выпускаемый по ТУ 6-15-626-88). В настоящее время постепенно происходит замещение использования фреонов на другие реагенты в связи с тем, что некоторые фреоны, как полагают, активно участвуют в разрушении озонового слоя атмосферы Земли.
Технические условия по ТУ 51-291-86 распространяются на топливо для газовых зажигалок, представляющее собой смесь сжиженных углеводородных газов - пропана и бутанов. Топливо применяется при температурах
| Показатель |
Норма по маркам | ||
| А | Б | В | |
|
Избыточное давление насыщенных паров при 90 °С, МПа Состав, мас. %: этан, не более пропан-бутан, изобутан, не менее пентаны, не более Меркаптановая сера и сероводород, мас. % Нелетучие вещества, мас. % Вода, мас. % Запах | 0,25±0,02 0,5 99 0,5 0,0005 0,021 0,01 Соответст | 0,33±0,02 0,5 99 0,5 0,0005 0,021 0,01 вует по запаху эталону |
0,4±0,02 0,5 99 0,5 0,0005 0,021 0,01 образцу- |
от -10 до 55 °С. Для его изготовления может быть использована пропановая и изобутановая фракция марки А или высшая по ТУ 38.101490-79 и ТУ 38.101492-79. Допускается также изготовление топлива на основе сжиженных углеводородов: пропана по ТУ 51-882-90 и изобутана по ТУ 51-945-90. Однако изготовление топлива на основе одорированных углеводородов или фракций не допускается. Основные физико-химические показатели топлива для зажигалок: содержание компонентов (сумма метана и этана) - не более
0,5 мас. %; пропана не менее 2 мас. %, но не более 5 мас. %; изобутана не менее 90 мас. %, но не более 97,9 мас. %; н-бутана не более 6 мас. %; сумма пропилена и бутиленов не более 0,7 мас. %; сумма пентанов не более
0,5 мас. %; давление насыщенных паров избыточное, не более 0,8 МПа при 55 °С; содержание сероводорода и меркаптановой серы не более 0,005 мас. % в перерасчете на серу; масляное число 15 (по условной оценке наличия следов масла в остатке топлива, после испарения пробы топлива); должны отсутствовать свободная вода и механические примеси.
Разработан и действует также ряд ТУ на углеводородные фракции, содержащие пентановые углеводороды. Эти фракции могут транспортироваться как по трубопроводам, так и железнодорожным транспортом в цистернах, предназначенных для перевозки сжиженных газов.
Так, фракция нормального пентана по ТУ 38.101493-79 применяется в качестве сырья для процесса изомеризации в производстве синтетического каучука. Установлены две марки: высшая и А. Технические требования на фракцию нормального пентана представлены в табл. 8.25. Фракция изопен-тановая по ТУ 38.101494-79 применяется в качестве сырья для производства синтетического каучука и как высокооктановый компонент автомобильного и авиационного бензинов. Установлены две марки: А и Б. Технические требования на фракцию изопентановую представлены в табл. 8.26.
ТУ 38.101495-79 распространяется на фракцию пропан-бутан-пен-тановую (головки стабилизации и конденсат газов прямой перегонки нефти). Допускается вовлечение рефлюксов каталитического риформинга. Фракция пропан-бутан-пентановая представляет собой смесь пропана, изо- и нормального бутанов и легких бензиновых фракций. Используется эта фракция как сырье для пиролиза. Установлены две марки: А и Б. Технические требования на фракцию пропан-бутан-пентановую представлены в табл. 8.27.
ТУ 51-480-90 распространяются на фракцию пентан-гексановую (ФПГ), предназначенную для экспорта. Технические требования на ФПГ представлены в табл. 8.28.
Технические требования на фракцию Технические требования на фракцию
н-нентана но ТУ 38.101493-79 изонентановую но ТУ 38.101494-79
|
Состав, мас. % | Норма по маркам | |
| А |
Б | |
| Сумма углеводородов С2-С4, не более | 1,5 | 6 |
|
Изопентан, не менее | 97,5 | 80 |
| Нормальный пентан, не более | 2,5 |
18 |
| Сумма углеводородов С5+,, не более | 0,3 |
1 |
| Сумма непредельных углеводородов, не более | 0,5 | 1 |
|
Сернистые соединения в пересчете на серу, не более | 0,003 |
0,01 |
| Свободная вода и щелочь Механические примеси | Отсутствие | |
|
Состав, мас. % | Норма по маркам | |
| Выс шая | А | |
| Сумма углеводородов С4, не |
0,2 | 1 |
|
более | ||
|
Нормальный пентан, не | 96,5 | 93,5 |
| менее | ||
| Изопентан | Не норми | |
| руется | ||
|
Сумма циклопентанов и | 3,0 | 4,5 |
|
углеводородов С6+,, не более |
||
| В том числе сумма угле | 1,5 | 2 |
| водородов С6+,, не более | ||
|
Сумма непредельных угле | 0,3 | 0,5 |
| водородов, не более | ||
|
Сернистые соединения | 0,01 | 0,01 |
| Свободная вода и щелочь |
Отсутствие | |
|
Механические примеси | ||
Технические требования на фракцию нронан-бутан-нентановую но ТУ 38.101495-79
ТАБЛИЦА 8.27
| Состав, мас. % | Норма по маркам | |
| А | Б | |
|
Изобутан, не более Сумма углеводородов С5+,, не более Сумма непредельных углеводородов С2-С4, не более Сероводород, не более Свободная вода и щелочь |
10 25 2 0,002 Отсут | 12 50 10 0,002 ствие |
ТАБЛИЦА 8.28
Технические требования на фракцию нентан-гексановую но ТУ 51-480-90
| Показатель |
Значения |
| Плотность при 20 °С, кг/м3, не более Фракционный состав: температура, °С: начала кипения, не ниже перегонки 10 об. %, не выше перегонки 50 об. %, не выше перегонки 90 об. %, не выше конца кипения, не выше остаток в колбе, %, не более Давление насыщенных паров, мм рт. ст., не более Кислотность, мг КОН на 1 см3 фракции, не более Концентрация фактических смол, мг на 100 см3 фракции, не более Содержание серы, мас. %, не более Содержание меркаптановой серы, мас. %, не более Испытание на медной пластинке Содержание свинца, мг на 1 кг фракции, не более Углеводородный состав, мас. %, не более: ароматические углеводороды нафтеновые углеводороды П р и м е ч а н и е. По согласованию с заказчиком допустимы изменения му и углеводородному составу. | 725 35 65 95 125 160 2 600 1 10 0,02 0,002 Выдерживает 0,05 10 48 по фракционно- |
Из газовых конденсатов вырабатывают бензиновые и дизельные фракции, газоконденсатные бензины и дизельные топлива. Детально разработаны технические условия и на топливо этих видов.
Прежде всего рассмотрим ТУ на бензиновые фракции газоконденсатные и бензины газоконденсатные. Технические требования по ТУ 51-275-91 распространяются на фракцию газоконденсатную бензиновую, вырабатываемую из газовых конденсатов газоконденсатных месторождений северных районов России (разработаны в ПО Норильскгазпром). Фракция применяется как компонент товарных автобензинов. Установлены нормы и требования на 13 основных физико-химических показателей: октановое число (не менее 75 по моторному методу); фракционный состав (10 % перегоняется при температуре не выше 90 °С; 50 % перегоняется при температуре не выше 110 °С; 90 % перегоняется при температуре не выше 130 °С, конец кипения не выше 160 °С, остаток в колбе не более 1,5 %); давление насыщенных паров не более 93,325 кПа, или 700 мм рт. ст.; фактическая концентрация смол не более 3 мг на 100 см3 фракции; мас. % серы не более 0,1 %, при этом выдерживает испытание на медной пластинке (по ГОСТ 6321-69); должны отсутствовать вода, водорастворимые кислоты и щелочи, механические примеси; фракция бесцветная, ее плотность не нормируется (однако определение плотности обязательно); кислотность (не более 1 мг КОН на 100 см3 фракции); индукционный период на месте производства фракции (не менее 900 мин).
Технические требования по ТУ 5112-06-05751745-96 на бензин стабильный газовый (фракция) разработаны применительно к условиям ПО Урен-гойгазпром. Бензин стабильный газовый (фракция) является сырьем для дальнейшей переработки с целью получения высокооктановых моторных топлив (поэтому нормируемая нижняя граница октанового числа по моторному методу составляет 62).
Технические требования по ТУ 51-03-11-88 на фракцию газоконденсатную бензиновую представлены в табл. 8.29.
Технические условия по ТУ 39-1340-89 распространяются на стабильный газовый бензин, полученный путем переработки нефтяного газа, газового конденсата и ШФЛУ, получаемых на газоперерабатывающих предприятиях. Данный продукт является в основном смесью предельных углеводородов С3-С6+в и применяется в качестве пиролизного сырья нефтехимических производств, сырья газофракционирующих установок, а также для компаундирования автомобильного бензина.
Установлен бензин двух марок: легкий (БЛ) и тяжелый (БТ) (табл. 8.30). Данный продукт должен выдерживать испытание на медной пластинке, не содержать воды и механических примесей, быть прозрачным, без цвета. Углеводородный состав стабильного бензина данными техническими условиями (ТУ 39-1340-89) не устанавливается.
Кроме того, был разработан ряд ТУ на опытно-промышленные партии бензина, например ТУ 51-03-05-85 для опытной партии бензина Шебелин-ского ГПЗ; ТУ 51-03-17-89 для опытно-промышленной партии бензина автомобильного газоконденсатного для газоконденсатов ПО Якутгазпром (в последнем случае для повышения октанового числа допускается введение в бензин антидетонационной присадки типа экстралин в количестве не более 1,3 мас. %); ТУ 51-01-12-85 на газовый бензин стабильный, вырабатываемый на Азербайджанском ГПЗ (разумеется, все эти ТУ уже не действуют).
Технические требования по ТУ 51-03-11—88 на фракцию газоконденсатную бензиновую прямогонную (ФГБП) как компонент для автобензинов газоконденсатных прямогонных
| Но |
Нормы ФГБП | ||
| мер п/п | Показатель |
зимний вид | летний вид |
| 1 2 |
Детонационная стойкость, октановое число по моторному методу, не менее Фракционный состав: температура, °С: |
66 | 66 |
| начала перегонки, не ниже |
Не нормируется | 35 | |
| перегонки 10 об. %, не выше | 55 | 70 | |
| перегонки 50 об. %, не выше |
110 | 120 | |
| перегонки 90 об. %, не выше |
130 | 145 | |
|
конца кипения, не выше | 160 | 170 | |
|
остаток в колбе, %, не более |
1,5 | 1,5 | |
|
остаток и потери, %, не более |
4 | 4 | |
| 3 | Давление насыщенных паров бензина, Па (мм рт. ст.) в пределах, не более | 66661-93325 (500-700) | 66661 (500) |
| 4 |
Кислотность, мг КОН на 100 см3 бензина, не более | 1 |
1 |
| 5 |
Концентрация фактических смол, мг на 100 см3 бензина, не более (на месте производства) | 5 |
5 |
| 6 |
Индукционный период на месте производства бензина, мин, не более |
900 | 900 |
|
7 | Массовая доля серы, %, не более | 0,1 | 0,1 |
| 8 | Испытание на медной пластинке |
Выдерживает | |
| 9 |
Водорастворимые кислоты и щелочи | Отсутствие | |
|
10 | Механические примеси и вода | ||
| 11 | Цвет |
Бесцветный | |
| 12 |
Плотность при 20 °С, г/см3 |
Не нормируется, определяется обязательно | |
| П р и м е ч а н и я: 1. Показатель по п. 12 не нормируется | но определяется для расчета | ||
| массового расхода. 2. Нормы по показателям пп. 3, 4, 5, 6, определяет по требованию потребителя. | 7 изготовитель | гарантирует и | |
ТАБЛИЦА 8.30 Технические требования на бензин по ТУ 39-1340—89
| Показатель | Норма по маркам | |
| БЛ | БТ | |
| Фракционный состав: | ||
| температура, °С: |
||
| начала кипения | 25 | 30 |
|
конца кипения | 150 |
185 |
| остаток в колбе, %, не более | 1,3 | 1,5 |
| остаток и потери, %, не более | 5 | 5 |
| Содержание фактических смол, мг/100 мл | 5 | 5 |
| Давление насыщенных паров, гПа, не более | 1200 |
850 |
| Содержание общей серы, мас. %, не более | 0,04 |
0,05 |
В настоящее время в газовой промышленности основным нормативнотехническим документом, определяющим технические требования на бензин газоконденсатный, являются ТУ 51-499-90. Они распространяются на бензины автомобильные газоконденсатные (АГ), вырабатываемые прямой перегонкой из газовых конденсатов месторождений Западной Сибири, Якутии (и других северных районов России) и применяемые в качестве топлива для карбюраторных автомобильных двигателей. При этом предполагается использование этого топлива непосредственно в районах расположения газо-
ТАБЛИЦА 8.31
Показатели и нормы на бензин автомобильный газоконденсатный но ТУ 51-499—90
|
Но | Нормы для вида | ||
| мер п/п |
Показатель | летний |
зимний |
| 1 |
Детонационная стойкость: октановое число по моторному методу, не менее | 76 | 76 |
| 2 | Фракционный состав: температура, °С: начала перегонки, не ниже | 35 |
Не нормиру |
|
перегонки 10 об. %, не выше | 70 | ется 55 | |
| перегонки 50 об. %, не выше |
115 | 100 | |
|
перегонки 90 об. %, не выше |
145 | 145 | |
|
конца кипения, не выше | 170 | 150 | |
|
остаток в колбе, %, не более |
1 | 1 | |
|
остаток и потери, %, не более |
4 | 4 | |
| 3 | Давление насыщенных паров бензина, Па (мм рт. | 66661 (500) |
66661-93325 |
| 4 |
ст.) в пределах, не более Кислотность, мг КОН на 100 мл бензина, не более | 3 | (500-700) 3 |
| 5 |
Концентрация фактических смол, мг на 100 мл бензина, не более (на месте производства) Индукционный период на месте производства бензи | 5 | 5 |
| 6 | 1200 |
1200 | |
| 7 | на, мин, не более Содержание серы, мас. %, не более | 0,10 | 0,10 |
| 8 | Испытание на медной пластинке |
Выдерживает | |
| 9 |
Водорастворимые кислоты и щелочи | Отсутствие | |
|
10 | Механические примеси и вода | ||
| 11 | Цвет |
Бесцветный | |
| 12 |
Плотность при 20 °С, г/см3 |
Определение обязательно, |
|
| 13* | Содержание экстралина, мас. %, не более |
не нормируется 1,3 | |
|
П р и м е ч а н и я: 1. Показатель по п. 12 не нормируется | но определяется для расчета | ||
| массового расхода топлива. 2. Введение присадки в обязательном порядке | указывается в | ||
| товарном паспорте бензина АГ. Количественное определение содержания | экстралина в | ||
| бензине осуществляется методом диаэотирования (по приложению к данному 1У). 3. Показа | |||
| тель со звездочкой изготовитель гарантирует и определяет по | требованию потребителя. | ||
конденсатных месторождений. Установлены два вида топлива: летний и зимний с октановыми числами (по моторному методу) не менее 76. Для достижения октанового числа, равного 76, допускается использование андиде-тонационных присадок типа экстралин (монометиланилин технический, по ТУ 6-02-571-90) в количестве не более 1,3 мас. %. Технические требования на бензин газоконденсатный представлены в табл. 8.31.
Из газовых конденсатов посредством прямой перегонки или компаундированием дизельных фракций газоконденсата с товарными дизельными топливами вырабатывают дизельное топливо газоконденсатное широкофракционное трех основных марок: зимнее, арктическое и летнее. Топлива рекомендуются для разных климатических зон. Физико-химические показатели этих топлив представлены в табл. 8.32.
Ряд технических условий разработан и на дизельные фракции, получаемые из газоконденсатов. Так, например, ТУ 51-274-91 распространяются на фракцию газоконденсатную, получаемую прямой перегонкой газовых конденсатов месторождений Севера (применительно к газоконденсатным месторождениям ПО Норильскгазпром). Фракция дизельная должна удовлетворять техническим требованиям (табл. 8.33). Кроме того, фракция газоконденсатная дизельная выдерживает испытание на медной пластинке; вода, водорастворимые кислоты, щелочи и механические примеси должны отсутствовать.
Показатели и нормы на дизтонливо газоконденсатное широкофракционное (но ТУ 51-28-86. ГШЗ. Зимнее; ТУ 51-03-16-89. ГША. Арктическое; ТУ 51-125-86. ГШЛ. Летнее)
| Но | Норма | |||
| мер п/п |
Показатель | ГШЗ |
ГША | ГШЛ |
|
1 2 | Цетановое число, не менее Фракционный состав: температура, °С: | 40 | 40 |
42 |
| начала кипения, не менее | - |
- | 90 | |
|
перегонки 10 об. %, не менее |
120 | 120 | 120 |
|
| перегонки 50 об. %, не выше | 260 | 260 |
260 | |
|
перегонки 96 об. %, не выше |
340 | 340 | 360 |
|
| 3 | Вязкость кинематическая при 20 °С, мм/с, не менее | 1,45 | 1,45 |
2 |
| 4 |
Температура застывания, °С, не выше: | - | -55 | -15 |
| для умеренной климатической зоны | -25 |
- | - | |
| для холодной климатической зоны | -35 | - | - | |
| 5 | Температура помутнения, °С, не выше: | - | 5 | |
|
для умеренной климатической зоны |
-25 | - | - |
|
| для холодной климатической зоны | -35 |
- | - | |
|
6* | Содержание серы, мас. %, не более | 0,2 | 0,2 |
0,2 |
| 7* 8* |
Содержание меркаптановой серы, мас. %, не более Содержание сероводорода | 0,01 | 0,01 Отсутствие | 0,01 |
| 9* 10 11 | Испытание на медной пластине Наличие водорастворимых кислот Содержание воды | Выдерживает Отсутствие Отсутствие | ||
| 12 13* | Содержание фактических смол без присадки, мг/100 мл топлива, не более Содержание механических примесей | 30 | 30 Отсутствие | 40 |
| 14* | Коксуемость 10%-ного остатка без присадки, %, не более |
0,2 | 0,2 | 0,3 |
| 15* | Зольность, %, не более | 0,01 | 0,01 |
0,01 |
| 16 |
Плотность при 20 °С, кг/м3, не более | 840 | 840 |
860 |
| 17 |
Температура вспышки в закрытом тигле, °С, не ниже | 12 | 15 |
15 |
| П р и м е ч а н и е. Показатели со звездочкой изготовитель гарантирует и определяет по требованию потребителя. |
||||
ТАБЛИЦА 8.33
Технические требования на фракцию дизельную но ТУ 51-274-91
| Номер п/п | Показатель |
Норма |
| 1 |
Цетановое число | 35 |
| 2 | Фракционный состав: | |
|
температура, °С: | ||
| начала кипения, не ниже |
110 | |
|
перегонки 50 об. %, не выше |
250 | |
| перегонки 96 об. %, не выше | 330 | |
| 3 | Вязкость кинематическая при 20 °С, мм2/с, не менее | 12 |
| 4 | Температура застывания, °С, не выше | -55 |
| 5 | Содержание серы, мас. %, не более | 0,2 |
|
6 | Концентрация фактических смол в топливе, мг/100 см (без присадки) |
30 |
| 7 |
Зольность, %, не более | 0,01 |
| 8 | Плотность при 20 °С, кг/м3 | 830 |
| 9 | Температура вспышки в закрытом тигле, °С, не ниже |
30 |
За пределами нашего внимания остались нормативно-технические документы по жидким нефтяным топливам. Отметим, что номенклатура показателей качества жидких нефтяных топлив регламентируется ГОСТ 4.25-83. Согласно этому стандарту, показатели качества нефтяных топлив делятся на следующие классы:
показатели назначения (прокачиваемость, испаряемость, воспламеняемость, горючесть, склонность к образованию отложений, совместимость с материалами, которые могут контактировать с топливами и др.);
экологические показатели (токсичность, пожароопасность, ПДК); показатели сохраняемости (стабильность свойств во времени, сроки хранения).
Нефтяные жидкие топлива разделяют по группам:
бензин (авиационный и автомобильный); газотурбинное топливо (реактивное и судовое); дизельное топливо (для быстроходных дизелей, среднеоборотных и малооборотных);
мазут (флотский, топочный, мартеновский); бытовое топливо (печное, керосин).
На топливо всех видов детально разработаны соответствующие нормативно-технические документы, обсуждение которых находится за пределами данного обзора. Укажем только три самых основных: ГОСТ 2084-77 Бензины автомобильные (установлены четыре марки по октановому числу); ГОСТ 305-82 Топливо дизельное (установлены три марки: летнее, зимнее, арктическое); ГОСТ 10585-75 Топливо нефтяное. Мазут (установлены флотские и топочные марки).
КОНТРОЛЬ КАЧЕСТВА ЖИДКИХ УГЛЕВОДОРОДНЫЕ ПРОДУКТОВ
Контроль качества сжиженных газов и жидких углеводородных продуктов газопереработки проводится посредством определения технологических и потребительских характеристик в целях обеспечения надлежащих условий транспортирования, хранения и использования этих продуктов потребителями.
Контроль качества производится как изготовителями, так и потребителями продукции. Детальная классификация показателей и признаков качества газопереработки представлена в обзоре Г. А. Овчинникова [1]. Здесь же отметим только самые основные параметры. Так, для сжиженных углеводородных смесей весьма важными показателями являются: давление насыщенных паров, плотность, фракционный и углеводородный составы, а также содержание примесей (общей серы, сероводорода, меркаптановой серы, воды, метанола, гликолей, водорастворимых щелочей, кислот, неорганических солей и механических примесей). А для углеводородных топлив (бензин газоконденсатный, дизтопливо газоконденсатное) существенными показателями также являются: октановое или цетановое число, кинематическая вязкость, концентрация фактических смол, температуры вспышки, помутнения и застывания, цвет, запах, содержание присадок и др. Напомним, что технические требования на разнообразные жидкие продукты газопереработки по указанным показателям и признакам были представлены в предыдущем разделе.
Следует отметить, что на промысловых и заводских установках стабилизации углеводородного конденсата, выделения ШФЛУ, получения углеводородных фракций (например, пропановой фракции и др.) и топлив (бензина, дизтоплива) и т.п. помимо указанных показателей, характеризующих качество выпускаемой продукции, одновременно контролируются и основные показатели технологических процессов. Эти показатели вместе со ссылками на стандартизированные методики испытаний представлены в технологических регламентах соответствующих установок, которые периодически пересматриваются и обновляются (не реже чем 1 раз в 5 лет при отсутствии принципиальных изменений в технологии).
В качестве примера приведем несколько схематизированные данные по аналитическому контролю производства на Уренгойском заводе по переработке газового конденсата: по установке стабилизации конденсата (УСК) и установке получения, осушки и очистки пропана (УПП).
Основные показатели аналитического контроля на УСК представлены в табл. 8.34. Как видно из данных таблицы, показатели качества основной продукции этой установки определяются с периодичностью 1 раз в смену.
ТАБЛИЦА 8.34
Аналитический контроль производства на установке стабилизации конденсата на Уренгойском ГКМ
| Но мер п/п |
Анализируемый продукт |
Показатель | Норма | Частота испытаний | |
| 1 | Газ сепарации | Содержание С5+, | Не нормируется | По требова | |
| нию | |||||
| Плотность при 20 °С, кг/м3 | То |
же | То же | ||
|
2 | Выветренный |
Плотность при 20 °С, кг/м3 |
1 раз в неде | ||
| конденсат | лю | ||||
| 3 |
Отстой воды | Содержание углеводородов, об. % | То же | ||
| 4 |
Газ на ДКС | /о Содержание С5+,, мас. %, не | 1,16 | 1 раз в смену |
|
| более |
|||||
|
Вариант работы на стабильный конденсат | |||||
|
5 | ШФЛУ |
Компонентный состав, мас. % | Не нормируется | 1 раз в смену | |
|
Содержание метана и этана, | 1,8 | То же | |||
| мас. %, не более |
|||||
|
Плотность при 20 °С, кг/м3 | Не нормируется | “ | |||
| 6 | Стабильный кон | Давление насыщенных паров, | (I) | (II) |
“ |
| денсат (как сырье | мм рт. ст.: |
||||
|
установки дизель | не более | 500 | 500 |
“ | |
| ного топлива (I) и | не менее | 200 | — | “ | |
| как товарный |
Содержание воды, мас. % | 0,1 | 0,5 | “ | |
| конденсат (II) по |
Содержание механических |
0,005 | 0,05 | “ | |
| ОСТ 51.65-80) |
примесей, мас. %, не более | ||||
|
Плотность при 20 °С, кг/м3 | Не нормируется | “ | |||
| Вариант работы на деэтанизированный конденсат | |||||
| 7 | Газ деэтанизации |
Содержание С5+,, мас. %, не | 1,16 | 1 раз в смену |
|
| более |
|||||
|
Плотность при 20 °С, кг/м3 | Не нормируется | То же | |||
| 8 |
Деэтанизирован | Содержание метана и этана, | 0,8 |
“ | |
|
ный конденсат | мас. %, не более | ||||
| Плотность при 20 °С, кг/м3 | Не нормируется | “ | |||
| Содержание воды, мас. % | 0,05 | “ | |||
| Содержание механических | 0,05 |
“ | |||
|
примесей, мас. % | |||||
| Концентрация х лористых | 100 | ||||
| солей, мг/дм, не более | |||||
Контроль производства на УПП осуществляется следующим образом. Анализируются сырье и углеводородные продукты (1 раз в неделю п ри любом варианте работы установки):
сырье ШФЛУ (компонентный состав и содержание воды); флегма на орошение (компонентный состав и плотность);
газ отдувки на факел и собственные нужды (компонентный состав и плотность);
газ отдувки с верха флегмовой емкости на собственные нужды (компонентный состав и плотность).
Кроме того, при варианте работы УПП на производство пропановой фракции анализируются (также 1 раз в смену):
депропанизированный конденсат (остаток ректификационной колонны) - на содержание углеводородов С(-С6 и плотность;
пропановая фракция, выпускаемая по ГОСТ 20448-90 - на содержание углеводородов С(-С6, воды, щелочи и плотность;
пропан-бутановая смесь - на содержание углеводородов С(-С6 и плотность;
пропановая фракция по ГОСТ 21443-75 - на компонентный состав, объемную долю жидкого остатка, содержание свободной воды, метанола (последнего не более 0,005 мас. %), а также плотность.
При варианте работы УПП на дебутанизированный конденсат: дебутанизированный конденсат - на компонентный состав, фракционный состав, давление насыщенных паров, плотность;
пропан-бутановая фракция - на компонентный состав, содержание объемной доли жидкого остатка и плотность.
Контроль качества жидких углеводородных продуктов переработки природного и нефтяного газов производится по методам испытаний, установленным соответствующими нормативно-техническими документами, к обсуждению которых мы и приступаем. При этом ограничиваемся только основными стандартами и практически не затрагиваем большого числа методов испытаний, главным образом разработанных применительно к нефтяным топливам (см., например, Сборник стандартов по методам испытаний нефтепродуктов).
Для проведения соответствующих анализов и испытаний прежде всего необходимо квалификационно отбирать представительные пробы жидких углеводородных продуктов. С этой целью рекомендуется использовать стандартизированные методики отбора проб как для сжиженных углеводородных газов, так и для жидких нефтепродуктов.
Стандарт по ГОСТ 14921-78 распространяется на методы отбора проб сжиженных углеводородных газов, находящихся под избыточным давлением собственных паров (например, к пробе ШФЛУ). Пробы отбираются из стационарных емкостей, цистерн, баллонов, а также посредством перекачки газов в герметичный металлический пробоотборник. Рекомендуется использовать пробоотборники типов ПУ и ПГО, изготовленные из стали марки 12Х18Н ЮТ и рассчитанные на давление 4,9 МПа (например, ПУ-50,
ПУ-400, ПГО-400). Цель отбора проб - последующее определение как микропримесей (например, общей серы, сероводорода, влаги и т.п.), так и углеводородного состава смеси и т.д. ГОСТ 14921-78 детально регламентирует собственно методику отбора пробы. Суть этой методики (на примере отбора проб в пробоотборник типа ПУ) сводится к следующим основным операциям: открывают запорную арматуру на пробоотборном устройстве и продувают пробоотборник отбираемым продуктом; после появления равномерной струи жидкости закрывают последовательно выпускную, впускную запирающие втулки и запорную арматуру пробоотборного устройства; отсоединяют пробоотборник, навертывают на оба штуцера запирающих втулок заглушки и, наконец, открывают на один оборот поочередно запирающие втулки на несколько секунд для создания в корпусе газовой подушки. Имеется особенность отбора проб из действующего продуктопровода: отбор пробы сжиженного газа осуществляют из вертикального участка трубопровода периодически, но не реже чем через каждые 500 м3 перекачиваемого продукта.
Установлен также стандарт (ГОСТ 2517-85) на методы отбора проб нефти и нефтепродуктов из резервуаров, подземных хранилищ, судов, цистерн, трубопроводов, бочек и других средств хранения и транспортирования. Этот стандарт распространяется и на отбор проб жидких продуктов газопе-реработки, находящихся при атмосферном давлении.
Плотность сжиженных углеводородов определяется экспериментальным методом по ГОСТ 3900-85 или же по НТД Уренгойгазпрома “Методика определения плотности деэтанированного конденсата весовым методом”.
ГОСТ 3900-85 устанавливается стандарт на методы определения плотности нефти и нефтепродуктов с помощью ареометра для нефти и пикнометра. Сущность метода определения плотности ареометром заключается в его погружении в испытуемый продукт, снятии показания по шкале ареометра при температуре определения и пересчете результатов на плотность при температуре 20 °С (пересчет осуществляется по подробной таблице, представленной в приложении к этому стандарту). Метод определения плотности пикнометром основан на определении относительной плотности, т.е. отношения массы испытуемого продукта к массе воды, взятой в том же объеме и при той же температуре t.
В то же время ГОСТ 28656-90 устанавливает расчетный метод определения плотности сжиженных углеводородных газов, содержащих углеводороды 02-06. Плотность при заданной температуре вычисляется по компонентному составу (определенному хроматографическим методом) и известным плотностям индивидуальных углеводородов, входящих в состав сжиженных газов.
Для вычисления плотности (в кг/м3) используется следующая приближенная формула:
![]()
где р - плотность f-го компонента при заданной температуре; N - число углеводородных компонентов (могут включаться как парафиновые, так и олефиновые углеводороды); xf - содержание f-го компонента, мас. %.
В ГОСТ 28656-90 приведена таблица плотностей индивидуальных компонентов для диапазона температур от -50 до 50 °С для 42 возможных компонентов с шагом по температуре 5 °С. Часть этих данных с шагом 10 °С воспроизведена для предельных углеводородов С2-С6 (табл. 8.35).
При определении плотности сжиженной углеводородной смеси для промежуточных значений температур допустима линейная интерполяция. Предполагается также, что плотность сжиженных газов практически не зависит от давления (это приближенно справедливо при низких давлениях, например, для сжиженных газов, находящихся под давлением собственных
паров).
ТАБЛИЦА 8.35 Плотности индивидуальных углеводородов
| Темпе ратура, °С |
Плотность, кг/м3 | |||||||
| Этан | Пропан |
Изобу тан | н-Бутан | 2,2- Диметил- пропан | Изо- пентан | н- Пентан | н- Гексан |
|
| -50 | 496,1 |
590,9 | 635,2 | 651,1 |
661,4 | 688 | 691,9 | 719,9 |
| -40 |
481 | 579,4 | 624,7 | 641,5 | 652 |
678,7 | 682,8 | 711,5 |
| -30 | 464,9 |
567,7 | 614,1 | 631,7 |
642,4 | 669,2 |
673,5 | 703,1 |
|
-20 | 447,3 | 555,5 |
603,3 | 621,8 | 632,6 | 659,7 | 664,3 |
694,6 |
| -10 |
427,5 | 542,9 | 592,3 |
611,5 | 622,8 | 650 | 654,9 | 686 |
| 0 | 404,8 | 529,7 | 581 | 601 |
613 | 640,3 | 645,2 |
677,2 |
| 10 |
377,5 | 515,8 | 569,4 |
590,2 | 603 | 630,4 | 635,6 | 668,4 |
| 20 | 342,1 | 501,1 | 557,3 | 578,9 |
592,9 | 620,4 | 625,8 |
659,4 |
| 30 |
291,9 | 485,5 | 544,8 |
567,3 | 582,6 |
610,2 | 615,8 | 650,2 |
Для определения давления насыщенных паров углеводородных смесей имеются два стандартизированных метода: по ГОСТ 1756-52 (экспериментальный) и по ГОСТ 28656-90 (расчетный).
Стандарт по ГОСТ 1756-52 устанавливает методы определения давления насыщенных паров углеводородных продуктов для:
нефти и нефтепродуктов с давлением насыщенных паров до 180 кПа; нефти и нефтепродуктов с давлением насыщенных паров свыше 180 кПа;
авиационного бензина; моторных топлив.
Однако этот стандарт не распространяется на сжиженные нефтяные газы. Сущность метода определения давления насыщенных паров моторных топлив заключается в его измерении пружинным манометром в бомбе, состоящей из топливной и воздушной камер при температуре 37,8 °С.
Усовершенствованный метод экспериментального определения давления насыщенных паров нефтей, летучих невязких нефтепродуктов и моторных топлив установлен ГОСТ 28781-90. Особенность этого метода состоит в предварительном диспергировании анализируемой пробы в аэрозольное состояние (с использованием аппарата механического диспергирования типа “Вихрь”).
Расчетное определение давления р (в МПа) насыщенного пара жидких углеводородных смесей по ГОСТ 28656-90 осуществляется при фиксированной температуре исходя из известного компонентного состава и фугитивнос-тей компонентов смеси. Используется следующая приближенная формула:
N
где xt - содержание i-го компонента в сжиженном газе (мольные доли); f -фугитивность i-го компонента в сжиженном газе, МПа.
Поскольку фугитивности компонентов заметно зависят от общего давления в системе, то расчет по этой формуле проводят итерационно. В обсуждаемом стандарте приведены подробные таблицы фугитивностей чистых компонентов сжиженного газа при разных температурах и давлениях.
Целесообразно отметить, что стандартизированный метод определения давления насыщенных паров по ГОСТ 28656-90 в силу предельного упрощения расчетной схемы оказывается не очень точным. Как нам представляется, в настоящее время лучше использовать более строгие расчетные методы, основанные на современных уравнениях состояния многокомпонентных смесей (специально адаптированных для описания смесей жидких углеводородов), а к соответствующему стандартизированному методу прилагать алгоритм и программу расчета (на дискете для персонального компьютера). Это замечание относится и к расчетным методам других, практически важных свойств углеводородных смесей (которые целесообразно доводить до уровня соответствующего НТД с обязательным приложением к нему сервисных программ расчета для персонального компьютера). К сожалению, подобная работа в настоящее время не проводится.
Фракционный состав конденсата и других углеводородных продуктов определяется по ГОСТ 2177-82. Метод состоит в перегонке пробы продукта объемом 100 см3. Необходимо определять как минимум следующие показатели: температуру начала кипения, перегонки соответственно 10; 50 и 90 об. % продукта, конца кипения, а также потери и невыкипающий остаток в колбе. В ГОСТ 2177-82 даны весьма четкие (конструктивные) определения указанных понятий и терминов. Например, под температурой начала кипения понимают температуру в колбе в момент падения первой капли конденсата с конца трубки холодильника в процессе перегонки (проводимой в условиях рассматриваемого стандарта).
Углеводородный состав жидких продуктов газопереработки определяется хроматографическими методами. Здесь основными стандартами являются ГОСТ 10679-76 и ГОСТ 24676-84.
ГОСТ 10679-76 распространяется на сжиженные углеводородные газы (фракции С3, С4 и их смеси). Стандартом устанавливается хроматографический метод разделения углеводородов, входящих в состав сжиженного газа. При этом определяются компоненты, содержание которых 0,01 мас. % и выше. Рекомендуется использовать хроматограф типа ЛХМ-80 или аналогичный с детектором по теплопроводности или пламенно-ионизационным детектором.
Что касается определения углеводородов С( и С2 (например, в нестабильном и стабильном углеводородных конденсатах), то в этом случае рекомендуется использовать хроматографическую методику по ГОСТ 23781-87.
ГОСТ 24676-84 распространяется на фракции нормального пентана, изопентана, а также фракции углеводородов С5 предельного и непредельного состава: пентан-изопентановую, изопентан-изоамиленовую и изоамиленовую. Сущность метода определения состава состоит в хроматографическом разделении углеводородов С2-С6 с последующей их регистрацией, например, детектором по теплопроводности. Этим методом определяется содержание парафиновых углеводородов С2-С6, а также моноолефиновых и диолефиновых углеводородов С4-С5, содержание которых в смеси не ниже 0,01 мас. %. Рекомендуется использовать хроматограф типа ЛХМ-80 или аналогичного класса. В стандарте детально описана методика проведения анализа и обработки результатов.
Что же касается определения парафина в углеводородных конденсатах, то допустимо использовать с некоторыми модификациями методику определения парафина в нефти (по ГОСТ 11851-85). В этом стандарте устанавливаются два метода (А и Б) определения массового содержания парафина и нефти. Метод А заключается в предварительном удалении асфальтосмолистых веществ из нефти, их экстракции и адсорбции и последующем выделении парафина смесью ацетона и толуола при температуре -20 °С. Метод Б заключается в предварительном удалении асфальтосмолистых веществ из нефти вакуумной перегонкой с отбором фракций 250—550 °С и выделении парафина с использованием растворителя (смесь эфира с этиловым спиртом) при температуре —20 °С.
Испытания сжиженных углеводородных газов и легких нефтепродуктов на общую серу, сероводород и меркаптановую серу стандартизированы тремя основными документами: ГОСТ 22986—78, гОсТ 19121—73 и ГОСТ 22985—90.
ГОСТ 22986—78 распространяется на сжиженные углеводородные газы, в том числе на ШФЛУ и пентановые фракции. Суть метода определения общей серы заключается в сжигании пробы в токе воздуха до диоксида серы с последующим окислением последнего раствором перекиси водорода и в аци-дометрическом или нефелометрическом (колориметрическом) определении образовавшейся серной кислоты. Методика проведения эксперимента детально проработана. В частности, указаны особенности сжигания ШФЛУ, содержащей в своем составе углеводороды С6+в.
В то же время ГОСТ 19121—73 стандартизирует метод определения серы в легких нефтепродуктах, например в бензине и керосине (с упругостью паров до 700 мм рт. ст.) и других углеводородных смесях, сжиганием в лампе соответствующего прибора (при условии полного сгорания продукта). Метод применим при содержании серы в продукте не менее 0,01 мас. %. Стандарт не распространяется на нефть и масла с присадками. Суть метода состоит в сжигании углеводородного продукта в лампе в чистом виде либо после его разбавления растворителем с последующим поглощением образовавшихся оксидов серы раствором углекислого натрия и титрованием соляной кислотой. Точность метода оценивается в 5—10 %.
ГОСТ 22985—90 распространяется на сжиженные углеводородные газы, в частности на ШФЛУ. Этим документом устанавливается метод определения сероводорода и меркаптановой серы при их содержании от 0,0002 до 1 мас. %. Суть метода состоит в поглощении сероводорода и меркаптанов раствором щелочи (гидроокиси натрия или калия) или растворами углекислого натрия и последующем титровании образующихся сульфидов и меркатидов щелочного металла азотнокислым аммиакатом серебра.
Кроме того, для определения наличия сернистых соединений используется метод испытания на медной пластинке по ГОСТ 6321—92, согласно которому оценивается коррозионное воздействие на медную пластинку содержащихся в жидких углеводородных смесях и топливах активных сернистых соединений или свободной серы, в условиях, устанавливаемых этим стандартом.
Для испытания применяют медные пластинки со свежешлифованной поверхностью. Пробирки с испытуемым топливом и медными пластинками помещают в вертикальном положении в нагретую водяную баню. Топливо во время испытания выдерживают в течение трех часов при температуре 50± ±2 °С (кроме топлив для реактивных двигателей, которые выдерживают при температуре 100±1 °С). По окончании испытания просушенные пластинки осматривают, сравнивают с эталоном (т.е. со свежешлифованной пластинкой) и устанавливают изменение (или же отсутствие изменения) цвета, наличие (или отсутствие) налетов и пятен на поверхности. Следует отметить, что появление равномерного оранжевого оттенка допустимо (т.е. не считается изменением цвета). Топливо считается не выдержавшим испытание, если на пластинке образуются налет или пятна черного, коричневого или серо-стального цвета, тогда как при всех других изменениях или отсутствии изменения цвета пластинки топливо считается выдержавшим испытание.
Разработаны также методики анализа микропримесей серы в нефтепродуктах. Стандарт по ГОСТ 13380-81 устанавливает метод определения в нефтепродуктах микропримесей серы, органически связанной в виде меркаптанов, сульфидов, дисульфидов, тиофена и его производных, серы в сероводороде и элементарной серы. Суть метода состоит в восстановлении органически связанной и элементарной серы на активном никеле Ренея до сульфида никеля, разложении сульфида никеля соляной кислотой и определении выделившегося сероводорода титрованием раствором ацетата ртути в щелочной среде в присутствии индикатора - дитизона. Методика применима для нефтепродуктов с бромным числом не более 10 и не содержащих смолистых веществ. Определяются микропримеси серы в количестве от 0,2-10-4 до 250-10-4 мас. %. А при большем содержании серы в углеводородном продукте проба соответственно разбавляется растворителями (например, изооктаном). Перейдем к обсуждению методов определения хлористых солей, воды, метанола, кислот и щелочей в углеводородных продуктах.
ГОСТ 21534-76 устанавливает два метода определения хлористых солей в нефти (а также в продуктах газопереработки): титрованием водного экстракта (извлечение хлористых солей водой с последующим индикаторным или потенциометрическим титрованием водной вытяжки); неводным потенциометрическим титрованием (растворение пробы нефти в органическом растворителе и определении содержания хлористых солей потенциометрическим титрованием).
Методику определения свободной воды и щелочи в сжиженных углеводородах рассмотрим на примере фракции пропан-бутан-пентановой. Фракцию наливают через нижний штуцер вертикально расположенного пробоотборника в сухой сосуд или в толстостенную склянку. Сосуд (или склянку) взвешивают, наполняют на половину его объема, после этого закрывают неплотно корковой пробкой с вставленным в нее капилляром. Затем проводят медленное испарение продуктов. Если необходимо, для ускорения испарения анализируемого продукта сосуд погружается в водяную баню с температурой 50-60 °С. При отсутствии воды сжиженный газ остается прозрачным. Небольшое количество воды вызывает помутнение, а большие количества воды замерзают и выпадают на дне сосуда. После испарения продукта сосуд взвешивают повторно. Если после испарения продукта в сосуде остается вода, то она проверяется кислотно-основным индикатором (например, фенолфталеином) на содержание щелочи.
ГОСТ 2477-65 устанавливает метод количественного определения воды в нефти, жидких нефтепродуктах (например, керосине), пластичных смазках, парафинах, церезинах, восках, гудронах и битумах. При этом используется дистилляционный метод. Сущность его состоит в нагревании пробы нефтепродукта с нерастворимым в воде растворителем и измерении объема сконденсировавшейся воды. В качестве растворителя используют: толуол или ксилол (для битумов; нефтей, содержащих асфальтены; тяжелых остаточных котельных топлив); нефтяной дистиллят с пределами кипения от 100 до 200 °С (для нефтей, жидких битумов, мазутов, смазочных масел, нефтяных сульфонатов и других нефтепродуктов); изооктан или нефтяной дистиллят с пределами кипения до 100 до 140 °С (для пластичных смазок).
Далее вычисляют массовую или объемную долю воды (в процентах) в испытуемом нефтепродукте. Эту же методику с некоторыми изменениями обычно рекомендуется использовать и для определения воды в ШФЛУ, стабильном и нестабильном конденсате, дизтопливе и т.д.
Здесь следует указать, что существует и общий стандарт на методы определения воды в химических продуктах (ГОСТ 14870—77 с изменениями 1 и 2). Этот стандарт распространяется на химические продукты и реактивы (как жидкие, так и твердые) и устанавливает три метода определения воды: с реактивом К. Фишера (для массы воды в навеске анализируемого продукта 0,0005—0,05 г);
высушиванием (для массы воды в навеске анализируемого продукта не менее 0,001 г);
отгонкой с органическим растворителем по методу Дина и Старка (для массы воды в навеске анализируемого продукта 0,3—8,0 г).
Попутно отметим, что методы типа К. Фишера и Дина — Старка наибольшее применение в газовой промышленности приобрели для определения содержания воды в РДЭГ и НДЭГ при контроле работы установок абсорбционной осушки природного газа (в частности, во ВНИИГАЗе разработаны специальные рекомендации Р-51-140—89 “Методы определения содержания воды в абсорбенте для осушки природного газа”, которые действуют в настоящее время взамен ОСТ 51.51—78).
Определение кислотности и кислотного числа нефтепродуктов (в том числе бензинов, керосинов, лигроинов) осуществляется в соответствии с ГОСТ 5985—79. Суть метода заключается в извлечении из нефтепродукта кислых соединений 85%-ным раствором этилового спирта при нагревании и последующем титровании их 0,5 н спиртовым раствором гидроокиси калия в присутствии индикатора. Кислотность испытуемого продукта определяется в мг КОН на 100 мг продукта, тогда как кислотное число — это количество мг КОН на 1 продукта.
Для определения наличия водорастворимых кислот и щелочей в жидких углеводородах рекомендуется использовать ГОСТ 6307—75, который распространяется на жидкие нефтепродукты, присадки, пластичные смазки, парафины, церезины, восковые составы и т.п. Суть стандартизированной методики очень проста и состоит в извлечении водорастворимых кислот и щелочей из нефтепродуктов водой или водным раствором спирта и определении величины рН водной вытяжки рН-метром или реакции среды с помощью индикаторов (рекомендуются фенолфталеин и метиловый оранжевый). В стандарте детально описывается схема проведения испытаний (при этом имеются определенные особенности методики для легких, тяжелых и вязких нефтепродуктов).
Рекомендуется характеризовать водную вытяжку нефтепродукта в зависимости от значения рН следующим образом: кислая — ниже 4,5; слабокислая — от 4,5 до 5;
отсутствие водорастворимых кислот и щелочей — от 5 до 9; слабощелочная — от 9 до 10; щелочная — свыше 10.
Уже отмечалось, что в жидких углеводородных продуктах переработки природных газов северных газоконденсатных месторождений очень часто присутствует некоторое количество метанола, поскольку метанол широко используется для предупреждения гидратообразования как в системах сбора природного и попутного нефтяного газов, так и в установках низкотемпературной сепарации газа.
Кратко охарактеризуем методику определения метанола в сжиженных углеводородах (на примере анализа ШФЛУ). Эта методика первоначально разрабатывалась во ВНИИГАЗе и, в частности, детально представлена в ТУ 51-183-83, ее дальнейшее совершенствование осуществлялось во ВНИПИгазпереработке и в других организациях. Отбор пробы ШФЛУ производят по ГОСТ 14921-78. Далее метанол из ШФЛУ переводят в водную фазу, что осуществляется разгазированием пробы. При разгазировании ШФЛУ газ барботируется через две склянки Дрекслера, заполненные частично водой. Пробоотборник с ШФЛУ взвешивается до и после разгазиро-вания. Количество оставшегося в пробоотборнике стабильного конденсата замеряется объемным методом (мерным цилиндром). Из цилиндра конденсат переносится в делительную воронку с целью экстрагирования оставшегося метанола водой. Пробоотборник также промывается водой. Все промывные воды сливаются в одну и ту же мерную колбу. В получившемся водном растворе метанол определяется аналитическим методом, суть которого состоит в окислении метанола перманганатом калия (в кислой среде!) до формальдегида. Последний определяют колориметрическим методом с применением в качестве индикатора хромотроповой или фуксинсернистой кислоты (детальное описание фотоколориметрической методики с построением калибровочных графиков дано в ТУ 51-183-83, раздел “Методы испытаний”).
Анализируя эту методику, следует указать на ее высокую чувствительность, что собственно и позволяет анализировать содержание метанола, растворенного в жидких углеводородах. Однако она оказывается весьма трудоемкой и требует достаточно высокой квалификации персонала аналитической лаборатории. Поэтому в перспективе целесообразно разрабатывать и совершенствовать экспресс-методы определения метанола в конденсате, ШФЛУ, углеводородных фракциях. Стоит отметить, что за рубежом обычно определяют воду и метанол хроматографическим методом одновременно с определением углеводородного состава жидкого продукта.
Остановимся еще на методиках определения механических примесей в жидких продуктах газо- и нефтепереработки.
Метод определения механических примесей по ГОСТ 6370-83 заключается в фильтровании испытуемых продуктов через беззольный бумажный фильтр (с предварительным растворением в случае необходимости медленно фильтрующихся продуктов в бензине или толуоле), промывании осадка на фильтре растворителем с последующим высушиванием и взвешиванием. Очевидно, этот стандарт не распространяется на пластичные смазки и битумы.
ТАБЛИЦА 8.36
Сводка основных НТД по методам испытаний жидких углеводородных продуктов
газопереработки
| Но мер п/п | Показатель |
Метод испытания |
| 1 | Отбор проб сжиженных углеводородных газов и углеводородных | По ГОСТ 14921-78 (под избыточным давлением) По ГОСТ 2517-85 (при атмосферном давлении) |
| 2 |
Плотность при 20 °С | По ГОСТ 3900-85 (экспериментальный метод) По ГОСТ 28656-90 (расчетный метод) По СТП 36-87 Уренгойгазпрома (расчетный метод) По методике Уренгойгазпрома (весовой метод) По ГОСТ 1756-52 (экспериментальный метод) По ГОСТ 28781-90 (экспериментальный метод) По ГОСТ 28656-90 (расчетный метод) |
| 3 | Давление насыщенных паров |
| Но мер п/п | Показатель | Метод испытания |
|
4 | Фракционный состав |
По ГОСТ 2177-82 |
| 5 | Углеводородный состав (в том числе групповой состав) | По ГОСТ 23781-87 (для Cj и С2) По СТП 36-87 Уренгойгазпрома По ГОСТ 10679-76 (для С3, С4) По ГОСТ 24676-84 (для С2-С6) По ТУ 51-480-90, приложение 2 (для определения содержания ароматических, нафтеновых и непредельных углеводородов) По ГОСТ 11851-85 (для массового содержания парафина) По ГОСТ 12329-77 (ароматические углеводороды) По ГОСТ 29040-91 (газохроматографический метод определения бензола и ароматических углеводородов в бензинах) По ГОСТ 6994-74 (ароматические углеводороды в светлых нефтепродуктах) |
| 6 |
Сера, сернистые соединения, сероводород | По ГОСТ 2070-82 (определение йодных чисел и содержании непредельных углеводородов) По ГОСТ 6321-69 (воздействие на медную пластинку) По ГОСТ 22986-78 (общая сера в сжиженных углеводородных газах) По ГОСТ 22985-90 (сероводород и меркаптановая сера) По ГОСТ 17323-71 (сероводород и меркаптановая сера в топливах) По ГОСТ 19121-73 (сера в светлых нефтепродуктах) |
|
7 | Содержание воды |
По ГОСТ 2477-65 (дистилляционный метод) По ГОСТ 14870-77 (по К. Фишеру, методом высушивания и по Дину - Старку) По Р-51-140-89 (в РДЭГ и НДЭГ) |
|
8 | Концентрация хлористых солей | По ГОСТ 21534-76 (см. также СТП51-0158754-16-91) По ГОСТ 6307-75 По ГОСТ 5985-79 |
| 9 |
Наличие водорастворимых кислот и щелочей Кислотность и кислотное число | |
| 10 |
Содержание свободной щелочи и воды | Например, по ГОСТ 20448-90 (п. 3.2) |
| 11 | Содержание метанола | Например, по разделу 4 в ТУ 51-183-83 |
| 12 |
Содержание свинца | По ГОСТ 13210-721, по ГОСТ 28828-90; по пр и-ложению 1 к ТУ 51-480-90 |
| 13 |
Содержание механических примесей |
Визуально по ГОСТ 6370-83 По ГОСТ 10577-78 |
| 14 | Содержание фактических смол | По ГОСТ 8489-85 (по Бударову) По ГОСТ 1567-83 |
|
15 | Индукционный период на месте производства | По ГОСТ 4039-88 (для бензинов) |
| 16 | Содержание ароматических углеводородов | По ГОСТ 29040-91 (бензол и суммарное содержание ароматических углеводородов) По ГОСТ 12329-77 (анилиновая точка и содержание ароматических углеводородов) По ГОСТ 6994-74 (ароматические углеводороды в светлых нефтепродуктах) |
| 17 | Октановое число | По ГОСТ 511-82 (моторный метод) |
|
18 | Цетановое число |
По ГОСТ 3122-62 |
| 19 |
Температуры текучести и застывания | По ГОСТ 20287-91 |
| 20 | Температура помутнения | По ГОСТ 5066-91 (а также температуры начала кристаллизации и кристаллизации) |
| 21 | Температура вспышки |
По ГОСТ 6356-75 (определяется в закрытом тигле) |
| Но мер п/п |
Показатель | Метод испытания |
| 22 |
Вязкость кинематическая | По ГОСТ 33—82 (а также расчет динамической вязкости) |
| 23 |
Цвет | Визуально: по ГОСТ 3134—78 |
| 24 |
Запах | По ГОСТ 22387.5—77 |
| 25 | Содержание присадок | По соответствующим ТУ (например, экстралина по ТУ 51-499—90) |
| 26 | Зольность | По ГОСТ 1461—75 |
|
27 | Коксуемость |
По ГОСТ 19932—74 |
| 28 |
Удельная теплота сгорания |
По ГОСТ 21261—75 |
Стандарт по ГОСТ 10577—78 устанавливает метод определения механических примесей:
для контроля нефтепродуктов с применением мембранных нитроцеллю-лозных и ацетатцеллюлозных фильтров;
для научно-исследовательских работ, проверки фильтрационных материалов, фильтров и фильтрующих систем для реактивных топлив с применением мембранных ядерных фильтров.
Метод распространяется на топливо для карбюраторных, дизельных и реактивных двигателей, рабочие жидкости и приборный лигроин. Суть метода в определении массы механических примесей, задерживаемых фильтром при фильтровании испытуемого продукта. Метод не применяется при содержании более 0,1 % нерастворенной воды в испытуемом продукте.
В заключение отметим, что методы испытания смесей легких углеводородов рассмотрены здесь достаточно фрагментарно и, чтобы отчасти компенсировать эту неполноту изложения, дадим подробную сводку нормативнотехнических документов (НТД) по основным методам испытаний (табл. 8.36).
ОСНОВНЫЕ ТРЕБОВАНИЯ ПО ОБЕСПЕЧЕНИЮ БЕЗОПАСНОСТИ РАБОТЫ
Природные и нефтяные горючие газы, сжиженные углеводородные газы, ШФЛУ, углеводородные конденсаты, углеводородные фракции и другие продукты газо- и нефтепереработки (в частности, моторные топлива) являются токсичными, пожаро- и взрывоопасными веществами, образующими с воздухом взрывоопасные смеси. По токсикологической характеристике они относятся к слаботоксичным веществам 4 класса опасности в соответствии с классификацией по ГОСТ 12.1.007—76 (за исключением сырых природных и нефтяных газов, содержащих сероводород). Природные газы (не содержащие сероводород) не оказывают серьезного токсикологического действия на организм человека. Однако следует подчеркнуть, что при концентрациях углеводородов в воздухе, снижающих содержание кислорода до 15—16 об. %, наступает удушье. В то же время жидкие углеводородные смеси (конденсаты, керосин и т.п.) и их пары оказывают вредное воздействие на центральную нервную систему, раздражают слизистую оболочку и кожу человека. А попадание на кожу сжиженных углеводородов (С3—С4) может вызвать обморожение из-за их быстрой испаряемости с местным охлаждением тканей. Пары углеводородных топлив обладают слабым наркотическим действием, тогда как пары сжиженных углеводородных газов действуют на человека с более ярко выраженным наркотическим эффектом. (Это может быть связано с тем, что углеводороды С3 и изо-С4 являются газами, легко образующими газовые гидраты.) Поэтому и устанавливаются предельно допустимые концентрации (ПДК) всех указанных веществ в воздухе рабочей зоны, а также предусматриваются индивидуальные средства защиты органов дыхания (фильтрующие противогазы).
Содержание вредных веществ в воздухе рабочей зоны не должно превышать ПДК, устанавливаемых по ГОСТ 12.1.005-88. Их содержание подлежит систематическому контролю для предупреждения возможности превышения предельно допустимых концентраций. При одновременном содержании в воздухе рабочей зоны нескольких вредных веществ разнонаправленного действия ПДК остаются такими же, как и при изолированном воздействии. Но при одновременном содержании в воздухе рабочей зоны нескольких вредных веществ однонаправленного действия сумма отношений фактических концентраций каждого из них (Kb K2,..., KN) в воздухе к их ПДК (ПДКЬ ПДК2,..., ПДКМ) не должна превышать единицы, т.е.
N K
Я пдк 2
По ГОСТ 12.1.005-88 устанавливается предельно допустимая концентрация природного газа (и углеводородов метанового ряда) в воздухе рабочей зоны, равная 300 мг/м3 в пересчете на углерод, тогда как для непредельных углеводородов С3-С4 значение ПДК в три раза ниже. ПДК сероводорода составляет 10 мг/м3, а сероводорода в смеси с углеводородами Cj-C5 в воздухе рабочей зоны - не более 3 мг/м3.
В табл. 8.37 представлены ПДК веществ, пары которых могут оказаться
ТАБЛИЦА 8.37
Предельно допустимые концентрации вредных веществ в воздухе рабочей зоны в соответствии с ГОСТ 12.1.005—88 (с дополнениями по другим источникам)
| Номер п/п |
Вещество | ПДК, мг/м3 воздуха |
| 1 |
Природный газ, в пересчете на углерод | 300 |
| 2 |
Углеводороды алифатические предельные Cj-C10, в пересчете на углерод (а также ШФЛУ, конденсаты, бензины и т.п.) |
300 |
| 3 |
Сероводород | 5-10 (по разным источникам) |
| 4 |
Сероводород в смеси с углеводородами Cj-C5 | 3 |
|
5 | Оксид углерода |
20 |
| 6 |
Метанол | 5 |
|
7 | Этанол | 1000 |
| 8 | Пропанол и изопропанол | 10 |
| 9 | Этиленгликоль |
5 |
| 10 |
Диэтиленгликоль | 10 |
| 11 | Пропиленгликоль | 7 |
| 12 |
Моноэтиловый эфир этиленгликоля (этилцел-лозольв) | 5-10 (по разным источникам) |
| 13 |
Ацетон | 200 |
| 14 | Метилэтилкетон |
200 |
| 15 |
Нефть | 10 |
|
16 | Ингибитор коррозии И-1А | 2 |
| 17 |
Цеолиты (природные и искусственные) | 2 (в виде взвеси) |
|
18 | Экстралин | 3 (при его испарении из бензина) 0,1 |
| 19 | Диоксид серы |
10 |
| 20 |
Аммиак | 20 |
в помещениях УКПГ, ГПЗ, НПЗ и других газо- и нефтедобывающих и перерабатывающих предприятий.
Пожаровзрывоопасность веществ и материалов - совокупность свойств, характеризующих их способность к возникновению и распространению горения. Номенклатура показателей пожаровзрывоопасности веществ детально регламентирована ГОСТ 12.1.044-89.
В соответствии с этим стандартом и рассмотрим некоторые из показателей пожаровзрывоопасности, значения которых приведены в нормативнотехнических документах по техническим требованиям на товарные газы и углеводородные продукты газо- и нефтепереработки (фактически в каждом НТД имеются соответствующие разделы по требованиям безопасности, однако следует отметить явную недостаточность глубины проработки этих вопросов).
Температура вспышки - наименьшая температура конденсированного вещества (в нашем случае - углеводородной жидкости), при которой в условиях специальных испытаний над его поверхностью образуются пары, способные вспыхивать в воздухе от источника зажигания (без устойчивого горения). Различают температуры вспышки в открытом и закрытом тигле. Допускается использовать как расчетные, так и экспериментальные методы определения температуры вспышки. Например, расчетная методика по температурам вспышки индивидуальных органических жидкостей представлена в приложении № 2 к ГОСТ 12.1.044-89. Для моторных топлив в основном используется показатель температуры вспышки в закрытом тигле. Имеется специальный стандарт (ГОСТ 6356-75), в котором изложен экспериментальный метод определения температуры вспышки. Например, температура вспышки бензина газового стабильного (по ТУ 39-1340-89) колеблется в пределах от -25 до 0 °С, а температура вспышки для топлива газоконденсатного широкофракционного для быстроходных дизелей составляет 12 °С для зимнего вида (по ТУ 51-28-86) и 15 °С для летнего вида (по ТУ 51-03-89).
Температура воспламенения - это наименьшая температура вещества (в нашем случае - жидкого топлива), при которой в условиях специальных испытаний вещество выделяет горючие пары с такой скоростью, что при воздействии на них источника зажигания наблюдается воспламенение (т.е. пламенное горение вещества).
Температура самовоспламенения - наименьшая температура, при которой в условиях специальных испытаний наблюдается самовоспламенение вещества (т.е. резкое увеличение скорости экзотермических объемных реакций, сопровождающееся пламенным горением и/или взрывом). Сущность метода определения температуры самовоспламенения заключается во введении вещества в нагретый объем. Далее, изменяя температуру испытания, находят минимальное значение температуры, при которой еще происходит самовоспламенение вещества. Так, температура самовоспламенения бензинов автомобильных газоконденсатных находится в пределах 255-370 °С (по ТУ 51-499-90), а температура самовоспламенения конденсата газового нестабильного составляет 380 °С (как указывается в ТУ 057511745-02-88).
Весьма существенными являются показатели концентрационных пределов воспламенения (распространения пламени). Различают нижний и верхний пределы. Нижний (верхний) концентрационный предел воспламенения - это минимальное (и соответственно - максимальное) объемное содержание горючего вещества (в нашем случае природного газа, паров конденсата, ШФЛУ, бензина и т.д.) в однородной смеси с окислительной средой
(обычно воздухом), при котором возможно распространение пламени по смеси на любое расстояние от источника зажигания. Допускается использовать как расчетные, так и экспериментальные значения этих концентрационных пределов. Экспериментальный метод определения концентрационных пределов распространения пламени состоит в зажигании газовоздушной смеси заданного состава в объеме реакционного сосуда и в установлении факта наличия (или отсутствия) распространения пламени. Концентрационные пределы воспламенения чистых предельных углеводородов и некоторых углеводородных смесей представлены в табл. 8.38. Следует подчеркнуть, что в соответствующих НТД на продукты газо- и нефтепереработки данные по пределам воспламенения приводятся (однако имеют место некоторые несогласованности и небольшие различия в разных источниках).
Определение содержания довзрывоопасных концентраций в воздушной среде проводят с использованием стационарных сигнализаторов и газоанализаторов. В частности, установку стандартных газоанализаторов следует осуществлять в соответствии с РД 39-0147171-003—88 “Требования к установке датчиков стационарных газоанализаторов в производственных помещениях и на наружных площадках предприятий нефтяной и газовой промышленности”.
Температурные пределы воспламенения (распространения пламени) определяются как такие температуры конденсированного вещества, при которых его насыщенный пар образует в окислительной среде (например, в воздухе) концентрации, равные соответственно нижнему и верхнему концентрационным пределам воспламенения (распространения пламени). Таким образом, нижний и верхний температурные пределы воспламенения легко рассчитываются из данных по давлению насыщенного пара соответствующего продукта (топлива) и данных по концентрационным пределам воспламенения топлива. Существуют и экспериментальные методы определения этих показателей. Они также приводятся в соответствующих ГОСТах и ТУ на
ТАБЛИЦА 8.38
Концентрационные пределы воспламенения в смеси с воздухом
|
Номер п/п | Вещество | Концентрационные пределы, об. % | |
|
нижний | верхний | ||
| 1 | Метан | 5 | 15 |
| 2 |
Этан | 2,9 | 13 |
| 3 | Пропан |
2,4 (2,1) | 8,4 (9,5) |
| 4 | н-Бутан |
1,5 | 8,5 |
| 5 | Изобутан | 1,8 |
8,4 |
| 6 |
н-Пентан | 1,4 | 8,3 |
| 7 | Изопентан | 1,4 | 8,3 |
| 8 | Гексан | 1,2 | 7,7 |
| 9 |
Гептан | 1 | 7 |
| 10 | Октан |
0,96 | |
| 11 |
Нонан | 0,87 |
2,9 |
| 12 |
Декан | 0,78 | 2,6 |
| 13 |
Сероводород | 4,3 |
45 |
| 14 |
Природный газ относительной плотностью 0,6 | 4,5 | 14,5 |
| 15 | Природный газ заданного состава |
Определяется расчетом по приложению 4 к ГОСТ 12.1.044—89 | |
| 16 |
Топливо для зажигалок по ТУ 51-291—86 | 1,8 | 9,5 |
| 17 | Фракция газоконденсатная по ТУ 51-275—91 |
0,76 | 5,16 |
| 18 | Конденсат газовый нестабильный по ТУ 05751745-02—88 | 0,8 |
5,16 |
| 19 |
Бензин газоконденсатный по ТУ 51-499—90 | 0,76 | 5,16 |
продукты газонефтепереработки. Например, в ТУ 51-499-90 даны следующие температурные пределы воспламенения для бензина газоконденсатного: нижний минус 27-39 °С, верхний минус 8-27 °С.
Условия теплового самовозгорания. Температура самовоспламенения (самовозгорания) определяется как температура, при которой происходит резкое увеличение скорости экзотермических процессов в веществе, приводящее к возникновению очага горения. Приведем данные по температурам самовоспламенения (в °С) некоторых веществ в воздухе при давлении
0,1 МПа (760 мм рт. ст.):
Бензин автомобильный газоконденсатный....................................................255-370 (зависит от фракци
онного состава)
Следует отметить, что ГОСТ 12.1.044-89 предусмотрены и другие показатели пожаровзрывоопасности, которые, однако, почти не используются в НТД рассматриваемого нами круга товарных продуктов. В соответствующих НТД иногда еще приводятся данные по минимальной энергии зажигания и максимальному давлению взрыва. Поэтому вкратце остановимся на определениях и этих показателей.
Минимальная энергия зажигания - наименьшая энергия электрического разряда, способная воспламенять наиболее легко воспламеняющуюся смесь горючего вещества с воздухом (в частности, этот показатель используется для характеристики качества газового топлива для зажигалок).
Максимальное давление взрыва - это наибольшее избыточное давление, возникающее при дефлаграционном сгорании газовоздушной смеси в замкнутом сосуде при начальном давлении смеси, равном 101,3 кПа. Например, максимальное давление взрыва смеси метана (или природного газа) с воздухом равно 0,72 МПа.
Номенклатура видов пожарной техники и огнетушащих средств на предприятиях нефтегазовых отраслей устанавливается в соответствии с “Нормами положенности противопожарного оборудования и первичных средств пожаротушения на объектах Министерства газовой промышленности” (в настоящее время - ОАО “Газпром”), согласованными с ГУПО МВД.
Что касается условий безопасности работ в нефтяной и газовой промышленности, то они регламентируются следующими основными нормативными документами.
1. Правила безопасности в газовом хозяйстве (новая редакция - 2-е издание с изменением № 1 и изменением № 2 и комментарием к Правилам, утвержденным Госгортехнадзором России 11.02.92), 1997, 207 с.
2. Правила безопасности в нефтяной и газовой промышленности. Утв. Пост. Госгортехнадзора России № 24 от 9 апреля 1998 г. - М., 1998, 160 с.
3. Правила безопасности в нефтяной промышленности. - М.: НПО ОБТ, 1993, 230 с.
4. Правила безопасности при эксплуатации магистральных газопроводов. - М.: Недра, 1987, 136 с.
5. Правила безопасности при эксплуатации конденсатопроводов и магистральных трубопроводов для сжиженных газов. - М.: Недра, 1978, 112 с.
6. Правила безопасности при эксплуатации газоперерабатывающих заводов.-М.: 1986, 104 с. (утверждены Газпромом и Госгортехнадзором в 1986 г.).
7. Правила технической эксплуатации и требования безопасности труда в газовом хозяйстве. - М.: Стройиздат, 1984, 145 с.
8. Правила технической эксплуатации магистральных нефтепроводов. -М.: Недра, 1988.
9. Правила технической эксплуатации магистральных газопроводов. -М.: Недра, 1989, 144 с.
10. Правила технической эксплуатации конденсатопроводов. - М., 1992, 117 с.
11. Правила технической эксплуатации газодобывающих предприятий. -М.: Недра, 1987, 136 с.
12. Методические рекомендации по обеспечению безопасной эксплуатации установок стабилизации газового конденсата. - М.: ВНИИГАЗ,
1988, 61 с.
13. Правила пожарной безопасности для предприятий и организаций газовой промышленности. ВППБ-01-0-4-98. - М., 1998 г.
Помимо нормативных документов имеется обстоятельный обзор [13], в котором детально рассмотрены вопросы обеспечения противопожарной безопасности при транспорте и хранении сжиженного природного газа, а также проанализированы основные причины аварий и указаны необходимые мероприятия по их предупреждению и ликвидации.
При проектировании объектов нефтегазодобычи необходимо руководствоваться следующими нормами технологического проектирования.
1. ВНТП-3-85. Нормы технологического проектирования объектов сбора, транспорта и подготовки нефти, газа и воды нефтяных месторождений.
2. ВНТП-01-81. Нормы технологического проектирования объектов газодобывающего предприятия и станций подземного хранения газа. - Саратов: ВНИПИГаздобыча, 1981 (сейчас готовится новое издание этого документа).
3. ОНТП1-86/51-1-86. Общесоюзные нормы технологического проектирования газоперерабатывающих заводов.
Ряд основных положений этих нормативных документов подробно анализируется в справочной монографии [2].
Здесь же обращаем внимание на то, что ОСТ 51-45-76 (ССВТ) “Газодобывающие предприятия. Требования безопасности” отменен Госстандартом (с 01.01.90).
Работы с метанолом следует проводить согласно разработанной во ВНИИГАЗе “Инструкции о порядке получения от поставщиков, перевозки, хранения, отпуска и применения метанола на объектах газовой промышленности”. - М.: ВНИИГАЗ, 1975 (утверждена Мингазпромом 07.07.75 - ныне действующая).
Упаковку, маркировку, хранение и транспортирование продуктов газо-нефтепереработки осуществляют в соответствии с ГОСТ 1510-84. Жидкие товарные продукты транспортируются по трубопроводам и в цистернах железнодорожным транспортом. Хранение газового конденсата и товарных продуктов, извлекаемых из природных газов, должно обеспечивать минимальные их потери от испарения (общие потери не должны превышать 1,25-4,5 об. % углеводородных жидкостей, подлежащих хранению).
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ АБСОРБЦИОННОЙ ОСУШКИ ГАЗА
В настоящее время основная добыча газа (более 90 %) на северных месторождениях России осуществляется за счет разработки чисто газовых залежей, главным образом, сеноманского продуктивного горизонта: достаточно упомянуть только такие уникальные месторождения-супергиганты, как Медвежье, Уренгойское и Ямбургское. В стадии проектирования разработки находится ряд крупных чисто газовых месторождений Западной Сибири и п-ова Ямал, намеченных к освоению уже в ближайшие годы. Природный газ этих месторождений метанового типа: содержание метана доходит до 98— 99 об. %, иногда встречаются залежи с примесью азота (обычно не более 1,0 об. %), тогда как более тяжелые компоненты (С2+в) находятся только в следовых количествах.
Согласно действующему отраслевому стандарту, регламентирующему основные требования на качество товарного природного газа, транспортируемого по магистральным газопроводам (ОСТ 51.40—93 “Газы горючие природные, поставляемые и транспортируемые по магистральным газопроводам. Технические условия”), при подготовке к транспорту сеноманских газов северных месторождений требуется только их осушка до определенной точки росы: — 20 °С в холодный период года (с 01.10 по 30.04) и —10 °С в теплый период (с 01.05 по 30.04). Соблюдение требований отраслевого стандарта обеспечивает безгидратный транспорт газа, даже на наиболее гидратоопасном головном участке магистрального газопровода.
Промысловая подготовка сеноманских газов к дальнему транспорту осуществляется в настоящее время под двум основным (и конкурирующим между собой) технологиям:
адсорбционная осушка газа с использованием твердых адсорбентов влаги — селикагеля, цеолитов и др. (установки адсорбционной осушки газа эксплуатируются на месторождении Медвежье с 1972 г.);
абсорбционная осушка с применением жидких поглотителей влаги (абсорбентов), обычно концентрированных водных растворов гликолей.
Сравнение этих технологий показывает, что их технико-экономические показатели довольно близки и оба варианта технологии осушки газа могут использоваться в промысловых условиях практически одинаково успешно.
В настоящее время наибольшее распространение в России получил абсорбционный метод с применением диэтиленгликоля (ДЭГ) в качестве основного абсорбента, тогда как за рубежом чаще всего используют более эффективный осушитель — триэтиленгликоль (ТЭГ). Выбор в пользу ДЭГ в свое время мотивировался наличием собственной промышленной базы на химических производствах (хотя практически весь период эксплуатации северных месторождений частично использовался ДЭГ и импортной поставки), а также ожидаемой низкой температурой контакта в абсорберах, что не вполне подтвердилось впоследствии (при понижении температуры контакта газ — гликоль в абсорбере преимущества ТЭГа полностью элиминируются).
Рис. 8.3. Схема стандартной установки гликолевой осушки газа:
I - сырой газ; II - сухой газ; III -вода; IV - пары воды; V - сухой гликоль; VI - сырой гликоль; / -сепаратор; 2 - абсорбер; 3 - генератор гликоля; 4 - теплообменник гликоль-гликоль; 5 - насос
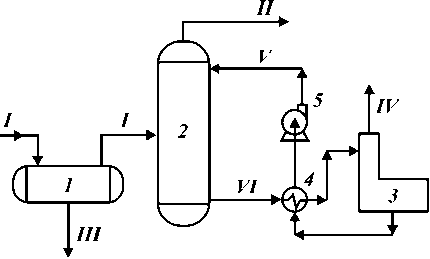
Технологическая схема простейшей установки гликолевой осушки газа показана на рис. 8.3. Газ со скважин проходит входной сепаратор 1, где от него отделяется жидкая водная фаза (конденсационная вода с примесью пластовой минерализованной воды либо водный раствор ингибитора гидратообразования, если система промыслового сбора газа функционирует в гидратоопасном режиме), далее поступает в абсорбер 2, где и осушается, контактируя с раствором концентрированного гликоля. Осушенный газ из абсорбера поступает в магистральный газопровод и подается потребителю. В схему входит система регенерации насыщенного гликоля 3, а также насосы, теплообменники и некоторое другое оборудование.
Базовая технологическая схема абсорбционной обработки газа применительно к начальному периоду разработки северных месторождений показана на рис. 8.4 и 8.5. Природный газ по шлейфам (коллекторам) кустов газовых скважин поступает на УКПГ, где через раздаточный коллектор (систему
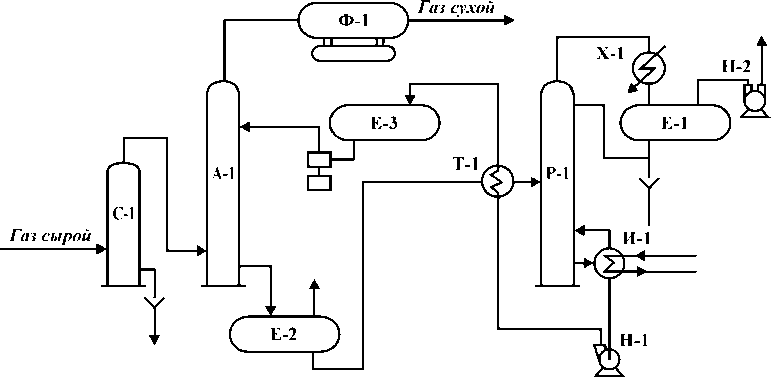
Рис. 8.4. Принципиальная технологическая схема абсорбционной осушки газа для северных месторождений:
С-1 - сепаратор; А-1 - абсорбер; Р-1 - колонна регенерации; Ф-1 - фильтр; Т-1 - теплообменник ДЭГ-ДЭГ; Х-1 - конденсатор; И-1 - подогреватель; Е-1, Е-2, Е-3 - емкости; Н-1, Н-2,
Н-3 - насосы
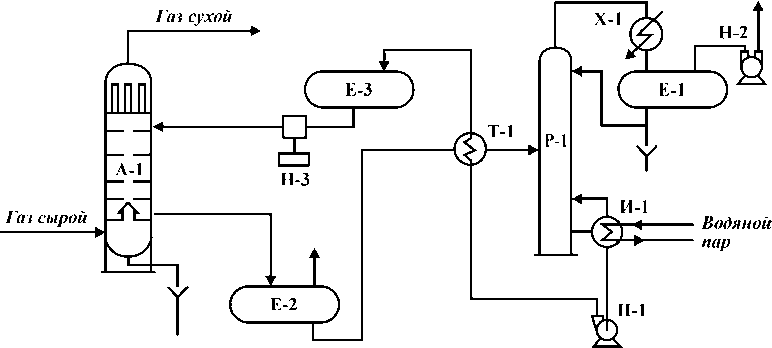
Рис. 8.5. Принципиальная технологическая схема абсорбционной осушки газа с многофункциональным аппаратом (МФА) для северный месторождений:
А-1 - многофункциональный аппарат; Р-1 - колонна регенерации; Т-1 - теплообменник ДЭГ-ДЭГ; Х-1 - конденсатор; И-1 - подогреватель; Е-1, Е-2, Е-3 - емкости; Н-1, Н-2, Н-3 - насосы
переключающей арматуры, гребенку и т.п.) обрабатывается на нескольких однотипных технологических линиях высокой производительности (первоначально 2,5-3 млн. м3/сут, сейчас - 5-10 млн. м3/сут, а в перспективе и более). В общем случае каждая технологическая линия включает: входной (первичный) сепаратор, абсорбер, фильтр для улавливания из потока осушенного газа мелкодисперсного гликоля (эти три аппарата часто объединяются в один МФА, см. рис. 8.5) и систему циркуляции ДЭГ. Общими для всех технологических линий являются: установка регенерации насыщенного ДЭГ и в случае необходимости станция охлаждения (СОГ) с АВО и холодильными агрегатами на пропановом цикле (иногда используется смешанный пропан-бутановый хладагент) для охлаждения осушенного газа до температуры грунта с целью минимизации экологических последствий и повышения надежности систем транспорта газа. При снижении рабочего давления в абсорберах ниже рабочего давления в магистральном газопроводе приходится дополнительно включать в “хвосте” технологического процесса дожимную компрессорную станцию (ДКС) со своей системой воздушного охлаждения. А на завершающей стадии разработки месторождения согласно проектам обустройства месторождений вводится в действие еще одна ДКС в “голове” процесса с тем, чтобы обеспечить работу абсорберов в проектном режиме при рабочем давлении примерно 4-5 МПа. В рассматриваемой технологии концентрация регенерированного диэтиленгликоля (РДЭГ) составляет 98,5-99,3 мас. %, а насыщенного (НДЭГ) - на 2-2,5 % меньше (при кратности циркуляции 7-12 кг/1000 м3 газа).
Разработаны и многочисленные модификации технологических схем абсорбционной осушки газа, которые практически не нашли применения в отечественной газопромысловой практике. В качестве характерных примеров две из этих схем показаны на рис. 8.6 и 8.7, соответственно одно- и двухступенчатая установки осушки тощих газов. Интересная особенность этих схем - наличие системы доулавливания (жидким пентаном) из осушенного газа гликоля, находящегося в парообразном виде, при этом по схеме на
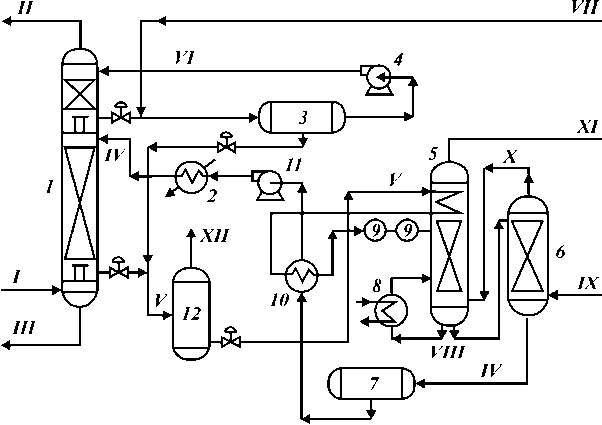
Рис. 8.6. Схема одноступенчатой установки осушки газа высококонцентрированными гликолями:
I - сырой газ; II - сухой газ; III - сброс жидкости; IV - сухой гликоль; V - сырой гликоль; VI - пентан для промывки; VII - добавка пентана в систему; VIII - частично регенерированный гликоль; IX - сухой отдувочный газ; X - сырой отдувочный газ; XI - сброс водяных паров и отдувочного газа; XII - сброс углеводородных паров; / - абсорбер; 2 - холодильник гликоля; 3 - разделитель пентан-гликоль; 4 - насос пентана; 5 - десорбер; 6 - стриппер; 7 -емкость гликоля; 8 - ребойлер; 9 - фильтр; 10 - теплообменник гликоль-гликоль; 11 - насос
гликоля; 12 - дегазатор
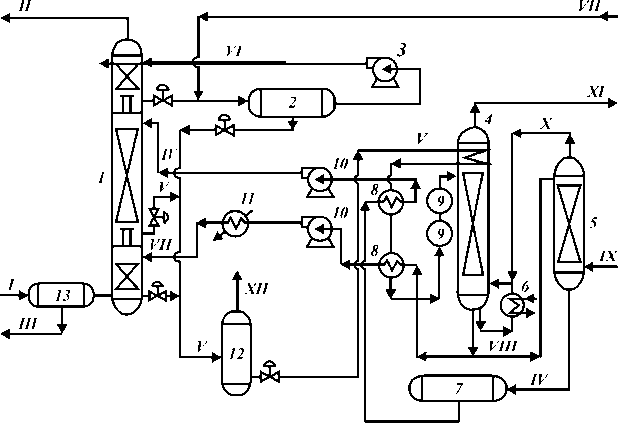
Рис. 8.7. Схема двухступенчатой установки осушки газа высококонцентрированными гликолями:
I - сырой газ; II - сухой газ; III - сброс жидкости; IV - сухой гликоль; V - сырой гликоль; VI - пентан для промывки; VII - добавка пентана в систему; VIII - частично регенерированный гликоль; IX - сухой отдувочный газ; X - сырой отдувочный газ; XI - сброс водяных паров и отдувочного газа; XII - сброс углеводородных паров; / - абсорбер; 2 - разделитель пентан-гликоль; 3 - насос пентана; 4 - десорбер; 5 - стриппер; 6 - ребойлер; 7 - емкость гликоля; 8 - теплообменник гликоль-гликоль; 9 - фильтр; 10 - насос гликоля; 11 -
холодильник гликоля; 12 - дегазатор; 13 - сепаратор
рис. 8.6 осушка осуществляется в противоточном режиме в одну ступень, а по схеме рис. 8.7 - в две ступени (предварительной и финишной), но на одном и том же температурном уровне. Не обсуждая достоинства и недостатки подобных схем, отметим, что за рубежом получил распространение процесс Дризо, в последние годы значительно усовершенствованный. Технологическая схема усовершенствованного процесса Дризо показана на рис. 8.8. Ее особенность - возможность снижения точки росы осушаемого газа вплоть до минус 40-60 °С, а также удаление и извлечение из газа бензольно-толуольно-ксилольной (БТК) фракции, абсорбируемой из природного газа гликолем и сбрасываемой с газами из регенерационной установки. В рамках этой технологии принципиально достижима и точка росы ниже -60 °С, что осуществляется посредством некоторой ее модификации с целью увеличения концентрации регенерированного гликоля. В этом аспекте процесс Дризо конкурентоспособен даже с цеолитовой (адсорбционной) осушкой газа, при этом в качестве абсорбента используется тетраэтиленгликоль концентрации выше 99,99 мас. %. В настоящее время какой-либо необходимости использовать подобные технологии применительно к системам промысловой обработки природного газа северных месторождений России не возникает.
Накопленный опыт работы установок диэтиленгликолевой осушки газа (на Медвежьем и Уренгойском месторождениях) убедительно свидетельствует об их достаточно надежной работе и возможности практически постоянного соблюдения требований отраслевого стандарта, особенно в начальный период эксплуатации месторождений (опыт эксплуатации сеноманских УКПГ Уренгойского месторождения представлен в разделе 8.2.2).
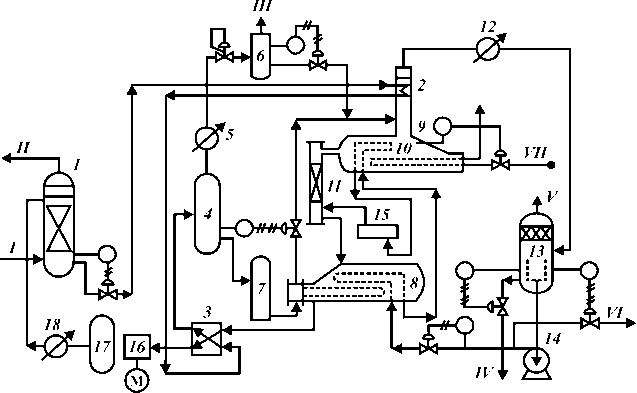
Рис. 8.8. Технологическая схема процесса Дризо:
I - входящий газ; II - сухой выходящий газ; III - газы на факел или в топливную систему; IV - сточные воды; V - вентиляционный выброс; VI - избыточный растворитель с аромати-кой; VII - топливо; / - гликолевая контактная колонна; 2 - конденсатор рефлюкса; 3 - пластинчатый теплообменник гликоль/гликоль; 4 - сепаратор-испаритель; 5 - конденсатор для извлечения растворителя; 6 - сборник извлеченного растворителя; 7 - фильтр для гликоля; 8 - уравнительная емкость/теплообменник; 9 - отпарная колонна для насыщенного гликоля; 10 - ребойлер; 11 - отпарная колонна для тощего гликоля; 12 - конденсатор воды и растворителя; 13 - сепаратор вода/растворитель; 14 - насос для растворителя; 15 - подогреватель
растворителя; 16 - насос для гликоля; 17 - акустический фильтр; 18 - холодильник гликоля
Тем не менее в отрасли не прекращается проработка новых и перспективных научно-технических решений в следующих направлениях:
анализ и совершенствование собственно технологических схем осушки; выбор абсорбентов, наиболее приемлемых для тех или иных условий, в том числе и при пониженных температурах контакта;
разработка методов очистки абсорбентов от механических примесей, солей, продуктов деструкции и др.;
модернизация основного технологического оборудования; совершенствование систем регенерации насыщенного абсорбента; нормирование, прогноз технологических потерь абсорбентов и анализ путей их сокращения;
модернизация АВО и разработка принципиально новых решений по системам воздушного охлаждения сырого газа.
В связи с наличием ряда обобщающих монографий и учебных пособий, в которых подробно рассматриваются вопросы осушки природных газов чисто газовых месторождений, нет острой необходимости обсуждать весь круг технологических вопросов, связанных с абсорбционной осушкой газа. Поэтому ниже рассматриваются только те аспекты проблемы осушки тощих газов, которые, на взгляд авторов, наиболее актуальны в настоящее время для северных месторождений и в разработке которых принимали участие авторы данной монографии.
УСОВЕРШЕНСТВОВАННАЯ ТЕХНОЛОГИЧЕСКАЯ СХЕМА ДВУХСТАДИЙНОЙ АБСОРБЦИОННОЙ ОСУШКИ ГАЗА НА СЕВЕРНЫХ МЕСТОРОЖДЕНИЯХ
По мере разработки месторождения происходит постепенное снижение рабочего давления в абсорберах, что приводит к обострению следующих проблем:
в абсорберах существенно ухудшаются условия для осушки газа, поэтому возникает необходимость повышения концентрации регенерированного ДЭГ и его удельного расхода (кратности циркуляции);
более актуальной становится и проблема повышенного механического уноса ДЭГ в мелкодисперсном виде в связи с увеличением линейной скорости газа в абсорберах.
Подключение ДКС второй очереди в “голове” технологического процесса не решает полностью возникающие проблемы, поскольку резко возрастает температура газа после ДКС (до 35-40 °С, а иногда и выше), тогда как последующее охлаждение потока сырого газа может осуществляться в АВО только в холодный период года. В результате два-три месяца в году осушку газа ДЭГ приходится осуществлять при высоких температурах контакта (выше 30 °С) и при этом крайне затруднительно на существующем технологическом оборудовании реализовать требования по качеству товарного газа, направляемого в магистральные газопроводы.
Анализируя базовую технологию абсорбционной осушки газа в целом (см. рис. 8.4 и 8.5), нельзя не отметить основной и, на взгляд авторов, принципиальный недостаток этой технологии - не вполне рациональное использование холода как окружающей среды (АВО), так и холодильных агрегатов. В рассматриваемой базовой технологической схеме охлаждается (или должен охлаждаться по проекту) уже осушенный газ (до температурного уровня 0 - минус 2 °С, а на проектируемых объектах п-ова Ямал - еще ниже), тогда как гораздо более рациональной представляется модификация этой технологической схемы с введением стадии предварительного охлаждения сырого (неосушенного) газа.
Перед тем как перейти к детальному обсуждению более эффективных технологий абсорбционной осушки газа в северных условиях, целесообразно сделать краткий исторический экскурс и отметить, что идея эффективного использования холода окружающей среды для подготовки газа месторождений Крайнего Севера - давняя и, можно сказать, заветная мечта специалистов газовой промышленности начиная с 60-х годов, когда только-только началось освоение первых месторождений Западной Сибири. Здесь следует упомянуть интересные соображения и проработки Ю.П. Коротаева с сотрудниками, А.В. Язика и др. по частичной подготовке газа в системах промыслового сбора (шлейфах и коллекторах), а также оставшиеся практически не реализованными, хотя, казалось бы, и многообещающие, конкретные технологические проработки специалистов ТюменНИИГипрогаза (Л.М. Гухман и др.) и ВНИИГАЗа (Т.М. Бекиров с соавторами) по модификациям технологических схем подготовки газа с возможностью его предварительного охлаждения до стадии абсорбционной осушки газа. Следует отметить и технологическое предложение Уренгойгазпрома (Ю.Н. Ефимов) по предварительной осушке (“промывке”) сырого газа НДЭГ.
Перейдем к анализу модификации технологической схемы абсорбционной осушки газа, предложенной Л.М. Гухманом на основании первого опыта эксплуатации установок осушки на месторождении Медвежье. Им прежде всего отмечаются потенциальные возможности систем воздушного охлаждения газа в северных регионах:
в Надым-Пур-Тазовском районе продолжительность холодного периода года с температурой воздуха ниже -5 °С составляет 180-220 сут, и в этот период реально охладить газ в АВО до температуры ниже 0 °С;
в переходной период года, продолжительность которого 90-110 сут (при изменении температуры воздуха от -5 до +10 °С), температуру контакта в абсорберах за счет воздушного охлаждения газа можно поддерживать в диапазоне от 0 до 10-12 °С;
только в теплый период года, продолжающийся всего 2-2,5 мес, не имеется технической возможности для охлаждения газа в АВО: в этот период для охлаждения газа приходится использовать холодильные машины.
Учитывая такие технологические возможности по охлаждению газа за счет холода окружающей среды, предлагается технологическая схема абсорбционной осушки газа (рис. 8.9), включающая по ходу газа следующие аппараты: входной сепаратор, ДКС (если необходимо); АВО - в холодное время года (либо холодильный агрегат - в теплое время года), абсорбер и фильтр. При этой технологии предполагается возможным поддерживать в абсорбере температуру контакта, близкую к 0 °С. В связи с тем, что в подобной технологической схеме сырой газ в трубах АВО и / или в системе испарителя холодной машины оказывается заведомо в гидратном режиме, предлагается следующая схема циркуляции ДЭГ: регенерированный ДЭГ делится на два потока, меньшая его часть подается перед АВО (холодильным агрегатом), а большая - в абсорбер. При этом технологические детали по системе ввода ДЭГ в АВО и его распределения по теплообменным трубкам совер-
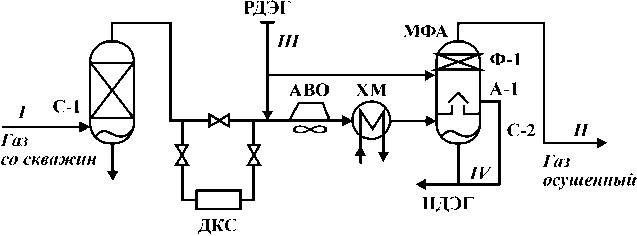
Рис. 8.9. Технологическая схема абсорбционной осушки газа, предлагаемая ТюменНИИГипрога-
зом для северныи месторождений:
С-1 - входной сепаратор; ДКС - компрессор; АВО - воздушный холодильник; ХМ - холодильная машина (или СОГ); МФА - трехсекционный аппарат, включающий сепарационную лекцию С-2, абсорбер А-1 и фильтр Ф-1; I - сырой газ со скважин; II - осушенный газ в газотранспортную систему; III - регенерированный гликоль; IV - насыщенный гликоль, направляемый на установку регенерации
шенно не обсуждаются. Однако этот вопрос авторам представляется существенным, так как необходимо не только осуществить ввод ДЭГ в мелкодисперсном состоянии (с помощью, например, форсунок), но и обеспечить его равномерное распределение по трубкам АВО, что не всегда удается. Кроме того, ввод ДЭГ заметно увеличивает гидравлическое сопротивление аппарата АВО и ухудшает условия теплообмена; поэтому имеются технологические ограничения на удельный расход ДЭГ, выше которого эффективность работы систем охлаждения газа резко снижается. Это означает, что фактически в технологии ТюменНИИГипрогаза имеются определенные ограничения на предварительное охлаждение газа и мало вероятно, что на практике удалось бы добиться снижения температуры контакта до -5-0 °С (что априори предполагалось), хотя, на взгляд авторов, и представляется возможным снизить температуру сырого газа на 7-10 градусов по сравнению с температурой во входном сепараторе (т.е. довести температуру контакта до уровня 5-10 °С). Следует отметить, что, к сожалению, каких-либо попыток внедрения технологической схемы как на месторождении Медвежье, так и впоследствии на других северных месторождениях фактически не предпринималось.
Далее специалисты ВНИИГАЗа и других организаций в серии публикаций применительно к северным месторождениям, для которых согласно базовой технологии предполагается охлаждение осушенного газа до температур 0 - минус 2 °С, предположили следующий вариант технологической схемы абсорбционной осушки (рис. 8.10): сырой газ поступает во входной сепаратор, далее охлаждается (в АВО или СОГ) до температуры 0 - минус 2 °С, сепарируется во втором сепараторе, поступает в абсорбер на гликолевую осушку, проходит фильтр и, наконец, направляется в головной участок газотранспортной системы.
Предупреждение гидратообразования в системе предварительного охлаждения газа осуществляется вводом летучего ингибитора гидратообразования - метанола. Кроме того, предполагается ввод метанола и на кусты скважин (разумеется, если это необходимо по термобарическому режиму системы сбора газа). Нетрудно видеть, что это предложение практически весьма близко к техническому решению (см. рис. 8.9); отличие состоит в использовании метанола (а не гликоля) для предупреждения гидратообразования в
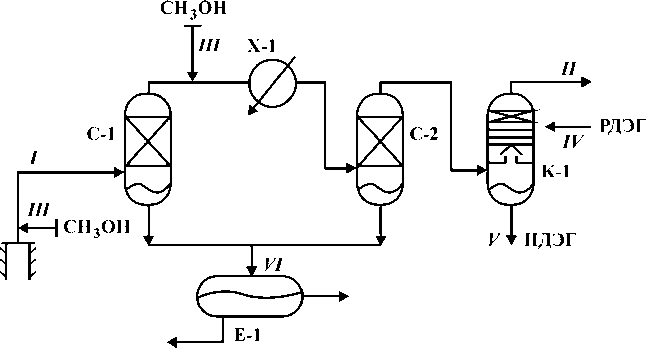
Рис. 8.10. Вариант ВНИИГАЗа технологической схемы абсорбционной осушки сеноманского газа
северных месторождений:
С-1 - входной сепаратор; С-2 - промежуточный сепаратор; Х-1 - холодильная машина; К-1 -колонна гликолевой осушки газа; Е-1 - емкость для сбора водометанольного раствора; I - сырой газ со скважин; II - осушенный газ в промысловый коллектор; III - ингибитор гидратообразования метанола; IV - регенерированный гликоль; V - насыщенный гликоль (на регенерацию); VI - водометанольный раствор на утилизацию
АВО или СОГ. На первый взгляд, этот момент представляется некоторым улучшением технологии ТюменНИИГипрогаза, поскольку снимает указанную проблему ограниченности возможности применения ДЭГ как ингибитора гидратов в системах охлаждения газа типа АВО. Однако в технологии остался неучтенным другой, притом существенный, момент: сильное насыщение газа испаренным метанолом, и, как следствие, при обработке газа ДЭГ в абсорбере должна осуществляться теперь уже не только его осушка, т.е. извлечение влаги из газа, но и извлечение значительного количества метанола. Многочисленные расчеты авторов убедительно показывают, что в технологической схеме (см. рис. 8.10) остается возможным лишь применение гликолей как ингибиторов гидратов в системах охлаждения, но тогда эта схема становится, по существу, идентичной схеме, показанной на рис. 8.9.
Следует детально остановиться на потенциальных преимуществах модифицированной технологической схемы абсорбционной осушки газа в сравнении с базовой технологией (см. рис. 8.4, 8.5):
осушку газа при низких температурах контакта можно проводить с использованием РДЭГ с пониженной концентрацией (~93-95 мас. %) и при уменьшенном расходе (кратности циркуляции) РДЭГ;
как следствие, существенно снижаются энергетические затраты на регенерацию НДЭГ и уменьшаются проблемы по очистке ДЭГ от примесей, например из-за термической деструкции ДЭГ, поскольку регенерация НДЭГ осуществляется в более мягком температурном режиме; снижается острота проблемы “засоления” ДЭГ;
практически отпадает необходимость перехода на другие осушающие агенты, например ТЭГ;
становится вполне реальным использование более дешевых осушителей, таких как ЭГ, эфиры гликолей, ЭТ-1, полупродукты производств гликолей, смеси гликолей и т.п.;
за счет низкой температуры контакта происходит частичное извлечение ДЭГ стабильного конденсата (на 70-80 %) из природного газа и имеется техническая возможность использования этого конденсата как дизельного топлива (несмотря на, казалось бы, незначительное содержание конденсата в газах сеноманских залежей).
В то же время целесообразно отметить и существенные недостатки предложенных модификаций технологической схемы:
отсутствие ясности в технологии ингибирования газовых гидратов на стадии охлаждения газа (так как в рамках этих схем метанол нецелесообразно использовать, а по гликолям имеются определенные ограничения);
непроработанность вопросов циркуляции ДЭГ (возможны и более рациональные варианты его циркуляции);
отсутствие конкретных предложений по привязке предлагаемой модификации технологической схемы к действующим установкам осушки;
обостряется проблема извлечения ДЭГ ароматических соединений (бензол, ксилол, толуол и т.п.) с последующим выбросом в атмосферу летучих органических соединений при регенерации НДЭГ, тогда как решению этой проблемы уделяется сейчас исключительно большое внимание за рубежом при совершенствовании установок гликолевой осушки газа.
Таким образом, в литературе предложены интересные модификации базовой технологии абсорбционной осушки газа применительно к северным газовым месторождениям (сеноманских залежей). Однако эти решения оказались недостаточно проработанными и не доведенными до реальной возможности их практического внедрения.
В связи с этим авторы предприняли попытку, с одной стороны, обобщить и усовершенствовать предлагаемые технические решения, а с другой -сделать их более приемлемыми для практической реализации как на стадии проектирования новых установок осушки газа в северных регионах, так и при модернизациях и реконструкции действующих установок.
Основные новые моменты предлагаемой ниже обобщенной технологии абсорбционной осушки природного газа - проведение процесса абсорбции влаги на двух температурных уровнях в двух абсорберах с охлаждением газа между ступенями осушки, а также некоторые особенности циркуляции гликоля в этой технологии (схема с рециркуляцией). Разработанная технологическая схема в достаточно общем виде представлена на рис. 8.11. Образно говоря, предлагаемое техническое решение как бы подводит итог многолетним поискам технологических схем абсорбционной осушки газа, рационально использующих почти “даровой” холод окружающей среды, а также полностью обеспечивающих технические требования по качеству осушенного товарного газа, поставляемого по магистральным газопроводам из районов Крайнего Севера.
Рассматриваемая технология абсорбционной осушки включает по ходу газа следующие основные аппараты (см. рис. 8.11): входной сепаратор С-1 с фильтром-каплеуловителем Ф-1; абсорбер А-1 для предварительной (“грубой”) осушки газа, снабженный фильтром ФА-1; компрессор (при необходимости), аппарат воздушного охлаждения газа; станцию охлаждения газа (функционирующую в летний период); абсорбер А-2 (с фильтром ФА-2) для окончательной осушки газа в соответствии с требованиями ОСТа; компрессор (при необходимости) и АВО (при необходимости).
Обсудим характерные термобарические режимы работы установок осушки (см. рис. 8.11). Давление газа на входе в установку и в абсорбере А-1
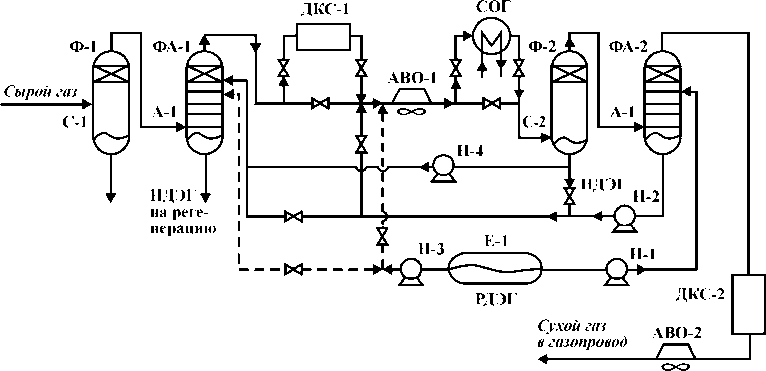
Рис. 8.11. Обобщенная технологическая схема двухступенчатой гликолевой осушки газа:
С-1, С-2 - сепараторы; А-1, А-2 - абсорберы; Ф-1, Ф-2, ФА-1, ФА-2 - фильтры; Н-1, Н-2, Н-3, Н-4 - насосы; Е-1 - емкость РДЭТ; АВО-1, АВО-2 - аппараты воздушного охлаждения газа; СОГ - станция охлаждения газа; ДКС-1, ДКС-2 - дожимные компрессорные станции
изменяется от 9-10 МПа в начальный период эксплуатации до 2-2,5 МПа на завершающей стадии разработки газового месторождения. Давление газа в абсорбере А-2 меняется в диапазоне 5-7,8 МПа. С учетом достаточно низких пластовых температур, характерных для чисто газовых залежей Западной Сибири и п-ова Ямал (типичный диапазон пластовых температур составляет 20-40 °С), прогнозные температурные режимы установок осушки по предлагаемой технологии следующие:
температура контакта в абсорбере А-1 варьируется в диапазоне 10-20 °С (и исключительно редко может быть ниже 10 °С);
температура контакта в абсорбере А-2 в начальный бескомпрессорный период эксплуатации меняется в диапазоне от -5 до 5 °С в холодное время года и в диапазоне 10-20 °С в летнее время года (в предположении, что в начальный период эксплуатации СОГ отсутствует, а охлаждение газа между ступенями осушки осуществляется только в холодное время года с использованием аппаратов воздушного охлаждения), тогда как в компрессорный период эксплуатации температура контакта в А-2 существенно выше и может меняться от 0 до 35-40 °С (последние значения температуры возможны для летнего времени года в отсутствие СОГ).
В начальный период эксплуатации в технологической схеме гликолевой осушки газа отсутствуют ДКС-1 и ДКС-2 и, возможно, СОГ. Эти аппараты вводятся в технологический процесс по мере необходимости при падении пластового давления в процессе разработки месторождения. В этом случае общая технологическая схема (см. рис. 8.11) упрощается, и ее вариант представлен на рис. 8.12, где показаны многофункциональные аппараты МФА-1 и МФА-2, включающие сепаратор, абсорбер и фильтр в одном многофункциональном агрегате. Если заменить МФА-1 на сепаратор С-1, то практически приходим к технологической схеме ТюменНИИГипрогаза (см. рис. 8.9), отличия, однако, остаются и состоят в возможности более экономичных схем циркуляции гликоля в установке (а также при необходимости специфичес-
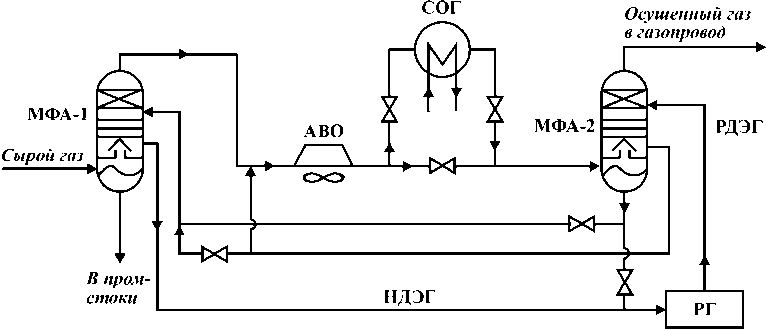
Рис. 8.12. Технологическая схема двухступенчатой гликолевой осушки газа в начальный период
эксплуатации месторождения:
МФА-1 - многофункциональный аппарат первой ступени осушки; МФА-2 - многофункциональный аппарат второй ступени осушки; РГ - система регенерации гликоля; АВО - аппарат воздушного охлаждения; СОГ - станция охлаждения года
ких технологий использования летучих ингибиторов гидратообразования для ингибирования СОГ или АВО).
Детально остановимся на анализе вариантов циркуляции гликоля. Для определенности будем полагать, что температура газа в МФА-1 варьируется вблизи 15 °С. Приводимые ниже значения концентрации ДЭГ даны именно для диапазона давлений 4-8 МПа и указанного температурного режима абсорберов.
Варианты циркуляции гликоля (ДЭГ, ТЭГ, ЭГ и пр.) могут быть следующими (для определенности считаем, что используется наиболее распространенный в отечественной практике осушающий агент - диэтиленгликоль).
1. Регенерированный ДЭГ достаточно высокой концентрации (ориентировочно в диапазоне 90-96 мас. %) подается в каждый из абсорберов, а также перед АВО (СОГ), потоки насыщенного ДЭГ из каждого аппарата объединяются (при этом концентрация отработанного гликоля составит 8793 мас. %) и поступают в систему регенерации. Эта схема циркуляции наименее оптимальна с точки зрения как нагрузки по жидкости установки регенерации, так и по ее температурным режимам. Однако при такой схеме циркуляции гликоля достигается наиболее низкая точка росы осушенного газа.
2. Регенерированный ДЭГ с концентрацией 95-97 мас. % подается в абсорбер А-1 (в аппарат МФА-1); отработанный раствор ДЭГ из МФА-1 делится на два потока, причем меньшая его часть подается в АВО, а большая -в абсорбер А-2. Отработанный (насыщенный) ДЭГ из АВО и А-2 объединяется в один поток и поступает в систему регенерации. Достоинство этой схемы по сравнению с предыдущей: меньшая нагрузка по жидкости в установке регенерации и более низкая концентрация гликоля в А-2 (существует оптимальная концентрация гликоля с точки зрения вязкости раствора, поскольку ДЭГ высоких концентраций вообще затруднительно использовать как осушающий агент из-за высокой вязкости при низких температурах контакта).
3. Регенерированный ДЭГ достаточно высокой концентрации (9396 мас. %) подается в абсорбер А-2, отработанный раствор гликоля (с полуглухой тарелки) подается в АВО, отработанный раствор ДЭГ после АВО (из сепарационной части МФА-2) поступает в МФА-1 (в абсорбер А-1), и, наконец, насыщенный ДЭГ (концентрация 88-91 мас. %) после контакта с влажным газом в А-1 направляется в систему регенерации гликоля. Эта “циклическая” схема циркуляции гликоля в двухстадийной системе осушки газа наиболее оптимальна с точки зрения уменьшения кратности циркуляции ДЭГ, а также возможности использования РДЭГ наименьшей концентрации для достижения заданной точки росы осушенного газа (по сравнению с предыдущими вариантами). Недостаток данной технологии циркуляции ДЭГ -направление всего потока отработанного в А-2 гликоля в АВО: существующие конструкции аппаратов воздушного охлаждения газа не рассчитаны на возможность столь большой нагрузки по жидкости (в диапазоне 510 кг/1000 м3 газа). Поэтому авторы рекомендуют для реально существующих конструкций АВО хотя и менее оптимальный, но более технологический вариант 4.
4. Регенерированный ДЭГ достаточно высокой концентрации (9396 мас. %) подается в абсорбер А-2, отработанный раствор ДЭГ после абсорбера А-2 делится на два потока: меньшая его часть (до 0,2-0,3 кг/1000 м3) поступает в АВО (обеспечивая надежность эксплуатации АВО в безгидрат-ном режиме), а большая - в абсорбер А-1. Потоки отработанного насыщенного ДЭГ после А-1 и АВО объединяются и поступают на установку регенерации. Предельный (частный) случай этой схемы циркуляции гликоля - отсутствие подач гликоля в АВО.
В зависимости от термобарических режимов работы двухступенчатой двухтемпературной установки осушки газа наиболее приемлемым с технологической точки зрения является тот или иной вариант циркуляции гликоля в системе по пп. 1-4. Следует особо подчеркнуть, что любой из перечисленных вариантов циркуляции гликоля в рамках предлагаемой двухступенчатой технологии осушки газа (см. рис. 8.11 и 8.12) имеет существенные преимущества перед базовым вариантом (см. рис. 8.4 и 8.5) и подготовки газа сеноманских залежей:
обеспечивается более высокая надежность работы установки осушки газа, поскольку легко достигается требуемая точка росы газа по влаге даже при самых неблагоприятных термобарических режимах;
установка регенерации гликоля может функционировать в более “мягком” термодинамическом режиме, что приводит к уменьшению энергетических затрат на регенерацию насыщенного гликоля, а также существенно облегчается процесс очистки ДЭГ от примесей.
Проведенные расчеты показывают, что наиболее технологичным является вариант циркуляции ДЭГ по п. 4 с сохранением принципиальной возможности его подачи перед АВО в небольшом количестве (до 0,2-0,3 кг/ 1000 м3), главным образом, с целью повышения надежности работы АВО в безгидратном режиме. Предлагаемая технология двухстадийной осушки газа на двух температурных уровнях оказывается работоспособной и в широком диапазоне термобарических условий (например, при подключении ДКС в “голове” технологического процесса, отключении АВО в летнее время и отсутствии СОГ и, как следствие, наличии высокой температуры контакта до 35 °С в абсорбере А-2). Кроме того, сохраняется во всех случаях возможность использования в качестве абсорбента диэтиленгликоля.
Таким образом, выше рассмотрены вопросы совершенствования технологических схем абсорбционной осушки газа с учетом специфики северных газовых месторождений России. Предложен технологический процесс двухступенчатой (на двух температурных уровнях) осушки газа. Рассматриваемый технологический процесс вполне может быть доведен до уровня “типового” с целью использования его при проектировании обустройства новых газовых месторождений севера Тюменской области и п-ова Ямал, а также при модернизациях действующих установок осушки тощих газов.
ОПЫТ ЭКСПЛУАТАЦИИ И МОДЕРНИЗАЦИИ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ НА УСТАНОВКАХ КОМПЛЕКСНОЙ ПОДГОТОВКИ ГАЗА СЕНОМАНСКИХ ЗАЛЕЖЕЙ УРЕНГОЙСКОГО МЕСТОРОЖДЕНИЯ
Ниже анализируется опыт эксплуатации основного технологического оборудования на УКПГ сеноманских залежей Уренгойского месторождения.
Проектом обустройства Уренгойского месторождения (сеноманской залежи) предусмотрена коллекторно-кустовая схема сбора газа. Куст включает в себя 3-5 скважин. Природный газ от скважин поступает в газовые коллекторы кустов, по которым транспортируется на установках комплексной подготовки газа. Подготовка природного газа к транспорту осуществляется на установках комплексной подготовки газа абсорбционным методом с применением в качестве абсорбента диэтиленгликоля.
В настоящее время на Уренгойском месторождении находятся в эксплуатации пятнадцать УКПГ с гликолевой осушкой природного газа сеноманских залежей (см. рис. 8.4, 8.5). На каждой УКПГ функционируют дожим-ные компрессорные станции (ДКС-2) первой очереди (первой по времени ввода), но второй ступени по ходу газа, расположенные после системы осушки газа. В настоящее время на большинстве УКПГ подключены или подключаются компрессорные станции второй очереди, расположенные до абсорбера (первой ступени сжатия - ДКС-1).
В начальный период обустройства месторождения на четырех первых установках осушки (УКПГ 1-4) была применена дискретная схема расположения оборудования сепаратор - абсорбер - фильтр (см. рис. 8.4) единичной производительностью технологической нитки 3 млн. м3/сут (абсорберы ГП-252 по номенклатуре АО ЦКБН, диаметр аппаратов 1600 мм). В дальнейшем после первичной модернизации технологического оборудования, заключавшейся в установке в верхней части абсорбера фильтр-патронов, производительность абсорбера была увеличена до 5 млн. м3/сут газа (рис. 8.13).
В целях экономии производственных площадей и уменьшения металлоемкости оборудования на УКПГ 5 были размещены многофункциональные аппараты осушки газа производительностью 5 млн. м3/сут (абсорбер ГП-365 диаметром 1200 мм и высотой 16 м), включающие сепарационную, массообменную и фильтрационную части в одном аппарате. За МФА на УКПГ 5 были установлены фильтр-сепараторы. На последующих УКПГ 6-10 установлены МФА без фильтр-сепараторов (рис. 8.14).
В настоящее время на Уренгойском месторождении на УКПГ 5-10 экс-
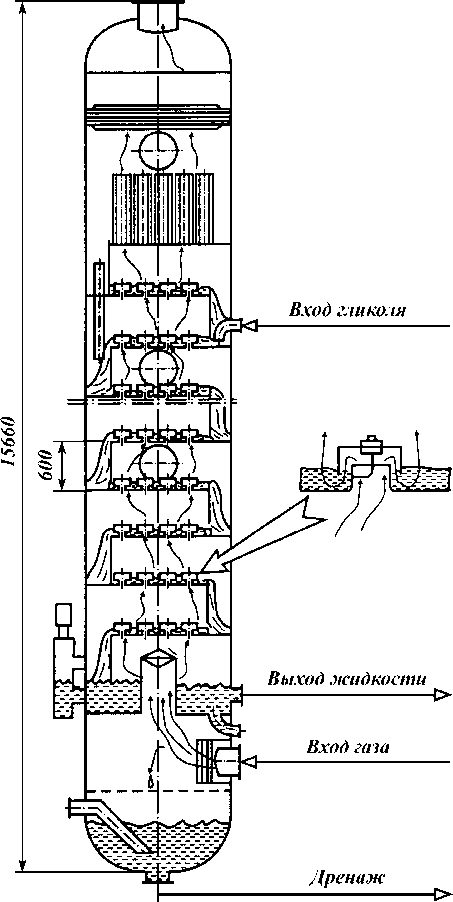
плуатируются 90 МФА проектной производительностью 5 млн. м3/сут. Типовая конструкция ГП-365 представляет собой колонну, функционально разделенную на три секции: сепарации, абсорбции и секции улавливания гликоля. Первая по ходу газа секция сепарации состояла из сепарационной тарелки, оснащенной 86 сепарационными центробежными элементами диаметром 60 мм (ГПР-202 по спецификации АО ЦКБН). Массообменная секция состояла (в проектном варианте) из пяти контактных ступеней, каждая из которой включала ситчатую тарелку с отверстиями 6 мм и сепарационную тарелку с центробежными элементами. Следующая по ходу газа секция
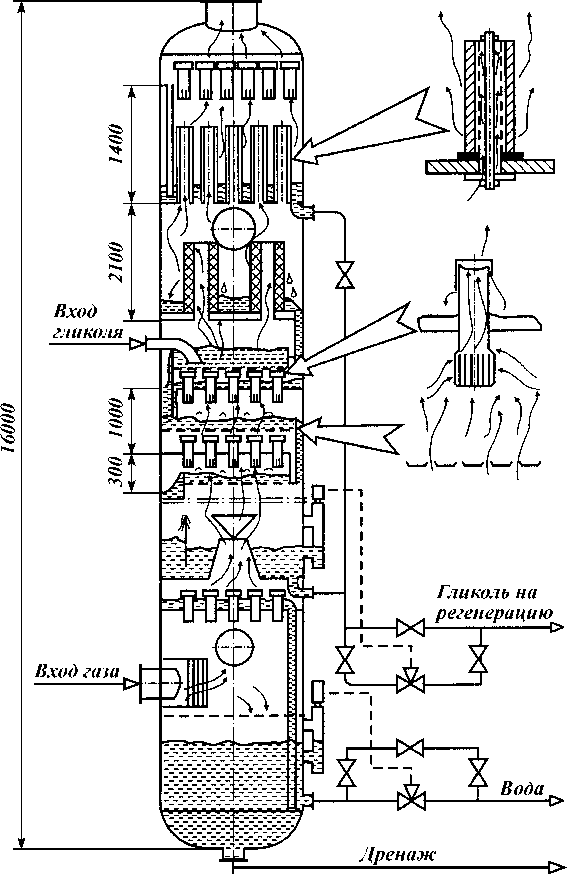
Рис. 8.14. Схема абсорбера ГП-365
улавливания гликоля, состоящая из 54 фильтр-патронов с намоткой из фильтрующего материала и рукавной сетки, служит для очистки осушенного газа от капельного гликоля. Слив уловленного в секции коагуляции гликоля осуществляется по наружной переточной трубе на полуглухую тарелку абсорбционной секции.
На пяти УКПГ сеноманской залежи (11-15 и 1АС) были размещены МФА осушки газа ГП-502 (сходной с ГП-365 по компоновке) производительностью 10 млн. м3/сут, диаметром 1800 мм, высотой 16,6 м, с размещением отдельно стоящих сепараторов перед МФА.
АНАЛИЗ ЭФФЕКТИВНОСТИ РАБОТЫ ОСНОВНОГО ТЕХНОЛОГИЧЕСКОГО ОБОРУДОВАНИЯ (В ПРОЕКТНОМ ВАРИАНТЕ)
Эффективность работы аппаратов осушки газа определяется следующими основными показателями:
глубиной извлечения влаги из газа; потерями ДЭГ с осушенным газом; длительностью межревизионного периода.
Основными факторами, влияющими на эффективность работы технологического оборудования осушки газа, являются:
линейная скорость газа в аппарате, обусловленная его диаметром, конструкцией и параметрами газа (расход, давление, температура);
качество работы фильтрационной части, которое обусловливает значения потерь ДЭГ с осушенным газом и межревизионного периода;
качество работы массообменной части, которое обусловливает глубину осушки газа и нагрузку фильтрационной части по ДЭГ;
качество работы сепарационной части, которое обусловливает концентрацию воды в отработанном растворе гликоля (НДЭГ), влияющую на эффективность работы системы регенерации и концентрацию мехпримесей и минеральных солей в НДЭГ, что в свою очередь влияет на значение межревизионного периода работы фильтрационной части МФА, фильтров и другого оборудования.
Как указано ранее, на УКПГ сеноманской залежи Уренгойского месторождения в эксплуатации находятся три основных аппарата осушки газа: ГП-252, ГП-365, ГП-502. Для сравнения: УКПГ сеноманской залежи Ямбургского месторождения оснащены абсорберами типов ГП-502 (УКПГ 1, 2, 5) и ГП-778 (УКПГ 3, 4, 6, 7) номинальной производительностью 10 млн. м3/сут.
Абсорбер ГП-252. Опыт эксплуатации аппаратов ГП-252 на четырех УКПГ сеноманской залежи показал их надежную и эффективную работу. На взгляд авторов, это объясняется заложенной в проекте обустройства месторождения несколько избыточной надежностью оборудования (относительно большим диаметром аппаратов и дискретностью расположения технологических аппаратов).
Абсорбер ГП-365. Согласно технической документации, аппарат ГП-365 должен был обеспечивать потери гликоля с осушенным газом не более 10 г/1000 м3 газа. Реальные потери ДЭГ с осушенным газом из аппаратов ГП-365 (проектный вариант) были в 3-5 раз выше.
Опыт эксплуатации данного вида оборудования показал его неэффективную и ненадежную работу (аппараты требовали ревизии через полгода эксплуатации, унос ДЭГ превышал 30 г/1000 м3). В период максимального отбора газа на месторождении неэффективная работа этих аппаратов приводила к большим потерям гликоля и нарушениям технологического режима работы оборудования (вплоть до отключения подачи ДЭГ на некоторые технологические нитки УКПГ).
Повышенный вынос ДЭГ и малый межревизионный период абсорбера ГП-365 (производительностью 5 млн. м3/сут) объясняются конструктивными недостатками и относительно малым диаметром аппарата, что и обусловило наиболее жесткий режим его эксплуатации.
Абсорбер ГП-502. Опыт эксплуатации аппаратов ГП-502 показал высокую эффективность и надежность их работы (унос ДЭГ - до 20 г/1000 м3, межревизионный период - до двух лет). На взгляд авторов, это объясняет-
(T)
0,6
0,«
/,0
1,1 1/1,
пр
20
s 15 S'
I 10 fc!
| о - ж | I II |
X |
| X III ж. | X X Xх X X | |
|
” | о QP ЯО СЪ | X х |
| ж о 1 1 | 1 1 |
|
0,7
0,9
Рис. 8.15. Зависимость потерь ДЭГ от F /F
I - ГПР-252; II - ГПР-502; III - ГПР-365
ся относительно большим диаметром аппарата и высоким запасом надежности.
На рис. 8.15 приведены усредненные данные по сравнительной эффективности работы аппаратов осушки газа за весь период эксплуатации. Как видно из приведенных данных, в наиболее жестком режиме эксплуатации, характеризующемся отношением текущего и проектного факторов скорости (F/Fnp), работали аппараты ГПР-365.
Таким образом, наиболее удачной проектной схемой осушки и конструкции основного технологического оборудования на Уренгойском ГКМ является МФА ГП-502 производительностью 10 млн. м3/сут, наименее удачной -МФА ГП-365. При этом аппараты всех типов обеспечивали требуемую глубину осушки газа.
МОДЕРНИЗАЦИЯ АППАРАТОВ ОСУШКИ ГАЗА НА УРЕНГОЙСКОМ МЕСТОРОЖДЕНИИ
Для обеспечения нормальной работы оборудования по осушке газа в декабре 1986 г. было определено основное требование - обеспечение номинальной производительности многофункциональных аппаратов с минимальными потерями ДЭГ и максимальным межревизионным периодом в условиях падения давления в аппаратах до 3,4 МПа в связи с тем, что первая очередь дожимной компрессорной станции (ДКС-2) на промыслах Уренгойского месторождения планировалась размещаться за УКПГ после системы осушки газа.
В связи с этим возникла необходимость модернизации аппаратов осушки газа. Модернизация проводилась совместно с научно-исследовательскими и опытно-конструкторскими организациями, в основном с Центральным конструкторским бюро нефтяного и химического машиностроения (ЦКБН) и ТюменНИИГипрогазом (ТНГГ) по всем трем направлениям совершенствования их конструкции: нижней сепарационной части, средней массообменной части и верхней фильтрационной части аппаратов.
Нижняя сепарационная секция абсорберов МФА. Нижняя сепараци-онная секция в МФА УКПГ сеноманской залежи представлена двумя конструкциями:
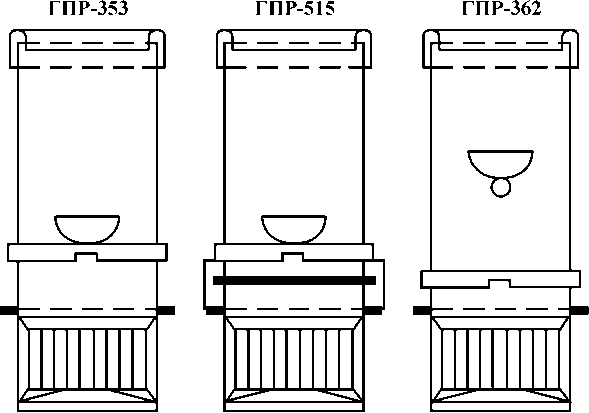
Рис. 8.16. Центробежные элементы
штатная - на базе элементов ГПР-202 диаметром 60 мм; модернизированная по варианту ЦКБН на базе элементов ГПР-353 диаметром 100 мм и элементов ГПР-515 (рис. 8.16).
Начиная с 1987 г. на технологических нитках № 1, 2, 7, 4 УКПГ-11, < 1, 2, 4, 5, 6 УКПГ-12, < 1-6 УКПГ-13 и < 1, 5 УКПГ-15 в сепараторах были установлены и испытаны сепарационные тарелки с сепарационными элементами центробежного типа, имеющими каналы рециркуляции и отсоса части газа - ГПР-353 конструкции ЦКБН с тангенциальным узлом входа газа и пескосъемником, что на порядок улучшило эффективность работы сепараторов по сравнению со штатной конструкцией. На графике (рис. 8.17) представлены результаты сравнительных испытаний сепараторов с сепарационными тарелками штатной конструкции - линия а (ГПР-202) и модернизированной ЦКБН - линия б (ГПР-353).
Применение специальной конструкции входного устройства для песко-
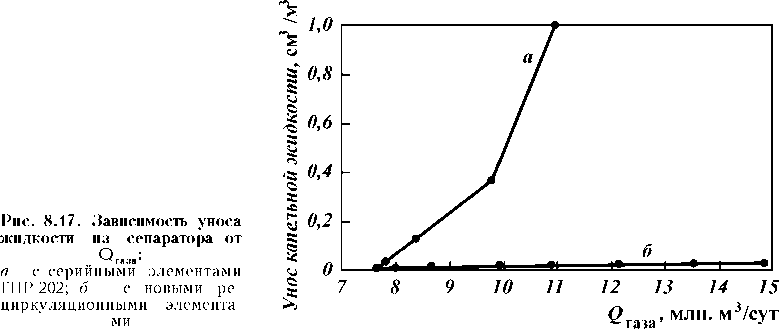
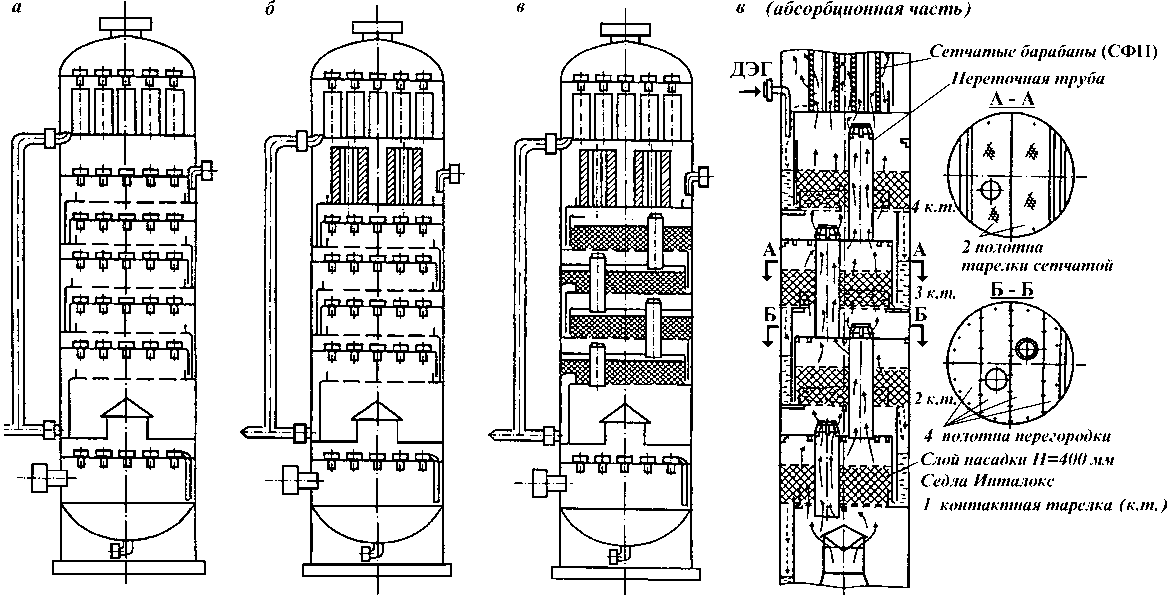
Рис. 8.18. Модернизация многофункциональных аппаратов ГП-365 по вариантам ТНГГ
улавливания и более совершенных сепарационных элементов существенно сократило попадание мехпримесей и солей в массообменную секцию.
Средняя массообменная секция. Средняя массообменная секция представлена следующими модификациями:
штатная на базе сетчатых тарелок + контактно-сепарационные элементы ГПР-202 (рис. 8.18);
модернизированная по варианту ТНГГ за счет раздвоения потока и применения насыпной насадки (рис. 8.18, в, абсорбционная часть);
модернизированная по варианту ЦКБН за счет монтажа дополнительно к штатной конструкции сетчатых насадок, глушения сливных карманов и дополнительной врезки сливных труб (рис. 8,19, а);
модернизированная по варианту ЦКБН за счет применения четырех тарелок с центробежными контактно-сепарационными элементами ГПР-362 вместо штатной конструкции (рис. 8.19, в).
Как уже отмечалось, одним из основных факторов, определяющих в целом эффективность работы оборудования (по уносу гликоля), является нагрузка фильтрационной части аппарата по жидкости. Исследования по определению уноса ДЭГ из массообменной части в фильтрующую показали, что при производительности, близкой к 5 млн. м3/сут, и давлении 6-7 МПа:
проектная конструкция ГП-365 (см. рис. 8.18, а) допускает унос до 22,5 г/м3 газа;
конструкция ТНГГ (рис. 8.18, •): фильтр-барабаны под фильтрующими патронами - унос до 0,15 г/м3;
конструкция (см. рис. 8.18, в, абсорбционная часть): разделение потока + фильтр-барабаны - унос до 0,01 г/м3;
конструкция ЦКБН (см. рис. 8.19, а) с контактно-сепарационными насадками в абсорбционной части и сепарационной тарелкой с элементами ГПР-353 перед фильтрующей частью - до 0,1 г/м3;
конструкции ЦКБН (см. рис. 8.19, в) с контактно-сепарационными элементами ГПР-362 в абсорбционной части - до 0,075 г/м3.
Как видно из приведенных результатов исследований, конструкция абсорбционной части с разделением потока обеспечивает наименьшую нагрузку фильтрационной части аппаратов по ДЭГ, а следовательно, уменьшается количество механических примесей, поступающих с ДЭГ на фильтр-патроны, что увеличивает межремонтный период аппаратов осушки газа.
Верхняя сепарационная секция. Верхняя сепарационная секция МФА (ГП-365) представлена двумя группами модификаций:
а) модификации с устройствами, обеспечивающие предварительную сепарацию капельного ДЭГ (уносимого из абсорбционной секции) и тем самым разгрузку фильтрующих патронов по ДЭГ (см. рис. 8.18, •);
б) модификации, обеспечивающие окончательную сепарацию без применения фильтрующих патронов (см. рис. 8.19, в).
Вместо фильтрующих патронов в ходе промысловых испытаний устанавливались:
центробежные элементы ГПР-353 + горизонтальная сетка; центробежные элементы ГПР-515 с горизонтальной сеткой или без нее;
сетчатые барабаны “Интенсеп”; центробежные элементы ГПР-515.
Модификации группы “а” обеспечивают увеличение времени наработки “на отказ”, поскольку фильтрующие патроны выполняют функцию оконча-
ГПР-353
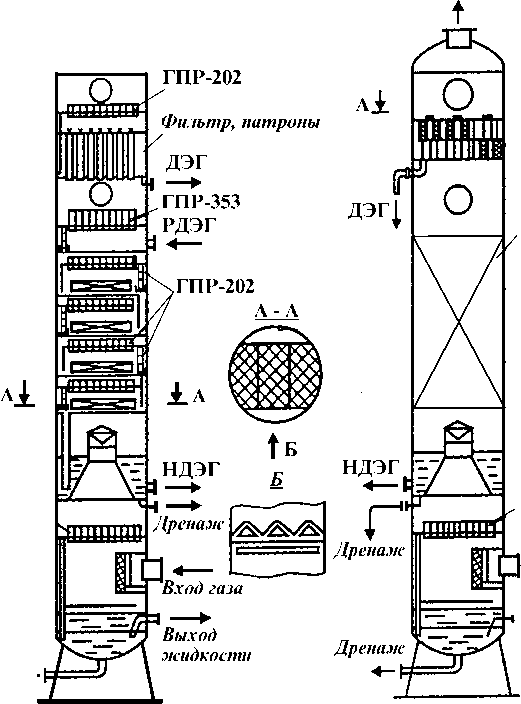
ГПР-202
Вход газа
Выход
жидкости
Дренаж
Рис. 8.19. Основные схемы модернизации многофункциональных аппаратов ГП-365 по вариантам ЦКБН
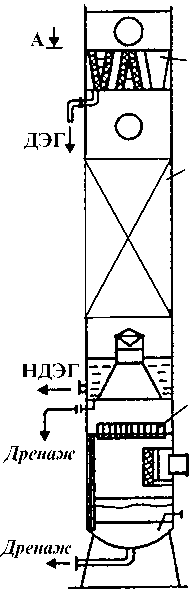
Вход газа
Выход
жидкости
i А
Сетчатые
сепарационные
элементы
Сетчатые тарелки + элементы ГПР-202
? А
Сетчатые
сепарационные
элементы
Сетчатые тарелки +
' элементы ГПР-202
А-А

ГПР-202
А-А

тельной очистки газа от ДЭГ. Основная идея применения модификаций группы “б” - исключить наличие фильтрующих патронов вследствие забивки их мехпримесями и выхода из строя при повышении их гидравлического сопротивления.
На основании многочисленных промысловых исследований можно сделать вывод, что модификации группы “а” оказались наиболее приемлемыми для обеспечения минимальных потерь ДЭГ при возможно большей производительности аппарата. Отказаться же от фильтр-патронов верхней части аппарата на основании многократных испытаний различных конструкций пока что не считаем возможным. Вместе с тем работу по замене фильтр-патронов на более совершенные конструкции необходимо продолжить.
Следует отметить, что основной причиной неэффективной работы оборудования осушки газа по критерию “унос с осушенным газом” являлась ненадежная работа фильтрационной части аппаратов. Из-за большой нагрузки по жидкости и высокого содержания мехпримесей уже через 3-4 мес после ревизии фильтр-патроны забивались мехпримесями, что приводило к возрастанию перепада давления по фильтрационной части и, как следствие, повышенному выносу мелкодисперсного ДЭГ с осушенным газом. Поэтому наряду с изменением конструкции аппаратов велась работа по повышению эффективности очистки ДЭГ от мехпримесей (состоящих в основном из продуктов коррозии оборудования и трубопроводов, продуктов разложения и окисления ДЭГ, песка и грязи). В частности, на УКПГ были размещены фильтры тонкой очистки ДЭГ типа ФВТН-10, а также проверялись различные технические предложения специалистов Уренгойгазпрома и ТюменНИИ-Гипрогаза.
Компоновки модернизированных аппаратов осушки. На УКПГ сеноманской залежи УНГКМ были испытаны различные компоновки и модификации модернизаций аппаратов осушки газа. Схемы модернизаций по вариантам Тюменгазтехнологии (см. рис. 8.18) следующие:
штатная конструкция; модернизация с сетчатыми барабанами под фильтрующими патронами; модернизация с сетчатыми барабанами под фильтрующими патронами и измененной массообменной секцией за счет исключения тарелок с элементами ГПР-202, раздвоения потока газа и контактных ступеней, выполненных из насыпной насадки (седла Инталокс - толщина 400 мм, кольца Рашига - толщина 400 мм).
Обсудим теперь результаты модернизаций абсорберов в целом и вытекающие из этого практические рекомендации.
Абсорберы ГП-252. Абсорберы этого типа находятся в эксплуатации на УКПГ-1-4. Эти аппараты представляли собой колонну диаметром 1,6 м, оснащенную колпачковыми тарелками. По предложению ЦКБН абсорбер был модернизирован - в верхней его части на месте 13- и 14-й контактных тарелок была смонтирована ступень фильтрации, оснащенная фильтр-патронами, которые устанавливались на патрубки демонтированных колпачков. Конструкция фильтр-патронов аналогична использованной в МФА ГП-365 и представляет собой цилиндрический каркас из перфорированного листа, на который намотано в 5-6 слоев лавсановое техполотно. Снизу и сверху намотка из техполотна армирована 2-3 слоями металлической рукавной сетки.
Выбор схемы модернизации абсорберов ГП-252 производился на основании положительных результатов ранее проведенной реконструкции МФА ГП-365 (приведены ниже), где был использован принцип деления потока обрабатываемого газа на две части.
Основные технические решения по модернизации заключались в следующем:
колпачковые тарелки демонтируются и заменяются на четыре сетчатые тарелки;
поток обрабатываемого газа переточными трубами и перегородками делится на две равные части, которые осушаются на двух чередующихся ступенях контакта;
для увеличения глубины осушки газа на контактную ступень помещается слой насадки из керамических седел Инталокс высотой от 400 до 600 мм;
для улавливания капель абсорбента на место 11-й контактной тарелки монтируются на трех полотнах 10 сетчатых фильтр-патронов (типа СФП-3.00.000).
Впервые модернизация абсорбера ГП-252 была осуществлена на технологической линии № 12 УКПГ-4 в августе 1989 г. К концу 1991 г. аппарат отработал без ревизии более двух лет, при этом унос гликоля при рабочих давлениях 5,5-5 МПа и расходах газа 170-190 тыс. м3/ч не превышал 912 г/тыс. м3.
Абсорбер ГП-365. Как уже отмечалось, данная конструкция является наименее удачной из проектных конструкций аппаратов, поэтому модернизации данного оборудования уделялось особое внимание. Наиболее удачной схемой модернизации МФА ГП-365 явилась схема, предложенная ТНГГ и впервые испытанная в 1988 г. на технологической нитке (ТН) № 7 УКПГ-10. Эта схема модернизации с разделением потока газа в массообменной части аппарата на две части с установкой до фильтр-патронов дополнительной ступени фильтрации (фильтр-барабанов СФП-1) показана на рис. 8.18.
Основная идея, заложенная при модернизации аппаратов (конструкции ТНГГ), заключается в разделении потока осушаемого в массообменной ступени газа на две части, для чего используется система переточных труб и разделяющих перегородок. Это уменьшает линейные скорости в контактной ступени в два раза, а также существенно снижает унос абсорбента в капельном виде на секцию доулавливания гликоля, что приводит к уменьшению загрязнения фильтрующего материала. Это, в свою очередь, позволяет обеспечить более длительный период межремонтной эксплуатации аппарата с сохранением приемлемого значения потерь гликоля. Анализ работы модернизированных аппаратов показывает, что они работают достаточно эффективно (по критерию - технологические потери ДЭГ в капельном виде). В данной конструкции аппарата осушки нагрузка на фильтрующую часть МФА значительно снижается (практически в 100 раз - с 2-3 г/м3 в штатной конструкции до 0,01-0,03 г/м3 в модернизированной).
Опытно-промышленная эксплуатация модернизированных по этой схеме аппаратов на двух технологических линиях показала положительные результаты, на основании которых было принято решение о тиражировании подобной модернизации для аппаратов осушки газа ГП-365 и ГП-252 в широких масштабах. Промысловые исследования и результаты промышленной эксплуатации 80 аппаратов подтвердили высокую эффективность работы МФА после такой модернизации. При этом за счет интенсификации массо-обмена посредством применения различных насадок в абсорбционной части аппарата (кольца Рашига, седла Инталокс и т.д.) на всех режимах работы модернизированных аппаратов качество подготавливаемого газа соответствовало требованиям ОСТ 51.40-93.
Внедрение данной схемы модернизации привело к повышению надежности и эффективности работы основного технологического оборудования и увеличению производительности установок осушки газа в 1,5 раза по сравнению с проектной. На рис. 8.20 представлены сравнительные характеристики эксплуатируемых на УНГКМ аппаратов осушки газа по зависимости унос ДЭГ - время наработки.
Основные схемы модернизаций аппаратов ГП-365 по вариантам ЦКБН (см. рис. 8.19) следующие:
модернизация нижней сепарационной и верхней частей массообменной секции (под фильтрующими патронами) с заменой сепарационных элементов диаметром 60 мм на элементы ГПР-353 диаметром 100 мм. Над сетчатыми тарелками смонтированы специальные сетчатые контактно-сепарационные насадки (ГПР-435); УКПГ 9, ТН № 2 (см. рис. 8.19, а);
модернизация с заменой фильтр-коагулирующей секции на сепарацион-ную насадку из овально-цилиндрических элементов модульного типа (ГПР-445) вместо фильтрующих патронов; УКПГ-8, ТН № 13 (см. рис. 8.19, •);
модернизация с установкой в абсорбционной части контактно-сепарационных тарелок с элементами ГПР-362 на месте фильтр-патронов сепарационной тарелки с элементами ГПР-515 (см. рис 8.19, в).
В целом перечисленные модернизации ЦКБН не показали достаточную эффективность работы МФА осушки газа ГП-365 по сравнению с аппаратами, модернизированными по схеме ТНГГ (с разделением потока), хотя отдельные моменты компоновки аппаратов, такие как сепарационные тарелки с элементами ГПР-515, ГПР-353 и контактно-сепарационные тарелки с элементами ГПР-362, показали эффективную и надежную работу.
К основным недостаткам модернизации конструкции аппаратов осушки газа, предложенной ТНГГ (с разделением потока), можно отнести сравнительно менее эффективную работу массообменной части из-за уменьшения площади контакта газ - ДЭГ и недостаточную надежность применяемых насадок (постепенное разрушение керамической насадки и засмоление пластиковых насадок). Другим недостатком конструкции являются высокая нагрузка по жидкости на фильтрационную часть (вплоть до “захлебывания” аппарата) и, как следствие, малый межревизионный период.
Абсорбер ГПР-502. Учитывая предыдущий опыт модернизаций аппаратов осушки газа, на УКПГ-12 были проведены модернизации серийного аппарата ГП-502 по вариантам ЦКБН (ТН № 6) и ТНГГ (ТН № 4). Суть модернизации заключалась в следующем:
абсорбционная часть МФА ТН № 4 модернизирована по методике ТНГГ
60
Рис. 8.20. Зависимость уносов ДЭГ от времени наработки
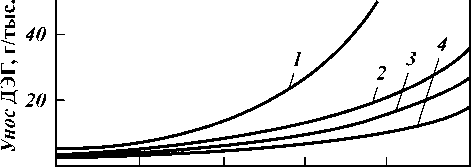
О
Время работы аппаратов, мес
4 8 12 16 20
аппаратов осушки таза:
1 - ГП-365 (проектный); 2 -ГП-365 (модернизированный);
3 - ГП-502; 4 - ГП-252
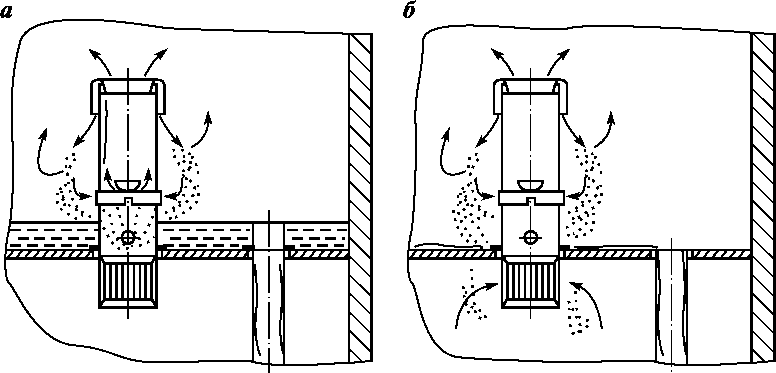
Рис. 8.21. Варианты компоновки контактно-сепарационных элементов ГПР-362
с разделением потока, в качестве коагулирующих элементов установлены слои рукавной сетки, перед фильтр-патронами установлена тарелка с элементами ГПР-515 конструкции ЦКБН (первый опыт совместной модернизации ЦКБН и ТНГГ);
в абсорбционной части МФА ТН № 6 установлены контактные сепара-ционные тарелки с элементами ГПР-362 конструкции ЦКБН, работающие в режиме контактирования и сепарации (рис. 8.21, а);
на верхней сепарационной тарелке за фильтр-патронами установлены те же элементы ГПР-362, работающие в режиме сепарации (рис. 8.21, •).
В табл. 8.39 представлены результаты исследований сравнительной эффективности работы модернизированной по варианту ТНГГ ТН № 4, 5 -штатной конструкции и модернизированной по варианту ЦКБН ТН № 6. Как видно из данных, модернизация ТНГГ не обеспечивает эффективную осушку газа. При вдвое большей подаче ДЭГ на ТН № 4 по сравнению с подачей на ТН № 5 эффективность осушки ниже.
В ноябре 1995 г. выполнены испытания модернизированного по схеме ЦКБН абсорбера осушки газа на УКПГ-12 (ТН № 6). Основные результаты испытаний представлены на рис. 8.22. Унос ДЭГ из аппарата при производительности до 260 тыс. м3/ч (при F/FHp = 0,9 - отношения текущего и проектного факторов скорости) не превышает проектного значения 15 мг/м3. При превышении фактора скорости по аппарату выше проектного (F/Fup >
ТАБЛИЦА 8.39
Результаты сравнительных испытаний технологических ниток < 4, 5, 6 УКПГ-12 (ТН < 4 - модернизация ТНГГ, ТН < 5 -штатная конструкция, ТН № 6 — модернизация АО “ЦКБН”)
| Технологические параметры |
Технологическая нитка |
||
| < 4 | < 5 |
< 6 | |
| Давление газа, МПа | 4,2 | 4,2 |
4,2 |
| Температура газа, °С | 10 | 10 |
10 |
| Расход газа, тыс. м3/ч | 204 |
203 | 192 |
|
Подача гликоля, м3/ч |
1,72 | 0,77 | 1,12 |
| Температура точки росы, °С | -19,5 | -22,7 |
-20,5 |
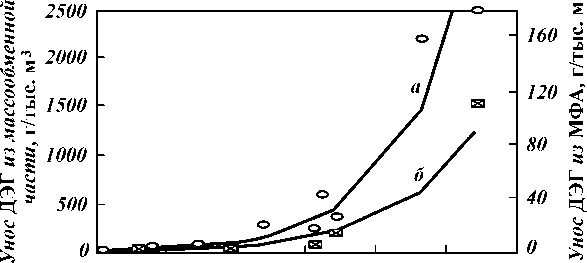
0,6 0,7 0,8 0,9 1,0 1,1 1,2
Рис. 8.22. Результаты испытаний технологической нитки № 6 УКПГ-12:
а - унос ДЭГ из массообменной части; 6 - унос ДЭГ из МФА
F/Fnv
> 1) на ^H № 6 наблюдался массовый вынос ДЭГ из абсорбционной части в фильтрационную, вплоть до полного зависания абсорбента.
Как показал сравнительный анализ результатов испытаний ^H № 4, 6 УКПГ-12, перечисленные недостатки схем модернизаций ЦКБН и ^HГГ не были устранены. Поэтому, обобщая накопленный опыт эксплуатации различных модификаций и схем модернизаций основного технологического оборудования, учитывая их положительные и отрицательные стороны, можно сделать вывод, что для проектирования вновь обустраиваемых месторождений Западно-Сибирского региона наиболее приемлемой по всем характеристикам является следующая компоновка МФА на основе серийного аппарата ГП-502:
сепарационная часть - сепарационная тарелка с элементами ГПР-515 (ГПР-353) конструкции ЦКБН;
абсорбционная часть - массообменные тарелки с контактно-сепарацион-ными элементами ГПР-362 (с использованием принципа разделения потока газа в массообменной части по схеме ^HГГ);
перед фильтр-патронами - сепарационная тарелка конструкции ЦКБН (ГПР-515).
^аким образом, на сегодняшний день на промыслах сеноманской залежи Уренгойского месторождения проведен комплекс научно-исследовательских работ по реконструкции основного технологического оборудования. Можно сказать, что Уренгойский промысел - полигон для отработки новых технических решений и технологий, которые в дальнейшем находят применение на других северных месторождениях России. На основании многочисленных промысловых исследований были выбраны схемы модернизаций, показавшие наибольшую эффективность при минимальных капитальных затратах. Опыт эксплуатации и многочисленные специальные исследования эффективности работы основного оборудования осушки газа показали, что:
наиболее удачной проектной схемой осушки и конструкции основного технологического оборудования на УГКМ является абсорбер ГП-502 производительностью 10 млн. м3/сут (эти абсорберы установлены на УКПГ-1АС, 11,
12, 13, 15);
наименее удачной - абсорбер ГП-365 (УКПГ-5-10);
наиболее удачной схемой модернизации МФА ГП-365 явилась предложенная и впервые испытанная в 1988 г. схема разделения потока газа в массообменной части аппарата на две части с установкой до фильтр-патронов дополнительной ступени фильтрации (фильтр-барабанов различной конструкции);
наиболее эффективно работающими сепарационными элементами, испытанными на УНГКМ, являются центробежные элементы ГПР-353 и ГПР-515 конструкции ЦКБН (также хорошие результаты работы показали сепараци-онно-контактные элементы ГПР-362);
модернизация ТНГГ (разделение потока) обеспечила работоспособность абсорбера ГП-365 с требуемым качеством газа и минимальными потерями ДЭГ.
Испытания многочисленных конструкций фильтрующей части аппаратов позволили сделать однозначный вывод о невозможности в настоящее время отказа от фильтр-патронов, установленных в верхней части аппарата. При всей сложности их сборки и монтажа они обеспечивают минимальный вынос ДЭГ и длительный межревизионный период работы многофункционального аппарата.
МОДЕРНИЗАЦИЯ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА ПРИ ПОДКЛЮЧЕНИИ КОМПРЕССОРОВ ВТОРОЙ ОЧЕРЕДИ (ДКС-1)
В системе ДКС-1 второй ступени (первой очереди), установленных после установок гликолевой осушки газа (ДКС-2), используются агрегаты воздушного охлаждения газа типа 2АВГ-75, в которых охлаждается поток осушенного газа сеноманских залежей перед подачей его в промысловый коллектор. В эксплуатационном отношении этот тип АВО хорошо зарекомендовал себя именно как аппарат охлаждения осушенного газа, например в зимнее время аппараты имеют “солидный” запас по требуемой степени охлаждения и потенциально могут снижать температуру газа на 25-30 °С. Однако этот же тип АВО, согласно проекту, устанавливается и на ДКС-1 (второй очереди) в “голове” технологического процесса, которые используются для охлаждения сырого газа. К сожалению, конструктивные особенности данного типа АВО не позволяют обеспечить равномерное охлаждение потока газа по рядам теплообменных трубок. Нижний пучок трубок, со стороны которых поступает холодный поток воздуха, охлаждается значительно сильнее, чем верхний пучок трубок, причем эта неравномерность охлаждения может достигать 20 °С и более.
Поэтому в системе ДКС-1 в отдельных секциях АВО, а также в нижних трубках из-за разной интенсивности их охлаждения в зимний период появляются условия для образования гидратов, что приводит к образованию гид-ратных пробок в отдельных секциях, отдельных трубках. Это обусловлено тем, что трубки секций аппарата, расположенные ближе к потоку холодного воздуха, подаваемого вентиляторами, подвержены более интенсивному охлаждению и при движении газа в них происходит образование гидратов и, как следствие, закупорка сечения трубок (вплоть до их порыва). В этих случаях появляется необходимость перераспределения тепловой нагрузки по секциям АВО, что осуществляется в промысловых условиях следующими способами:
регулированием производительности потока воздуха за счет изменения угла атаки лопастей вентилятора (в зимний период угол атаки устанавливается минимальным - 8 градусов);
периодическим отключением отдельных вентиляторов по определенной схеме (в зависимости от температуры окружающего воздуха);
отключением отдельных секций АВО (1-3 секции), при этом возрастают линейные скорости потока газа секций аппарата и уменьшается вероятность скопления капельной влаги;
подачей (не предусмотренной проектом) метанола на вход каждой секции АВО ДКС-1 (до 300 г/1000 м3).
Несмотря на принимаемые перечисленные меры (которые крайне нетехнологичны), в зимний период (при температурах воздуха ниже минус 10-15 °С) средняя температура газа на выходе из АВО ДКС-1 снижается лишь до плюс 15-20 °С, т.е. потенциальные возможности охлаждения газа в АВО в полной мере не используются. Таким образом, осушка газа в абсорберах осуществляется с повышенной по сравнению с проектом температурой контакта газ - ДЭГ. Фактически осушающая способность ДЭГ при температурах контакта выше 20-22 °С, давлениях 4-5 МПа и максимально возможной концентрации регенерированного ДЭГ (99,3 мас. %) не позволяет осушать газ в соответствии с требованиями ОСТ 51.40-93 в зимнее время года. Поэтому в некоторые периоды времени года практически невозможно обеспечить соблюдение требований отраслевого стандарта (ОСТ 51.40-93) относительно точки росы осушенного газа по влаге из-за работы абсорберов гликолевой осушки при высокой температуре контакта (в жаркие дни летнего периода температура в абсорбере может достигать 35-40 °С, а в зимнее время при сильных морозах из-за невозможности эксплуатации АВО на полную мощность по указанным технологическим причинам также может иметь место повышенная температура контакта, иногда до 25-30 °С).
В связи с изложенным АВО газа данного типа практически невозможно эксплуатировать для охлаждения “сырого” газа на месторождениях Крайнего Севера без значительных отклонений от требуемых параметров осушки газа. АВО данного типа модернизировать нецелесообразно, так как это потребует значительных капвложений. Поэтому в отрасли активно разрабатываются конструкции АВО, более приспособленные для охлаждения неосушенного газа. Основные направления разработки и адаптации АВО для охлаждения неосушенного газа состоят в следующем:
обеспечить более равномерное охлаждение газа по теплообменным трубкам (это можно осуществить за счет изменения схем циркуляции воздуха, направив поток воздух вдоль трубок, а не поперек; модификацией схем циркуляции холодного воздуха с созданием закрученных потоков; модификацией конструкций трубок, используя, например, трубки разного диаметра и различного оребрения с целью обеспечения разных коэффициентов теплообмена по рядам трубок и другими техническими решениями);
конструктивно разделить АВО на ряд независимых секций с автоматической подачей ингибитора гидратообразования только в ту секцию, где реально возникла гидратоопасная ситуация (а не “размазывать” ингибитор по всем трубкам АВО).
Следует подчеркнуть, что последующая разработка надежных конструкций АВО - только звено в технологической проблеме обеспечения качества подготовки газа на поздней стадии эксплуатации месторождения. Для более полного решения этой проблемы необходимо изменить технологическую схему и, возможно, подобрать более подходящий абсорбент (например, в некоторых случаях использовать вместо диэтиленгликоля триэтиленгликоль). Применительно к условиям Уренгойского месторождения при подключении в “голове” технологического процесса ДКС-1 наиболее приемлемый вариант -осуществить технологическую схему осушки газа на двух температурных уровнях с охлаждением газа в АВО между ступенями осушки (теоретическое рассмотрение этого вопроса представлено в разделе 8.2.1) и сохранить при этом в качестве абсорбента диэтиленгликоль. В этой технологии снижаются требования к конструкциям АВО (так как на охлаждение поступает частично осушенный газ), и, как показывают технологические расчеты, вполне можно использовать проектные конструкции АВО без существенной их модернизации. Соответствующие технологические проработки показали достаточную эффективность данной технологии при условии, что ступень предварительной осушки соответствует 0,5 теоретической тарелки (это вполне достижимо). Принципиальная технологическая схема двухступенчатой осушки газа на двух температурных уровнях применительно к условиям Уренгойского месторождения представлена на рис. 8.23.
В настоящее время на УКПГ-3 Уренгойского месторождения смонтирована схема двухступенчатой осушки газа и проводятся промысловые испытания. Предварительные результаты показывают близкое соответствие прогнозных и фактических показателей в части эффективности первой ступени осушки, что обеспечивает функционирование АВО газа в безгидратном режиме работы. Технологическая схема процесса двухступенчатой осушки газа приведена на рис. 8.24. Схема включает предварительную осушку газа до АВО первой ступени и окончательную осушку в абсорбере.
Предварительная осушка сырого газа осуществляется в цехе очистки газа. Суть процесса заключается в следующем. Весь объем отработанного насыщенного раствора ДЭГ с продувки абсорберов УКПГ с давлением 5,5 МПа направляется на впрыск во входной трубопровод DY 500 фильтр-сепаратора ГП-605, где сырой газ осушается в прямотоке с насыщенным ДЭГ концентрацией 98-98,5 %. Далее НДЭГ сепарируется в фильтр-сепараторе ГП-605 и направляется на установку регенерации УКПГ.
В качестве контактного массообменного устройства используется прямой участок технологического газопровода DY 500 цеха очистки газа между входным сепаратором ГП-554 и фильтр-сепаратором ГП-605. Чтобы обеспечить
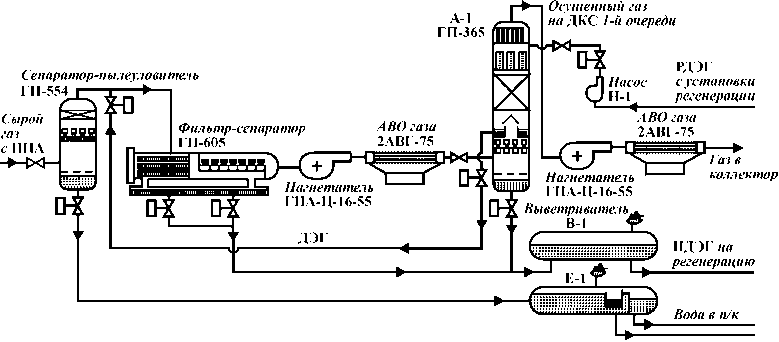
Рис. 8.23. Схема двухступенчатой осушки таза на двух температурных уровнях (применительно к УКПГ Урентойското месторождения)
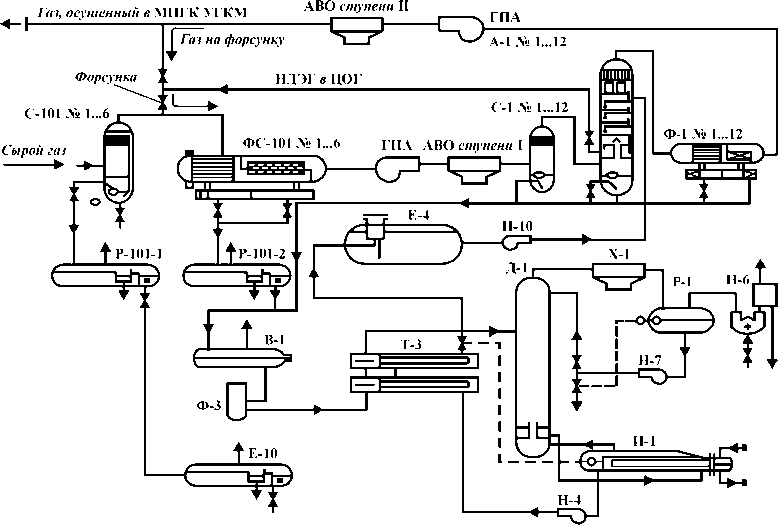
Рис. 8.24. Реализованная технологическая схема двухступенчатой осушки газа на УКПГ-3 Уренгойского месторождения:
ЦОГ - цех очистки газа ДКС; ГПА - газоперерабатывающий агрегат; АВО - аппарат воздушного охлаждения; С-101 - сепараторы ЦОГ; ФС-101 - фильтр-сепараторы ЦОГ; Р-101 - разделители ЦОГ. Цех осушки газа и регенерации ДЭГ: С - сепаратор, А - абсорбер, Ф - фильтр, Е - емкости, Н - насосы, Д - десорбер, И - испаритель, X - холодильник, Т - теплообменник, В - выветриватель
эффективный контакт НДЭГ с сырым газом, на этом участке трубопровода предусматриваются струйные распылители НДЭГ.
При работе узла предварительной осушки газа в абсорберах УКПГ создаются более благоприятные условия для глубокой осушки газа, так как влагосодержание газа уже существенно ниже из-за того, что на предварительной ступени контакта до ГПА ДКС-1 происходит извлечение из природного газа 50-60 % паровой влаги и всего имеющегося количества капельной влаги. Причем расчетами подтверждается, что при кратности циркуляции ДЭГ —10 кг/тыс. м3 и концентрации РДЭГ 99,3 % НДЭГ на выходе из абсорбера должен иметь концентрацию порядка 98 %, так как влагосодержание газа на входе в абсорбер будет 0,075-0,15 г/м3.
Отбор газа для струйного распылителя НДЭГ осуществляется с выходного коллектора АВО газа ДКС-2. Это позволяет иметь достаточный запас давления для реализации критического режима истечения газа через сопла распылителей, а также дает возможность отбирать с нижней зоны коллектора пленку унесенного с потоком осушенного газа из абсорбера осушки мелкодисперсного и уже частично скоагулировавшего в системе трубопроводов ДКС второй ступени ДЭГ.
Таким образом, внедрение схемы предварительной осушки обеспечит практически безгидратный режим работы АВО сырого газа, что в свою очередь позволит поддерживать достаточно низкую температуру газа на выходе АВО в холодное время года и обеспечить этим самым наиболее благоприятные условия для абсорбции влаги в осенне-зимний период.
В летний период представляется целесообразным осуществить возможность переключения ДКС первой ступени (ДКС-1) на схему работы “после УКПГ”, что не предусмотрено проектом. Расчеты показывают, что из-за летнего снижения отборов газа скорость газа в аппаратах осушки, определяющая потери ДЭГ с осушенным газом, хотя и увеличится, но не будет превышать критических значений.
ОСОБЕННОСТИ НОРМИРОВАНИЯ И ПРОГНОЗИРОВАНИЯ ТЕХНОЛОГИЧЕСКИХ ПОТЕРЬ ГЛИКОЛЕЙ НА УСТАНОВКАХ ОСУШКИ ГАЗА
Технико-экономический анализ доказывает, что в эксплуатационных затратах на функционирование установок гликолевой осушки газа существенную долю занимают безвозвратные потери гликоля: в зависимости от производительности установки, термобарического режима и конструкционных особенностей аппаратов эта доля в общих затратах может составлять от 50 до 80 %.
Особую актуальность проблема оптимизации, сокращения и нормирования технологических потерь ДЭГ приобрела в последние годы: резко увеличилась (в относительных показателях) стоимость транспортных расходов на железнодорожные перевозки гликоля, оптовая цена 1 т ДЭГ постоянно меняется, возникает зависимость потребителей от поставщиков и производителей гликолей.
Основной единицей измерения норм расхода химреагентов при добыче и промысловой подготовке газа является удельный расход в граммах на 1000 стандартно-нормальных м3 (т.е. приведенных к 20 °С и 0,1 МПа) подготовленного к дальнему транспорту природного газа. Согласно принятой в отрасли классификации нормы расхода химических реагентов подразделяются на индивидуальные и групповые.
Применительно к нашему случаю - нормированию гликолей - под индивидуальной нормой расхода, казалось бы, следует понимать удельный расход реагента по отдельной технологической линии УКПГ, так как основная статья потерь (см. ниже) - капельный унос - зависит от текущего состояния технологического оборудования конкретной линии (в частности, зависит от того, проводилась ли “модернизация” нитки или нет, когда была последняя ревизия и т.п.). Однако следует подчеркнуть, что не все статьи технологических потерь гликоля можно достаточно четко отнести к конкретной нитке, например, система регенерации является “единой” для всех ниток УКПГ (в отрасли имеется лишь один случай, когда система регенерации НДЭГ обслуживает две УКПГ, - на Ямбургском месторождении).
Поэтому под индивидуальной нормой расхода гликоля, на взгляд авторов, целесообразно понимать удельную норму его расхода в целом по УКПГ, тогда как под групповой нормой расхода гликоля будем понимать средневзвешенное значение расхода для всего промысла (т.е. по газопромысловому управлению или производственному объединению в целом, что зависит от конкретной ситуации). В то же время отдельные статьи потерь гликоля могут и должны дифференцироваться по технологическим ниткам каждой УКПГ.
Введем следующие значения: Огр - групповая (средневзвешенная) норма расхода гликоля на установках осушки газа в ПО или ГПУ, г/1000 м3; Gi -индивидуальная норма расхода гликоля на i-й УКПГ, г/1000 м3; Qi - добыча газа по i-й УКПГ, млрд. м3 в год или месяц (в зависимости от рассматриваемого случая); gk, gik - составляющие индивидуальной нормы расхода гликоля на i-й УКПГ, г/ю00 м3.
Групповая норма Gj.p (в целом по промыслу) связана с индивидуальными нормами Gi (по УКПГ) следующим соотношением:
Здесь введен коэффициент запаса Кз на неучтенные (либо непредвиденные) факторы. Этот коэффициент также косвенно учитывает и неточности в оценке величин gi. Рекомендуемое нами значение Кз = 1,15. При соответствующем технологическом обосновании значение коэффициента может быть уменьшено до 1,05-1,1 либо увеличено (но не более чем до 1,2-1,25).
Основанием для некоторого варьирования значения Кз может служить анализ фактических и прогнозных норм за предшествующие годы или предстоящие изменения в технологии и модернизация оборудования (влияние
которых затруднительно в полной мере учесть при планировании норм: последнее обстоятельство может и быть основанием для некоторого увеличения Кз).
Следует отметить, что определенное количество гликоля, унесенного в капельном и паровом виде из абсорберов УКПГ в газотранспортную систему, может улавливаться во входных сепараторах на головной компрессорной станции. В настоящее время разрабатываются варианты технологии регенерации этого водного раствора гликоля, причем получаемый РДЭГ может возвращаться в производственное объединение. Однако головная КС, как правило, не входит в структуру ПО, поэтому возвращаемый в цикл гликоль следует рассматривать так же, как и поступающий вновь с завода-изготовителя (однако регенерированный гликоль, возвращаемый с КС, может иметь несколько меньшую стоимость). Поэтому в настоящее время не следует модифицировать формулы (8.1) или (8.2), вводя в них дополнительное слагаемое G, (со знаком “минус”), ответственное за частичный возврат гликоля в систему осушки. Целесообразнее вводить понятия фактических потерь с учетом возврата части унесенного с газом гликоля ^ф) и без учета возврата ^ф),
причем Gф < Gф. При текущем анализе расхода гликолей полезно и необходимо сопоставлять значения Оф и Оф, намечая при этом пути и мероприятия по сокращению значения Огр.
Перейдем к анализу структуры индивидуальной нормы расхода гликоля. Прежде всего отметим, что пионером в этом вопросе, по-видимому, была И. И. Бородина, выделившая десять составляющих безвозвратных потерь гликоля. Детальный анализ показывает, что применительно к крупным газовым месторождениям Западной Сибири сейчас достаточно вводить не более семи составляющих технологических потерь гликоля (ДЭГ и ТЭГ): ду - механический (капельный) унос гликоля из абсорберов; д2 - потери в испаренном виде с осушенным газом; д3 - потери с рефлюксом в системе регенерации; д4 - потери с газом дегазации из выветривателя; д5 - потери из-за разложения в системе регенерации; д6 - утечки в коммуникациях и потери при ремонтных работах; д7 - потери при транспортировке и перекачке.
И.И. Бородина вводила еще две статьи потерь гликоля: отбор проб на анализы и потери за счет аварийных остановок. По существу, последняя составляющая учитывается и нами, но некоторым эффективным образом, посредством введения в формулу (8.2) для расчета индивидуальной нормы коэффициента запаса Кз на неучтенные факторы, тогда как потери гликоля, связанные с отбором проб на анализы, разумеется, не следует учитывать в общей структуре норм (из-за крайней незначительности этой величины). Возможно, в дальнейшем целесообразно выделить в отдельную статью потери гликоля в установках обессоливания, однако сейчас в этом еще нет необходимости, поскольку проблема засоления ДЭГ в установках осушки северных месторождений не приобрела острого характера.
Целесообразно привести обобщенные данные по влиянию каждого выделенного фактора технологических потерь (в %-ном отношении). Основным фактором технологических потерь является механический (капельный) унос ДЭГ с осушенным газом, на долю которого приходится до 80 % общих потерь (так, на Уренгойском промысле, по оценкам НТЦ Уренгойгазпрома, доля капельного уноса в 1996 г. составила 65 %, см. обсуждение ниже). Следующий фактор - унос ДЭГ из абсорбера в паровой фазе, составляющий до 20 % общих потерь (на Уренгойском промысле в 1996 г. вклад этого фактора составил 6-7 % и имеет тенденцию к возрастанию). Потери с рефлюксом в системе регенерации могут вносить вклад до 20 % (на Уренгое - 19-21 %). Остальные составляющие технологических потерь ДЭГ невелики и в сумме могут составить до нескольких процентов.
Таким образом, основной вклад в индивидуальную норму вносят первые три фактора технологических потерь, а главным (основным) источником потерь был и остается механический унос мелкодисперсного гликоля из абсорбера.
Рассмотрим подробнее каждую из выделенных составляющих технологических потерь гликоля.
ПОТЕРИ ГЛИКОЛЯ В ВИДЕ МЕХАНИЧЕСКОГО (КАПЕЛЬНОГО) УНОСА С ОСУШЕННЫМ ГАЗОМ
Анализ работы действующих установок осушки показывает, что в настоящее время на УКПГ северных газовых месторождений основные потери ДЭГ приходятся на унос его из абсорберов с потоком осушенного газа в мелкодисперсном (практически аэрозольном) виде. Стратегия освоения гигантских месторождений севера Тюменской области потребовала принципиально новых подходов к обустройству этих месторождений, в частности к проектированию и освоению серийного технологического оборудования для северных УКПГ очень высокой производительности. Увеличение единичной мощности технологических аппаратов, а также некоторое увлечение создание так называемых многофункциональных аппаратов помимо значительной экономии в капитальных затратах (за счет снижения металлоемкости) привели и к определенным негативным моментам, в частности к росту линейных скоростей потоков газа и уменьшению количества фактических ступеней контакта в аппаратах (что в дальнейшем повлекло за собой разработку способов и устройств для интенсификации массообменных процессов в абсорберах, см. раздел. 8.2.2). Это привело к повышенному механическому уносу гликолей в мелкодисперсной форме из МФА по сравнению со средними уносами ДЭГ на установках абсорбционной осушки газа предшествующего поколения. В отрасли разработан ряд вариантов МФА: наиболее удачными сейчас могут быть признаны аппараты ГП-502 производительностью 10 млн. м3/сут, диаметром 1,8 м, с размещением отдельно стоящих сепараторов перед МФА (здесь имеет место вполне приемлемый механический унос ДЭГ в среднем менее 15-20 г/1000 м3 с межревизионным периодом вплоть до 1-1,5 года и более).
Основная особенность аппаратов МФА, представляющая интерес с точки зрения нормирования, постепенное ухудшение характеристик этих аппаратов по механическому уносу гликоля со временем их наработки. В результате многолетнего статистического анализа уносов гликолей в многофункциональных аппаратах подготовки газа, проведенного, в частности, на сеноманских УКПГ Уренгойского и Ямбургского месторождений, установлено, что этот унос со временем наработки увеличивается от 1-4 г до 30 г/1000 м3 (и более) примерно через 9-10 мес наработки, причем значение уноса возрастает при снижении рабочего давления и увеличении производительности аппаратов по газу. Динамика уноса связана с особенностями работы фильтрационной части многофункциональных аппаратов. Из-за большой нагрузки по жидкости и высокого содержания мехпримесей в РДЭГ уже через 3-4 мес после ревизии фильтр-патроны забиваются мехпримесями, что приводит к возрастанию перепада давления в фильтрационной части аппаратов и, как следствие, к повышению выноса ДЭГ с осушенным газом. Кроме того, по данным ТюменНИИГипрогаза, иногда наблюдается несколько неожиданный эффект - повышенный унос (до 40 г/1000 м3) гликоля сразу после пуска отремонтированных многофункциональных аппаратов. Этот эффект повышенного уноса имеет место очень короткое время, обычно в течение нескольких суток, с дальнейшим его резким снижением и последующей стабилизацией. Следовательно, указанную особенность можно практически не учитывать при нормировании расхода гликоля на установках осушки, принимая за начальный именно стабилизированный унос.
Согласно рекомендациям ТюменНИИГипрогаза, полученным на основании обработки очень большого статистического массива данных, механический унос ДЭГ во времени может быть описан экспоненциальной зависимостью следующего вида:
gx = U = U0exp(/Cx), (8.4)
где U - текущий унос гликоля в момент времени т, г/1000 м3; U0 - начальный (стабилизированный) унос гликоля на рассматриваемой технологической нитке, г/1000 м3; К - эмпирический коэффициент для данного конкретного аппарата МФА (этот коэффициент зависит от многих факторов: свойств фильтрующего материала, характеристики загрязнений, технологического режима работы аппарата и др.); т - время наработки аппарата, мес.
Представляется необходимым раскрыть зависимость эмпирического коэффициента К от приведенного фактора скорости F. Согласно методическим проработкам ТюменНИИГипрогаза этот коэффициент можно представить в виде
К = exp(aF + b),
(8.5)
где a, b - индивидуальные числовые коэффициенты (не зависящее от технологического режима работы аппаратов); F - приведенный фактор скорости в свободном сечении абсорбера, кг1/2/(м1/2-с),
![]()
здесь ю - линейная скорость газа в свободном сечении при рабочих условиях абсорбера, м/с; р - плотность газа в рабочих условиях абсорбера, кг/м3. Плотность сеноманского газа может быть определена по зависимости
где р0 - плотность газа в нормальных условиях (при р0 = 0,10325 МПа и Т0 = 273,15 К); 2 = z(p, T) - сжимаемость газа; р - давление в абсорбере, МПа; Т - температура в абсорбере, К.
Для расчетов по зависимости (8.4) необходимо иметь экспериментальные промысловые данные по уносам (для каждого типа аппарата МФА с учетом конкретных особенностей “модернизаций”). Эти данные целесообразно статистически обработать с целью получения эмпирических коэффициентов a, b, U0. Следует отметить, что при расчете норм ДЭГ в некоторых случаях допустимо ориентироваться на осредненные (рабочие) значения фактора скорости F. В этом приближении вместо коэффициентов а и b оперируем коэффициентом К по формуле (8.5).
В результате обработки статистических данных для многофункционального аппарата каждого типа были получены аналитические зависимости по начальным уносам и коэффициенты К, учитывающие особенности динамики работы аппаратов разных типов. В качестве примера приведем последние рекомендации НТЦ Уренгойгазпрома.
По начальным уносам:
U0 = 0,385FH2,05 - для аппаратов ГПР-252; U0 = 1,5FH0,7 - для аппаратов ГПР-365; U0 = 0,32FH1,45 - для аппаратов ГПР-502,
где FH - начальный фактор скорости, при котором работает аппарат после ревизии.
Приведем примерные численные значения этих величин:
U0 ~ 2 г/1000 м3 - для аппаратов ГПР-252 и ГПР-502; U0 ~ 4 г/1000 м3 - для аппарата ГПР-365.
По коэффициентам K:
K = 0,15 - для аппарата ГПР-252;
K = 0,2 - для аппаратов ГПР-365 и ГПР-502;
K = 0,15 - для аппарата ГПР-502.
Данные по параметрам U0 и K приведены только для ориентировки: на каждом месторождении должны быть получены (посредством обработки фактического промыслового материала) свои эмпирические коэффициенты
U0 и K.
Поскольку предполагается помесячная оценка механических уносов gj = = U(xi), то расчет по формуле (8.4) проводится для каждой УКПГ и каждой технологической линии, причем время xt отсчитывается с момента пуска аппарата после ревизии. Для того чтобы не интегрировать формулу (8.4) за промежуток времени, равный одному месяцу, текущий момент времени следует относить к середине рассматриваемого месяца (тем самым получаем по формуле (8.4) “среднемесячные” уносы). Некоторое очевидное исключение из этого алгоритма составляет начальный период с момента пуска аппарата после ремонта (получается неполный месяц, а расчетный унос относим к середине этого неполного месяца).
В ПО “Ямбурггаздобыча” недавно разработана теоретически несколько более обоснованная модификация формулы (8.4), описывающая изменение уноса от времени наработки аппарата, в которой с использованием методов теории подобия в более строгом виде выделено влияние фактора скорости
U = U0^ — j exp(kx), (8.8)
где U - текущий унос в момент времени х; U0 - начальный стабилизированный унос; F - фактор скорости (см. формулу (8.6)) при рабочих параметрах абсорбера, кг0,5/(м0,5-с); F0 - фактор скорости при работе аппарата в номинальном (проектном) режиме, кг0,5/(м0,5-с); а - безразмерный эмпирический коэффициент, который для целей нормирования гликолей в первом приближении может быть задан равным 3,2 (такое значение коэффициента а рекомендуется в химико-технологической литературе для уносов с сетчатых тарелок); k - эмпирический коэффициент, определяемый по промысловым данным для конкретных типов аппаратов на УКПГ.
Для МФА каждого типа номинальный фактор скорости F0 имеет постоянное значение (табл. 8.40).
Структура эмпирического выражения (8.8) обосновывается методами теории подобия. Некоторое преимущество соотношения (8.8) по сравнению с
ТАБЛИЦА 8.40
| Тип МФА | Диаметр аппарата, м | Проектные параметры | Фактор скорости F0 | |
|
Производительность, млн. м3/сут | Давление, МПа | |||
| ГПР-365 | 1,2 | 5 | 7,5 | 4,6 |
| ГПР-502 | 1,8 | 10 | 9 | 3,7 |
|
ГПР-778 | 1,8 | 10 | 9 | 3,7 |
|
ГПР-811 | 2 | 10 |
12 | 2,5 |
формулой (8.4) состоит в том, что эмпирический коэффициент k не зависит от фактора скорости (тогда как эмпирический коэффициент k, строго говоря, зависит от F достаточно сложным образом, а его упрощенная зависимость от F по соотношению типа (8.5) является довольно грубым приближением). На взгляд авторов, на Ямбургском месторождении целесообразно провести дополнительные промысловые исследования по уточнению коэффициента а в формуле (8.8) применительно к конкретным типам МФА.
Следует отметить, что для прогнозной оценки среднемесячных механических уносов помимо анализа и обработки по соотношениям (8.4)-(8.8) большого статистического материала необходимо иметь четкий план-график модернизации и ревизий технологических аппаратов УКПГ на планируемый год (такой план-график разрабатывается производственно-техническим отделом соответствующего газопромыслового управления).
ПОТЕРИ ГЛИКОЛЯ В ИСПАРЕННОМ ВИДЕ С ОСУШЕННЫМ ГАЗОМ
Эта статья потерь гликолей для термобарических условий промысловой подготовки газа может быть оценена с вполне приемлемой для практических целей точностью (ориентировочная погрешность составляет не более 25 % в диапазоне температур 280-310 K и может быть в дальнейшем уточнена). Методика расчета равновесной растворимости ДЭГ и ТЭГ (т.е. гликолесо-держания) в природном газе детально изложена ниже.
В учебной и методической литературе часто приводятся данные по потерям ДЭГ и ТЭГ в паровой фазе для условий промысловой подготовки газа (при осушке тощих газов) в соответствии с номограммой, разработанной Рогге еще в 1966 г.
Две номограммы по содержанию ДЭГ и ТЭГ в газовой фазе по Рогге были приведены в качестве некоторого дополнения в русском переводе первого издания известной монографии Кемпбелла. Далее эти номограммы из Кемпбелла без какого-либо анализа попали во все отечественные учебники и методические пособия по промысловой подготовке газа, в частности в обширную методическую разработку ТюменНИИГипрогаза.
Анализ построения указанных номограмм показывает, что они, по-видимому, основаны на очень грубой схеме расчета, включающей два основных источника неточностей:
1. Давление пара ДЭГ и ТЭГ экстраполируется на низкие температуры (280-300 K) по уравнению типа Клапейрона - Клаузиуса, коэффициенты которого получены исходя из экспериментальных данных при температурах выше 450 K.
2. Предполагается, что растворимость ДЭГ в сжатом метане подчиняется закону Дальтона, т.е. газовая фаза считается идеальной, и даже поправка Пойтинга (влияние внешнего давления на химический потенциал конденсированной фазы) не учитывается.
Следует заметить, что экстраполяция давления пара с использованием уравнения Клапейрона - Клаузиуса допустима как максимум на 20-30 °С за пределы экспериментальных данных и особенно ненадежна дальняя экстраполяция на область низких температур (в нашем случае на область температур контакта в абсорберах в диапазоне 280-310 K), особенно при давлениях насыщенного пара ниже 10 мм рт. ст. Подобная дальняя экстраполяция 70100 °С может приводить и фактически приводит к погрешности в давлении насыщенного пара в 2-3 раза и более.
Что касается применения закона Дальтона, то для расчета растворимости органических веществ в сжатом метане он применим только при очень низких давлениях, как максимум до давлений 1-1,5 МПа.
Между тем данные Рогге по растворимости ДЭГ в природном газе весьма широко используются при анализе возможности выделения жидкой фазы при внутрипромысловом и магистральном транспорте осушенного газа, разработке современных критериев качества подготовки газа и оценке потерь ДЭГ с паровой фазой. В связи с этим целесообразно детальнее рассмотреть вопрос о растворимости ДЭГ в сжатом метане.
Было найдено, что эмпирическая зависимость
1пр^мм рт. ст.) =
37,54928 - ^i29 - 2,191 • lnT
(8.9)
достаточно хорошо описывает имеющиеся экспериментальные данные.
Упрощенный вариант этой зависимости в узком диапазоне температур (5-40 °С) имеет следующий вид (уравнение типа Клапейрона - Клаузиуса):
1пр^мм рт. ст.) = 22,91 - -8343. (8.10)
Различие между (8.9) и (8.10) в указанном узком температурном диапазоне (5-40 °С) весьма незначительное и составляет примерно 1 %.
Аналогичные зависимости по давлению пара ТЭГ имеют следующий
вид:
1пр^мм
рт. ст.) = 42,9035 - "в^485 - 2,9067 • ln
T;
1пр^мм рт. ст.) = 23,487 - i^p3.5.. (8.11)
Теперь перейдем к оценке растворимости диэтиленгликоля в сжатом метане. При довольно низких давлениях природного газа, имеющих место для колонн гликолевой осушки (только до 7-8 МПа), можно вполне использовать эмпирическую формулу, имеющую следующую теоретически обоснованную структуру:
PS
(8.12)
у = — exp
P
где y - молярная доля гликоля в газовой фазе; pS - давление насыщенного
пара жидкости (ДЭГ или ТЭГ), МПа; р - давление газа, МПа; р - эмпири
ческий параметр, имеющий смысл второго вириального смешанного коэффициента (гликоль - метан); V - коэффициент - молярный объем гликоля (равный 118,54 для ДЭГ), см3/моль.
Значение у может быть пересчитано в “гликолесодержание” W по соотношению (для ДЭГ):
W = 4414,4^, г/м3 газа. (8.13)
Второй смешанный вириальный коэффициент р оценим по методике Цонопулоса. Результаты оценочного расчета (который, строго говоря, в дальнейшем нуждается в уточнении) следующие:
Т, K........................................273,15 283,15 293,15 303,15
Р, см3/ моль....................-264,8 -243,5 -224,5 -207,3
Эти расчетные данные могут быть аппроксимированы зависимостью
ln(-p) = 7,80568 - 0,00816 • Т. (8.14)
Таким образом, расчетная схема для определения равновесного содержания ДЭГ ^дЭГ в природном газе сеноманских залежей выглядит следующим образом:
^ДЭГ = 4414,4У ДЭГ Р^^дэг exp p
-2p (R 118,54
— [РДЭГ —
(8.15)
где pS = l,3332-10-4exp^37,54
928 - 8986,129 - 2,191lnт|; РДЭГ =
-exp[7,80568-
-0,00816 • T]; удЭГ - коэффициент активности ДЭГ в его растворе; 1дЭГ -молярная доля ДЭГ в водном растворе; R - универсальная газовая постоянная, R = 8,31441 Дж/(моль-К).
Коэффициент активности ДЭГ может быть рассчитан по формуле Ван-Лаара (с погрешностью порядка 15 %):
(8.16)
ln у
ДЭГ
-.-2
-120
Следует отметить, что формула (8.16) нуждается в уточнении. Молярная доля ДЭГ 1дЭГ легко рассчитывается через его массовый процент хДас по соотношению
„Д „Д
Хм
(8.17)
хДЭГ
хДас18,015 + (100 - хДас)106,12 хДас /106,12 + (100 - хДас)/18,015
По указанной методике были проведены расчеты растворимости ДЭГ в сжатом метане для диапазона давлений 3,5-8 МПа и температур 5-40 °С. Результаты расчета представлены в табл. 8.41 и 8.42. Эти расчетные данные мы и рекомендуем использовать в расчетах потерь ДЭГ с газовой фазой (потери ДЭГ в паровой фазе). В отличие от расчетов по номограмме Рогге, получается существенно более слабая зависимость гликолесодержания от давления: в рабочем диапазоне давлений в абсорберах гликолесодержание как функция давления проходит через минимум.
Следует также отметить сильную зависимость от температуры: при повышении температуры от 12-14 °С (характерная температура контакта для
ТАБЛИЦА 8.41
Оценка растворимости чистото 100 мас. % ДЭГ (равновесното тликолесодержания) в природном тазе сеноманских залежей Западной Сибири в зависимости от температуры! и давления
| Температура контакта | Равновесное гликолесодержание (в г/1000 м3) при давлениях контакта, МПа | ||||||||
| °С | К | 3,5 | 4 | 4,5 | 5 | 5,5 | 6 | 7 | 8 |
| 5 |
278,15 | 0,32 | 0,32 |
0,32 | 0,32 | 0,33 | 0,34 | 0,37 |
0,41 |
| 10 |
283,15 | 0,52 | 0,51 |
0,51 | 0,51 | 0,52 | 0,53 | 0,57 |
0,62 |
| 15 |
288,15 | 0,84 | 0,81 |
0,80 | 0,80 | 0,81 | 0,83 | 0,87 |
0,94 |
| 20 |
293,15 | 1,32 | 1,27 |
1,25 | 1,24 | 1,25 | 1,26 | 1,32 |
1,41 |
| 25 |
298,15 | 2,04 | 1,97 |
1,92 | 1,90 | 1,90 | 1,91 | 1,98 |
2,09 |
| 30 |
303,15 | 3,13 | 3,00 |
2,91 | 2,87 | 2,85 | 2,86 | 2,93 |
3,07 |
| 35 |
308,15 | 4,73 | 4,51 |
4,36 | 4,28 | 4,23 | 4,22 | 4,29 |
4,45 |
| 40 |
313,15 | 7,07 | 6,71 |
6,46 | 6,30 | 6,21 | 6,17 | 6,21 |
6,93 |
Оценка растворимости ДЭГ концентрации 99 мае. % (равновесного гликолесодержания) в природном газе сеноманских залежей Западной Сибири в зависимости от давления
и температуры
| Температура контакта |
Равновесное гликолесодержание (в г/1000 м3) при давлениях контакта, МПа | ||||||||
| °С |
K | 3,5 | 4 |
4,5 | 5 | 5,5 |
6 | 7 | 8 |
| 5 | 278,15 |
0,30 | 0,30 | 0,30 |
0,30 | 0,31 | 0,32 | 0,35 | 0,38 |
| 10 | 283,15 | 0,49 | 0,48 | 0,48 |
0,48 | 0,49 | 0,50 |
0,54 | 0,59 |
|
15 | 288,15 | 0,79 |
0,76 | 0,75 | 0,75 | 0,76 | 0,78 |
0,82 | 0,89 |
| 20 | 293,15 | 1,24 |
1,20 | 1,18 | 1,17 |
1,17 | 1,19 | 1,25 | 1,33 |
| 25 |
298,15 | 1,92 | 1,85 | 1,81 | 1,79 |
1,79 | 1,80 | 1,86 |
1,97 |
| 30 |
303,15 | 2,95 | 2,82 |
2,74 | 2,70 | 2,68 | 2,69 | 2,76 |
2,89 |
| 35 |
308,15 | 4,46 | 4,24 |
4,11 | 4,02 | 3,98 | 3,97 | 4,04 |
4,19 |
| 40 |
313,15 | 6,66 | 6,31 |
6,08 | 5,93 | 5,85 | 5,81 | 5,85 |
6,01 |
условий Уренгойского и Ямбургского месторождений) до 35 °С
(прогнозируемая температура контакта при подключении ДКС второй очереди до установки осушки в летнее время года, когда отсутствует техническая возможность охлаждения газа в АВО) равновесная растворимость ДЭГ возрастает в 6-7 раз.
Сопоставление данных (см. табл. 8.41 и 8.42) с номограммой Рогге показывает, что в практически интересном термобарическом диапазоне рекомендуемые нами значения гликолесодержания оказываются примерно в 1,5 раза больше (а также качественно различается характер зависимости растворимости гликоля от давления).
В табл. 8.43 и 8.44 представлены результаты расчетов растворимости диэтиленгликоля в газе дегазации (т.е. при низких давлениях). Здесь равновесное гликолесодержание определяется исключительно через давление насыщенного пара ДЭГ, поскольку неидеальностью газовой фазы при низких давлениях можно пренебречь.
Аналогичным образом была разработана методика расчета равновесного содержания ТЭГ ^ТЭГ в природном газе сеноманских залежей:
ТАБЛИЦА 8.43
Равновесная растворимость ДЭГ в газе дегазации (для концентрации НДЭГ 95 мас. %)
| Температура, °С | Гликолесодержание газа дегазации (в г/1000 м3) при давлении в выветривателе, МПа | ||||
| 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | |
| 5 | 3,68 | 1,88 | 1,29 | 0,99 |
0,81 |
| 6 | 4,10 | 2,10 | 1,43 |
1,11 | 0,90 |
| 7 | 4,56 | 2,33 |
1,59 | 1,22 | 1,00 |
| 8 | 5,06 |
2,59 | 1,77 | 1,36 |
1,11 |
| 9 |
5,63 | 2,88 | 1,96 |
1,50 | 1,23 |
|
10 | 6,24 | 3,19 |
2,18 | 1,67 | 1,37 |
| 11 | 6,93 |
3,54 | 2,41 | 1,85 | 1,51 |
| 12 |
7,68 | 3,92 | 2,67 | 2,05 | 1,68 |
| 13 | 8,50 | 4,34 | 2,96 | 2,27 |
1,85 |
| 14 | 9,41 | 4,81 | 3,27 |
2,51 | 2,05 |
| 15 | 10,41 | 5,31 |
3,62 | 2,77 | 2,26 |
| 20 | 17,05 |
8,70 | 5,91 | 4,53 |
3,69 |
| 25 |
27,47 | 14,00 | 9,51 |
7,27 | 5,93 |
|
30 | 43,56 | 22,18 |
15,05 | 11,49 | 9,36 |
ТАБЛИЦА 8.44
Равновесная растворимость ДЭГ в газе дегазации (для концентрации НДЭГ 97 мас. %)
| Температура, °С | Гликолесодержание газа дегазации (в г/1000 м3) при давлении в выветривателе, МПа | ||||
| 0,1 | 0,2 | 0,3 | 0,4 | 0,5 | |
| 5 | 4,18 | 2,14 | 1,46 | 1,12 |
0,92 |
| 6 | 4,65 | 2,38 | 1,63 |
1,25 | 1,02 |
| 7 | 5,18 | 2,65 |
1,81 | 1,39 | 1,14 |
| 8 | 5,75 |
2,94 | 2,01 | 1,54 |
1,26 |
| 9 |
6,39 | 3,27 | 2,23 |
1,71 | 1,40 |
|
10 | 7,09 | 3,63 |
2,47 | 1,90 | 1,55 |
| 11 | 7,87 |
4,02 | 2,74 | 2,10 | 1,72 |
| 12 |
8,72 | 4,45 | 3,04 | 2,33 | 1,90 |
| 13 | 9,75 | 4,93 | 3,36 | 2,57 |
2,10 |
| 14 |
10,68 | 5,46 | 3,72 |
2,85 | 2,33 |
|
15 | 11,82 | 6,03 |
4,11 | 3,15 | 2,57 |
| 20 | 19,35 |
9,87 | 6,71 | 5,14 | 4,19 |
| 25 |
31,16 | 15,88 | 10,79 | 8,24 | 6,72 |
| 30 | 49,40 | 25,15 | 17,07 | 13,03 |
10,61 |
fp ТЭг -
RT I 2 )
г/1000 м3,
(8.18)
Wrar = 6247,2у ТЭГ —хтЭГ exp P
4_„I лопчс; 9904,485 -
2,90671пTj; РТЭГ =-exp[8,0 - 0,008-T];
уТЭГ - коэффициент активности ТЭГ в его растворе; хТЭГ - молярная доля ТЭГ в водном растворе; R - универсальная газовая постоянная, R = = 8,31441 Дж/(мольТ<).
Коэффициент активности ТЭГ может быть рассчитан по формуле
где pS = 1,3332-10 4 expl 42,9035
-2,3
(8.19)
2
Y тэг = exp
- + 0,1111 T
0,0287-
1 — Хт
Следует отметить, что формула (8.19) нуждается в дополнительной проверке. Молярная доля ТЭГ хтЭГ легко рассчитывается через его массовый процент х^ по соотношению
т
т
(8.20)
х
ТЭГ
хм,ас18,015 + (100 - х^ас)150,18 х^ас /150,18 + (100 - хм,ас)/18,015
В качестве исходных данных для приведенного термодинамического расчета потерь гликоля в испаренном виде используется следующая информация:
давление в абсорбере, МПа;
температура контакта, °С;
концентрация подаваемого в абсорбер регенерированного гликоля.
Давление и температура в абсорбере - постоянно определяемые на УКПГ параметры (и с достаточно высокой точностью). На одной установке осушки эти параметры практически одинаковы по разным технологическим линиям, но изменяются во времени. Следовательно, дальнейшей детализации расчетных потерь гликоля в испаренном виде по технологическим ниткам не требуется.
Для целей нормирования ДЭГ необходимо прогнозировать термобарические параметры работы абсорберов по месяцам на год вперед. Следует отметить, что среднемесячные давление и температура в абсорберах - достаточно хорошо прогнозируемые величины (особенно если до установок осушки не установлены ДКС). Этот прогноз рекомендуется проводить экспертным путем с использованием как фактических данных по предшествующему периоду (предыдущие год, два), так и с учетом прогнозных термогидрогазодинамических расчетов системы сбора газа УКПГ (причем динамика падения пластового давления, предполагаемые отборы газа по скважинам и другая необходима для этого прогноза исходная информация имеются у соответствующих геологических служб ПО и/или ГПУ).
В то же время при подключении ДКС до установок осушки газа температурный режим в абсорберах может варьироваться в течение года в довольно широких пределах из-за прямого влияния температуры окружающей среды (воздуха) на степень охлаждения газа в АВО. Однако и в этом случае среднемесячный температурный режим абсорберов прогнозируется с достаточной для целей нормирования ДЭГ точностью (здесь экспертный подход и статистический анализ материалов предыдущего года имеют весьма существенное значение).
Что касается концентрации регенерированного гликоля, то она обычно поддерживается практически постоянной на определенном уровне, в соответствии с технологическим регламентом установки, и может несколько меняться при переходе от “летних” требований ОСТ 51.40-93 (температура точки росы осушенного газа минус 10 °С) к “зимним” (температура точки росы осушенного газа минус 20 °С). Например, на УКПГ сеноманских залежах Уренгойского месторождения концентрация РДЭГ в среднем составляет 99±0,3 мас. %. Здесь возникает вопрос, а какую концентрацию ДЭГ все-таки следует использовать в расчетах его потерь в испаренном виде? Ведь ДЭГ, унесенный с осушенным газом в капельном виде, успевает несколько “разбавиться” водой. Для целей нормирования (с учетом особенностей работы многофункциональных аппаратов) без сколько-нибудь серьезной погрешности можно принять эту эффективную концентрацию по следующему соотношению: концентрация ДЭГ, уносимого в капельном виде, равна концентрации РДЭГ - 0,5 мас. %. В частности, во многих случаях для оценки равновесного гликолесодержания целесообразно использовать расчетные данные для ДЭГ концентрации 99 мас. % (см. табл. 8.42).
Кратко обсудим, в каких же пределах может варьироваться значение потерь ДЭГ в испаренном виде (д2). Так, при давлении в абсорбере 5 МПа и температуре 12,5 °С равновесное гликолесодержание осушенного газа составляет 0,61 г/1000 м3, тогда как при повышении температуры контакта до 40 °С (это возможно, если ДКС подключена до установки осушки, а температура воздуха поднимается выше 20-25 °С в летнее время) растворимость ДЭГ повышается в 9 раз и составляет ~5,9 г/1000 м3. Последнее значение сопоставимо с характерными показателями уносов гликоля в капельном мелкодисперсном виде. Из рассмотрения этих данных, а также из данных об осушающей способности ДЭГ можно сделать вывод о нецелесообразности использования ДЭГ как осушителя природного газа при температурах контакта выше 30 °С (разумеется, этот вывод справедлив лишь для традиционной технологии абсорбционной осушки газа). Следовательно, в подобных случаях может быть рекомендован перевод эксплуатирующихся установок осушки с ДЭГ на ТЭГ, что резко (практически в 5-8 раз) уменьшает потери гликоля в испаренном виде.
ПОТЕРИ ГЛИКОЛЯ С РЕФЛЮКСОМ В СИСТЕМЕ РЕГЕНЕРАЦИИ
Верхний продукт десорбера установки регенерации ДЭГ - рефлюкс -представляет собой сконденсированные пары, уходящие с верхней тарелки десорбера.
Потери ДЭГ с рефлюксом десорбера (g3) слагаются в общем случае из потерь ДЭГ в водном и углеводородном слоях. Потерями ДЭГ в углеводородном слое можно пренебречь для газов сеноманских залежей. Потери в водном слое определяются через концентрацию ДЭГ в рефлюксе (мас. %) и количество самого рефлюкса (кг/ч):
![]()
где среф - концентрация ДЭГ в рефлюксе, мас. %; GpK? - количество реф-люкса, кг/ч; Qг - расход газа по УКПГ, млн. м3/ч.
Количество рефлюкса - обычно легко замеряемая величина. Кроме того, значение GpKj, может быть достаточно надежно оценено как разница влагосо-держания на входе и выходе из абсорбера, умноженная на расход газа. Следует отметить, что при подобном расчете необходимо учитывать как равновесное влагосодержание сырого газа, так и выносимую в абсорбер с потоком газа капельную влагу (ориентировочно в количестве 20-30 г/1000 м3). Наоборот, если проводятся достаточно точные замеры количества рефлюкса, то можно оценить унос капельной влаги из входного сепаратора в абсорбер.
Что касается концентрации ДЭГ в рефлюксе среф, то она может быть определена (и определяется) как расчетным путем, так и лабораторными анализами. Для лабораторных определений обычно рекомендуется метод окисления ДЭГ бихроматом калия в присутствии серной кислоты. В настоящее время ощущается острая необходимость в разработке экспресс-методик лабораторного определения ДЭГ в рефлюксе, особенно с учетом того, что в рефлюксе часто присутствует и метанол. Перспективными могут также оказаться и физические методы, например СВЧ-метод для измерения диэлектрической проницаемости растворов.
Расчетная же методика определения концентрации диэтиленгликоля в рефлюксе основана на том, что состав рефлюкса при полной конденсации паров соответствует составу пара в верхней части десорбера. В качестве исходных данных используются давление и температура в верхней части десорбера. Таким образом, оценка потерь ДЭГ в виде пара может быть выполнена на основе анализа фазовых диаграмм жидкость - пар системы ДЭГ - вода.
Молярный состав равновесного пара с высокой степенью точности (из-за низких давлений) рассчитывается по закону Дальтона, т.е. по формуле
рДЭГ _ рДэГ (1 ~ xB)Y ДЭГ
(8.22)
р верх р верх
где УдЭГ - молярная доля ДЭГ в паре; РдЭГ - парциальное давление паров ДЭГ в верхней части десорбера, КПа; ^верх - давление в десорбере; рДЭГ -давление насыщенного пара чистого (100 мас. %) ДЭГ при температуре верха десорбера; хв - молярная доля воды в водном растворе ДЭГ; удЭГ - коэффициент активности ДЭГ в водном растворе.
Расчет по формуле (8.22) можно провести с использованием экспериментальных данных Э.С. Ключевой и Н.Л. Ярым-Агаева. Далее мольный состав пара пересчитывается в его массовую концентрацию. Кроме того, очень удобно сразу воспользоваться номограммой В.А. Клюсова, область параметров которой включает наиболее типичные режимы работы колонн регенерации.
Подобные расчеты полезно сопоставлять с лабораторными определениями среф, соответствующим образом статистически обработанными.
Следует отметить, что поскольку термобарический режим работы установок регенерации поддерживается в достаточно узком диапазоне параметров, то для целей нормирования ДЭГ практически достаточно использовать усредненные промысловые значения среф. Например, для условий работы установок регенерации гликоля на Уренгойском месторождении среф « « 1,0 мас. %.
При прогнозных расчетах потерь ДЭГ с рефлюксом, разумеется, не требуется детализация по технологическим ниткам (так как на УКПГ система регенерации гликоля единая для всех технологических ниток). Не требуется и детализация по месяцам. Вполне достаточно нормировать среднегодовые потери ДЭГ с рефлюксом по ПО или ГПУ. Однако имеет смысл проводить детализацию этой статьи потерь на “летние” и “зимние” (из-за различных требований отраслевого стандарта по точке росы осушенного газа на эти периоды и соответственно различных режимов работы системы регенерации гликоля).
Следует подчеркнуть, что потери ДЭГ с рефлюксом достаточно ощутимы, их ориентировочное значение составляет 2-4 г/1000 м3, поэтому к прогнозной оценке этой статьи потерь надо относиться достаточно внимательно.
ПОТЕРИ ГЛИКОЛЯ С ГАЗОМ ДЕГАЗАЦИИ
Потери ДЭГ с газом дегазации из выветривателя складываются из потерь растворенного в паровой фазе гликоля g4 и из его механического g4* уноса. Потери ДЭГ в паровой фазе могут быть надежно оценены по фазовому равновесию и, следовательно, рассчитаны исходя из данных по давлению, температуре, концентрации НДЭГ и количества газа дегазации.
Унос паров ДЭГ с газом дегазации может быть рассчитан по следующему соотношению (напомним, что унос ДЭГ отнесен к 1000 м3 осушенного газа):
g4 = ЕзэгОдегаз, (8.23)
1000 Qj.
где Qдегаз - количество газа дегазации, м3/ч; Qj. - планируемая добыча газа по УКПГ, тыс. м3/ч.
Количество газа дегазации легко оценить расчетным путем (по растворимости метана в водных растворах гликолей). Расчет по формуле (8.23) показывает, что значение g4 незначительно и им в практике нормирования гликолей можно пренебречь (т.е. g4 = 0).
Что касается механического уноса гликоля д“ с газом дегазации, то при соблюдении технологического регламента это значение должно быть мало, поскольку выветриватель работает в режиме отсутствия пенообразования НДЭГ и малой линейной скорости дегазации. Это значение можно оценить только экспертным путем. Рекомендуется для целей нормирования принять (возможно, с некоторым запасом) д“ = 0,2 г/1000 м3. Таким образом, общие потери гликоля с газом дегазации д4 могут быть приняты равными 0,2 г/1000 м3 осушенного газа (в отсутствие пенообразования).
ПОТЕРИ ГЛИКОЛЯ ИЗ-ЗА ТЕРМИЧЕСКОГО РАЗЛОЖЕНИЯ В СИСТЕМЕ РЕГЕНЕРАЦИИ
В процессе эксплуатации УКПГ гликоли подвергаются аутоокислению и деструкции с образованием хорошо растворимых в воде и спиртах соединений: перекиси водорода и некоторых гидроперекисей, формальдегида, ацетона, муравьиной, уксусной кислот. Присутствие этих соединений влияет на снижение рН среды (коррозия) и, главное, способствует образованию тяжелых смолистых соединений. Кроме того, гликоли извлекают из газа тяжелые (в том числе ароматические) углеводороды. Это приводит к образованию кокса (при регенерации гликоля с использованием огневых подогревателей и разложением тяжелых углеводородов на поверхности жаровых труб). Потери за счет термического разложения определяют исходя из лабораторных анализов смолистых веществ в РДЭГ. Метод их определения состоит в разгонке 0,5-1 л РДЭГ в атмосфере инертного газа (азота) и определения количества осадка. Ориентировочное содержание смолистых веществ q = = 1+1,5 мас. %.
Для оценки этой статьи технологических потерь гликоля (д5) необходимо иметь некоторую расчетную модель образования смолистых веществ в системе регенерации и их осаждения на фильтрах. Оценочные расчеты этой статьи потерь (в рамках упрощенных моделей) показывают, что их значение может достигать 0,1-0,2 г/1000 м3. Поэтому для целей нормирования ДЭГ в настоящее время следует принять (возможно, с некоторым запасом)
д5 = 0,2 г/1000 м3. (8.24)
Вместе с тем необходимы дальнейшие исследования по анализу термической деструкции гликолей в системе регенерации, что позволит в дальнейшем уточнить значение д5.
Следует отметить, что оценка этого вида потерь по (8.24) сугубо приближенная. Необходимо в дальнейшем разработать обоснованную схему расчета, опирающуюся на фактические данные лабораторных анализов.
ПОТЕРИ ГЛИКОЛЯ В СВЯЗИ С РЕМОНТНЫМИ РАБОТАМИ
Количество ДЭГ, теряемое при ремонтных работах и промывке циркуляционной системы, - величина, которая не может быть априори рассчитана. Она определяется исключительно по опыту (замерным путем). Промысловые данные анализируются и обобщаются, что дает возможность планировать (прогнозировать) эту статью потерь гликоля методом экспертной оценки. Формула для расчета удельных потерь гликоля имеет вид
где дрем - экспертная оценка потерь ДЭГ при ремонтных работах, т/год; Qj. - планируемая добыча газа по УКПГ, млрд. м3.
Оценочно значение потерь ДЭГ по этой статье варьируется в пределах
0,1-0,4 г/1000 м3 осушенного газа.
ПОТЕРИ ГЛИКОЛЯ ПРИ ТРАНСПОРТИРОВКЕ И ПЕРЕКАЧКЕ
Эта статья потерь ДЭГ, как и предыдущая, носит сугубо экспертный характер, она определяется обобщением массива фактических данных.
Максимально допустимые потери при транспортировке и перекачке из автоцистерн не должны превышать 20 кг на 1 т ДЭГ. Таким образом, данные потери не должны превышать 2 % (суммарно) от всех остальных видов потерь ДЭГ.
Таким образом, выше была изложена методика прогнозной оценки основных составляющих технологических потерь гликоля на УКПГ для целей краткосрочного планирования сроком 1 год. Детально рассмотрены семь основных видов потерь гликоля на установках комплексной подготовки тощих (сеноманских) газов. Могут иметь определенное значение и другие статьи потерь. Например, потери ДЭГ на установках его обессоливания или потери ДЭГ в системах очистки (при использовании экстракционных методов очистки). Для включения подобных дополнительных статей технологических потерь в практику нормирования гликолей требуется специальное технологическое обоснование.
Обсудим результаты нормирования гликоля на Уренгойском месторождении. По результатам прогнозных расчетов потерь ДЭГ на 1 год (при условии непревышения допустимых потерь ДЭГ для каждого типа аппаратов) и плана-графика планово-предупредительных работ составляется план ревизий технологических ниток. На сегодняшний день допустимые потери ДЭГ по типам аппаратов с учетом конкретных условий на каждой УКПГ сеноманских залежей Уренгойского месторождения принимаются равными:
ГПР-252 - 15 г/1000 м3,
ГПР-365 - 23 г/1000 м3,
ГПР-502 - 20 г/1000 м3.
На рис. 8.25 представлены плановая удельная норма ДЭГ на 1996 г. (рассчитанная по приведенной методике) и фактический удельный расход ДЭГ за 1996 г. для Уренгойского месторождения. Как видно из приведенных результатов, запланированные и фактические удельные нормы расхода практически совпадают.
Удельные нормы расхода диэтиленгликоля в настоящее время складываются в основном из потерь ДЭГ с осушенным газом в виде капельного уноса, потерь ДЭГ с рефлюксом в системе регенерации и уноса в паровой фазе.
На рис. 8.26 в наглядной форме приведена структура потерь ДЭГ по УКПГ сеноманской залежи. В настоящий момент, по сравнению с предыдущими годами эксплуатации, увеличивается доля потерь ДЭГ в системе регенерации в структуре общих потерь от 5-6 до 20-25 %, что связано с относительным уменьшением потерь ДЭГ в капельном виде с осушенным газом (удельные потери ДЭГ в регенерации за годы эксплуатации остаются приблизительно на одном уровне). Уменьшение доли потерь ДЭГ с осушенным
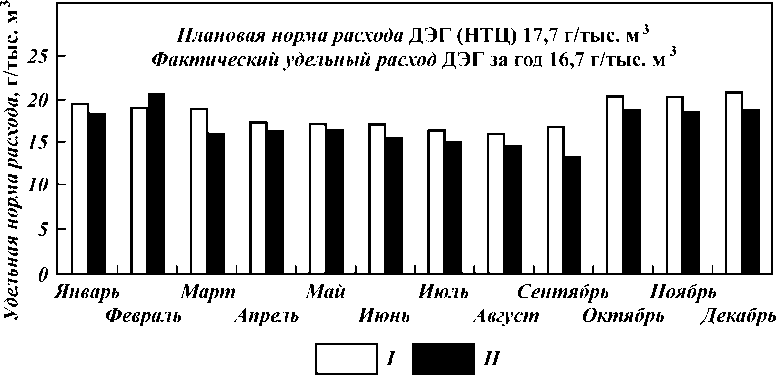
Рис. 8.25. Плановые (I) и фактические (II) удельные нормы расхода ДЭГ по Уренгойскому
газопромысловому управлению за 1996 г.
20,6 %
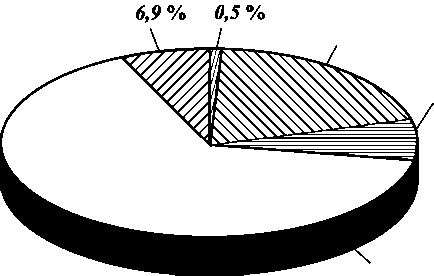
6,4 %
65,6 %
Рис. 8.26. Структура общих потерь ДЭГ по УКПГ сеноманской залежи Уренгойского месторождения:
I - в капельном виде с осушенным газом; II - ремонт, транспорт; III - прочие; IV - с рефлюксом; V - с испарением
I
II
III
IV
V
газом в структуре общих потерь связано с проведенными модернизациями МФА, изменением гидродинамического режима работы аппаратов осушки газа, а также со своевременным проведением ревизий технологического оборудования.
МЕТОД ПРОГНОЗНОЙ ОЦЕНКИ ЭФФЕКТИВНОСТИ РАБОТЫ АППАРАТОВ ОСУШКИ ГАЗА И РАСХОДА ДИЭТИЛЕНГЛИКОЛЯ НА ДОЛГОСРОЧНУЮ
ПЕРСПЕКТИВУ
Для прогнозирования эффективности работы основного оборудования, планирования поставок ДЭГ и проведения организационно-технических мероприятий по экономии гликоля на длительный период возникает необходимость прогнозирования расхода ДЭГ на достаточно длительный срок. Для прогнозирования эффективности работы оборудования была выбрана зависимость потерь ДЭГ от фактора скорости как величины, наиболее полно описывающей динамику потерь гликоля с осушенным газом.
Эффективность работы аппаратов осушки газа, наряду с глубиной осушки, определяется средними удельными потерями ДЭГ и длительностью межревизионного периода аппаратов осушки газа. Эти показатели зависят от конструктивных особенностей аппаратов (типоразмер, конструкция сепара-ционной, массообменной, фильтрационной частей, конструкция элементов), гидродинамического режима их работы (определяемого величиной фактора скорости газа в аппарате как функции давления, температуры, расхода, свойств газа), качества подаваемого в аппарат гликоля (наличие в нем мехпримесей) и технологической дисциплины эксплуатации аппаратов (недопущение гидроударов, постоянная подача необходимого количества ДЭГ И т.д.).
Линейная скорость движения газа в абсорбционной части определяет время контакта газ - гликоль: чем выше линейная скорость (фактор скорости), тем меньше время контакта, следовательно, ухудшаются параметры осушки газа при прочих равных условиях. Чем выше фактор скорости по аппарату, тем больше перепад давления, следовательно, больше удельный вынос ДЭГ с осушенным газом (вплоть до массового выноса ДЭГ с фильтрационной части аппаратов при достижении критических величин фактора скорости). Чем выше фактор скорости, тем больше вынос ДЭГ с массообменной части на фильтрационную, следовательно, меньше время наработки аппарата осушки (межревизионный период).
Исходя из изложенного, существуют некоторые критические значения фактора скорости для аппаратов каждого типа, при которых эксплуатация аппаратов осушки газа крайне неэффективна. Фактор скорости как основной параметр, определяющий эффективность работы аппаратов осушки газа, в каком-то смысле универсален еще и потому, что осуществлять контроль за другими параметрами, влияющими на потери ДЭГ (перепад давления по различным частям аппаратов осушки газа, прямой приборный замер потерь ДЭГ), не представляется возможным в достаточном для корреляций объеме.
Контроль за значением выноса ДЭГ с массообменной части в фильтрационную (как за важным показателем эффективности работы аппаратов) возможен лишь при наличии секущей задвижки на линии слива ДЭГ с фильтрационной части по разнице во времени накопления определенного объема гликоля на полуглухой тарелке с открытой и закрытой секущей задвижкой.
При превышении фактора скорости газа выше проектного на 10-15 % наблюдалось “зависание” ДЭГ в массообменной части аппарата, весь ДЭГ, подаваемый на верхнюю тарелку массообменной части, уносился с газом на фильтрационную часть (при закрытой секущей задвижке прирост уровня ДЭГ на полуглухой тарелке был практически равен нулю). Поэтому критическим фактором скорости, определяющим эффективность работы аппаратов осушки газа, нужно считать такой фактор скорости, при котором начинается массовый вынос ДЭГ (150 г/1000 м3 и выше) с массообменной части аппарата на фильтрационную.
Предложенный алгоритм прогнозирования эффективности работы абсорберов осушки газа заключается в следующем:
определяется зависимость потерь ДЭГ от фактора скорости по фактическому материалу для аппаратов разных типов;
рассчитываются прогнозные факторы скорости на основании прогнозных показателей разработки месторождения по каждой УКПГ, варианта размещения ДКС, числа работающих технологических ниток и т.д.;
по найденным зависимостям потерь ДЭГ как функции фактора скорости и рассчитанным значениям прогнозных факторов скорости определяются прогнозные потери ДЭГ.
На первом этапе этой работы был собран фактический материал за 10 лет эксплуатации УКПГ (за каждый месяц по всем УКПГ) и рассчитан фактический фактор скорости по УКПГ. На рис. 8.27 приведены фактические зависимости удельного расхода U диэтиленгликоля от фактора скорости F по типам аппаратов по усредненным за год данным. Видно, что аппараты ГПР-365 эксплуатируются в наиболее “жестком режиме”. Полученная регрессионным анализом формула определения удельных потерь ДЭГ как функции фактора скорости газа
U = 18,57 - 8,54F + 2,4F2
позволяет осуществлять прогнозные оценки потерь ДЭГ по аппаратам всех типов с достаточной для практики точностью.
Для более точного прогнозирования потерь ДЭГ были обработаны фактические данные параметров работы УКПГ за весь период эксплуатации. Регрессионным анализом статистического материала получены формулы зависимости потерь ДЭГ от фактора скорости по различным типам аппаратов:
U = 9,3 еxp(0,2F) - для аппаратов ГПР-252;
U = 1,974 еxp(0,619F) - для аппаратов ГПР-365;
U = 2,517 ехр(0,64^) - для аппаратов ГПР-502.
Интервал применения полученных эмпирических формул лежит в пределах изменения фактора скорости:
для аппаратов ГПР-252 от 0,5 до 2; для аппаратов ГПР-365 от 2,5 до 4,5; для аппаратов ГПР-502 от 2,5 до 3,7.
30
25
20
15
10
1,5
2,0
U, г/тыс. м 3 35
| IS! | |||
| ГПР-365 к, |
|||
| - |
121 | ||
| . | ГПР-502 | ||
| ГПР-252 ¦ ва |
IHI | 121 БД ISI |
|
| -121 121 | |
-- I 1 | 1 1 |
2,5
3,0
3,5
4,0 4,5
F, кг 0,5/(м0,5 с)
Рис. 8.27. Зависимость удельных потерь ДЭГ с осушенным газом от фактора скорости
В других интервалах применение данных формул будет вносить существенную погрешность в определение потерь ДЭГ.
Ранее были обобщены результаты исследований по наработке на отказ (межревизионный период) МФА, имеющий фильтрующие патроны в верхней секции сепарации и различные модификации конструкций контактно-сепарационной секции.
С учетом основных результатов исследований время наработки фильтрующих патронов можно определять по формуле
X = С/Укс,
где С = 0,4+0,05 - эмпирический коэффициент; Укс - унос ДЭГ из контакт-но-сепарационной секции, г/м3.
При эффективной очистке ДЭГ (наличии фильтра ДЭГ) рекомендуется принимать С = 0,55, при неэффективной очистке (отсутствии фильтра ДЭГ) в установке регенерации С = 0,4. Полученная зависимость носит рекомендательный характер и может быть уточнена с учетом значения коэффициента С для конкретных условий эксплуатации МФА.
На параметр “наработка на отказ” оказывают влияние жидкостная нагрузка на фильтрующие патроны (унос ДЭГ из контактно-сепарационной секции) и степень загрязненности гликоля. Для снижения загрязненности ДЭГ необходимо проводить его очистку от механических примесей и продуктов разложения. Наличие дополнительной ступени сепарации в абсорберах осушки газа позволяет снизить жидкостную нагрузку фильтр-патронов МФА и увеличить срок их наработки. При Укс < 0,15 г/м3 возможен срок наработки фильтров до двух и более лет.
ПУТИ СОКРАЩЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПОТЕРЬ ГЛИКОЛЕЙ В СИСТЕМАХ АБСОРБЦИОННОЙ ОСУШКИ ГАЗА
Основные направления по сокращению технологических потерь гликолей связаны с совершенствованием технологических схем абсорбционной осушки газа и технологического оборудования. При этом важную роль играет нормирование расхода ДЭГ и ТЭГ на установках осушки газа, текущий анализ фактических потерь гликолей и их сопоставление с плановыми нормами, что позволяет выявить “узкие” места технологического процесса и наметить мероприятия по сокращению эксплуатационных затрат на УКПГ.
Основная статья технологических потерь гликолей - механический (капельный) унос с осушенным газом в газотранспортную систему. Уменьшение капельного уноса ДЭГ в многофункциональных аппаратах в среднем от 15-20 до 5-8 г/1000 м3 - принципиально решаемая задача как для эксплуатируемых установок осушки газа, так и для проектируемых установок осушки на новых месторождениях Крайнего Севера. Причем следует подчеркнуть, что кардинальное уменьшение механического уноса не может быть достигнуто только за счет улучшения работы многофункциональных аппаратов посредством сокращения эффективных линейных скоростей потоков газа, уменьшения нагрузки по жидкости фильтрационной верхней секции аппаратов, улучшения технологических показателей самого фильтра и т.п. Здесь очень важно очищать насыщенный гликоль от механических примесей, растворенных солей, продуктов деструкции, тяжелых углеводородов и смолистых соединений до технологически приемлемого уровня. При этом необходимо совершенствовать не только системы очистки ДЭГ, но и выявлять и по возможности устранять основные причины появления этих примесей в абсорбенте.
Так, улучшение работы входных сепараторов на сеноманских УКПГ и применение ряда известных дополнительных технологических приемов позволяет существенно снизить актуальность проблемы постепенного засоления ДЭГ, острота которой, как нетрудно понять, возрастает при сокращении технологических потерь гликоля за счет его механического уноса. В Урен-гойгазпроме сейчас проводятся проработки новой технологии (Ю.Н. Ефимов и др.), так называемого “горячего” осаждения солей из НДЭГ. Первые предварительные испытания технологии привели к позитивным результатам. В случае полного успеха подобной оригинальной, но вместе с тем и довольно простой технологии каких-либо более серьезных и радикальных решений фактически в настоящее время не потребуется (в качестве радикальных и наиболее эффективных методов с точки зрения обеспечения качества циркулирующего гликоля здесь упомянем развиваемые в последнее время во ВНИИГАЗе дистилляционные подходы).
Другой пример - перевод установок регенерации гликолей с огневого подогрева на подогрев с использованием термостойких промежуточных теплоносителей - позволяет резко (в десятки раз) уменьшить образование продуктов разложения (кокса, смол) на поверхности теплообменных труб, что уже само по себе улучшает работу массообменных и улавливающих секций абсорберов и тем самым увеличивает их межревизионный период работы. Значительная часть капельного ДЭГ, уносимого с осушенным газом в головной участок магистральной газотранспортной системы, улавливается во входных сепараторах головных компрессорных станций. Диэтиленгликоль, улавливаемый во входных сепараторах КС, может частично возвращаться в технологический цикл. Проработки технологии возврата НДЭГ с КС сейчас проводятся во ВНИИГАЗе и Уренгойгазпроме. В связи с этим возрастает актуальность проблемы реконструкции входных сепараторов на головных КС с целью увеличения степени извлечения гликоля.
В связи с массовым подключением ДКС-1 на Уренгойском месторождении резко обостряется проблема соблюдения показателей качества газа. Отметим основные пути решения возникшей проблемы:
перевод некоторых установок осушки с ДЭГ на ТЭГ;
использование технологии двухступенчатой осушки газа на двух температурных уровнях; это позволяет более эффективно реализовывать возможности АВО для охлаждения потока сырого газа при его компримировании до абсорбера;
реализация схем доулавливания ДЭГ в потоке осушенного газа; например, может быть предложен ряд решений, которые следует рассматривать как аналоги технологической схемы Причарда с учетом особенностей установок абсорбционной осушки газа северных месторождений.
Уменьшение потерь ДЭГ с газом дегазации - в случае необходимости также вполне решаемая задача, например посредством использования технологии поэтапного разгазирования насыщенного гликоля.
Существенное значение в проблеме сокращения технологических потерь гликолей имеют организационно-технические мероприятия:
четкое соблюдение регламентов по ведению технологических процессов;
своевременная ревизия технологических аппаратов; контроль и ревизия КИП и А;
постоянный контроль параметров технологического процесса (механический унос, точка росы, режимы регенерации и т.д.);
лабораторный контроль (анализы РДЭГ, НДЭГ, рефлюкса, сточных вод). Сейчас особую остроту принимают вопросы разработки экспресс-методов химического и физико-химического анализа, поскольку ряд классических методик анализа весьма трудоемок, недостаточно точен и вреден для здоровья обслуживающего персонала. Ряд перспективных экспресс-методик анализа разработан ранее во ВНИИГАЗе и Надымгазпроме.
Таким образом, только комплексный подход к анализу технологических потерь гликолей, улучшающий все элементы абсорбционной технологии подготовки газа в северных условиях, может дать положительный результат и в перспективе привести к сокращению удельных потерь гликолей в 2
2,5 раза.
Резюмируя, можно сказать, что в отрасли имеется целый ряд оригинальных технических проработок по уменьшению содержания в ДЭГ механических примесей, тяжелых углеводородов, неорганических солей, смол, по уменьшению пенообразования гликолей - реализация некоторых из арсенала научно-технических решений приобретает актуальность главным образом на поздней стадии разработки газовых месторождений. В настоящее время имеются две предпосылки для сокращения фактического расхода ДЭГ в пол-тора-два раза на установках абсорбционной осушки газа северных месторождений России.
НИЗКОТЕМПЕРАТУРНАЯ ОБРАБОТКА ПРИРОДНЫХ ГАЗОВ
Низкотемпературные технологические процессы применяются главным образом для обработки природных газов газоконденсатных месторождений с целью одновременной осушки и извлечения целевых компонентов - тяжелых углеводородов и инертных газов при наличии их заметных количеств. Если же в природном газе содержатся диоксид углерода и сероводород, то наиболее распространенный вариант удаления этих неуглеводородных компонентов - абсорбционные методы очистки физическими поглотителями, хотя для удаления кислых компонентов также разработан ряд низкотемпературных процессов. В то же время метод извлечения компонентов С5+в из конденсатсодержащего газа посредством использования физических поглотителей (с последующей десорбцией углеводородов при регенерации абсорбента) без одновременного применения низкотемпературных процессов сейчас вообще не используется в практике промысловой и заводской обработки газа. Следует, однако, отметить, что во ВНИИГАЗе еще в 70-80-е годы была разработана абсорбционная технология извлечения тяжелых углеводородов при положительных температурах (не востребованная газопромысловой практикой), область потенциального применения которой - природные газы с малым конденсатным фактором.
Встречаются, хотя и достаточно редко, месторождения природного газа с очень большим содержанием азота. После осушки газа и извлечения тяжелых углеводородов для последующего разделения метано-азотных смесей используются криогенные процессы. Например, подобные технологические процессы реализованы в Польской Республике. Наряду с криогенными процессами конкурентоспособной схемой разделения азотно-метановых смесей является газогидратная технология (отделение метана от азота за счет образования газового гидрата, обогащенного метаном), которая в настоящее время вполне может быть доведена до практического применения. Криогенные процессы применяются и при получении гелия из природного газа.
В последние десять - пятнадцать лет активно развивается интересное и довольно перспективное направление - мембранные технологии разделения газов. По-видимому, применение мембранных процессов может оказаться целесообразным для подготовки природных газов малых месторождений, расположенных в европейской части России, тогда как в условиях северных месторождений использование данной технологии на сегодняшний день весьма проблематично.
Следует отметить как позитивный момент, что в Западной Сибири практически не встречаются сероводородсодержащие газоконденсатные месторождения, а содержание азота и диоксида углерода в пластовых флюидах, как правило, не превышает 1,5 и 0,5 об. % соответственно. Пока что не обнаружено на севере России и месторождений с промышленным содержанием инертных газов, однако поиск таких залежей, на взгляд авторов, достаточно перспективен. Следовательно, при промысловой подготовке конденсатсодержащих газов месторождений Западной Сибири требуются осушка газа и извлечение главным образом углеводородов С5+в (а также при необходимости пропан-бутанов и этана).
Важнейшая отличительная особенность природных газоконденсатных систем северных месторождений - наличие большого количества залежей со значительным содержанием этана (до 6-7 об. %, а в ачимовской толще - и более). Наличие такой уникальной сырьевой базы позволяет ставить вопросы развития газохимии в северных регионах России, поскольку современные технологии синтетических материалов основаны главным образом на переработке этана. Методы извлечения этана основаны на использовании низкотемпературных процессов (конденсации и ректификации). К сожалению, с начала 90-х годов вопросы проектирования и строительства газохимических комплексов развиваются крайне медленно.
Таким образом, низкотемпературные технологические процессы являются практически единственным экономически оправданным способом извлечения ценных компонентов из природных газов газоконденсатных залежей. Реализация низкотемпературных процессов без энергоемких источников охлаждения может быть осуществлена за счет расширения газа, что обусловлено значительным давлением в продуктивных горизонтах (по сравнению с давлением в магистральном газопроводе).
Газы газоконденсатных залежей севера Западной Сибири достаточно разнообразны по компонентному составу. Данные по компонентному составу природных газов различных продуктивных горизонтов используются при проектировании разработки и обустройства газоконденсатных месторождений. Эти данные получают в основном на стадии разведочного бурения. При последующей разработке месторождения по мере истощения залежей и падения пластового давления с некоторого момента состав добыва-
емо- го флюида изменяется, поскольку углеводородный конденсат выпадает в пласте.
Изменения в составе пластового газа газоконденсатного месторождения в процессе разработки продуктивных горизонтов иллюстрируются на примере Заполярного месторождения в варианте разработки на истощение (табл. 8.45). Из рассмотрения прогнозных данных наглядно видно, что состав пластового газа по легким компонентам (метан-бутаны, азот, диоксид углерода) практически не меняется в процессе разработки залежи, тогда как количество тяжелых компонентов (С5+в) уменьшается в полтора раза только за первые десять лет с начала разработки (а в дальнейшем их удельное количество продолжает уменьшаться более быстрыми темпами).
Хорошо известно, что увеличить степень извлечения тяжелых углеводородов можно при использовании методов разработки месторождений с поддержанием пластового давления (сайклинг-процессы). Такой метод разработки газоконденсатных залежей представляется экономически целесообразным при конденсатном факторе, превышающем 200 г/м3. Как показано специалистами ВНИИГАЗа, применение схем разработки газоконденсатных месторождений с поддержанием пластового давления повышает конденсато-отдачу пластов до уровня 85-90 %. Разумеется, технологии добычи природного газа с рециркуляцией сухого газа должны рационально сочетаться с технологиями обработки газоконденсатных смесей. Однако сайклинг-процессы в условиях северных месторождений России до сих пор не применялись, хотя соответствующие проекты предлагались и продолжают предлагаться к внедрению. В качестве примеров можно привести Северо-Уренгойское, Ен-Яхин-ское, Песцовое и уже упомянутое Заполярное месторождения, для которых предложен ряд эффективных схем сайклинг-процесса.
Следует отметить, что при проектировании систем разработки и обустройства газоконденсатных месторождений очень необходима информация по составам пластового газа выбранных эксплуатационных объектов, как минимум, до С10, однако такие данные не всегда доступны или достоверны на момент подготовки соответствующих проектов. Особенно это положение характерно для месторождений с малым конденсатным фактором, тогда как при проектировании разработки продуктивных горизонтов, природные газы ко-
ТАБЛИЦА 8.45
Динамика изменения состава пластового газа (в мол. %) Заполярного месторождения
(валанжинская залежь)
|
Компоненты | Время с начала разработки месторождения | Компоненты | Время с начала разработки месторождения | |||||
| До разработки | Через 5 лет |
Через 10 лет | До разработки | Через 5 лет |
Через 10 лет | |||
|
Метан | 88,41 | 88,77 | 89,50 | Азот |
0,34 | 0,34 | 0,35 | |
| Этан | 4,80 |
4,82 | 4,69 |
Диоксид углерода | 0,25 |
0,25 | 0,24 | |
|
Пропан | 2,21 | 2,22 | 2,16 | С6 |
0,52 | 0,45 | 0,37 | |
| Бутаны | 0,78 | 0,79 | 0,76 | ё7 | 0,44 |
0,38 | 0,32 | |
|
Пентаны | 0,66 | 0,60 | 0,48 | С8 | 0,37 | 0,32 |
0,27 | |
| ё5+в 3 | 3,21 | 2,81 |
2,32 | С9 | 0,30 | 0,26 | 0,32 | |
| С5+„ г/м3 пластово |
160 | 138 | 112 | ё10+в |
0,92 | 0,80 | 0,66 |
|
| го газа | Средняя молеку |
182 | 178 | 170 |
||||
| С5+„ г/м3 газа се | 168 | 143 |
116 | лярная масса |
||||
| парации |
С10+,, г/моль | |||||||
| Средняя молеку |
120 | 118 | 111 | |||||
| лярная масса С5+,, | ||||||||
| г/моль | ||||||||
торых содержат значительное количество тяжелых углеводородов (прежде всего, парафинов), необходимо иметь информацию о составе флюидальной системы вплоть до С20, что связано не только с существенными особенностями промысловой подготовки газа подобных эксплуатационных объектов (имеет место парафиногидратообразование в наземных промысловых системах и, как следствие, необходимость в некоторых модификациях технологических схем), но и с возможностью при определенных условиях выпадения в пласте двух типов конденсата - тяжелого и легкого (т.е. расслоения жидкой углеводородной фазы в пластовых условиях). Следует также обратить внимание на значительное влияние коллектора (пористой среды) на подобное равновесие “жидкость - жидкость”.
ОБЩАЯ ХАРАКТЕРИСТИКА НИЗКОТЕМПЕРАТУРНЫХ ПРОЦЕССОВ ПРОМЫСЛОВОЙ ОБРАБОТКИ ГАЗА
К 2015-2020 гг. 30 % природного газа России будет добываться из газоконденсатных залежей Западной Сибири. В условиях постепенного сокращения добычи нефти особое значение начинает приобретать добыча газового конденсата. Технология промысловой обработки природных газов газоконденсатных месторождений в настоящее время характеризуется низкой степенью извлечения жидких углеводородов: этана - около 10, пропан-бутанов - 30, компонентов С5+в - до 95 мас. % от их потенциального содержания в пластовом газе. Относительно низкий уровень извлечения углеводородов на промысловых установках обусловлен применением процесса низкотемпературной сепарации (НТС) на температурном уровне до -30 °С. Поэтому при изменении в перспективе конъюнктуры рынка могут приобрести значительную актуальность технологические процессы обработки газа на температурном уровне до минус 60-80 °С которые сейчас реализуются исключительно в заводских условиях. На этом температурном уровне практически полностью извлекаются углеводороды С5+в и примерно 50-60 % пропан-бутановой фракции. Кроме того, при необходимости может быть извлечено и до 50 % этана. Разумеется, низкотемпературные промысловые процессы обеспечивают и требования отраслевого стандарта (см. раздел 8.1) к качеству подготовки товарного газа, поставляемого в магистральные газотранспортные системы (точки росы по влаге и углеводородам).
Таким образом, генеральным направлением в проектировании низкотемпературных установок для промысловой обработки конденсатсодержащих газов на период после 2000 г. может (и должна!) стать разработка промысловых процессов с более низкими температурными уровнями и, кроме того, отличающихся повышенной технологической гибкостью. Под гибкостью здесь понимаем возможности использования технологии при варьировании в широком диапазоне входных параметров (температура, давление, состав) обрабатываемого углеводородного сырья, а также выделения тех или иных целевых продуктов в объемах, зависящих от их текущего спроса. Необходим более дифференцированный подход к технологическим процессам на вновь обустраиваемых месторождениях, учитывающий не только специфику эксплуатационных объектов, но и долговременные тенденции по рынкам сбыта продукции газовой промышленности.
Увеличение глубины извлечения углеводородного конденсата тесно связано с развитием геохимии как потребителя фракций легких углеводородов. При этом приобретает актуальность целенаправленное формирование ценовой политики с тем, чтобы сделать рентабельной добычу и переработку как стабильного конденсата, так и легких углеводородных фракций. Следовательно, реализация технических предложений по увеличению степени извлечения целевых компонентов из конденсатсодержащих газов Западной Сибири может быть осуществлена при наличии долговременной государственной политики в сырьевой сфере, направленной на стимулирование добычи и переработки конденсата, при значительном долевом участии ОАО “Газпром” в комплексной переработке углеводородного сырья с последующей реализацией продукции газохимии на внешнем и внутреннем рынках. Поэтому для ОАО “Газпром” особое значение приобретает стратегическое планирование развития отрасли в Западной Сибири как основном газодобывающем регионе с учетом постепенного качественного изменения структуры добываемого углеводородного сырья.
В настоящее время основным низкотемпературным процессом промысловой подготовки газа газоконденсатных месторождений России все еще остается процесс низкотемпературной сепарации с охлаждением газа за счет использования избыточного (по сравнению с газопроводом) давления на входе в установку. Охлаждение газа осуществляется посредством его дросселирования, т.е. используется эффект Джоуля - Томсона. Процесс дросселирования является изоэнтальпийным и при характерных термобарических условиях функционирования промысловых установок для газоконденсатных залежей северных месторождений приводит к значительному снижению температуры обрабатываемого газа (в диапазоне 3-4,5 °С на 1 МПа, причем значение дифференциального дроссель-эффекта зависит от состава газоконденсатной смеси и возрастает с понижением температуры газа до дросселя). Таким образом, метод НТС по своей основной идее основан на конденсации гомологов метана из природного газа, обычно при температуре от -10 до -30 °С, и последующем разделении жидкой и газовой фаз, находящихся в состоянии, достаточно близком к термодинамическому равновесию.
За рубежом метод НТС впервые был апробирован в США для извлечения жидких углеводородов из продукции скважин газоконденсатных месторождений (первая промышленная установка пущена в эксплуатацию в 1950 г.). Теоретические проработки рассматриваемой технологии начаты во ВНИИГАЗе уже в 1953 г. Процесс НТС в отечественной практике впервые реализован на промыслах Краснодарского края (первая установка НТС пущена в эксплуатацию на Ленинградском газоконденсатном месторождении в 1959 г.). В то время, не имея собственного опыта проектирования, строительства и эксплуатации установок НТС, приходилось буквально на ходу вносить различные, порой существенные, поправки и изменения в проектную технологию. Последующее внедрение установок НТС на Шебелинском месторождении и других месторождениях Украинской республики также сопровождалось преодолением значительных организационно-технических и технологических трудностей. Затем процесс НТС был успешно реализован на месторождениях Средней Азии, Оренбургском и Карачаганакском ГКМ. Анализ работы первых отечественных установок низкотемпературной сепарации представлен в ряде обобщающих работ, опубликованных уже в 60-е годы.
В северных условиях технология НТС впервые в России была применена на уникальнейшем Вуктыльском газоконденсатном месторождении, потенциальное содержание конденсата в котором доходило до 400 г/м3. Аналогичная технология была разработана и реализована в восьмидесятых годах при подготовке проектов обустройства гигантских северных месторождений - Уренгойского и Ямбургского (УКПГ валанжинских залежей).
Простейший вариант технологии НТС представлен на рис. 8.28 (здесь приведена только принципиальная схема без каких-либо деталей). Сырой газ со скважин поступает на первую ступень сепарации во входной сепаратор 1, где от газа отделяется водная фаза и нестабильный углеводородный конденсат, выпавшие в стволах скважин и газосборных сетях. Далее отсе-парированный газ поступает в теплообменник 2 типа “газ - газ” для рекуперации холода сдросселированного газа, где охлаждается на 10-15 °С и более. Охлажденный газ из теплообменника подают на расширительное устройство 3, после которого его температура вследствие эффекта Джоуля -Томсона понижается от -10 до -30 °С. После дроссельного устройства 3 обрабатываемый газ вместе со сконденсировавшейся жидкой фазой поступает в низкотемпературный сепаратор 4, где от него отделяется жидкая фаза (водная и углеводородная), а очищенный от влаги и тяжелых углеводородов (С5+в) холодный газ проходит рекуперативный теплообменник 2 в противотоке с “сырым” газом и далее поступает в газопровод в качестве товарного продукта. Теплообменник 2 по току холодного осушенного газа в начальный период эксплуатации может частично байпассироваться (при наличии избыточного давления на входе в установку). Эффективность охлаждения газа посредством использования процесса изоэнтальпийного расширения газа с рекуперацией холода может достигать 10-12 °С на 1 МПа свободного перепада.
Расчеты показывают, что в теплообменнике, дросселе и низкотемпературном сепараторе термобарические параметры природного газа отвечают области стабильности газовых гидратов кубической структуры II. Для предотвращения образования гидратов используются ингибиторы гидратообразования (первоначально на южных установках НТС применялись гликоли, однако в северных условиях более удобным ингибитором оказался метанол, тогда как другие составы ингибиторов используются достаточно редко).
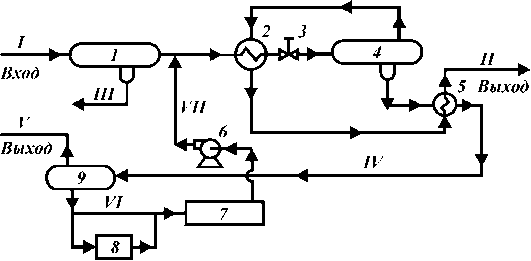
Рис. 8.28. Схема установки НТС продукции газоконденсатных скважин:
I - сырой газ; II - сухой газ; III - конденсат газовый и вода; IV - конденсат газовый и насыщенный гликоль; V - конденсат газовый; VI - гликоль насыщенный; VII - гликоль регенерированный; 1, 4 - сепараторы; 2, 5 - теплообменники; 3 - штуцер (дроссель); 6 - насос; 7 - установка регенерации гликоля; 8 - фильтр; 9 - трехфазный разделитель
Впрыск ингибитора гидратообразования предусматривается как перед теплообменником 2, так и перед дросселем в объеме, необходимом для предупреждения гидратов с тем, чтобы обеспечить безгидратный режим эксплуатации технологического оборудования. При повышенном содержании парафинов в газе для предотвращения их отложения в теплообменнике и низкотемпературном сепараторе находят применение комплексные ингибиторы, предупреждающие как образование гидратов, так и отложение парафинов. В случае коррозии оборудования в ингибитор вводят и антикоррозийные реагенты (ингибитор гидратообразования, таким образом, является носителем ингибитора коррозии).
Водная фаза (т.е. водный раствор ингибитора) и углеводородный конденсат, выделившиеся в сепараторе 4, поступают в разделитель 9, где углеводородный конденсат частично дегазируется. Далее конденсат направляют на установку его стабилизации (в простейшем случае это может быть вывет-риватель), наконец, дебутанизированный конденсат поступает на отдельную газофракционирующую установку (с целью получения дизтоплива, бензина газоконденсатного, пропеллентов, хладагентов и других целевых продуктов). Стабилизацию и газофракционирование конденсата проводят в заводских условиях. Газы дегазации низкого давления могут быть использованы на внутренние нужды, а избыток их первоначально зачастую сжигался. Отработанный водный раствор ингибитора гидратообразования (насыщенный гликоль или водный раствор метанола) направляется на соответствующую установку регенерации.
Принципиальную схему технологии НТС (см. рис. 8.28) следует назвать схемой с двухступенчатой сепарацией газа. Ступеней сепарации газа может быть и больше двух. Так, если включить в технологическую схему перед дросселем дополнительный промежуточный сепаратор (после теплообменника 2 перед дросселем 3), то сепарация природного газа станет трехступенчатой. Схемы низкотемпературной сепарации с числом ступеней сепарации больше трех в промысловых условиях практически не используются (в то же время многоступенчатые каскадные схемы сепарации находят применение в низкотемпературных схемах абсорбции, конденсации и ректификации для глубокого извлечения из природного газа этана, пропана и бутанов, но эти низкотемпературные процессы не являются собственно процессом НТС и проводятся сейчас исключительно в заводских условиях).
Каковы же достоинства применения простой технологии НТС при промысловой подготовке газа? Отметим основные из них:
низкие капитальные расходы и эксплуатационные затраты, особенно в начальный период эксплуатации при наличии свободного перепада давления;
помимо извлечения жидких углеводородов одновременно осуществляется и осушка газа до требуемых отраслевым стандартом кондиций;
установки НТС достаточно просты в эксплуатации и техническом обслуживании, тем самым возможно использование технического персонала средней квалификации (это обстоятельство и позволяет осуществлять процесс в промысловых условиях);
легкость регулирования технологического процесса и его автоматизации в условиях газопромысла;
возможность постепенного дополнения и развития технологии при снижении пластового давления и соответственно уменьшении свободного перепада давления, так что уже на момент проектирования установки могут быть предусмотрены различные перспективные варианты продления срока ее эффективной эксплуатации (в частности, за счет использования внешних источников холода, а также подключения дожимных компрессорных станций).
Именно все эти несомненные достоинства процесса низкотемпературной сепарации и его последующих модификаций обеспечили широкую распространенность в отечественной практике установок НТС для промысловой обработки природных газов газоконденсатных месторождений.
Какие имеются недостатки рассматриваемой простейшей технологии НТС?
Для выявления границ эффективной применимости, недостатков и “узких мест” технологии НТС необходимо использовать термодинамический анализ с включением в этот анализ, помимо традиционных подходов, и элементов так называемого эксергетического метода (эксергетический анализ -относительно новый раздел технической термодинамики - был развит в 5060-е годы, причем сейчас он переживает как бы второе рождение).
Уже традиционный термодинамический анализ, включающий прогнозные расчеты термобарических параметров и составов контактирующих фаз в каждой точке технологической цепочки, наглядно показывает, что основные недостатки технологии НТС непосредственно вытекают из присущих ей особенностей:
несовершенство термодинамического процесса однократной конденсации, при этом извлечение из природного газа целевых компонентов при заданных температуре и давлении в концевом низкотемпературном сепараторе зависят только от состава исходной смеси;
в процессе эксплуатации пластовое давление падает (при этом содержание углеводородного конденсата в пластовом газе уменьшается), так что “свободный перепад” давления на дросселе уменьшается (происходит, как иногда образно говорят, “исчерпание” дроссель-эффекта) и, следовательно, повышается температура сепарации; в результате не только удельное количество, но и степень извлечения целевых компонентов уменьшается;
термодинамическое несовершенство изоэнтальпийного расширения газа как холодопроизводящего процесса (потенциальная работа, которую мог бы совершить расширяющийся газ, “усваивается” потоком в форме теплоты, тем самым эффективность охлаждения снижается).
Детальный термодинамический анализ схемы НТС применительно к несколько схематизированной технологии НТС, адаптированной для условий северных месторождений, представлен ниже. Что же касается эксергетического анализа (позволяющего оценить потери эксергии, т.е. работоспособности потока, на том или ином участке технологической схемы), то схематично этот подход заключается в следующем. Составляется баланс потерь эксергии на установке по отдельным статьям (приведем ориентировочные значения: на конденсацию углеводородной и водной фаз - 7-8 %; на дросселирование ~20-25 %, от недорекуперации 20-30 %, на преодоление гидравлических сопротивлений - до 5-7 % и пр.), а также оценивается эксергетическая эффективность отдельных технологических аппаратов. Это позволяет выявить действительный вклад каждого фактора в потери эксергии и, следовательно, оценить целесообразность и необходимость усовершенствования как непосредственно процесса НТС, так и отдельных элементов и узлов.
Нетрудно заметить, что эксергетический анализ совместно с техникоэкономическими расчетами акцентирует в первую очередь внимание на необходимость совершенствования эффективности теплообмена. Так, налагаются достаточно жесткие требования на теплоизоляцию низкотемпературного оборудования (в первую очередь - низкотемпературного сепаратора). Другими важнейшими моментами в повышении эффективности технологии является снижение недорекуперации газа в теплообменниках (это достигается посредством интенсификации теплообмена), а также рациональное использование холода углеводородного конденсата, выделяющегося на последней ступени сепарации. Учет последнего приводит к некоторым модификациям простейшей технологии НТС, например приводит к целесообразности включения в схему НТС дополнительного теплообменника газ - углеводородный конденсат. Имеются и другие пути утилизации холода углеводородного конденсата. Внедрение указанных мероприятий по снижению недорекуперации холода позволяет значительно повысить эффективность рассматриваемой технологии в целом. Это связано с тем, что степень охлаждения газа при дросселировании заметно возрастает при снижении температуры газа перед дросселем, а понижение температуры газа после дросселя в свою очередь улучшает эффективность теплообмена, т.е. имеет место нелинейный эффект. Это обстоятельство приводит к тому, что для каждой установки НТС существует некоторый минимально необходимый свободный перепад давления на дросселе, и, если этот перепад становится меньше, то начинает резко расти температура газа в концевом сепараторе.
Мы не останавливаемся далее на деталях и результатах эксергетичес-кого анализа, позволяющего выявить “узкие места” технологии с точки зрения потерь эксергии и наметить наиболее рациональные пути оптимизации процессов. Подчеркнем лишь, что помимо традиционного термодинамического рассмотрения в настоящее время необходимо также проводить конкретный эксергетический анализ для каждой проектируемой установки промысловой и заводской обработки газа. К сожалению, эта методология до сих пор практически не используется в отечественной практике проектирования обустройства газопромыслов, хотя соответствующие предложения и рекомендации имели место. Здесь стоит отметить, что эксергетический анализ необходимо проводить не только на отдельной установке типа НТС, но и для системы сбора и промысловой подготовки газа в целом, включая и скважины (кусты скважин). Следует особо подчеркнуть не совсем очевидный характер применения эксергетического анализа применительно к технологическим процессам газовой промышленности, поскольку этот подход не является полностью формализованным и на сегодняшний день требуется его определенное переосмысление и соответствующая адаптация применительно к современным схемным решениям.
В настоящее время на стадии проектирования низкотемпературных установок практически не проводится и детальный анализ массообменных процессов в технологических аппаратах - теплообменниках, аппаратах охлаждения, сепараторах, абсорберах, десорберах, эжекторах, детандерах и других устройствах (имеются в виду кинетика конденсации из многокомпонентной газовой смеси воды, углеводородов и динамика распределения впрыскиваемых в поток газа ингибиторов гидратообразования по фазам: газовой, водной и углеводородной). Надо сказать, что работы в этом направлении постоянно ведутся, но все еще не просматривается комплексный подход к проблеме. При переходе на проектирование модифицированных технологий типа НТС с дополнительными элементами заводской обработки газа необходимо гораздо более полно моделировать процессы, протекающие в технологических аппаратах, и учитывать не только термодинамический, но и кинетические аспекты (тепломассообмен). Для реализации последнего положения целесообразно адаптировать имеющиеся и разработать новые математические модели реальных (а не абстрактных) технологических аппаратов, проверяя и уточняя эти модели в промысловых условиях (т.е. проводя соответствующую параметризацию математических моделей). Важность этой не вполне тривиальной методической работы, к сожалению, еще осознается совершенно недостаточно. Между тем отсутствие адекватных моделей реальных промысловых объектов не позволяет проводить в должной мере оптимизацию технологических процессов и затрудняет создание надежных пакетов программ для максимальной интеграции и визуализации исходной информации, позволяющих инженеру-проектировщику систем обустройства работать в режиме так называемой “виртуальной реальности”.
Но вернемся к традиционному анализу процесса НТС.
Важнейший момент при проектировании установки НТС состоит в том, чтобы добиться в первую очередь максимального извлечения компонентов С5+в из природного газа. Для этого необходимо выбрать давление и температуру НТС (речь идет о термобарических условиях в концевом низкотемпературном сепараторе) из требования максимальной конденсации тяжелых углеводородов. Как было обосновано еще в 60-е годы, проведение процесса НТС в несколько ступеней приводит к меньшему выходу нестабильного конденсата, чем (теоретически) сепарация в одну ступень. Анализ фазовых диаграмм газоконденсатных смесей свидетельствует о наличии давления максимальной конденсации углеводородов при заданной температуре сепарации. Здесь хотелось бы особо подчеркнуть вклад О.Ф. Худякова, который еще в 60-е годы активно участвовал в цикле проводившихся во ВНИИГАЗе газоконденсатных исследований, позволивших впоследствии дать конкретные предложения по совершенствованию технологии НТС.
На уровне изобретений был разработан ряд технических решений, направленных на увеличение выхода углеводородного конденсата при сохранении двух- либо трехступенчатой сепарации газа. Простейшее решение состоит в организации впрыска части тяжелого углеводородного конденсата, выделяемого в первичном сепараторе, на последнюю ступень сепарации (впрыск осуществляется перед дросселем, и при этом необходимо подобрать оптимальное количество впрыскиваемого конденсата с первой ступени сепарации). Впрыскиваемый углеводородный конденсат с первой ступени сепарации имеет высокую температуру, и, для того чтобы уменьшить его влияние на температуру в низкотемпературном сепараторе, конденсат перед впрыском охлаждается, обычно в теплообменнике типа “конденсат - конденсат”. Этот технологический прием с теоретической точки зрения позволяет несколько увеличить выход нестабильного конденсата (в разделе 8.3.2 приведены результаты анализа работы технологической схемы НТС с безнасосной подачей за счет разности давлений части конденсата на последнюю ступень сепарации для одного из УКПГ Уренгойского ГКМ). При наличии трехступенчатой сепарации газа (с промежуточной сепарацией до дросселя) выделяющийся на промежуточной ступени сепарации нестабильный конденсат можно вместе с водометанольным раствором подавать в поток впрыскиваемого конденсата. Подобный усовершенствованный вариант позволяет более экономично решить проблему предупреждения гидратообразования при охлаждении этого конденсата в теплообменнике “конденсат - конденсат”. Имеются и некоторые другие варианты частичного устранения указанного недостатка многоступенчатой технологии сепарации газа. Однако все аналогичные предложения имеют паллиативный характер и не решают радикально проблему увеличения выхода тяжелых углеводородов С5+в. Таким образом, варианты впрыска нестабильного конденсата на последнюю ступень сепарации сейчас представляют главным образом методический интерес, как лежащие в русле развития идей совершенствования низкотемпературных процессов промысловой подготовки газа, начиная с простейшей технологии НТС.
Дальнейшим развитием идеи впрыска конденсата на последнюю ступень сепарации следует рассматривать процессы низкотемпературной абсорбции. Смысл технологии низкотемпературной абсорбции состоит в замене низкотемпературного сепаратора 4 (см. рис. 8.28) на комбинированный аппарат - абсорбер-сепаратор. В верхнюю, массообменную, часть абсорбера-се-паратора подают углеводородный конденсат с первой ступени сепарации, и этот конденсат в противотоке абсорбирует из природного газа часть оставшихся тяжелых углеводородов С5+в, а также пропан-бутановую фракцию. Помимо углеводородного конденсата предлагались и другие абсорбенты (например, соляровое масло), однако при этом возникает необходимость в дополнительном узле регенерации абсорбента с извлечением абсорбированных углеводородов. Углеводородный конденсат как абсорбент в этом плане предпочтителен. Рассматриваемая технологическая схема получила название низкотемпературной абсорбции (НТА). В ее рамках возможно более существенное повышение степени извлечения пропан-бутановой фракции (на 10-15 %) и в меньшей мере - тяжелых углеводородов С5+в (не более чем на 5 %). В настоящее время разработан ряд вариантов НТА, адаптированных к промысловым условиям, в связи с чем иногда используется аббревиатура ПНТА.
Что касается газа дегазации низкого давления, образующегося на установке НТС, то имеется техническая возможность его полного возвращения в основной газовый поток без каких-либо дополнительных энергетических затрат, оставаясь в рамках классической технологии НТС. Утилизация газов дегазации достигается заменой дросселирующего устройства на эжектор типа газ - газ. В настоящее время эжектор газ - газ - традиционный аппарат установки НТС. Принципиальная схема установки НТС с эжектором в варианте трехступенчатой сепарации показана на рис. 8.29. Технология НТС с эжектором впервые реализована на Вуктыльском газоконденсатном месторождении.
Обсудим принципиальные модификации технологии НТС и остановимся на тех технических решениях, которые обеспечивают продление срока ее службы на период “исчерпывания” дроссель-эффекта.
В связи с падением пластового давления в ходе эксплуатации месторождения простая технология НТС (см. рис. 8.28) даже с некоторыми указанными выше усовершенствованиями, позволяет проводить качественную подготовку газа к дальнему транспорту и обеспечивает извлечение целевых компонентов (С5+в и отчасти С3-С4) на приемлемом уровне только первые 10-12 лет эксплуатации месторождения, причем в крайне редких случаях имеет смысл рассчитывать на несколько больший срок. Разумеется, “сроки жизни” стандартной технологии НТС здесь указаны при оптимальных, а не форсированных отборах газа (последнее имело место, например, на ряде газоконденсатных месторождений Краснодарского края). При уменьшении входного давления на установку и поддержании в низкотемпературном сепараторе давления на прежнем уровне температура сепарации начинает повышаться. Для ее поддержания в требуемом диапазоне приходится вводить на установку НТС дополнительные технологические аппараты.
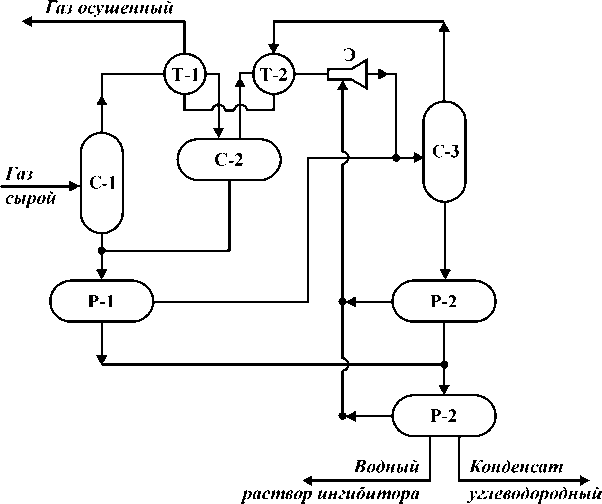
Рис. 8.29. Схема установки НТС с эжектором:
С-1, С-2, С-3 - сепараторы; Т-1, Т-2 - теплообменники; Э - эжектор типа газ - газ; Р-1, Р-2, Р-3 - разделители (газа, углеводородного конденсата, водной фазы ингибитора гидратообразования)
Выделим основные направления и варианты продления “срока жизни” технологии НТС на период снижения давления газа на устьях скважин (см. рис. 8.28).
1. Наряду с охлаждением газа в теплообменнике газ - газ приходится предусматривать систему внешнего (дополнительного) охлаждения. Например, это может быть теплообменник газ - вода: данное решение иногда практикуется на установках НТС газа южных месторождений; это же решение представляется естественным при реализации технологии НТС на морских месторождениях, тогда как применительно к северным месторождениям целесообразно использовать аппараты воздушного охлаждения газа (АВО газа в условиях Крайнего Севера эффективно функционируют девять холодных месяцев в году), а также подключать холодильные установки главным образом в летнее время года. В отрасли имеется определенный опыт функционирования холодильных установок в системе низкотемпературной сепарации. Первая холодильная установка введена в эксплуатацию в 1967 г. на месторождении Газли, затем холодильные установки функционировали на месторождениях Туркмении, Республики Коми, а также на Украине, в частности на Новотроицком ГКМ, где впервые в стране был осуществлен сайклинг-процесс. На этих установках использовались компрессионные холодильные машины, а в качестве хладагента применялись аммиак или пропан. В 80-е годы во ВНИИГАЗе исследован и рекомендован для практического применения более экономичный холодильный цикл на пропан-бутановой смеси (его, в частности, рекомендовано использовать в холодильных установках газотранспортных систем для охлаждения природного газа до температуры грунта). Холодильные циклы на многокомпонентных хладагентах активно используются в настоящее время в зарубежных установках обработки конденсатсодержащих газов.
2. Имеется и другой вариант, который часто оказывается приемлемым, особенно если для заданного состава газа давление максимальной конденсации оказывается ниже, чем давление в газопроводе. Здесь за счет снижения рабочего давления в низкотемпературном сепараторе можно продлить срок эффективной эксплуатации установки НТС, дополняя ее дожимной компрессорной станцией (ДКС) после установки подготовки газа. При дальнейшем снижении пластового давления с целью последующего продления срока функционирования НТС возможно подключение установки ДКС и в “голове” технологического процесса (после первой ступени сепарации газа) с последующим охлаждением газа в АВО. Именно такие технические решения сейчас реализуются на северных месторождениях, которые оказались технологичными из-за одновременной разработки нескольких залежей и наличия свободных мощностей ДКС. Отметим, однако, что более экономичным является процесс внешнего охлаждения газа, а не его предварительное компри-мирование с последующим дополнительным охлаждением газа за счет его же дросселирования.
3. В то же время с термодинамической точки зрения принципиальное улучшение технологии НТС может быть осуществлено заменой неэффективного процесса охлаждения газа посредством изоэнтальпийного охлаждения (дросселирования) на термодинамически более совершенный процесс изоэн-тропийного расширения (точнее говоря, - на некоторый политропический процесс, достаточно близкий к изоэнтропийному) с использованием детан-дерной технологии расширения природного газа. На рис. 8.30 для типичного состава газа газоконденсатных месторождений наглядно показана существенно большая эффективность охлаждения газа в изоэнтропийном процессе, поскольку в последнем случае природный газ при расширении совершает работу. Работа, совершаемая расширяющимся газом, может утилизироваться, например, для выработки электроэнергии (это особенно эффективно в начальный период эксплуатации газопромысла). Другой наиболее распространенный вариант - получаемая работа непосредственно используется для
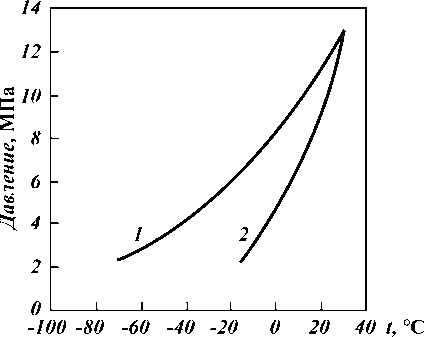
Рис. 8.30. График снижения температуры таза при изоэнтропийном (1) и нзо-энтальпнйном (2) расширении
компримирования охлажденного газа после отделения сконденсировавшейся жидкой фазы в низкотемпературном сепараторе. В технологической схеме НТС (см. рис. 8.28) дросселирующее устройство 3 заменяется на турбодетандер, который располагается на одном валу с компрессором (используют термины: турбокомпрессорный или же детандер-компрессорный агрегат,
последний термин более точен). Данное техническое решение представляется весьма изящным. При этом оказывается возможным охлаждение газа в низкотемпературном сепараторе до -60 °С и ниже. Кроме того, и давление в низкотемпературном сепараторе оказывается ниже, чем давление товарного газа на входе в газопровод, а это обстоятельство совместно с низкими температурами НТС как раз и обеспечивает высокую степень конденсации углеводородов Сз+В.
Принципиальная технологическая схема установки НТС с турбодетандером и компрессором показана на рис. 8.31. Следует отметить одну характерную особенность применения турбодетандера в схеме НТС: сепарация газа оказывается как минимум трехступенчатой (см. рис. 8.28, 8.31), поскольку перед детандером обязательно устанавливают сепаратор (имеются жесткие ограничения на допустимое количество капельной жидкости в газе, поступающей на детандер). Промышленное использование турбодетандеров при обработке природного газа началось в США уже в 1964 г. (температурный уровень - минус 93 °С). Отечественные опытно-промышленные образцы турбодетандеров, предназначенные для установок промысловой подготовки газа, проходили испытания на Шебелинском и Вуктыльском месторождениях еще в 70-х годах и впоследствии были включены в проектные технологические схемы на Уренгойском и Ямбургском месторождениях.
Особо подчеркнем, что многие перспективные решения, разрабатываемые в последние годы во ВНИИГАЗе совместно с проектными институтами ВНИПИГаздобыча и ЮжНИИГипрогаз по совершенствованию технологии обработки газа в промысловых условиях как на вновь вводимых месторожде-
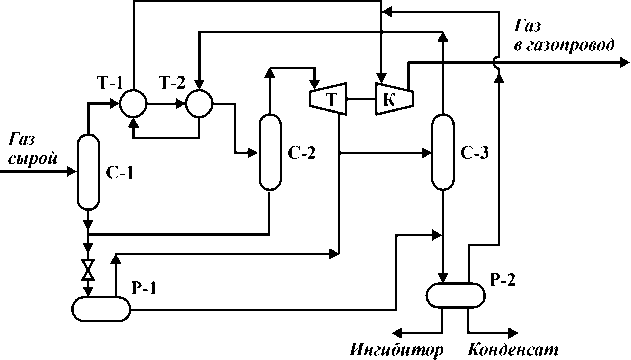
Рис. 8.31. Схема установки низкотемпературной сепарации с турбодетандерным агрегатом:
С-1, С-2, С-3 - сепараторы; Т-1, Т-2 - теплообменники; Т - турбодетандер; К - компрессор;
Р-1, Р-2 - разделители
ниях, так и при модернизациях и реконструкциях промысловых установок на действующих месторождениях основываются именно на активном использовании турбодетандер-компрессорных технологий. Недостаток, и весьма существенный, подобных технологий - низкая эксплуатационная надежность высокоскоростного детандерного агрегата, особенно с учетом специфики северных месторождений и квалификации обслуживающего персонала. Многолетние работы в этом направлении, проводимые в бывшем СССР, к сожалению, не привели к удовлетворительным результатам именно с точки зрения надежности эксплуатации трубодетандеров. В сложившейся ситуации разработка конструктивно надежных турбодетандеров - приоритетное направление в технической политике ОАО “Газпром”. В настоящее время в стадии испытаний находятся отечественные турбодетандеры на магнитной подвеске (с использованием электромагнитных подшипников). Судя по зарубежному опыту, такое техническое решение значительно повышает эксплуатационную надежность детандеров и продлевает срок их службы.
Помимо замены дросселирующего устройства на турбодетандер в технологии НТС (см. рис. 8.31), имеется целый ряд других вариантов применения детандерных технологий в системах промысловой обработки газа. Так, целесообразно применение турбокомпрессорных агрегатов и при разработке газоконденсатных месторождений с поддержанием пластового давления (для этого случая во ВНИИГАЗе разработаны технологические схемы с двумя детандерными агрегатами, работающими по принципу так называемого “холодного дожатия”). Детандер может быть включен и в “голове” технологического процесса после ДКС и АВО газа (такой вариант применен на валанжинской УКПГ Ямбургского месторождения, подробнее см. в следующем разделе). В качестве еще одного интересного примера приведем технологическую схему (рис. 8.32), в которой за счет использования расширения в турбине углеводородного конденсата с первой ступени сепарации работает компрессорный агрегат для сжатия газов дегазации второй ступени сепара-
Рис. 8.32. Принципиальная
схема обработки газоконденсатной смеси по энергосберегающей технологии:
С-1, С-2, С-3 - сепараторы; Р-1, Р-2 - трехфазные разделители; Т-1 - теплообменник; Э - эжектор; Т - турбодетандер; К - компрессор; X -холодильник; I - газоконденсатная смесь; II - товарный газ; III - водоингибиторная смесь; IV - дегазированный конденсат на дополнительную обработку; V - газ дегазации
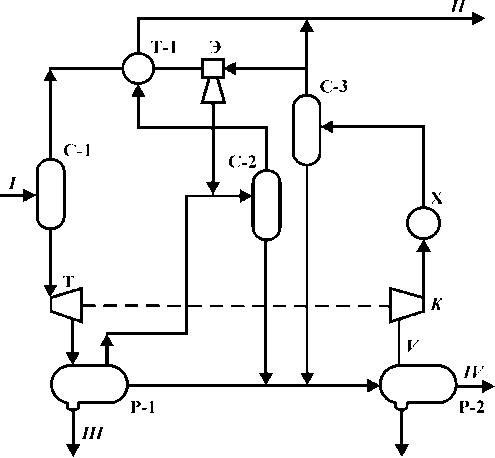
ции. Более того, в отдельных случаях возможна, а иногда и экономически целесообразна адаптация детандерной технологии для промысловой обработки тощих газов (см. раздел 8.3.4). Наконец, попутно здесь следует отметить эффективность применения детандерных технологий на газораспределительных станциях с целью использования “дармовых” перепадов давления: работа, совершаемая газом, может быть использована для выработки электроэнергии (этот вопрос дискутируется уже многие и многие годы, включая “проблемные” публикации в популярных и газетных изданиях).
Технологическая схема подготовки газа с турбодетандером и компрессором рассматривалась выше как некоторое изящное и эффективное обобщение стандартной схемы НТС, позволяющее расширить возможности низкотемпературной технологии, создать предпосылки для увеличения степени извлечения не только тяжелых, но и легких углеводородов, а также обеспечить достаточно длительный период эксплуатации установок без их реконструкции. Однако принципиально может быть предложена еще более оригинальная, хотя до сих пор теоретически и технологически слабо проработанная, так называемая “газодинамическая технология” охлаждения природного газа, в которой два процесса (в идеализированном варианте: изоэнтропий-ное расширение с последующим изоэнтропийным сжатием) совмещаются в одном аппарате - газодинамическом сепараторе (точнее, это устройство можно назвать вихревым эжекторным сепаратором). Суть технологии состоит в следующем. Закрученный поток газа расширяется в (звуковом или сверхзвуковом) сопле, при этом принципиально могут быть достигнуты и очень низкие температуры минус 50-80 °С и ниже. Цель закрутки - создать условия для отделения конденсирующейся жидкой фазы. Сконденсировавшаяся жидкость отделяется от газового потока, после чего давление и температура газового потока частично восстанавливаются в диффузоре.
Отметим потенциальные достоинства газодинамического сепаратора:
исключительно быстрое охлаждение газа (скорость охлаждения газа составляет миллион градусов в секунду), что, собственно, и позволяет надеяться на конденсацию целевых компонентов;
отсутствие каких-либо движущихся механических частей (в отличие от турбокомпрессора здесь не происходит промежуточного преобразования внутренней энергии газа в механическую работу, приводящего к дополнительным потерям эксергии);
согласно расчетным оценкам достаточно высокая степень восстановления первоначального давления, т.е. промысловая подготовка газа, в рассматриваемом случае может осуществляться при потерях давления в диапазоне 1- 2,5 МПа (в отличие от технологии НТС, для которой характерен
свободный перепад давления порядка 4-5,5 МПа).
Таким образом, технологические схемы низкотемпературной обработки газа с применением газодинамических сепараторов в принципиальном отношении не только существенно эффективнее технологии НТС с дросселем, но заметно превосходят по эксергетической эффективности и НТС с турбо-детандерным агрегатом.
Основная проблема газодинамической технологии сепарации газа - малые времена (порядка 10-3 с) пребывания термодинамической системы в “криогенном” состоянии, т.е. малые времена для конденсации жидкости, а также для последующего разделения газовой и жидких фаз. Поэтому априори возникают определенные сомнения в ее работоспособности как с точки зрения того, успеет ли сконденсироваться жидкая фаза в сколько-нибудь значительном количестве, так и относительно возможностей сепарации жидкой фазы. Однако еще в 70-е годы во ВНИИГАЗе были созданы опытнопромышленные образцы вихревых сепараторов - прототипов газодинамического сепаратора. Вихревые сепараторы (в которых в отличие от вихревой трубы нет разделения на горячий и холодный потоки) работали при дозвуковых скоростях расширяющегося в сопле газа при степени расширения, близкой к двум. Было установлено, что процесс конденсации в этих условиях близок к равновесному, а образовавшаяся при расширении газа мелкодисперсная жидкая фаза успевает за время пребывания в сепарационной камере коагулировать до такой степени, при которой возможна сепарация капель жидкости центробежными силами.
Что касается сверхзвуковых газодинамических сепараторов, то проведенные предварительные теоретические проработки показывают, что схема конденсации тяжелых углеводородов в сверхзвуковом потоке в существенно неравновесных термодинамических условиях с последующим разделением газожидкостной смеси представляется не только “красивой” идеей, но и принципиально реализуемой технологией. Здесь важно подчеркнуть, что состав сконденсировавшейся жидкой фазы будет значительно отличаться от равновесного (углеводородный конденсат более тяжелый, чем можно ожидать по равновесию), что позволяет организовать выделение определенных фракций конденсата, последовательно пропуская поток обрабатываемого газа через ряд подобных газодинамических устройств с разными технологическими характеристиками. В то же время при реальных попытках доведения обсуждаемой технологии до промышленного внедрения, помимо организационно-технических, необходимо преодолеть ряд методических трудностей, связанных, в частности, с неразработанностью теории сверхбыстрой конденсации тяжелых компонентов из природного газа в звуковом и сверхзвуковом газожидкостном потоке при глубоком вторжении в метастабильную (и лабильную!) область фазовой диаграммы многокомпонентной газоконденсатной системы, а также необходимостью анализа условий реализации режима ее так называемого спинодального распада. Таким образом, на этом пути предстоит существенно доработать соответствующие разделы термодинамики метастабильных состояний и кинетики конденсации в многокомпонентных углеводородных смесях. На наш взгляд, реализация подобных “газодинамических” технологий может привести уже в первом десятилетии XXI века к технической “революции” в области промысловой подготовки газа: резко снизится металлоемкость, энергоемкость и сложность промысловых систем, и таким образом будут созданы объективные предпосылки для реализации полного цикла заводских процессов в промысловых условиях.
Обсуждая термодинамические процессы, направленные на извлечение из природной газоконденсатной смеси ценных углеводородных компонентов понижением температуры в адиабатных условиях, нельзя не отметить еще три процесса, которые уже находят некоторое применение в газовой промышленности, а в дальнейшем могут получить и более широкое распространение при промысловой и заводской обработке природных нефтяных газов. Здесь имеются в виду волновое расширение газа, расширение газа в устройствах с пульсирующим давлением и вихревое энергетическое разделение. С точки зрения термодинамической эффективности эти холодопроизводящие процессы занимают промежуточное положение между дросселированием и детандированием. Их преимущество - конструктивная простота и большая надежность по сравнению с турбодетандером. Кратко рассмотрим каждый из этих процессов с целью оценки перспектив применения технологий на их основе в промысловых условиях.
Во ВНИИГАЗе разработаны новые типы расширительных холодильных машин, в которых происходит волновое расширение газа, которые получили название волновые детандеры (ВД). Принцип действия ВД основан на совершении расширяемым газом работы сжатия компримируемого газа при непосредственном контакте сред в процессе волнового энергообмена. Таким образом, ВД выполняет функции, аналогичные турбокомпрессорному агрегату, причем по термодинамической эффективности эти два аппарата близки между собой. Принципиальное отличие ВД от турбокомпрессора - отсутствие промежуточного преобразования энергии в механическую работу. Основное, притом существенное, преимущество ВД - более высокая эксплуатационная надежность, что связано с низкой частотой вращения ротора (частота вращения находится в диапазоне 50-100 об/с, что на порядок ниже, чем в турбодетандере). Кроме того, нет жестких ограничений на содержание в газе (поступающем в волновой детандер) жидкой фазы. В настоящее время ВНИИГАЗом проводятся опытно-промышленные испытания двух модификаций ВД на технологических установках переработки природного газа с целью отработки как конструкции в целом, так и отдельных основных узлов. Анализ и обобщение полученного опыта эксплуатации волновых детандеров позволит разработать нормальный по производительности ряд ВД, приемлемых для тех или иных условий промысловой подготовки и заводской обработки газа. Для практического применения ВД в системах промысловой подготовки газа потребуется доработка технологических схем низкотемпературной сепарации с учетом специфики процесса волнового энергообмена. В настоящее время просматриваются перспективы применения ВД главным образом на малых месторождениях, а также на некоторых ГПЗ.
Пульсационное энергетическое разделение (температурное расслоение) реализуется при расширении газа в устройствах с пульсирующим давлением при впуске и выпуске. Процесс реализуется в различных пульсационных трубах и устройствах, в одной части которых газ нагревается, а в другой -охлаждается. Аппараты пульсационного охлаждения - это устройства, предназначенные для охлаждения расширяющегося потока газа с одновременным получением теплоты, которая передается во внешнюю среду. Охлаждение рабочего газа в этих аппаратах выше, чем при изоэнтальпийном расширении газа, поскольку производится отвод теплоты с использованием внешнего теплоносителя. Перспективы применения подобных устройств в промысловых условиях применительно к основному технологическому процессу пока что не ясны.
Большой интерес для низкотемпературных промысловых процессов представляет вихревое энергетическое разделение - эффект температурного расслоения или градиента температуры при расширении газа в условиях стационарного вихревого течения, возникающего в результате энергетического взаимодействия частиц в вязком завихренном потоке (так называемый эффект Хирша - Ранка). Процесс реализуется в вихревых трубах, в которых поток газа, расширяясь, разделяется на сильно охлажденный (центральный) и более теплый (периферийный). Для многокомпонентной газоконденсатной смеси помимо температурного разделения потока имеет место и существенный эффект компонентного разделения (валовые составы “горячего” и “холодного” газожидкостных потоков сильно различаются). Это связано с тем, что тяжелые углеводороды и влага, сконденсировавшиеся (при статической температуре значительно более низкой, чем при дросселировании) в “холодном” потоке, отбрасываются к периферии трубы в “горячий” поток.
В газовой промышленности опубликован ряд обзоров, в которых обсуждаются возможности и перспективы применения вихревых труб. Исследователей прежде всего привлекают конструктивная простота вихревых труб (отсутствие движущихся частей) и надежность их работы. Максимальный технологический эффект по извлечению углеводородного конденсата достигается в том случае, когда расход газа в холодном потоке составляет примерно 60 % общего расхода газа. Для НТС со свободным перепадом давления ~5 МПа температура холодного потока может составлять минус 30-40 °С, а “горячего” потока - минус 0,5-10 °С. С целью повышения эффективности использования в технологических процессах газовой промышленности конструкции вихревых труб могут быть доработаны в следующих направлениях: организация принудительного внешнего охлаждения стенок вихревой трубы, что повышает эффективность температурного разделения;
объединение вихревой трубы с диффузорами для частичного восстановления давления выходящих потоков;
применение конических труб, холодопроизводительность которых на 20-25 % выше цилиндрических труб;
интенсификация турбулентного энергообмена между потоками; уменьшение термодинамических потерь при взаимодействии прямого и обратного вихрей путем ввода с теплого торца дополнительного потока газа в приосевую зону вихревой трубы;
сочетание эжектирования и вихревого разделения в одном аппарате. Предложен ряд интересных в методическом отношении технологических схем низкотемпературной сепарации газа с применением вихревой трубы и рекуперацией холода холодного потока газа. Было установлено, что технология низкотемпературной сепарации с использованием вихревого эффекта как холодопроизводящего процесса оказывается заметно эффективнее технологии НТС с дросселированием, но, разумеется, хуже, чем НТС с детандер-компрессорным агрегатом. Можно сказать, что для условий расширения газа с перепадом давления ~5 МПа технологическая схема с вихревой трубой в некотором смысле соответствует низкотемпературной сепарации в одну ступень по отношению к тяжелым углеводородам (поэтому и степень извлечения С5+в здесь выше, чем в ступенчатой НТС с дросселем), но помимо этого имеет место дополнительное извлечение пропан-бутановой фракции из холодного потока газа. Однако при использовании вихревых труб в системе НТС еще недостаточно проработан вопрос утилизации газов дегазации низкого давления. Технология НТС с вихревой трубой не доведена до реального промышленного внедрения, по-видимому, из-за того, что она фактически не была разработана во всех деталях. Сейчас наблюдается новый “виток” повышенного интереса к вихревым трубам, появились сведения о работах, проводимых в ТюменНИИГипрогазе и Волго-УралНИПИГазе, в частности, изготовленная трехпоточная вихревая труба планируется к внедрению на установке НТС Карачаганакского месторождения. Представляется необходимым заново и критически проанализировать возможности применения вихревых труб в системах промысловой обработки газа газоконденсатных месторождений, причем наиболее перспективно, на взгляд авторов, использование вихревых труб на малых газоконденсатных месторождениях. Что касается технологии НТС для крупных северных месторождений, то здесь представляют интерес технологические схемы с двумя вихревыми трубами.
После общего обсуждения применяемых низкотемпературных процессов и рассмотрения ряда перспективных решений перейдем к более конкретному анализу особенностей современных вариантов технологии НТС и ее модификаций в условиях Крайнего Севера.
Для выбора и конкретизации технологической схемы промысловой обработки газа в настоящее время необходимо учитывать ряд особенностей проектирования и эксплуатации систем сбора и промысловой подготовки газа северных месторождений (в общих чертах они отчасти рассматриваются в разделе 8.4).
1. Проектируемая УКПГ включает ряд (до 8, а в перспективе - и более) почти идентичных технологических линий высокой производительности (5-10 млн. м3/сут). Используется технология двух- или трехступенчатой сепарации газа. При этом обязательно предусматривается резервная линия, и часто на одной из линий предполагается “обкатка” нового (не серийного) оборудования либо отработка элементов новой технологии.
2. Газ должен быть осушен по влаге и углеводородам до определенных кондиций (в соответствии с отраслевым стандартом). При этом должны гарантироваться практически “сухой” и безгидратный режимы работы головного участка газопровода. Это вполне может быть достигнуто с использованием в системе НТС летучего ингибитора гидратообразования (метанола). Специфических требований на содержание в товарном газе С3+в обычно не выдвигается. Ставится только задача высокой степени извлечения тяжелых углеводородов С5+в.
3. Температура в концевом низкотемпературном сепараторе поддерживается на уровне минус 23-30 °С, что одновременно обеспечивает и достаточно полное извлечение углеводородов С5+в, и требования к качеству подготовки товарного газа. В качестве холодопроизводящего процесса используется процесс изоэнтальпийного или изоэтропийного расширения газа с перепадом давления примерно 5 МПа. На некоторых технологических линиях устанавливают эжекторы типа газ - газ для утилизации газов низкого давления (часто нет необходимости устанавливать эжекторы на всех технологических линиях УКПГ: достаточно одного-двух эжекторов). Эжекторы могут быть одно- или двухступенчатые в зависимости от предполагаемого давления в разделителе-дегазаторе. Попытки использования многоступенчатых эжекторов (с количеством ступеней, большим двух) пока что не привели к приемлемым вариантам. Взамен дросселирующих устройств будет осуществляться постепенный переход на использование турбодетандеров.
4. Газ, поступающий на головной участок магистрального газопровода, должен иметь температуру, близкую к температуре грунта (или несколько выше), с тем, чтобы обеспечить некоторое стационарное состояние системы трубопровод - многолетнемерзлые породы (т.е. определенный ореол протаи-вания пород вокруг трубопровода в принципе может допускаться). Здесь обязательно следует учитывать эффект охлаждения газа на головном участке магистральной газотранспортной системы за счет падения давления по трассе газопровода (дросселирование). При наличии турбодетандеров в технологической схеме в начальный период эксплуатации УКПГ можно осуществлять неполную рекуперацию холода в теплообменниках путем их частичного байпассирования, что позволяет обеспечить требование транспорта товарного газа при температурном режиме, близком к 0 °С. В дальнейшем для регулирования температурного режима осушенного газа на выходе из установки НТС целесообразно подключать АВО газа (холодное время года), а при необходимости предусматривать и функционирование станций охлаждения газа (СОГ) в летнее время года.
5. Газ на выходе из УКПГ должен иметь давление, несколько превышающее давление в газопроводе (например, 7,6-7,8 МПа при номинальном давлении в газопроводе 7,5 МПа). Это давление не вполне соответствует давлению максимальной конденсации углеводородов С5+в. Впрочем подобное требование не является очень жестким: при наличии свободных мощностей ДКС давление газа на выходе из установки НТС может быть несколько снижено по отношению к давлению в газопроводе. Резерв мощностей ДКС связан с тем, что на одном и том же месторождении добываются природные газы разных продуктивных горизонтов (сейчас - сеномана и валанжина, причем ДКС сеномана может компримировать товарный газ, добываемый из газоконденсатных горизонтов).
6. Получаемый на УКПГ нестабильный конденсат из разделителей объединяется в один поток и по конденсатопроводу практически в однофазном и безгидратном режиме направляется на заводские установки, где подвергается переработке с выделением ряда целевых продуктов. Количество легких фракций в нестабильном конденсате может в определенных пределах регулироваться давлением дегазации на УКПГ. Заводские установки переработки конденсата централизуются и обслуживают ряд УКПГ. Таким образом, конденсатопроводы могут быть достаточно протяженными (десятки километров). В большинстве случаев наиболее приемлемый вариант прокладки кон-денсатопровода - подземный без теплоизоляции, что налагает определенные требования и на его температурный режим на выходе из УКПГ, кроме того, иногда возникает необходимость его дополнительного ингибирования метанолом. Оптимальная температура потока конденсата на выходе из УКПГ составляет 0 - минус 5 °С. В связи с изменением конденсатного фактора во времени будет постепенно меняться и температура нестабильного конденсата (при поддержании температуры НТС) из-за постепенного перераспределения потоков конденсата по ступеням сепарации. Для поддержания и регулирования температуры товарного нестабильного конденсата в технологическую схему целесообразно включать дополнительный теплообменник конденсат -газ перед узлом концевой дегазации.
7. Технологическая схема НТС должна быть максимально увязана с технологией оптимального распределения летучего ингибитора гидратообразования с его рециркуляцией и утилизацией непосредственно в технологии НТС (см. раздел 8.3.3, в котором обсуждаются особенности реализации низкотемпературных схем подготовки газа, позволяющих оптимизировать расход ингибиторов гидратообразования и в ряде случаев отказаться от классических подходов к регенерации отработанных растворов ингибитора). С этой целью предусматриваются дополнительные аппараты (десорберы отдувки летучего ингибитора в технологический поток газа).
8. Требования технологической гибкости низкотемпературных установок возникли в последнее время и только еще начинают учитываться при проектировании вновь вводимых объектов. По существу, это означает введение в промысловую технологию элементов заводской обработки газа. Наиболее перспективны технологические схемы низкотемпературной сепарации и ректификации, позволяющие при необходимости увеличить извлечение легких углеводородов. В дальнейшем подобные требования имеет смысл учитывать и при реконструкциях и модернизациях действующих установок НТС.
С целью анализа возможностей учета ряда из указанных выше требований недавно во ВНИИГАЗе заново и более детально, чем прежде, проанализированы границы применимости стандартной технологии НТС с эжектором применительно к северным месторождениям. Ниже изложим некоторые основные результаты этого термодинамического анализа. Проведенные расчеты представляют существенный методический интерес, и полученные качественные выводы следует учитывать при выборе низкотемпературных технологий обработки газа в промысловых условиях.
Прежде всего был рассмотрен вопрос о степени извлечения жидких углеводородов С5+в в зависимости от конденсатного фактора при фиксированном значении давления концевой дегазации (~3 МПа) и температуре нестабильного конденсата, близкой к 0 °С. Выбраны достаточно характерные значения давления сепарации (6,5 МПа) и температуры в концевом низкотемпературном сепараторе (-25 °С). Результаты расчетов представлены в табл. 8.46.
Как наглядно видно из этих расчетов, с понижением конденсатного фактора степень извлечения жидких углеводородов С5+в уменьшается. Для типичного газоконденсатного месторождения со средним конденсатным фактором, равным 150 г/м3, степень извлечения тяжелых углеводородов за весь период разработки месторождения составит около 90 %, пропан-бутанов -25 %, а этана 7-8 % (напомним, что по мере разработки месторождения кон-денсатный фактор снижается - см. табл. 8.45). Таким образом, в типовой технологии НТС, адаптированной к северным условиям, по современным требованиям реализуется недостаточно глубокая степень извлечения даже жидких углеводородов, не говоря уже о пропан-бутановой фракции.
Далее рассмотрен вопрос о влиянии температуры сепарации на степень извлечения тяжелых углеводородов (выбран некоторый осредненный термобарический режим работы установки НТС, характерный для Ямбургского и Уренгойского ГКМ). При этом варьировались состав пластовых смесей и их конденсатный фактор. Результаты этих расчетов представлены на рис. 8.338.36, где КФ - конденсатный фактор газоконденсатной смеси, г/см3.
Анализируя представленные в графической форме результаты, можно сделать следующие качественные выводы относительно эффективности работы НТС при гипотетическом варьировании температуры НТС от -10 до 50 °С.
Понижение температуры сепарации ведет к росту количества газа концевой дегазации из-за конденсации легких углеводородов (см. рис. 8.33). Дегазация легких углеводородов в концевом дегазаторе при понижении температуры ниже -25 °С также резко возрастает (см. рис. 8.34). Таким обра-
ТАБЛИЦА 8.46
Степень извлечения (мае. %) тяжелых углеводородов в технологии НТС при различных значениях текущего конденеатного фактора (КФ)
| Извлекаемые углеводороды | КФ, г/м3 | ||
| 40-80 |
80-160 | 160-320 | |
|
С2Н6 | 3-6 | 6-13 |
13-24 |
| С3-С4 | 17-25 | 25-40 |
40-57 |
| ё5+в |
85-92 | 92-96 | 96-98 |
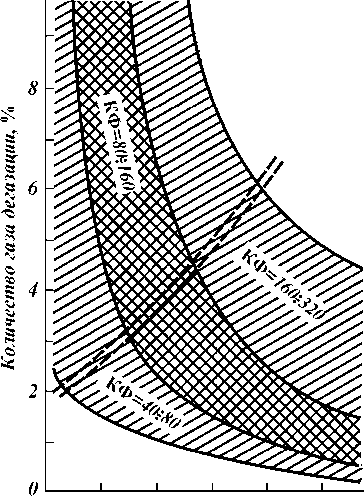
-60 -40 -20 О
Рис. 8.33. Зависимость количества газа дегазации от температуры НТС
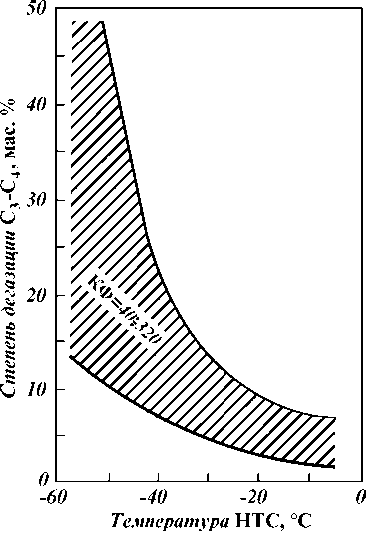
Рис. 8.34. Зависимость степени дегазации пропан-бутанов от температуры НТС
Температура НТС, °С
зом, в зависимости от конденсатного фактора можно определить допустимую температуру в низкотемпературном сепараторе, ниже которой количество газа дегазации начинает резко возрастать до такой степени, что технология НТС в рассматриваемом варианте становится просто нерациональной.
Темп роста степени извлечения углеводородов С5+в при температуре сепарации ниже -40 °С заметно снижается (см. рис. 8.35), причем этот эффект особенно наглядно проявляется при конденсатном факторе более 150 г/м3. В то же время степень извлечения пропан-бутанов с понижением температуры растет монотонно, но значение этой величины сильно зависит от конденсатного фактора.
Оставаясь в рамках стандартной технологии НТС, путем снижения температуры газа в низкотемпературном сепараторе принципиально невозможно добиться даже достаточно полного извлечения тяжелых углеводородов, не говоря уже об извлечении пропан-бутановой фракции.
Ориентировочная граница оптимальных температур НТС в зависимости от конденсатного фактора показана на рис. 8.33 двойной пунктирной линией. Например, при конденсатном факторе выше 180 г/м3 не имеет практического смысла технологическая схема с температурой сепарации ниже минус 20- 25 °С (если целевым продуктом помимо газа сепарации являются
только жидкие углеводороды). Область эффективной применимости стандартной технологии НТС с эжектором наглядно представлена на рис. 8.36 (заштри-хованная область).
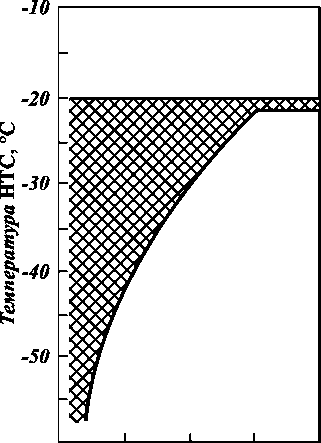
-60
О 100 200 300 400
Рис. 8.36. Температурная область применения технологии НТС в зависимости от конденсатно-го фактора
100
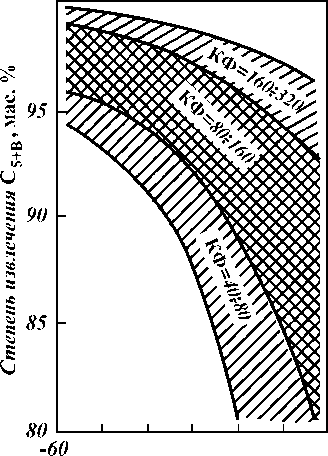
8.35. Зависимость степени извлечения С5+в от температуры НТС
-40 -20 О
Температура НТС, °С
Конденсатами фактор, г/м3
Рис.
Выше были представлены далеко не все ранее полученные результаты. Например, численный анализ концевой дегазации конденсата на промысле (30 составов газоконденсатных смесей 10 месторождений Западной Сибири) позволил получить почти универсальную номограмму зависимости температуры начала кипения конденсата от давления. Представление расчетных данных в графической форме - в виде графиков и номограмм - исключительно полезно для качественного понимания сути технологии. Их целесообразно использовать для оперативной предпроектной оценки возможности применения стандартной технологии НТС для тех или иных условий северных месторождений, а также в учебном процессе.
Таким образом, из приведенного выше анализа модельной технологической схемы НТС можно сделать вывод о том, что для глубокого извлечения углеводородов С3+в из конденсатсодержащего газа необходимо значительно снизить как давление, так и температуру в низкотемпературных ступенях газоразделения, включив дополнительно в технологические схемы процессы абсорбции и ректификации. Зарубежный практический опыт полностью подтверждает такое утверждение.
В связи с этим кратко рассмотрим технологические схемы, направленные на повышение степени извлечения углеводородов С3+в в промысловых условиях.
Выполненный во ВНИИГАЗе по заданию ОАО “Газпром” анализ различных вариантов низкотемпературной технологии показал, что достичь практически полного извлечения углеводородов С3+в и ~90 % извлечения этана можно на температурном уровне газоразделения -90 °С при давлении 2,5-3 МПа. Однако достижение такого температурного уровня требует применения в промысловых условиях ряда дополнительных установок и узлов, например холодильных установок (кроме того, в заводских условиях перед низкотемпературной обработкой газа еще предусматривается и его адсорбционная осушка цеолитами, в частности, подобная технология реализована на Астраханском ГПЗ на установке У-174). Проводить же полный классический цикл заводской обработки конденсатсодержащего газа в промысловых условиях северных месторождений представляется явно нецелесообразным. Здесь необходимы промежуточные (паллиативные) решения, позволяющие достичь разумный компромисс между полнотой газоразделения и степенью усложнения аппаратурного оформления низкотемпературных технологических процессов. Критерием выбора того или иного решения, разумеется, является технико-экономический анализ (следует отметить, что методология такого анализа, учитывающая новые рыночные тенденции и требования “гибкости” предлагаемых промысловых технологий, еще в должной мере не разработана).
В настоящее время специалисты ВНИИГАЗа предлагают в качестве типовых проектных решений по извлечению С2+в из этансодержащего природного газа в промысловых условиях два варианта:
процесс низкотемпературной сепарации и ректификации (НТСР) на температурных уровнях вплоть до -80 °С;
процесс низкотемпературной конденсации и абсорбции (НТКА) на температурном уровне до -60 °С.
Эти температурные уровни еще достижимы в промысловых условиях за счет турбодетандерных технологий. Предупреждение гидратообразования здесь достигается с использованием летучего ингибитора гидратообразования - концентрированного метанола при рециркуляционных технологиях его применения. Напомним, что рециркуляционные технологии применения летучих ингибиторов гидратообразования, разработанные за последние десять - двенадцать лет во ВНИИГАЗе и Уренгойгазпроме (и параллельно - во Французском институте нефти), резко снижают расход ингибитора и обеспечивают его “саморегенерацию” в потоке газа. Понижение температурного уровня исключительно благоприятствует рециркуляционным технологиям ингибирования низкотемпературных процессов, поскольку резко снижаются потери метанола в испаренном виде с газом сепарации, а наличие в схеме низкотемпературных сепаратора и разделителя позволяет организовать процесс рециркуляции ингибитора. Таким образом, неотъемлемым элементом современных промысловых схем газоразделения на низких температурных уровнях (ниже -25 °С) является технология рециркуляции летучего ингибитора гидратообразования.
В схеме НТСР дополнительно используется ректификационная колонна отпарного типа, что значительно упрощает узел ректификации. Процесс НТСР на температурном уровне до минус 75-80 °С обеспечивает при полном извлечении тяжелых углеводородов и вполне удовлетворительное извлечение легких углеводородов: этана - около 50, пропан-бутановой фракции -80- 90 %. Установка НТСР может работать как в режиме деэтанизации с
получением в качестве товарного продукта деэтанизированного конденсата, так и в режиме частичной деметанизации с получением нестабильного этансодержащего конденсата. Таким образом, технология НТСР полностью удовлетворяет требованию “гибкости” в части варьирования содержания этана в нестабильном конденсате. Данная технология в режиме выделения демета-низированного этансодержащего конденсата непосредственно в промысловых условиях принципиально позволяет обеспечить сырьем объекты газохимии. А.Н. Кубановым разработана последовательная методика оптимизации параметров промысловой схемы типа НТСР в зависимости от возможных режимов ее работы с учетом всех основных узлов технологии - НТС (термобарические параметры), ректификации (число теоретических ступеней контакта в колонне, температур питания и орошения, количественное соотношение между питанием и орошением), дегазации конденсата (давления и температуры дегазации в разделителях).
Вариант низкотемпературной сепарации и ректификации при высоком давлении (НТСР ВД) разрабатывается для новых месторождений, которые будут поставлять нестабильный конденсат на существующие производственные мощности по переработке газа и газового конденсата (Уренгойский завод по переработке газа и газового конденсата). Речь идет, прежде всего, о Заполярном, Северо-Уренгойском и Ен-Яхинском газоконденсатных месторождениях. Смысл технологии - ректификация в колонне отпарного типа выделенных при сепарации конденсатных потоков под давлением до 7 МПа при температурном уровне примерно -50 °С (температура сепарации может варьироваться в пределах минус 40-55 °С в зависимости от принятой схемы охлаждения - дроссельной или детандерной). Давления в низкотемпературном сепараторе и отпарной колонне близки. Поэтому дополнительное преимущество этого варианта технологии НТСР (помимо возможности варьирования глубины извлечения легких углеводородов, достигающей 60 %, с сохранением полнот извлечения тяжелых углеводородов) - отсутствие компрессорной установки для дожатия газа концевой дегазации и насосной установки для дожатия товарного конденсата для его транспортировки в однофазном состоянии. Таким образом, в данной модификации удалось оптимально решить упоминавшуюся проблему резкого увеличения газов дегазации при понижении температурного уровня в стандартной технологии НТС с эжектором, поскольку газы дегазации высокого давления с верха отпарной колонны могут быть объединены с газом сепарации.
Что касается процесса НТКА, то и этот процесс позволяет достичь глубины извлечения легких углеводородов, аналогичной процессу НТСР, и получить этансодержащий нестабильный конденсат. Здесь повышенное извлечение легких углеводородов осуществляется на температурном уровне минус 50-60 °С и давлении ~5,5 МПа с использованием отпарно-абсорбционной колонны. Подобная схема предлагалась еще десять лет назад при проектировании УКПГ-1В Ямбургского ГКМ, но не была реализована из-за отсутствия мощностей по переработке этана и отечественных разработок детандер-компрессорных агрегатов на повышенные степени расширения и сжатия.
Такова общая характеристика применяемых и предлагаемых к реализации низкотемпературных процессов промысловой подготовки конденсатсодержащих газов. Целесообразно еще раз четко сформулировать некоторые основные положения разработанного во ВНИИГАЗе при активном участии проектных институтов оригинального методического подхода по проектированию новых и модернизациям существующих промысловых низкотемпературных установок, позволяющего учесть многообразие составов пластовых флюидальных систем Западной Сибири и различие в поставленных перед проектировщиками целях и задачах на разных эксплуатационных объектах.
1. В настоящее время предложен достаточный набор типовых технических решений и технологических схем по низкотемпературным процессам в промысловых условиях северных месторождений России, позволяющих достичь приемлемых результатов по степени извлечения легких углеводородов на умеренно низких температурах газоразделения. Эти технологии являются модификациями традиционной технологии НТС и в аппаратурном оформлении не очень сильно усложняются по сравнению с базовой технологией. У каждого предложенного варианта имеются свои наиболее оптимальные границы и сферы применимости. Поэтому к имеющимся типовым решениям следует подходить творчески, адаптируя их к конкретным условиям месторождений с учетом специфических требований к глубине извлечения целевых продуктов.
2. Основным перспективным подходом представляется использование турбодетандерных технологий в сочетании с низкотемпературными ректификацией, конденсацией и абсорбцией. В связи с этим многократно возрастает необходимость скорейшей разработки и внедрения отечественных турбодетандеров современных схемных решений. Помимо детандер-компрес-сорного агрегата вторым ключевым элементом этих промысловых технологических схем являются рециркуляционные технологии применения летучих ингибиторов гидратообразования. Что же касается роли вихревых труб в процессе НТС, то определение их “технологической ниши” нельзя считать решенным вопросом и здесь еще требуются дополнительные проработки.
3. Разработанные в деталях новые технологические схемы позволяют обеспечить требуемую технологическую гибкость процессов, варьируя при необходимости степенями извлечения этана и пропан-бутанов и сохраняя при этом полноту извлечения тяжелых углеводородов. В качестве базового варианта сейчас следует рассматривать схемы низкотемпературной сепарации и ректификации. Предложены версии низкотемпературных процессов и для промысловой подготовки тощих газов (см. раздел 8.3.4). Даны оптимальные решения и по вариантам модернизации действующих установок НТС при необходимости увеличения степени извлечения пропан-бутановой фракции. Рассматриваемые технологии адаптированы как для крупных, так и для относительно малых месторождений. Помимо этого разработаны процессы переработки этансодержащего нестабильного конденсата в заводских условиях в соответствии с требованиями газохимии (рассмотрение этих вопросов выходит за рамки данной работы).
В заключение этого раздела следует выделить основные направления НИР и ОКР по дальнейшему совершенствованию низкотемпературных технологических процессов промысловой обработки газа.
1. Основное направление научного поиска сейчас может быть сосредоточено на газодинамических технологиях. Имеется в виду разработка новых конструктивных типов оптимальных эжекторов, включая и многоступенчатые; сверхзвуковых газодинамических сепараторов; волновых детандеров, вихревых труб и др. Предстоит решить и ряд вопросов, связанных с оптимальными технологиями предупреждения гидратообразования и гидратоот-ложения в низкотемпературных процессах, в частности, по замене метанола на новые летучие ингибиторы. Важно подчеркнуть существенно нетривиальный характер этого поиска, поскольку он сопряжен не только с конструктивными усовершенствованиями, стендовыми и промысловыми испытаниями, но и с существенной доработкой соответствующих разделов равновесной и неравновесной термодинамики.
2. Что касается совершенствования методологии проектирования объектов обустройства газоконденсатных месторождений, то здесь наиболее важными аспектами представляются следующие моменты:
активное включение в термодинамический анализ элементов эксергети-ческого подхода;
использование уже на стадии предпроектных проработок более полных математических моделей технологических аппаратов (детально учитывающих процессы тепломассопереноса);
разработка современных методик и критериев оптимизации технологических процессов с учетом их “технологической гибкости”, а также специфических особенностей технико-экономического анализа на “промежуточном” этапе рыночных преобразований.
ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ ПРОМЫСЛОВОЙ ОБРАБОТКИ ПРИРОДНЫХ ГАЗОВ ВАЛАНЖИНСКИХ ЗАЛЕЖЕЙ НА УРЕНГОЙСКОМ И ЯМБУРГСКОМ МЕСТОРОЖДЕНИЯХ
Низкотемпературные технологические процессы промысловой обработки конденсатсодержащих газов валанжинских залежей Уренгойского и Ямбург-ского месторождений осуществляются по модифицированным схемам НТС и НТА на температурном уровне минус 25-30 °С. Дадим краткий анализ технологических проблем эксплуатации установок подготовки конденсатсодержащих газов, отмечая основные особенности, достоинства и недостатки проектных решений, а также пути решения возникающих технологических проблем.
В настоящее время на Уренгойском ГКМ действуют четыре валанжин-ские УКПГ (1В, 2В, 5В и 8В). Генеральным проектировщиком является институт ВНИПИГаздобыча (г. Саратов). Проектная технологическая схема подготовки газа на Уренгойском промысле представлена на рис. 8.37 (для отдельной технологической линии, причем таких практически идентичных линий может быть до восьми). Это классическая трехступенчатая технология НТС с двумя теплообменниками типа газ - газ, входным, промежуточным и низкотемпературным сепараторами, дросселированием газа на регулируемом штуцере и ингибированием метанолом (основные точки ввода концентрированного метанола располагаются перед теплообменниками Т-1 и Т-2, имеется и ряд дополнительных точек - в здании переключающей арматуры перед входом на установку, перед теплообменником Т-3, а также на кустах скважин). Перед низкотемпературным сепаратором предусмотрен впрыск части нестабильного конденсата (~30 %) с первых ступеней сепарации. Перед подачей нестабильный конденсат охлаждается в теплообменнике Т-3 типа конденсат - конденсат.
Как показал опыт начального периода эксплуатации установок НТС на Уренгойском ГКМ, при проектном режиме была достигнута довольно высокая эффективность обработки газа. При свободных перепадах давления 5
5,5 МПа температура газа в низкотемпературном сепараторе была близка к -30 °С. Из природного газа извлекалось до 96-97 мас. % тяжелых углеводородов, а точка росы газа по влаге находилась в пределах минус 25-27 °С. В газе сепарации остаточное содержание тяжелых углеводородов составляло ~5-7 г/м3, причем механический унос нестабильного конденсата из концево-
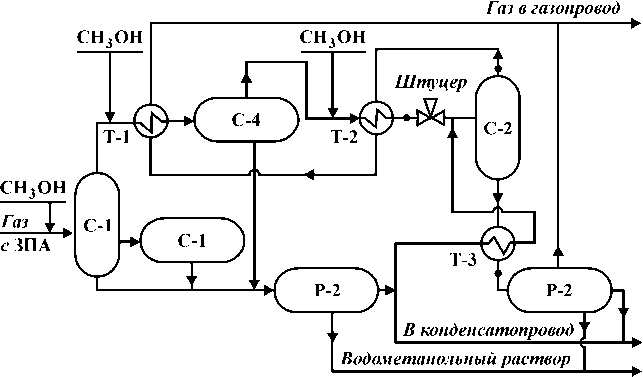
Рис. 8.37. Принципиальная (проектная) схема подготовки газа на УНТС Уренгойского ГКМ:
С-1, С-2, С-4 - сепараторы; Т-1, Т-2, Т-3 - теплообменники; Р-1, Р-2 - разделители
го сепаратора первоначально не превышал 2 г/м3 (а впоследствии он был значительно уменьшен). Анализ эффективности впрыска нестабильного конденсата с первой ступени на последнюю ступень сепарации показал, что среднее дополнительное извлечение фракции С2+в составило 12-15 г/м3.
При снижении входного давления в проекте предполагалась замена регулируемого штуцера на детандер-компрессорный агрегат с целью поддержания температуры сепарации на уровне минус 25-30 °С (детандер-
компрессорные агрегаты испытывались, но не показали требуемой надежности в работе). Начальное давление на входе в УКПГ предусматривалось на уровне 12,5-13 МПа, давление в низкотемпературном сепараторе ~7,7 МПа с тем, чтобы обеспечить номинальное давление в газопроводе 7,4-7,5 МПа. Свободный перепад давления составлял более 5 МПа. Входная температура на установках в начальный период эксплуатации (1985-1987 гг.) варьировалась от 25 (УКПГ-2В) до 38-40 °С (УКПГ-1В). Это означает, что в “среднем” имеет место безгидратный режим потока газа на входе в УКПГ (однако отдельные шлейфы работали в гидратном режиме с самого начала эксплуатации установок НТС, особенно в зимнее время года). Поэтому основной расход метанола приходился на технологический процесс НТС. В начальный период имелся и значительный запас по эффективности теплообменного оборудования: для предварительного охлаждения газа фактически мог использоваться только один теплообменник (например, Т-2), а промежуточная ступень сепарации (сепаратор С-4) фактически не выполняла своей функции. Далее входная температура на УКПГ постепенно снижалась и продолжает снижаться в настоящее время. Входное давление также снижалось, но в целом термобарические параметры газового потока приближались к области термодинамической стабильности газогидратов, и это практически означало увеличение числа шлейфов, работающих в гидратном режиме, и соответственно увеличение расхода метанола на ингибирование системы сбора газа. При входном давлении ниже 10-10,5 МПа свободный перепад на установке НТС оказывается недостаточным для поддержания температуры сепарации на уровне -25 °С. Для сохранения температуры сепарации на требуемом уровне имеется возможность снизить давление сепарации до ~6 МПа (с использованием резерва ДКС сеноманских УКПГ Уренгойского месторождения). При снижении входного давления до ~9,5 МПа целесообразно подключать ДКС в “голове” технологического процесса (согласно проекту обустройства ДКС и АВО газа подключаются между сепаратором С-1 и теплообменником Т-1, см. рис. 8.37). Фактически острая необходимость в подключении ДКС на сегодняшний момент возникает только на УКПГ-2В -самой первой введенной в действие валанжинской УНТС.
На УКПГ-8В имеется опытная технологическая линия, предусматривающая обработку газа по технологии ПНТА (рис. 8.38). Пуск опытной технологической линии низкотемпературной абсорбции был осуществлен в июне 1994 г. Сравнение схем (см. рис. 8.37 и 8.38) показывает, что низкотемпературный сепаратор в технологии ПНТА заменяется на абсорбер-сепаратор А-1, причем в аппарате А-1 может использоваться разное количество тарелок (до 10). Эффективность тарелки оценивается в ~50 %, так что можно говорить как максимум о пяти теоретических ступенях контакта. Температурный уровень низкотемпературной абсорбции - минус 25 °С. На орошение подается частично разгазированный конденсат с первой ступени сепарации (из разделителя Р-1), причем количество подаваемого конденсата может варьироваться. Представляют интерес основные выводы, полученные в результате опытной эксплуатации технологической линии ПНТА, которые целесообразно учитывать при последующем проектировании установок этого типа.
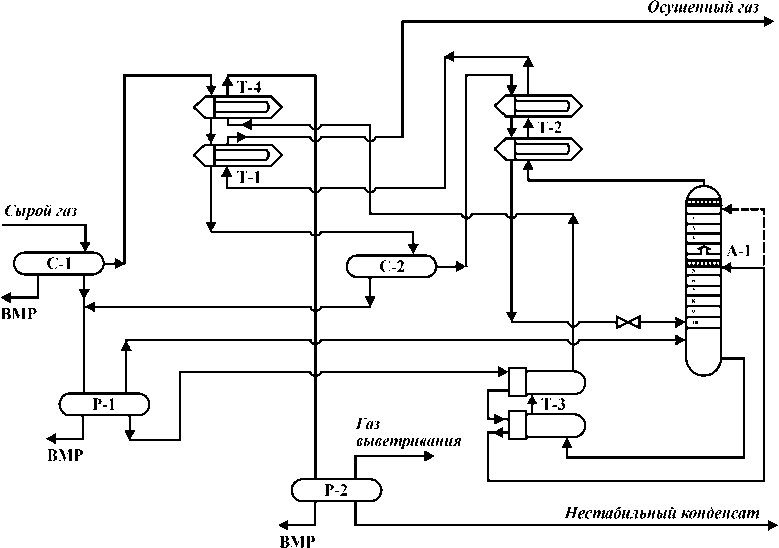
Рис. 8.38. Технологическая схема опытной установки ПНТА УКПГ-8В Уренгойского ГКМ:
С-1, С-2 - сепараторы; Т-1, Т-2, Т-3, Т-4 - теплообменники; Р-1, Р-2 - разделители; А-1 -низкотемпературный абсорбер-сепаратор
Степень извлечения углеводородов С6+в остается практически неизменной и фактически не зависящей от количества подаваемого орошения в абсорбер-сепаратор А-1, так что работа по схеме ПНТА целесообразна, если ставится вопрос о дополнительном извлечении пропан-бутановой фракции и отчасти пентанов.
Для извлечения пропан-бутановой фракции наиболее эффективным оказывается режим абсорбции с пятью теоретическими ступенями контакта с подачей орошения на самую верхнюю тарелку абсорбера-сепаратора в количестве 90-100 % от потока частично разгазированного конденсата, выходящего из разделителя первой ступени, тогда как для практически полного извлечения пентанов достаточно использовать режим с тремя теоретическими ступенями контакта.
Анализируя промысловый опыт эксплуатации УКПГ валанжинских залежей Уренгойского месторождения, следует выделить основные недостатки проектной технологии, которые приходилось устранять в процессе их работы (многие из них вполне могли быть устранены еще на стадии технологического проектирования).
1. Не везде предусмотрено регулируемое байпасирование теплообменников (по потоку сухого газа). Наличие регулируемого байпасирования позволяет не только стабильно поддерживать температуру сепарации, но и уменьшать расход метанола посредством варьирования температурного режима теплообменников Т-1 и Т-2 (экономия метанола при традиционной технологии его использования составляет до 200 г/1000 м3 газа), а также определять фактические коэффициенты теплопередачи в теплообменниках, характеризующие качество работы теплообменного оборудования.
2. Принятая схема распределения газожидкостных потоков по технологическим линиям на УКПГ-2В привела к сильной неравномерности распределения жидкой фазы во входных сепараторах. Эта проблема частично решена на УКПГ-2В использованием специального раздаточного коллектора. На других УКПГ принята схема кольцевого коллектора вокруг установки, что в значительной степени уменьшило остроту проблемы неравномерности распределения жидкой фазы.
3. Не везде были правильно выбраны точки ввода и технология ввода метанола в теплообменники (например, промысловый опыт свидетельствует, что целесообразно предусматривать две точки ввода метанола через форсунки: в поток газа до теплообменника на некотором оптимальном расстоянии от него и в трубный пучок теплообменника с подбором оптимального конуса распыления, чтобы охватить все теплообменные трубки). Из-за несоблюдения технологии ввода метанола в начальный период эксплуатации имели место существенно завышенные расходы метанола в пусковые периоды (особенно это замечание относится к УКПГ-2В). Следует подчеркнуть, что анализ метанольных проблем на Уренгойском промысле, начиная с момента пуска первой УКПГ-2В в январе 1985 г., как раз и позволил помимо некоторых конструктивных недостатков выявить и принципиальные дефекты проектной схемы ингибирования метанолом УНТС. Это, собственно, и привело к разработке новых низкотемпературных процессов обработки газа (см. раздел 8.3.3).
4. Отсутствовало решение проблемы утилизации отработанных водных растворов метанола (на момент ввода установок НТС в эксплуатацию не была построена запроектированная централизованная установка регенерации метанола, а впоследствии необходимость в ее сооружении полностью отпала из-за разработки и внедрения рециркуляционных технологий ингибирования установок метанолом, а также с вводом в эксплуатацию локальной установки регенерации метанола на УКПГ-1 В, при сооружении которой активно использовалось имеющееся запасное оборудование регенерации ДЭГ). Для реализации технологий рециркуляции метанола и возможности его регенерации непосредственно на УКПГ была изменена технологическая схема сбора метанольной воды с переобвязкой трехфазных разделителей (осуществлен раздельный сбор метанольной воды с разных ступеней сепарации).
5. Отсутствовало решение проблемы газов дегазации на УКПГ (эта проблема была решена включением на отдельных технологических линиях эжекторов типа газ - газ, см. подробно раздел 8.3.5). Одновременно при этом в какой-то мере была решена проблема однофазного транспорта нестабильного конденсата на Уренгойский завод по подготовке конденсата.
6. Недостаточной оказалась эффективность разделения жидких фаз в трехфазных разделителях: водной (водометанольной) фазы и нестабильного конденсата. Это привело к необходимости предупреждения гидратообразования в конденсатопроводах нестабильного конденсата (что вообще не было предусмотрено проектом). В связи с этим Уренгойгазпромом и ВНИИГАЗом были предложены новые варианты ингибирования конденсатопроводов водо-метанольным раствором из низкотемпературных сепараторов.
7. Не везде были теплоизолированы шлейфы скважин (впоследствии это способствовало увеличению расхода метанола на ингибирование шлейфов). Здесь нужно сказать, что в целом система сбора газа валанжинских залежей реализована не оптимальным образом. Система сбора должна быть спроектирована с учетом минимизации технологических проблем эксплуатации промысловых газопроводов при постепенном уменьшении производительности кустов скважин.
8. В должной мере не решены вопросы автоматического регулирования расхода метанола; в связи с этим Уренгойгазпромом и ВНИИГАЗом были предложены принципиальные пути решения этой задачи, уже частично реализованные.
9. В ряде случаев наблюдались повышенные уносы нестабильного конденсата из концевых низкотемпературных сепараторов. Эти проблемы решались путем модернизации верхних секций сепараторов С-2 силами Урен-гойгазпрома при участии ЦКБН.
Эти и многие другие вопросы прорабатывались и оперативно решались специалистами Уренгойгазпрома (с привлечением сотрудников ВНИПИГаз-добычи, ВНИИГАЗа, ЦКБН, ТюменНИИГипрогаза и ряда других организаций) уже в процессе эксплуатации валанжинских УКПГ. При этом был накоплен обширный и, можно сказать, уникальный опыт эксплуатации установок низкотемпературной сепарации, анализ и обобщение которого позволяет в перспективе поднять проектирование УКПГ северных месторождений на существенно более высокий технологический уровень.
Рассмотрим особенности эксплуатации установок подготовки газа валанжинских залежей на Ямбургском ГКМ.
На Ямбургском промысле разработка валанжинских залежей началась в 1991 г. с вводом в эксплуатацию УКПГ-1 В. При расширении добычи газа из валанжинских залежей согласно проекту последовательно вводятся УППГ-3 и УППГ-2, на которых не предусмотрен полный цикл промысловой обработки газа (только предварительная сепарация). Генеральный проектировщик валанжинских УКПГ - ЮжНИИГипрогаз. Полный же цикл низкотемпературной обработки газа осуществляется на УКПГ-1В расширением последней. Технологическая схема подготовки газа УКПГ-1В довольно своеобразна. Имеются три технологические нитки по так называемой коллекторской схеме: после каждого технологического аппарата потоки газа объединяются, а затем снова расходятся по аппаратам, т.е. технологические нитки представляют собой нечто вроде трех сиамских близнецов, - такой подход был обусловлен блочно-комплектной поставкой и монтажом блоков высокой степени заводской готовности, доставляемых речным путем на Ямбургский промысел. Это техническое решение позволило существенно сэкономить на капитальных вложениях, но одновременно привело и к ряду неудобств при эксплуатации установки.
На рис. 8.39 представлена принципиальная технологическая схема промысловой подготовки газа Ямбургского месторождения на пусковой период (1991 г.). Интересные особенности технологии - гликолевая осушка газа в “голове” технологического процесса (абсорбер А-1) и низкотемпературная абсорбция на уровне -25 °С в абсорбере А-2. Имеется возможность работы установки как в варианте НТА, так и в варианте НТС. Предусматривались также азеотропная регенерация ДЭГ и регенерация метанола методом ректификации, т.е. в состав УКПГ включены две самостоятельные установки регенерации. В технологии предполагалась предварительная осушка газа в абсорбере А-1 до такого уровня, чтобы обеспечить безгидратный режим работы теплообменника Т-1, промежуточного сепаратора С-3 и абсорбера А-2. Однако гликолевая осушка не решает полностью проблему безгидратного режима абсорбера А-2, поскольку необходимо осушать или ингибировать нестабильный конденсат, используемый как абсорбент и поступающий в
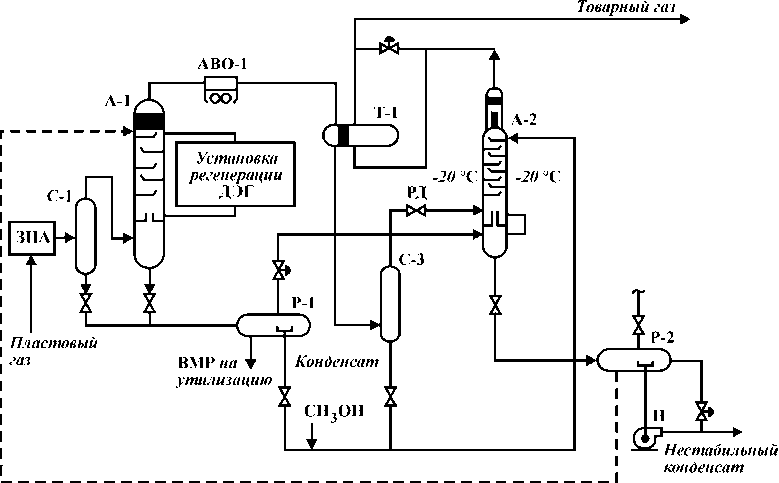
Рис. 8.39. Технологическая схема УКПГ-1В Ямбургского ГКМ (валаижниская залежь):
С-1, С-3 - сепараторы; Т-1 - теплообменник; Р-1, Р-2 - разделители; А-1, А-2 - абсорберы; ЗПА - здание переключающей арматуры; РД - регулируемое дросселирующее устройство; АВО-1 - аппарат воздушного охлаждения; Н - насос
абсорбер А-2 из разделителя Р-1 через теплообменник конденсат - конденсат (на принципиальной схеме этот теплообменник не показан). В этой связи в технологической схеме предусмотрен ввод метанола в поток нестабильного конденсата, подаваемого в А-2. Технология НТА на температурном уровне -25 °С по теоретическим оценкам по сравнению с технологией
НТС позволяет дополнительно извлечь на 2-7 % больше тяжелых углеводородов, а фракции пропан-бутанов - на 10-15 %. Промысловые испытания в пусковой период привели к следующим фактическим удельным выходам конденсата в А-2: 170,4 г/см3 для схемы НТС и 185,9 г/см3 для схемы НТА. После периода опытно-промышленной эксплуатации установки были пущены в эксплуатацию детандер-компрессорные агрегаты, установленные между абсорберами А-1 и АВО-1, а также дополнительно включены в схему двухступенчатые эжекторы. Особенность подключения детандер-компрессорных агрегатов: вна-чале осуществляется компримирование потока сырого газа, затем охлаждение его в АВО-1, теплообменнике и только после этого расширение газа на детандере. В дальнейшем, по мере снижения пластового давления, предусматривается подключение двух ступеней ДКС как в “голове” технологии (после сепаратора С-1), так и после установки НТА.
Отметим основные недостатки проектной технологической схемы установки НТА Ямбургского месторождения.
1. Оказалось недостаточно эффективным теплообменное оборудование (причина - неэффективность использованных новых технических решений по интенсификации теплообмена в теплообменниках газ - газ при наличии в газе конденсата, причем проблема усугубилась из-за наличия серьезных заводских дефектов изготовления теплообменников).
2. Не вполне корректно рассчитана глубина гликолевой осушки газа в абсорбере А-1, поскольку не предусматривалась возможность выделения в низкотемпературной части установки твердой газогидратной фазы непосредственно из осушенного газа. Учет этого обстоятельства приводит к усилению требований по глубине осушки газа (необходимо дополнительное снижение точки росы газа по влаге на 5-7 °С). Не учитывалась возможность и другого технологического осложнения - выделения в абсорбере А-2 твердой фазы гликоля, уносимого в капельном виде из абсорбера А-1. Таким образом, даже при работе этой установки по классической технологии НТС оказалось необходимым вносить определенные коррективы в проектные режимы ее эксплуатации.
3. Для обеспечения безгидратного режима работы абсорбера А-2 в режиме НТА предусмотрена подача метанола в линию подачи конденсата, причем фактически имел место очень большой его удельный расход от 1,4 до 1,8 кг/1000 м3, что сравнимо с удельным расходом метанола при ингибировании установки вообще без какой-либо предварительной осушки газа в абсорбере А-1. Таким образом, технология обработки газа фактически оказалась существенно двухреагентной, что в должной мере не было учтено проектировщиками. Причем на этот момент обращали внимание специалисты ВНИИГАЗа еще в 1990 г. до пуска установки в эксплуатацию.
4. Не были предусмотрены эжекторы в рамках проектной технологии. Впоследствии в технологическую схему были включены эжекторы и организована параллельная их работа с детандер-компрессорным агрегатом (см. раздел 8.3.5).
Следовательно, разработанная технологическая схема для Ямбургского ГКМ потребовала весьма существенной доводки в процессе эксплуатации установки НТА. Главное же изменение схемы состоит в целесообразности отказа от двухреагентной технологии. Здесь может быть принципиально предложено два варианта: либо перевод установки на работу только с гликолем (причем возможен дополнительный переход с ДЭГ на ЭГ), либо работа установки только на метаноле.
Модификация технологии по первому варианту включает осушку газа этиленгликолем на двух температурных уровнях с его рециркуляцией между сепаратором С-3 и абсорбером А-1 (ср. это техническое решение с аналогичными двухступенчатыми технологическими схемами осушки тощих газов, описанными в разделе 8.2). В этом варианте требуется определенная пере-обвязка оборудования с тем, чтобы обеспечить не только гликолевую осушку газа, но и осушку нестабильного конденсата (речь идет о конденсате, поступающем в абсорбер А-2).
Во втором варианте осуществляется перевод установки на метанол с рециркуляцией его в соответствии с патентом РФ 1350447, причем здесь абсорбер А-1 используется по новому назначению - для десорбции метанола из его водного раствора. Данный вариант был предложен в 1990 г. специалистами ВНИИГАЗа еще при монтаже оборудования на УКПГ-1 В и впоследствии он и был принят к реализации.
Ретроспективно анализируя накопленный опыт эксплуатации установок промысловой обработки газа валанжинских залежей на Ямбургском и Уренгойском ГКМ, можно выделить следующие узловые моменты, которые целесообразно учитывать при модернизациях и реконструкциях подобных установок, а также принимать во внимание при последующем проектировании систем обустройства новых северных месторождений. Здесь же надо отметить, что некоторые из перечисленных ниже решений и предложений уже учитываются при проектировании современных низкотемпературных установок промысловой подготовки газа.
1. Каждая технологическая линия УКПГ должна быть самостоятельной (так называемая коллекторная схема технологических ниток представляется неприемлемой). Должна иметься возможность отключения любого аппарата путем использования байпасных линий. При этом необходимо предусматривать возможности переобвязки системы распределения пришедшего с кустов скважин газа с целью обработки в перспективе разных групп кустов на различных технологических линиях. Этот момент может показаться не особенно актуальным на начальный период эксплуатации, но при падении пластового давления и отсутствии своевременного ввода ДКС (что, как правило, имеет место) такая технологическая возможность позволяет оптимизировать работу системы сбора газа: речь идет и о так называемых “слабых”, и о “водопроявляющих” шлейфах кустов скважин. Это позволяет сократить расход метанола и избежать технологических осложнений при работе систем промыслового сбора.
2. Целесообразно кардинально решить проблему газов дегазации низкого давления, например, предусматривая в проекте обустройства монтаж эжекторов на некоторых технологических линиях вместо дросселирующего устройства. Имеет определенный смысл проектировать как дроссельный, так и турбокомпрессорный варианты работы низкотемпературных установок. В ряде случаев оправданными представляются технологические схемы с параллельной работой эжекторов и турбодетандеров. Должны быть предусмотрены возможности развития технологии и дополнения ее при необходимости блоками абсорбции и ректификации.
3. На стадии проектирования следует особое внимание уделять разработке оптимальных схем ингибирования низкотемпературных установок летучими ингибиторами гидратообразования с автоматическим регулированием расхода ингибитора и рациональным подбором месторасположения точек ввода ингибитора. Необходимо также включать в технологическую схему десорберы для отдувки (отпарки) метанола.
4. Следует обеспечивать транспорт нестабильного конденсата в однофазном состоянии за счет регулирования температуры и давления узлов дегазации. Варианты решения проблемы газов дегазации в технологиях типа НТСР указаны в разделе 8.3.1. Там же отмечалась целесообразность регулирования температуры товарного нестабильного конденсата включением в схему теплообменника конденсат - газ перед узлом концевой дегазации.
5. Необходимо в дальнейшем предусматривать новые конструкции концевых сепараторов с пониженными уносами жидкой фазы, что уменьшает потери тяжелых углеводородов и повышает надежность работы головных систем магистрального транспорта товарного газа в однофазном состоянии.
ОСОБЕННОСТИ ПРИМЕНЕНИЯ ЛЕТУЧИХ ИНГИБИТОРОВ ГИДРАТООБРАЗОВАНИЯ И НОВЫЕ ТЕХНОЛОГИЧЕСКИЕ ПРОЦЕССЫ НИЗКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ ГАЗА
Цель дальнейшего рассмотрения - определить пути оптимизации расхода летучих ингибиторов гидратообразования применительно к УКПГ газоконденсатных месторождений на которых используются низкотемпературные процессы обработки природного газа.
Необходимость и возможность оптимизации расхода ингибиторов гидратообразования была осознана уже в начале 60-х годов, сразу после пуска в эксплуатацию первых установок низкотемпературной сепарации газа. Технологическая схема по оптимизации расхода метанола на нескольких однотипных технологических линиях установки типа НТС впервые была предложена в УкрНИИГазе в начале 70-х годов и названа авторами методом “непрерывной циркуляции” водно-метанольных растворов (ВМР). Здесь экономия расхода свежего метанола в целом (а конкретно авторами рассматривались три технологические линии от каждой газоконденсатной скважины) достигается за счет некоторого, по существу, в какой-то мере и преднамеренного перерасхода метанола на одной технологической линии с подачей отработанного ВМР в “голову” другой линии и т.д.
На рис. 8.40 представлен вариант установки НТС для трех газоконденсатных скважин а, б, в с входными давлениями соответственно 16, 15,5 и 15 МПа. В первичных сепараторах С-1а, С-1б и С-le происходит отделение жидкой фазы, направляемой в разделитель Р-1. После сепараторов С-1 в газовый поток скважины а в точке 1 впрыскивается забираемая из емкости Е-2 метанолсодержащая вода, которая представляет собой смесь двух жидкостей - выделяющейся в сепараторах С-3 и получающейся при промывке в промывочном аппарате ПА подогретых конденсатов четвертой ступени сепарации. Предполагается, что перед подачей водных растворов метанола в газовый поток их желательно подогреть до 20-25 °С. При этом между сепараторами С-1а и С-2а будет происходить испарение в газовой поток скважи-
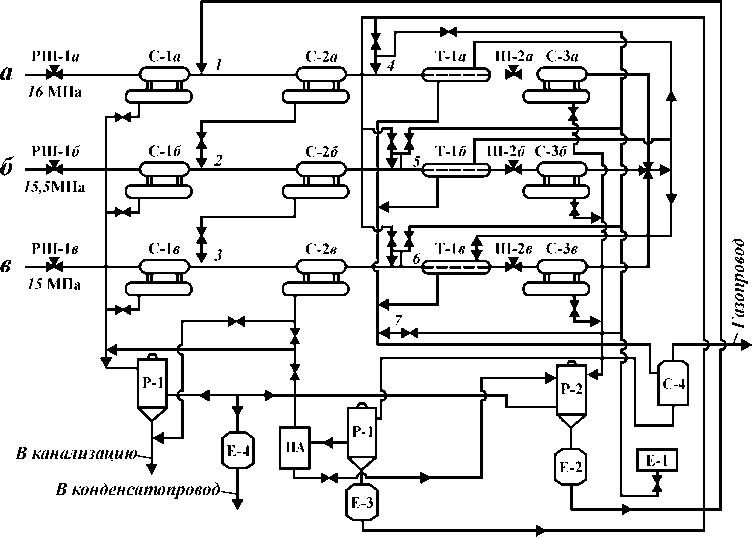
Рие. 8.40. Трехниточная технологичеекая ехема обработки газа метанолом е непрерывной циркуляцией метанольных раетворов
ны а основной массы метанола из его водных растворов. Оставшаяся жидкость выделяется в сепараторе С-2а и через трубопровод с калибровочным или регулируемым отверстием вместе с газом поступает в газовый поток скважины б в точке 2.
После дополнительного испарения метанола в газовом потоке скважины б на участке между сепараторами С-1б и С-26 водные растворы после выделения в сепараторе С-26 с целью доиспарения метанола поступают в газовый поток скважины в в точке 3, и после выделения в сепараторе С-2е часть их направляется в аппарат ПА для промывки конденсата четвертой ступени сепарации, а остальные через разделитель Р-1 или минуя его - в канализацию. После разделения жидкостей в разделителе Р-1 вода сливается в канализацию, а конденсат - в конденсатосборную емкость Е-4 и затем в конден-сатопровод (если необходимо - после предварительной осушки). При необходимости в газовый поток после сепараторов С-2 в точках 4, 5 и 6 впрыскиваются метанольные растворы, забираемые из емкости Е-3, которые выделяются в сепараторе С-4 и отделяются от конденсата в разделителе Р-3, или свежий метанол, забираемый из емкости Е-1.
В теплообменниках Т-1 температура газа снижается (в диапазоне от 0 до 10 °С), а выделившаяся в сепараторах С-3 жидкость поступает в разделитель Р-2 (при этом она предварительно может быть подана в один из теплообменников Т-1 для отдачи холода газу), где происходит отделение конденсата от метанольных растворов, после чего метанольные растворы подаются в газовый поток скважины а в точке 1, а конденсат направляется в конденсатосборную емкость Е-4.
Предлагаемая технология обработки газа метанолом на установке НТС предназначена, в первую очередь, для скважин с температурой газа на входе в установку выше температуры гидратообразования. Однако если в ряде скважин газ будет иметь и более низкие температуры на участке от устья скважины до газосборного пункта, то, подавая исходные метанольные растворы непосредственно в ствол скважины или на устье, можно добиться, как предполагается и безгидратной эксплуатации этих скважин.
К сожалению, эти идеи в свое время не были достаточно глубоко осмыслены (т.е. не были поняты достоинства и недостатки технологии, представленной на рис. 8.40), и фактически они не получили в 70-е годы какого-либо продолжения.
После обсуждения первоначальных предложений и идей по сокращению расхода метанола, которые можно назвать методами “вторичного использования ВМР”, перейдем к более детальному рассмотрению технологических схем оптимального использования метанола на установках НТС прежде всего в пределах одной технологической линии. При этом сохраняется основная идея подхода - возможность испарения отработанного метанола в поток газа в “голове” технологического процесса обработки газа.
Дальнейшее существенное развитие подобного подхода к распределению и циркуляции метанола на установке низкотемпературной подготовки газа было осуществлено в результате детального анализа пускового периода эксплуатации УКПГ-2В Уренгойского ГКМ, а также в последующих работах. На базе анализа физико-химических особенностей распределения по фазам летучего и растворимого в конденсате ингибитора - метанола впервые ставится задача оптимизации расхода метанола на одной и той же технологической линии подготовки газа. В настоящее время детально разработаны соответствующие технологические схемы циклического (рециркуляционного) распределения летучего антигидр атного реагента, которые, на первый взгляд, представляются даже несколько парадоксальными (см. обсуждение ниже). Техническая проработка вопроса выполнена во ВНИИГАЗе и ПО “Уренгойгазпром”. Соответствующее математическое обеспечение для обоснования и расчетов подобных оптимизационных технологических схем использования метанола детально разработано во ВНИИГАЗе. Оно может быть использовано при решении задач сокращения эксплуатационных затрат на предупреждение гидратообразования и на других газовых, газоконденсатных и газонефтяных месторождениях. Новые технологические схемы разработаны во ВНИИГАЗе и Уренгойгазпроме и реализованы в различных модификациях на установках НТС газа валанжинских залежей. Выполнена методическая проработка вариантов технологических схем вплоть до разработки понятийного аппарата и анализа ряда аналогий с другими технологическими процессами.
Вначале обсудим вариант рециркуляционной технологии, предложенный весной 1985 г. Уренгойгазпромом и ВНИИГАЗом после анализа начального этапа эксплуатации первой установки НТС на Уренгое - УКПГ-2В и вскоре нашедший свое воплощение в более общем и формализованном виде в изобретении по патенту РФ 1350447. Здесь цель сокращения расхода метанола достигается тем, что в технологической схеме подготовки углеводородного газа к транспорту, включающей ступенчатую сепарацию, охлаждение газа между ступенями сепарации, введение в поток газа на участки, где по термодинамическим условиям возможно образование гидратов водорастворимого летучего органического ингибитора гидратообразования, выведение из сепараторов жидкости и разделение ее на углеводородную и водную фазы (т.е. отработанный раствор ингибитора), водную фазу подают в поток газа, поступающий на одну из предыдущих ступеней сепарации.
В качестве ингибитора гидратообразования можно использовать любое летучее водорастворимое органическое вещество, например метанол, этанол, ацетон, эфироальдегидную фракцию (побочный продукт производства синтетического этанола из этилена) и др. Нормальная температура кипения этого летучего ингибитора должна находиться в пределах 55-120 °С. При этом с повышением нормальной температуры кипения такой летучий ингибитор можно называть летучим абсорбентом, а технологический процесс начинает приобретать черты абсорбционной осушки газа, но при этом остается одна существенная разница - “регенерация” летучего абсорбента осуществляется отдувкой (отпаркой) его самого в поток газа (отпадает необходимость в отдельной установке регенерации).
Таким образом, предлагаемая организация процесса предусматривает подачу отработанного водного раствора ингибитора в газ на одну из предыдущих ступеней сепарации. При этом происходят испарение летучего ингибитора и частичное насыщение им газа. За счет этого снижается расход концентрированного (свежего) ингибитора, вводимого далее в газовый поток. Одновременно происходит и снижение концентрации ингибитора в водной фазе, во многих случаях - до значений, при которых регенерация этого раствора методом ректификации экономически нецелесообразна, а сброс его в пласт в соответствии с показателями ПДК уже допустим. Для реализации этого требования на ранних ступенях сепарации осуществляется ввод отработанного метанола в поток обрабатываемого газа через специальный аппарат - десорбер, в котором происходит отпарка метанола в поток газа при противоточном движении контактируемых фаз. Десорбер может конструктивно быть как аппаратом тарельчатого, так и насадочного типов. В качестве десорбера может использоваться и сепаратор, дооборудованный в своей верхней части массообменной секцией отпарки метанола.
Следовательно, предлагаемый прием представляет собой рециркуляционное (многократное) использование летучего ингибитора гидратообразования в системе подготовки газа в рамках одной технологической линии за счет его испарения из жидкой фазы в поток газа на первых ступенях сепарации и конденсации на последующих. При этом эффективно используются физико-химические особенности растворимости летучего органического вещества в сжатом природном газе: сильная зависимость от температуры и увеличение растворимости с ростом давления при р > 5+7 МПа (наличие на изотерме растворимости метанола в сжатом природном газе в этом диапазоне давлений отчетливого минимума). Необходимость в подаче свежего ингибитора связана с компенсацией его уноса с осушенным газом (поступающим в газопровод), а также с нестабильным углеводородным конденсатом и водой (поступающей в систему промстоков).
На рис. 8.41 показана трехступенчатая сепарация газа, причем в принципиальном отношении эта технологическая схема практически совпадает со схемой промысловой обработки газа валанжинских залежей Уренгойского ГКМ (см. рис. 8.37). Предлагаемый способ промысловой подготовки газа в соответствии с изобретением осуществляется следующим образом. Углеводородный газ с температурой 15-45 °С и давлением 9-13 МПа поступает на первую ступень в сепаратор 1, где происходит отделение газовой фазы от воды и конденсата. Далее газ направляется на вторую ступень сепарации и
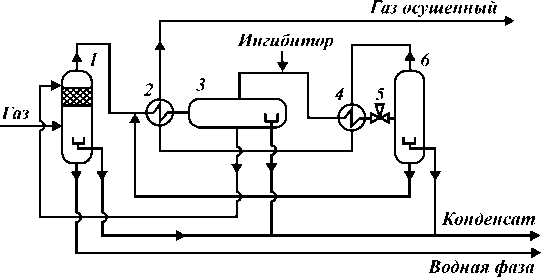
Рис. 8.41. Схема подготовки газа к транспорту по патенту РФ 1350447
проходит рекуперативный теплообменник 2, где и охлаждается за счет теплообмена с холодным отсепарпрованным газом (направляемым далее в магистральный газопровод) и поступает в сепаратор 3. В газовый поток, выходящий из второй ступени сепарации и поступающий в низкотемпературную ступень, вводят летучий ингибитор гидратообразования (концентрированные метанол, этанол, ацетон и др.). Место ввода ингибитора определяется исходя из термодинамических условий гидратообразования, которые реализуются в данном конкретном случае в теплообменнике 4 и сепараторе 6. В третьей (низкотемпературной) ступени сепарации газ проходит охлаждение в теплообменнике 4, дросселируется на штуцере 5 и поступает в сепаратор 6. Термодинамические условия в сепараторе: температура минус 30-20 °С, давление 7-8 МПа. Отсепарированный и охлажденный сухой газ через теплообменники 4 и 2 направляется в газопровод, а углеводородная жидкость из сепаратора 6 - в конденсатопровод.
Отделившуюся водную фазу, представляющую собой довольно концентрированный “отработанный” раствор ингибитора (50-85 мас. % водный раствор, причем концентрация метанола зависит от температуры газа на концевой ступени сепарации), подают в поток газа перед теплообменником 2. Если образование гидратов в потоке влажного газа термодинамически возможно на более ранних ступенях сепарации, то на них тоже подают раствор ингибитора. Более разбавленный водный раствор ингибитора (с концентрацией примерно в диапазоне 5-35 мас. % в зависимости от конкретных термобарических условий), выделенный в сепараторе второй ступени 3, подают в сепаратор 1. Для улучшения процесса отдувки и более полного насыщения газовой фазы ингибитором целесообразно дооборудовать верхнюю часть сепаратора 1 тарельчатыми устройствами или установить секцию с насадкой (например, из колец Рашига), куда и подавать водный раствор ингибитора из сепаратора 2. Обедненный после отдувки ингибитора водный раствор стекает в сепаратор 1, где концентрация ингибитора еще более снизится вследствие смешения с отделившейся от газа влагой. Как вариант предлагаемого способа возможна подача водного раствора ингибитора из низкотемпературного сепаратора 6 непосредственно в сепаратор первой ступени 1, дооборудованный массообменной секцией.
Предлагаемый способ прежде всего был проверен расчетным путем для термобарических условий промысловой подготовки к транспорту природного газа, характерных для валанжинских залежей Уренгойского газоконденсатного месторождения на начальный период эксплуатации месторождения.
Приведем расчетные показатели процесса для природного газа, состоящего в основном из метана и содержащего до 7 мол. % С2+в.
Параметры установки промысловой подготовки газа следующие: в сепараторе 1 давление р = 12 МПа, температура t = 40 °С; в сепараторе 3 р = 12 МПа, t = 34 °С (т.е. в теплообменнике 2 природный газ практически не охлаждается);
в низкотемпературном сепараторе 6 р = 7,6 МПа, t = -20 °С.
При этих термодинамических параметрах установки гидратообразование может иметь место только на участке технологической схемы после теплообменника 4. С учетом состава и температуры газа концентрация метанола в водном растворе для предупреждения гидратообразования на этом участке должна быть не менее 55 мас. %. Для обеспечения надежного безгидратного режима в газ перед теплообменником 4 вводим ~1,5 кг метанола на 1000 м3 газа (концентрация метанола 95 мас. %), что обеспечивает концентрацию отработанного метанола в сепараторе 6 около 70 мас. %.
По рассматриваемому способу весь отработанный водометанольный раствор из сепаратора 6 вводят в поток газа перед теплообменником 3. Метанол из жидкой фазы частично переходит в газовую, и при выходе из сепаратора 3 его содержание в газе составляет 0,8 кг/1000 м3.
В сепараторе 3 отделяем жидкую водную фазу с концентрацией метанола 11 мас. %. Ее вводят в верхнюю часть сепаратора 1, снабженную специальной массообменной секцией с насадкой из колец Рашига. Высота слоя насадки 1,2 м. Концентрация метанола в водном растворе после прохождения насадки составит 0,1-0,5 мас. %. Концентрация метанола в водном растворе в нижней части сепаратора (после смешения с выделившейся в сепараторе водой) составит менее 0,03-0,1 мас. %.
Как и в традиционной технологии ингибирования У НТС, перед теплообменником 4 требуется подача свежего метанола.
Расход метанола в предлагаемом способе для рассматриваемого варианта уменьшился и составил 1,48-0,79 = 0,7 кг/1000 м3, где 0,79 кг/1000 м3 -количество метанола, поступающего с газом из сепаратора 3. Следовательно, ожидаемое снижение расхода свежего метанола в рассматриваемом способе по сравнению с традиционным может составить как минимум 40-60 % (и зависит от конкретных термобарических условий).
Отметим существенные моменты формулы изобретения по патенту РФ 1350447: отработанный раствор ингибитора из сепаратора какой-либо из ступеней сепарации (не обязательно последней) подается на любую предыдущую ступень той же самой технологической линии (которая может быть специально дооборудована массообменной секцией с целью интенсификации процесса отпарки метанола). Таким образом, предлагаемый способ, по существу, направлен на то, чтобы скомпенсировать известный недостаток метанола как летучего ингибитора (и тем самым превратив этот недостаток метанола в достоинство) - высокую растворимость в газовой фазе, и за счет этого регенерировать отработанный раствор с использованием
“регенерационных возможностей” самого газового потока на одной и той же технологической линии.
При этом еще раз подчеркнем, что летучим ингибитором в рассматриваемой технологии может быть не только метанол, но и другое легколетучее водорастворимое органическое вещество (например, ацетон, этанол, ЭАФ и др.). Какой именно летучий ингибитор использовать - зависит от температурного уровня процесса промысловой обработки газа (температуры газа в
концевом аппарате): чем ниже температура, тем эффективнее применение именно метанола. Ориентировочно можно говорить о том, что при температурном уровне процесса минус 40-50 °С и ниже метанол оказывается вне конкуренции, на температурном уровне минус 15-25 °С с технико
экономической точки зрения более предпочтительным является этанол (однако практическое использование этого преимущества этанола довольно проблематично с учетом российских реалий). При еще более высоких температурных уровнях минус 5-15 °С, по-видимому, наиболее перспективен изопропиловый спирт. Но при таких температурах уже практически не имеет смысла говорить о промысловой подготовке конденсатсодержащего газа. Здесь речь может идти об осушке тощего газа на двух температурных уровнях с использованием летучего абсорбента - органического вещества с температурой кипения 85-120 °С (сравни с обсуждением методов осушки газа в разделе 8.2 и с подходом к подготовке тощих газов, рассматриваемым в разделе 8.3.4).
На практике не исключается, что по тем или иным технологическим причинам более удобной окажется реализация несколько ослабленных (“ухудшенных”) вариантов циклического использования метанола, например сбор отработанного раствора ингибитора с нескольких технологических линий УКПГ (на конечных ступенях сепарации) и подача его в “голову” процесса НТС на специально оборудованную технологическую линию. С теоретической точки зрения этот упрощенный вариант технологии, очевидно, менее оптимален, так как не в полной мере использует “регенерационные возможности” всех теплых потоков газа на начальных ступенях процесса. Рассматриваемый вариант уже весьма близок к первоначальной идее “непрерывной циркуляции” ВМР, т.е. может рассматриваться как промежуточный вариант. Из приведенных выше рассуждений становится вполне очевидным, что первоначально предложенная технология “непрерывной циркуляции” менее оптимальна, чем “рециркуляционная технологическая схема”
и, кроме того, может быть разработан ряд промежуточных технологических схем, представляющих интерес в тех или иных случаях.
Предложенная технология рециркуляционного использования метанола согласно патенту РФ 1350447 была практически реализована на УКПГ-5В Уренгойского месторождения. Для полноты изложения приведем технологическую схему процесса (рис. 8.42) и ее краткое описание. Для осуществления этого процесса дополнительно к существующей системе подачи и распределения исходного метанола были проложены технологические трубопроводы подачи отработанного метанола к существующим точкам ввода ингибитора. Разработанный процесс осуществляется следующим образом. Природный газ со скважины поступает на УКПГ в здание переключающей арматуры 2, где он после уравнивания давления распределяется по технологическим линиям и поступает в сепараторы 3 первой ступени (С-1), где происходит отделение жидкости (углеводородный конденсат, конденсационная вода, пластовая вода, метанол) от газа. Из сепаратора 3 газ направляется в трубное пространство теплообменника Т-1, где в результате теплообмена с потоком газа из низкотемпературного сепаратора С-2 происходит его охлаждение, при этом происходит конденсация паров воды и высококипящих углеводородов. Конденсат воды и углеводородов вместе с газом поступает после теплообменника Т-1 в промежуточный сепаратор 10 (С-4). Газ из сепаратора С-4 после отделения от него жидкости направляется на вторую ступень теплообмена в теплообменник Т-2, где происходит дальнейшее охлаждение газа и конденсация
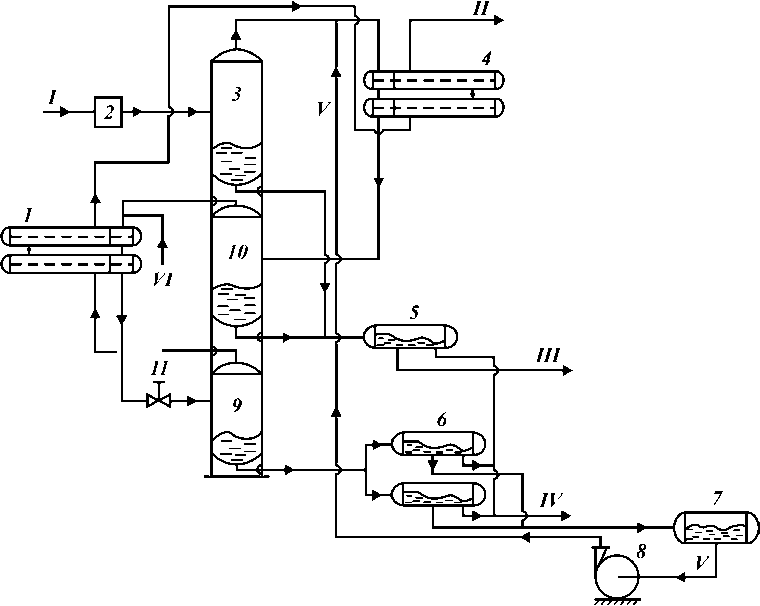
Рие. 8.42. Технологичеекая ехема рециркуляционного процеееа иепользования метанола на
УКПГ-5В Уренгойекого мееторождения:
I - газ со скважин; II - газ в магистраль; III - жидкость в поглощающую скважину (или на факел); IV - углеводородный конденсат; V - отработанный метанол (ВМР); VI - исходный (концентрированный) метанол; 1 - теплообменник второй ступени Т-2; 2 - здание переключающей арматуры (ЗПА); 3 - сепаратор первой ступени С-1; 4 - теплообменник первой ступени Т-1; 5 - разделитель первой ступени Р-1; 6 - разделитель второй ступени Р-2; 7 - емкость отработанного метанола; 8 - насос подачи отработанного метанола; 9 - сепаратор второй ступени С-2; 10 - промежуточный сепаратор С-4; 11 - дроссельное устройство (штуцер)
паров воды и углеводородов. Окончательное охлаждение потока газа, обеспечивающее выделение углеводородов и воды до требуемой кондиционности, происходит за счет расширения газа на штуцере 11. При этом температура потока понижается до минус 26-30 °С, в результате чего из газа практически полностью выпадают влага, высококипящие углеводороды и основная масса метанола, который вводится в поток газа перед ЗПА (в случае необходимости) теплообменниками 1 и 4 и штуцером 11. Выделившаяся в сепараторах 9 (С-2) всех технологических линий жидкость отводится в разделители 2 ступени 6, где метанольный раствор отделяется от углеводородного конденсата и отводится в емкость 7 резервуарного парка. Концентрация метанола в этом растворе находится в пределах 70-75 мас. %. Из емкости 7 раствор забирается насосом 8 и впрыскивается в поток газа каждой технологической линии перед теплообменником первой ступени Т-1. Уносимый потоком газа метанол исключает возможность образования гидратов в трубках теплообменника и промежуточном сепараторе С-4. Некоторое количество метанола в паровой фазе поступает с газом и на вторую ступень теплообмена. Для предупреждения образования гидратов на этой ступени перед теплообменником Т-2, а также в случае необходимости и перед штуцером 11 в поток газа вводится исходный метанол концентрации 95 мас. %. Газ после отделения от него жидкости в сепараторе С-2 обратным потоком через теплообменники 1 и 4 направляется в магистральный газопровод, а отработанный метанол вновь поступает на ингибирование первой ступени теплообмена. Благодаря этому расход исходного метанола сокращается.
Здесь следует выделить важный момент применяемой технологии - незначительное охлаждение газа в теплообменнике Т-1 (имелась технологическая возможность для этого из-за избыточного свободного перепада давления в начальный период эксплуатации УКПГ-5В). Таким образом, теплообменник Т-1 был фактически использован по новому назначению - как аппарат, в котором происходит эффективная десорбция метанола из его отработанного водного раствора. Причем промысловые исследования показали, что эффективности отдувки метанола в этом специфическом “массообменном аппарате” заметно большая, чем получается по расчету для одной теоретической ступени контакта при температуре газа на выходе из теплообменника. Детальный анализ причин этой, на первый взгляд, несколько парадоксальной ситуации привел к разработанным во ВНИИГАЗе интересным модификациям технологического процесса по патенту РФ 1350447.
Как подробно изложено в разделе 8.3.1, в настоящее время в отрасли активно предлагаются различные модификации технологических схем подготовки газа типа схем низкотемпературной конденсации и абсорбции и низкотемпературной сепарации-ректификации, в которых на последней стадии технологический процесс проводят при температурах минус 60-80 °С. В качестве примера рассмотрим технологическую схему НТКА (рис. 8.43), предложенную как возможный альтернативный вариант для Ямбургского
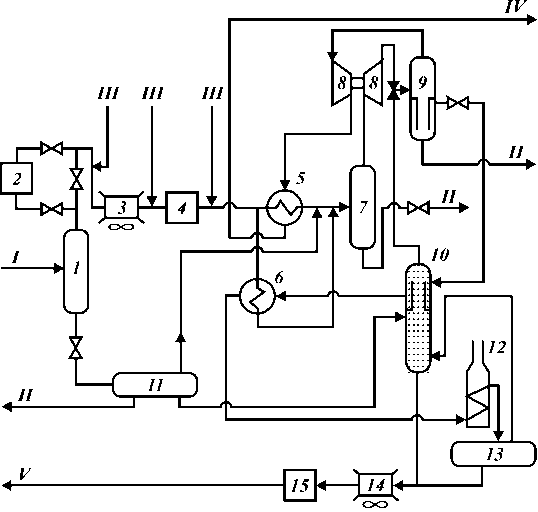
Рис. 8.43. Альтернативная проектная технологическая схема НТКА газа Ямбургского месторождения:
I - сырой газ; II - водо-метанольный раствор на регенерацию; III -концентрированный метанол; IV - товарный газ; V - нестабильный конденсат; 1, 7 - газосе-параторы; 2 - ДКС; 3, 14 - АВО газа; 4, 15 -пропановые холодильные машины; 5, 6 -
теплообменники; 8 -
детандер-компрессорный агрегат; 9, 11 - трехфазные разделители; 10 -абсорбционно-отпарная колонна; 12 - печь; 13 -дегазатор
ГКМ (этот вариант остался нереализованным). Процесс низкотемпературной абсорбции проводят при давлении 5,5 МПа и температуре -60 °С, а в качестве ингибитора гидратообразования предусматривается метанол. Анализируя эту (см. рис. 8.43) и подобные (см. рис. 8.41) технологические схемы, видно, что каких-либо принципиальных отличий с точки зрения технологий рециркуляционного использования метанола здесь нет. В то же время наличие более низких температур (-60 °С и ниже) способствует конденсации в низкотемпературных сепараторах (разделителях) ВМР с высокой концентрацией метанола (~90 мас. %). Таким образом, особенности технологических схем типов НТКА, НТСР только благоприятствуют вариантам оптимального использования летучего ингибитора гидратообразования метанола. Вместе с тем для каждой подобной технологической схемы требуется определенная методическая проработка вопроса, поскольку в таких случаях может быть несколько контуров (иногда - вложенных между собой) рециркуляции метанола.
Обсуждая разработанный ВНИИГАЗом и Уренгойгазпромом процесс низкотемпературной обработки газа с рециркуляцией метанола необходимо дать соответствующую оценку аналогичному технологическому процессу, разработанному несколько позже Французским институтом нефти под названием ифпЕксол.
ИФПЕКСОЛ является торговой маркой запатентованного Французским институтом нефти (IFP) технологического процесса, который позволяет на одной установке обеспечить полную обработку природного газа, включая его осушку, извлечение конденсируемых углеводородов и кислых газов - сероводорода и диоксида углерода. Процесс основан на физической абсорбции влаги, углеводородов и кислых газов одним физическим агентом - водным раствором метанола с использованием любого источника холода (внутреннего и внешнего), т.е. на низкотемпературной абсорбции.
Отправной точкой для исследований и разработок IFP в данном направлении, которые были начаты в 1986 г., явилось стремление объединить функциональные этапы процесса обработки газа - осушку, отбензинивание и извлечение кислых компонентов в компактный абсорбционный процесс, в котором вода, конденсат и кислые компоненты могли бы извлекаться одним растворителем.
Учитывая то, что не все природные и технологические газы содержат кислые компоненты, но все содержат влагу, важно обеспечить в любом случае осушку газа и предупредить гидратообразование. Таким образом, хотя процесс был задуман как интегрированный, его разделили на три составные части: ИФПЕКС-1, ИФПЕКС-2 и ИФПЕКС-3.
В процессе ИФПЕКС-1 из сырьевого влажного газа извлекаются вода и конденсируемые углеводороды (рис. 8.44). Если же требуется обессеривание или извлечение основной массы кислых газов, то используется дополнительно система ИФПЕКС-2, которая заменяет селективную аминовую очистку (рис. 8.45). Она работает с использованием недорогого растворителя -того же метанола. При этом потребность в тепловой энергии составляет примерно половину от потребности для аминовой очистки для одной и той же нагрузки по кислым газам. Впрочем, последний процесс, по существу является разновидностью хорошо известного процесса очистки газа от кислых компонентов холодным метанолом (процесс Ректизол). Кроме того, анонсируется также процесс ИФПЕКС-3, который будет обрабатывать конденсируемые углеводороды (если они есть) для извлечения растворенных кислых газов и следов метанола из жидкостей.
ИФПЕКС-1:
1 - влажный газ со скважины; 2 - контактор
4
(насадочная колонна); 3 -сбросная вода; 4 - холодильный цикл; 5 - подпитка свежим метанолом;
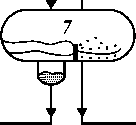
6 - газ в блок ИФПЕКС-2;
7 - низкотемпературный сепаратор; 8 - жидкие углеводороды
2
+ 8
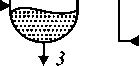
Пилотные испытания и детальные оценки процесса ИФПЕКСОЛ в сравнении с современными конкурентоспособными технологиями показали, что ИФПЕКСОЛ обеспечивает низкую потребность в тепловой энергии, в нем нет выбросов и он обеспечивает извлечение технологической воды.
Компания “Петро-Канада” (Petro-Canada) переоборудовала одну из установок осушки и обессеривания газа, введя параллельно с блоком аминовой очистки и гликолевой осушки блок ИФПЕКС-1, что является промышленной реализацией процесса ИФПЕКСОЛ на ГПЗ “Ист Джилби” (East Gilby) в штате Альберта (Канада).
Сырьевой поток влажного газа делится на две части, одна из которых поступает в нижнюю часть абсорбера, где контактирует в противотоке на контактных элементах со стекающим с верха колонны потоком водного раствора метанола, поступающего из низкотемпературного сепаратора. Интересный момент состоит в том, что абсорбер может быть установлен на достаточном удалении от холодильной установки, например на газосборном пункте (в том числе - и на морской платформе).
Метанол практически полностью извлекается из водного раствора поднимающимся потоком сырьевого газа. Отходящий с низа колонны поток жидкости представлен в основном пресной водой в количестве, которое определяется спецификацией точки росы по влаге осушаемого сырьевого газа. В то же время поток осушенного газа, покидающий абсорбер, содержит отпаренный из раствора с водой метанол в количестве, достаточном для ингибирова-
>9
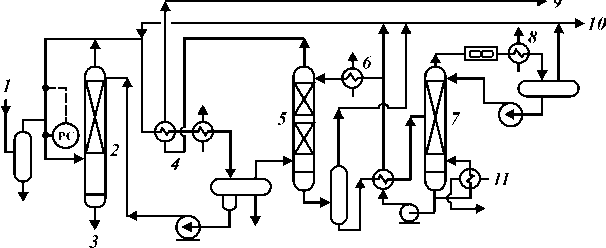
Рис. 8.45. Схема полного процесса ИФПЕКСОЛ для обработки газа:
1 - сырьевой газ; 2 - контактор (насадочный аппарат для десорбции метанола) процесса ИФПЕКС-1; 3 - сбросная вода (с минимальным содержанием метанола); 4 - холодильный цикл; 5 - контактор процесса ИФПЕКС-2; 6 - холодильник; 7 - стриппинг-колонна ИФПЕКС-2; 8 - холодильник; 9 - товарный газ; 10 - жидкие газы; 11 - пар низкого давления
ния гидратов при транспорте газа или его охлаждении (всего потока сырьевого газа после объединения частей на выходе из абсорбера). После прохождения двух теплообменников (по данной схеме) холодильной установки (любого типа в зависимости от необходимой температуры в низкотемпературном сепараторе) жидкие углеводороды, метанол и сконденсированная вода, образовавшиеся в процессе охлаждения, отделяются в низкотемпературном сепараторе.
Холодильная установка понижает температуру газа до значения, при котором точка росы газа по влаге или углеводородам будет соответствовать действующим спецификациям. Может быть использован любой холодильный цикл - от простого дросселирования до турбодетандерного процесса.
Процесс ИФПЕКС-1 обеспечивает заданные точки росы газа по влаге и углеводородам. Охлажденный в этом процессе газ, содержащий кислые компоненты, поступает во вторую колонну (процесс ИФПЕКС-2), где контактирует в противотоке с холодным раствором метанола. Кислые газы, а именно H2S и СО2, а также меркаптаны физически растворяются в потоке метанола, что обеспечивает требуемые спецификации по указанным компонентам в выходящем из абсорбера чистом газе. Для десорбции поглощенных кислых газов используется обычная десорбция в стриппинг-колонне паром низкого давления; отрегенирированный раствор метанола снова подается на абсорбцию в контактор (абсорбер) процесса ИФПЕКС-2. Одноступенчатый процесс ИФПЕКС-1 прост и обеспечивает одновременно требуемые точки росы газа по влаге и углеводородам вплоть до -100 °С.
Показатели процесса были сопоставлены по общепринятым критериям одной промышленной компанией, которая недавно завершила три различных проекта осушки газа по принятым технологиям: установка осушки моноэти-ленгликолем до точки росы по влаге, равной -6,67 °С (20 °F) производительностью 2832 тыс. м3/сут (100 млн. куб. фут/сут); установка триэти-ленгликолевой осушки до точки росы -20,56 °С (-35 °F) производительностью 5946 тыс. м3/сут (210 млн. куб. фут/сут) и установка осушки молекулярными ситами до точки росы -51,1 °С (-60 °F) производительностью
424,5 тыс. м3/сут (15 млн. куб. фут/сут).
В каждом из трех случаев были использованы эквивалентные схемы ИФПЕКС-1 для реальных условий эксплуатации для сравнения капитальных вложений, массы оборудования и занимаемой площади (для случая оффшорного расположения). Показатели экономии капвложений относятся только к блоку осушки, исключая общее оборудование.
Проведенное во Французском институте нефти сравнение показывает, что ИФПЕКС-1 обеспечил бы экономию 155 тыс. долл. на капвложениях по сравнению с впрыском этиленгликоля; 500 тыс. долл. по сравнению с три-этиленгликолем (ТЭГ) и 420 тыс. долл. по сравнению с адсорбцией. Сравнение процесса ИФПЕКС-1 с другими процессами по массе оборудования показало, что он обеспечил бы экономию в 10 т по сравнению с процессом абсорбционной осушки с использованием МЭГ; 60 т по сравнению с процессом ТЭГ; 18 т по сравнению с адсорбционным методом с использованием цеолитов. По занимаемой площади ИФПЕКС-1 сэкономил бы 200 кв. футов (18,6 м2) по сравнению с ЭГ; 46,4 м2 по сравнению с ТЭГ и 27,9 м2 по сравнению с молекулярными ситами. Сопоставление по массе и площади морских установок в Северном море показано в табл. 8.47 для процесса ИФПЕКС-1 и установки осушки попутного газа производительностью 8495 тыс. м3/сут (300 млн. куб. фут/сут).
Сопоставление абсорбционной осушки газа и процесса ИФПЕКС-1 на примере месторождения в Северном море
| Системы процесса |
Традиционное исполнение | ИФПЕКС-1 | ||
|
Масса, т | Площадь, м2 | Масса, т | Площадь, м2 |
|
| Контактор (абсорбер) |
110 | 9,3 |
40 | 2,8 |
|
Регенератор | 30 |
18,6 | - |
- |
| Накопительная емкость | 20 |
23,2 | 5 |
- |
| Площадка химреагентов | 10 |
9,3 | 15 |
9,3 |
| Всего |
170 | 60,4 |
60 | 12,1 |
Как видно (см. табл. 8.47), экономия по массе составила бы 110 т и по площади 48,3 м3. Следующая из этих показателей экономия капитальных вложений составила бы 1,8 млн. долл.
В настоящее время в зарубежной литературе активно обсуждаются гликолевые установки осушки с их потенциальной эмиссией в атмосферу углеводородов, особенно в том, что касается вредных ароматических соединений, в частности бензола, толуола и ксилола. После вступления в силу в США Закона о чистом воздухе (U.S. Clean Air Act) сейчас много внимания уделяется выбросам углеводородов в воздух, особенно содержащих ароматические соединения, и, прежде всего, бензола. Концентрированные гликоли являются хорошо известными экстрагентами ароматических углеводородов. Здесь стоит отметить, что некоторые промышленные процессы экстракции арома-тики используют смеси гликолей для извлечения бензола, толуола и ксилолов из жидкостей и газов.
В то же время выбросы ароматических углеводородов принципиально исключаются самой схемой ИФПЕКС-1. Абсорбер (контактор) процесса ИФПЕКС-1 использует энергию входящего сырьевого влажного газа для отпарки метанола из водометанольного раствора, поступающего из холодильного процесса. Метанол, будучи более летучим, чем вода, полностью отпаривается в контакторе и поступает в холодильный процесс. Вода, отбираемая с низа абсорбера, не является паровой, как в обычном регенераторе гликоля. Следовательно, по самой идее процесса нет выбросов ни углеводородов, ни бензола в атмосферу.
Таким образом, предложенный Французским институтом нефти технологический процесс ИФПЕКС-1 имеет ряд преимуществ как при промысловой обработке конденсатсодержащих газов, так и при обработке тощих газов. В настоящее время в мире действует 15 установок, реализующих варианты процесса ИФПЕКСОЛ. При этом существенной новизной по сравнению с ранее достигнутым уровнем техники обладает только первая часть интегрированного процесса ИФПЕКСОЛ - процесс ИФПЕКС-1.
Теперь следует подчеркнуть абсолютную идентичность технологического процесса обработки природного газа по патенту РФ 1350447, разработанного ВНИИГАЗом и Уренгойгазпромом, технологическому процессу ИФПЕКС-1, предложенному несколько позже и независимо Французским институтом нефти. Чтобы в этом легко убедиться, достаточно сопоставить приведенные ранее схемы (см. рис. 8.41 и 8.44). Следовательно, все выводы и сравнения, выполненные Французским институтом нефти, в полной мере относятся и к низкотемпературным технологическим процессам с рециркуляцией летучих ингибиторов гидратообразования, разработанным отечественными специалистами.
Перейдем теперь к поиску и устранению некоторых недостатков технологии по патенту РФ 1350447 (разумеется, это же относится и к процессу ИФПЕКС-1).
Здесь принципиальным моментом представляется то, что и технология рециркуляции метанола применительно к существующим термобарическим режимам Уренгойского (а также Оренбургского и ряда других) ГКМ при температурах сепарации газа минус 20-25 °С и ниже все же не является полностью оптимальной. Более того, при понижении температурного уровня технологического процесса неоптимальность технологии несколько увеличивается.
Обсудим причину этой неоптимальности. Она связана с наличием некоторой “избыточной” концентрации метанола в ВМР в сепараторах на последней ступени сепарации (эффект проявляется при температуре сепарации ниже -15 °С) из-за значительной конденсации метанола из газовой фазы при низких температурах.
Этот эффект был специально проанализирован применительно к условиям Оренбургского ГКМ. Его наличие следует уже из того, что, как показывают соответствующие расчеты, в установках НТС (типа Уренгойских и Оренбургских) не требуется дополнительной подачи концентрированного (свежего) метанола перед дросселирующим устройством. Здесь участок “дроссель - низкотемпературный сепаратор” работает в режиме, названном режимом самоингибирования. Этот режим можно также назвать режимом ингибирования “испаренным” метанолом за счет его конденсации из газа в жидкую водную фазу.
Анализ показал, что эффект повышенной (или “избыточной”) концентрации метанола в ВМР в сепараторах последней ступени (по сравнению с минимально необходимой его концентрацией для предупреждения гидратов в низкотемпературном сепараторе) обусловлен вполне “объективными” причинами (а именно, конденсацией метанола из газовой фазы), а не “субъективными” факторами (т.е. перерасходом метанола по причине отсутствия надежных систем автоматического регулирования расхода ингибитора и/или из-за неквалифицированного обслуживающего персонала). Результаты проведенных расчетов показали, что эффект повышения концентрации метанола в ВМР становится менее выраженным с ростом температуры в низкотемпературном сепараторе и увеличением содержания воды в водогазоконденсатном потоке. Обнаруженный эффект достаточно наглядно проявляется при температуре сепарации газа ниже -20 °С. Более того, эффект избыточной концентрации метанола возрастает при переходе от традиционной технологии ингибирования метанолом к рециркуляционным технологиям. Это связано с некоторой осушкой газа в десорбере-сепараторе при обработке газа водным раствором метанола.
Дополнительные исследования эффекта повышенных концентраций метанола на последней ступени сепарации позволили предложить оригинальный технологический прием, для оптимизации расхода метанола на последней низкотемпературной ступени сепарации за счет создания условий для уменьшения (до минимально возможной) концентрации метанола в ВМР в низкотемпературных сепараторах.
Рассмотрим (рис. 8.46) низкотемпературный узел установки НТС, состоящий из рекуперативного теплообменника 1, дросселя 2 и низкотемпературного сепаратора 3. Перед теплообменником 1 предусматривается подача концентрированного метанола в таком количестве, чтобы поддерживать без-
Рис. 8.46. Схема оптимизации расхода метанола на последней ступени сепарации газа, предложенная В.А. Истоминым, А.Г. Бурмистровым, В.П. Лакеевым и В.Г. Квоном
гидратный режим теплообменника. При этом сепаратор 3 заведомо оказывается в безгидратном режиме и реализуется эффект избыточной концентрации метанола в ВМР. Предлагаемый способ оптимизации расхода метанола направлен на устранение этого технического противоречия, выявленного в ходе промысловых и расчетно-теоретических исследований. Устранение технического противоречия осуществляется разработанным во ВНИИГАЗе способом: определенную часть отработанного водного раствора метанола с последней ступени сепарации направляют в поток газа перед последней ступенью сепарации, т.е. перед теплообменником 1. Таким образом, часть отработанного ВМР возвращают в ту же точку, куда его первоначально ввели. И что особенно важно отметить - на рассматриваемом участке теплообменник - дроссель - низкотемпературный сепаратор нет стока жидкой фазы (помимо сепаратора). Такую технологическую схему ингибирования метанолом авторы назвали схемой с рециркуляцией ингибитора на последней ступени сепарации газа. Важно подчеркнуть, что в рамках существовавших до 1985-1987 гг. не вполне корректных методик расчета расхода ингибиторов гидратообразования подобное предложение представлялось имеющим негативный смысл. Данное обстоятельство подчеркивает, на взгляд авторов, не-тривиальность (и в какой-то мере - парадоксальность) предложенного технического решения. Суть его состоит в том, что доля отработанного метанола, направляемого снова перед теплообменником 1, подбирается таким образом, чтобы понизить концентрацию метанола в ВМР в сепараторе 3 до минимально возможного значения (еще отвечающей безгидратному режиму работы этого низкотемпературного сепаратора). При этом достигается положительный эффект: сокращается расход свежего концентрированного метанола
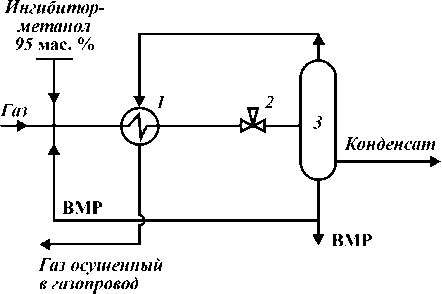
перед теплообменником.
По проведенным расчетам доля возвращаемого в цикл ВМР в зависимости от термобарических режимов изменяется в пределах 20-70 % от общего количества выделяющегося в низкотемпературном сепараторе ВМР, причем максимальная доля возвращаемого в цикл отработанного ВМР как раз и определяется из условия снижения концентрации метанола ВМР до минимально возможной. В рамках предлагаемой технологической схемы сокращение расхода концентрированного метанола происходит за счет участия ВМР в ингибировании теплообменника 1 и уменьшения потерь метанола с газом сепарации и нестабильным конденсатом.
Рассмотрим подробнее конкретную ситуацию, близкую к условиям работы установки НТС на УКПГ-1АВ Уренгойского ГКМ в начальный период ее эксплуатации. Пусть давление газа в технологической линии до штуцера составляет 13 МПа, в сепараторе 3-7,5 МПа, температура газа на входе в теплообменник 1 составляет 21-22 °С, на выходе - минус 5 °С, температура в сепараторе С-2 - минус 22 °С. В соответствии с условиями фазового равновесия валанжинский газ - водный раствор метанола - газовые гидраты концентрация метанола в водной фазе для предупреждения гидратообразования в теплообменнике 1 должна составить не менее 45 мас. %, а в сепараторе 3 - не менее 60 мас. %. Для упрощения ситуации в рассматриваемом методическом примере не будем учитывать растворимость метанола в нестабильном конденсате (учет растворимости метанола в нестабильном конденсате только усиливает положительный эффект от предлагаемого технологического приема, но несколько усложняет рассмотрение). Согласно выполненным расчетам, “безгидратный режим” теплообменника 1 достигается при закачке 1,33 кг концентрированного (95 мас. %) метанола на 1000 м3 газа. При этом концентрация метанола в ВМР, выделившемся в сепараторе 3, составит ~65 мас. %, а унос растворенного в газе сепарации метанола составит ~0,37 кг/1000 м3. Аналогичные расчеты выполнены и для условий возврата части ВМР из сепаратора 3 в цикл (табл. 8.48).
Концентрация метанола в ВМР в потоке газа перед дросселем во всех случаях составляет 45 мас. %.
Приведенные результаты расчетов свидетельствуют о том, что в данном конкретном случае максимально возможный процент возврата ВМР в цикл составляет ~50 %. При увеличении доли возвращаемого в цикл ВМР уже нельзя обеспечить безгидратный режим сепаратора 3 (см. табл. 8.48, последняя строка).
Таким образом, при доле возврата ВМР в цикл, равной ~50 %, расход концентрированного метанола сокращается на 25-30 % (по сравнению с традиционной технологией применения метанола). Если же учесть потери метанола с нестабильным конденсатом, то в рамках предлагаемой схемы расход концентрированного метанола перед теплообменником 1 в процентном отношении еще более сокращается. Это связано с тем, что растворимость метанола в нестабильном конденсате резко падает при уменьшении его концентрации в отработанном ВМР.
Следует отметить, что имеется и еще один фактор, который также положительно характеризует предлагаемую технологию. В реальных промысловых условиях при существующей технологии закачки метанола на УКПГ имеет место некоторый его перерасход по сравнению с расчетным значением из-за неравномерности распределения метанола по теплообменным трубкам теплообменника. Возврат части ВМР в цикл увеличивает количество цирку-
ТАБЛИЦА 8.48
Необходимый расход концентрированного метанола для обеспечения безгидратного режима теплообменника в зависимости от доли рециркулирующего раствора BMP
| Доля возвращения ВМР в цикл, мас. % | Требуемый расход концентрированного метанола перед теплообменником, кг/1000 м3 | Унос метанола с газом сепарации, кг/1000 м3 | Концентрация метанола в ВМР в сепараторе, мас. % |
| 0 | 1,33 |
0,37 | 65,3 |
| 20 | 1,23 |
0,35 | 63 |
| 47 | 1,05 |
0,33 | 60 |
|
70 | 0,92 |
0,31 | 57 |
лирующей жидкой водометаиольиой фазы, что способствует более эффективному предупреждению гидратообразования в теплообменнике. Следовательно, в рамках предлагаемой технологии фактически не требуется задавать “запас” по расходу метанола (по сравнению с теоретическим количеством).
Таким образом, предлагаемая технологическая схема (см. рис. 8.46) использования метанола на последней (низкотемпературной) ступени сепарации позволяет сократить расход концентрированного метанола и снизить его “безвозвратные” потери (с газом сепарации и нестабильным конденсатом). Данная технологическая схема применима не только для условий подготовки валанжинского газа на Уренгойском ГКМ, но и для других установок ТНС с температурой сепарации ниже минус 15-20 °С. Принципиальное отличие этого способа от рассмотренных состоит в том, что отработанный водный раствор метанола выделяют и перераспределяют не только на одной и той же технологической линии, но и на одной и той же (низкотемпературной) ступени сепарации.
Анализируя рассмотренные выше технологические схемы (см. рис. 8.41 и 8.46), представляется весьма естественным, что для полной оптимизации расхода метанола на УНТС в рамках технологической линии целесообразно сочетание этих технологических схем. Подобный синтез этих способов и представлен в изобретении по патенту РФ 16066827 (рис. 8.47).
Цель этого изобретения - повышение эффективности низкотемпературного процесса подготовки газа.
Поставленная цель достигается тем, что в известном способе, включающем ступенчатую сепарацию, охлаждение газового потока между ступенями сепарации, введение в поток газа концентрированного метанола - ингибитора гидратообразования, выведение из сепаратора жидкости, разделение ее на углеводородную и водометанольную фазы, выделившуюся на последней ступени сепарации водную фазу (представляющую собой 50-80 мас. % раствор метанола) разделяют на две части, одну из которых в количестве от /4 до 2/3 направляют в поток газа перед последней ступенью сепарации, а другую - в поток газа перед одной из предыдущих ступеней сепарации. Схема ступенчатой сепарации газа системы подготовки газа к дальнему транспорту по предлагаемому способу (см. рис. 8.47) включает первичный сепаратор 1, рекуперативный теплообменник 2, промежуточный сепаратор 3, рекуперативный теплообменник 4, связанный через штуцер 5 с сепаратором 6, который трубопроводом 7 через теплообменники 4 и 2 связан с магистральным трубопроводом. Кроме того, сепаратор 6 имеет трубопровод 8 для вывода углеводородной жидкости (конденсата) и трубопровод 9 для вывода и после-
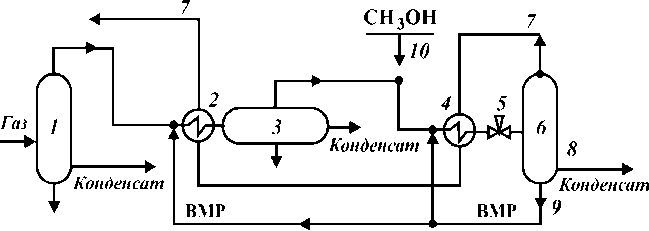
дующего перепуска водной фазы - отработанного водного раствора метанола - в поток газа перед рекуперативными теплообменниками 4 и 2. Для предупреждения гидратообразования в системе подготовки газа перед рекуперативным теплообменником 4 предусмотрен ввод в поток газа концентрированного метанола по трубопроводу 10.
Способ осуществляется следующим образом. Углеводородный газ с температурой 10-40 °С и давлением 8-14 МПа проходит ступенчатую сепарацию и поступает в низкотемпературную часть системы подготовки газа в рекуперативный теплообменник 4, где он охлаждается до 5 - минус 10 °С; дросселируется на штуцере 5 до давления 7-8 МПа и температуры минус 15-30 °С и поступает в сепаратор 6, где от него отделяется водная (водный раствор метанола) и углеводородная (конденсат) фазы. Отсепари-рованный сухой газ по трубопроводу 7 противотоком направляют через рекуперативные теплообменники 4 и 2 в магистральный газопровод 7, а углеводородную жидкость из сепаратора 6 - в конденсатопровод 8. Ингибитор гидратообразования - концентрированный метанол (92-98 мас. %) вводят по трубопроводу 10 в систему перед рекуперативным теплообменником 4. Выделившуюся в сепараторе 6 водную фазу, представляющую собой раствор метанола концентрацией 50-80 мас. %, частично (от */3 до 2/3 частей от общего количества раствора метанола в сепараторе 6) возвращают по трубопроводу 9 в поток газа перед теплообменником 4, а оставшуюся часть направляют в поток газа на одну из предыдущих ступеней сепаратора (например, перед теплообменником 2).
Возможность повышения эффективности процесса и сокращения расхода концентрированного метанола по предлагаемому способу связана и с тем, что в традиционном способе при обеспечении безгидратного режима работы теплообменника 4 в выделившейся водной фазе в сепараторе 6 имеет место избыточная (см. обсуждение выше) концентрация метанола (по сравнению с минимально необходимой для предупреждения гидратов). Это дает возможность частично возвратить отработанный метанол в цикл, что приводит к уменьшению расхода концентрированного метанола на технологический процесс и снижению концентрации отработанного метанола в сепараторе 6, в результате чего уменьшаются и потери метанола, растворенного в газе, поступающем в магистральный газопровод.
Следовательно, часть отработанного ВМР подается в поток газа перед последней ступенью сепарации для того, чтобы скомпенсировать избыточную концентрацию метанола в низкотемпературном сепараторе, а оставшаяся часть ВМР поступает на одну из предыдущих ступеней сепарации с целью насыщения газовой фазы летучим ингибитором гидратообразования - метанолом - и тем самым сокращения расхода концентрированного (исходного) метанола и улучшения качества подготовки газа.
Предложенный способ проверен авторами для промысловых условий, характерных на УКПГ Уренгойского ГКМ. Проведено сравнение традиционного варианта ингибирования с предлагаемыми способами (А, Б, В, Г). Результаты расчетов следующие:
Способ.................................... Известный А Б В Г
Расход концентрированного метанола, кг/1000 м3 газа..................................1,5 1 0,7 1,2 Нестабильный режим; гидраты
в сепараторе 6 (см. рис. 8.47)
По способу А /4 часть ВМР направляем перед последней ступенью сепарации, 3/4 части ВМР - на предыдущую ступень. По способу Б /2 часть
ВМР направляем перед последней ступенью сепарации и /2 часть ВМР -на предыдущую ступень. По способу В 2/3 части ВМР направляем перед последней ступенью сепарации и /3 часть ВМР - на предыдущую ступень. По способу Г 4/5 части ВМР направляем перед последней ступенью сепарации.
В исследованном термобарическом режиме (входное давление 12 МПа, входная температура 35 °С, температура сепарации -25 °С, давление
7,5 МПа) вариант Б обеспечивает практически оптимальный расход концентрированного метанола (0,7 кг/1000 м3 газа), что более чем в два раза ниже, чем расход метанола по известному способу. Кроме того, согласно расчетам, концентрация отработанного ВМР в сепараторе 6 (см. рис. 8.47) снизилась с 75 до 65 %, что привело к уменьшению потерь метанола (в парообразной форме) с газом сепарации на 15 %. Уменьшаются также потери метанола, растворенного в нестабильном конденсате.
Детальный расчетный анализ термобарических режимов работы установок низкотемпературной сепарации газа показал, что оптимальная доля ВМР, направляемого в поток газа перед последней ступенью сепарации, изменяется от */4 до 2/3 при варьировании температуры сепарации газа от -10 до -40 °С (этот диапазон фактически охватывает режимы всех существующих и проектируемых установок НТС).
По предлагаемому способу расход концентрированного метанола на технологический процесс сокращается в 1,5-2 раза, потери метанола с потоком осушенного газа уменьшаются на 10-20 %, а потери метанола с нестабильным конденсатом - на 5-10 %. Кроме того, улучшается качество подготовки газа. При практической реализации предлагаемого способа существенных капитальных затрат не требуется, а эксплуатационные затраты уменьшаются в полтора-два раза.
Рассмотренная технология оптимального использования метанола с двумя контурами рециркуляции метанола была внедрена на УКПГ-8В Уренгойского ГКМ. Основная идея реализации данной технологии состоит в подаче перед теплообменником Т-2 (см. рис. 8.37) водного раствора метанола оптимальной концентрации, которая получается в узле смешивания концентрированного метанола и части отработанного ВМР из низкотемпературного сепаратора С-2 (а остальная часть ВМР подается в поток газа перед теплообменником Т-1).
Был проведен детальный расчетный анализ технологии оптимального использования метанола по патенту РФ 1606827 с одной точкой подачи концентрированного метанола (перед теплообменником Т-1 либо перед теплообменником Т-2) и с двумя точками подачи свежего концентрированного метанола (перед каждым теплообменником Т-1 и Т-2), а также разработано соответствующее программное обеспечение. Проведенное расчетно-теоретическое исследование позволило более четко сформулировать требования к системам автоматического регулирования расхода метанола при рециркуляционных технологиях его распределения на установках низкотемпературной обработки газа.
Технологическая схема рециркуляции метанола со специальным десор-бером-сепаратором для отпарки метанола из ВМР реализована на УКПГ-1В Ямбургского месторождения и УКПГ-2В Уренгойского месторождения. Подобные технологические схемы включены в проекты обустройства ряда новых газовых и газоконденсатных месторождений Крайнего Севера (СевероУренгойского, Ен-Яхинского, Песцового и др.). В настоящее время использование рециркуляционных технологических схем по патентам РФ 1350447 и 1606827 и их модификаций фактически становится неотъемлемым элементом технологического проектирования систем обустройства северных месторождений.
В данном разделе в целом были рассмотрены общие методические аспекты низкотемпературных технологических схем с контурами рециркуляции летучих ингибиторов гидратообразования, технико-экономические и экологические показатели которых существенно превосходят технологии предшествующего поколения. Руководящей идеей в этих новых технологиях является идея десорбции летучего антигидратного реагента-абсорбента непосредственно за счет эксергии газового потока. В дальнейшем подобная идея, безусловно, найдет широкое применение при создании не только энергоресурсосберегающих, но и экологически чистых технологий добычи газа. Так, процесс отпарки метанола из ВМР газовыми потоками будет использован в разнообразных технологиях утилизации сбросных вод, содержащих низкие концентрации метанола. Это направление исследований сейчас активно развивается во ВНИИГАЗе и Уренгойгазпроме (разработан пакет оригинальных технических решений и предложений на уровне изобретений и рационализаторских предложений).
ВОЗМОЖНОСТИ ПРИМЕНЕНИЯ НИЗКОТЕМПЕРАТУРНЫХ ПРОЦЕССОВ ПРИ ПРОМЫСЛОВОЙ ОБРАБОТКЕ ПРИРОДНЫ1Х ГАЗОВ С МАЛЫМ СОДЕРЖАНИЕМ ТЯЖЕЛЫХ УГЛЕВОДОРОДОВ
Как уже отмечалось (см. раздел 8.2), при проектировании систем промысловой обработки тощих газов, когда требуется только их осушка, а задача извлечения тяжелых углеводородов вообще не ставится, традиционно конкурируют между собой абсорбционный и адсорбционный технологические процессы. В разделе 8.2 показано, что в настоящее время перспективны варианты абсорбционной технологии, приводящие к осушке газа при низких температурах контакта. Основной недостаток абсорбционной технологии - попадание в газотранспортную систему в некотором количестве мелкодисперсного гликоля. Кроме того, не всегда исключается возможность конденсации тяжелых углеводородов на головных участках газотранспортных систем. В то же время и адсорбционная технология осушки также имеет ряд недостатков применительно к условиям Крайнего Севера, обсуждение которых здесь не приводится.
Что касается низкотемпературных процессов (на температурном уровне -20 °С и ниже), то в качестве возможных вариантов подготовки тощих газов они обычно не рассматривались вовсе, поскольку пластовое давление в залежах с низким конденсатным фактором, как правило, не превышает 1315 МПа. Поэтому практически отсутствует достаточный запас давления в залежи, способный обеспечить реализацию низкотемпературного способа обработки газа на длительный период с использованием расширения газа в качестве холодопроизводящего процесса. Следовательно, применение низкотемпературных технологий для тощих газов из самых общих соображений представлялось не вполне оправданным, поскольку для природных газов с малым конденсатным фактором специально не ставится задача извлечения тяжелых углеводородов, а поддержание работоспособности технологии в течение длительного времени при стабильном термобарическом режиме в концевом сепараторе требует дополнительных как капитальных (ДКС в “голове” технологического процесса), так и эксплуатационных (энергетических) затрат.
Между тем, анализируя различные варианты осушки природного газа применительно к месторождениям п-ова Ямал и учитывая специфику этих месторождений (расположенных в северной зоне распространения многолетнемерзлых пород (ММП) - зоне чрезвычайной чувствительности природной среды к геотехногенным воздействиям), специалисты ВНИИГАЗа и ЮЖНИИГипрогаза пришли к выводу о необходимости использования для этих месторождений промысловых технологий высокой степени надежности и, в частности, соблюдения очень жесткого требования: полностью однофазного транспорта газа на головных участках газотранспортных систем (ГТС), да еще с учетом экстремальных термобарических режимов эксплуатации (минимально возможная температура газа в ГТС до -17 °С). Оставляя в стороне явно дискуссионный характер этого положения, отметим, что требование полностью “сухого” газопровода заведомо исключает из рассмотрения абсорбционные технологии осушки (из-за некоторого уноса мелкодисперсных гликолей в газотранспортную систему). При такой гиперболизированной постановке вопроса, априори “дисквалифицировавшей” абсорбционные методы, оказалось целесообразным проанализировать более детально перспективы реализации низкотемпературных процессов осушки тощих газов и сравнить их технико-экономические показатели с адсорбционным методом.
Работа в этом направлении привела к довольно интересным вариантам низкотемпературных технологий осушки тощих газов, которые оказались не только технологичными, но вполне конкурентоспособными (хотя явное предпочтение до того отдавалось адсорбционным технологиям). Основным моментом здесь является обязательное использование в технологической схеме детандер-компрессорного агрегата (напомним, что в отечественной газовой промышленности турбодетандерные технологии пока что не отличаются надежностью). Причем наиболее логичной представляется низкотемпературная технология при таком конденсатном факторе, когда извлечение тяжелых углеводородов уже целесообразно, но не ставится во главу угла ступень их извлечения (основной целью остается обеспечение требования отраслевого стандарта по качеству товарного газа и “сухости” головного участка магистрального газопровода).
Важнейшим элементом низкотемпературных методов осушки природного газа с низким конденсатным фактором является использование летучих ингибиторов гидратообразования с их рециркуляцией и саморегенерацией. Более того, с теоретической точки зрения рассматриваемые ниже технологические схемы можно трактовать как некоторую конкретизацию общего низкотемпературного процесса промысловой подготовки газа с рециркуляцией летучего ингибитора гидратообразования по патенту РФ 1350447 (см. раздел 8.3.3). Конкретизация же этой общей технологии состоит в использовании детандер-компрессорной схемы охлаждения газа и подборе режимных параметров, учитывающих особенности транспорта осушенного газа на головном участке МГ.
Основная идея обеспечения “сухости” головного участка газопровода в рамках низкотемпературной технологии состоит в том, что допускается некоторый фиксированный унос сконденсировавшейся жидкости из концевого сепаратора, но при этом термодинамический режим концевой сепарации подбирается таким образом, чтобы имело место не только обратное испарение унесенной мелкодисперсной жидкой фазы (углеводородного конденсата и ингибитора гидратообразования) в рекуперативных теплообменниках, но и гарантировалось отсутствие конденсации жидкости (в том числе и ретроградной конденсации углеводородного конденсата) непосредственно в магистральном газопроводе с учетом довольно жесткого термобарического режима эксплуатации его головного участка.
Таким образом, представленное ниже обсуждение низкотемпературных процессов промысловой обработки тощих газов предполагает наличие:
серийных детандер-компрессорных агрегатов повышенной степени надежности, желательно отечественного производства;
низкотемпературных сепараторов нового поколения с пониженными (и стабильными в течение длительного времени) номинальными уносами жидкой фазы;
аппаратурного оформления рециркуляционных схем ингибирования установки летучими ингибиторами гидратообразования - десорберов отдувки ингибитора (варианты десорберов разработаны в АО ЦКБН по техническим предложениям ВНИИГАЗа);
надежных аппаратов воздушного охлаждения, работающих на сыром газе. Разработка соответствующих аппаратов, как неоднократно отмечалось, -приоритетная задача технической политики ОАО “Газпром”, которая должна быть успешно решена в ближайшие годы. В настоящее время не просматривается принципиальных трудностей при их решении: имеющиеся трудности - в основном финансового и организационно-технического характера.
ВНИИГАЗ детально проработал три возможных варианта низкотемпературных технологических схем, отличающихся термобарическими условиями в низкотемпературном сепараторе:
при давлении в концевом сепараторе, превышающем давление на входе в головной участок магистрального газопровода (—7,7 МПа при номинальном давлении в газопроводе 7,5 МПа), - технология “высокого” давления;
при давлении в сепараторе в диапазоне 5,5-6,3 МПа, т.е. ниже давления на входе в головной участок МГ, - технология “среднего” давления; при давлении в пределах 3-5 МПа - технология “низкого” давления. Особенность разработанных технологических схем состоит в том, что технология осушки газа более тесно увязывается с термобарическими режимами эксплуатации головного участка газотранспортной системы и требованием обеспечения однофазного транспорта осушенного газа. При этом не выдвигается каких-либо чрезмерно высоких требований к эффективности турбохолодильной техники и теплообменного оборудования. Данные технологические схемы предназначены главным образом при конденсатном факторе, не превышающем несколько граммов на кубический метр газа. Однако они остаются принципиально работоспособными и при наличии большего количества конденсата в природном газе (скажем, при конденсатном факторе в диапазоне 3-20 г/м3) - в этом случае их можно называть промысловой модификацией технологии НТС при относительно низком пластовом давлении с ДКС в “голове” технологического процесса практически с начала эксплуатации месторождения. Однако авторы стараются избегать для рассматриваемых ниже низкотемпературных процессов термина НТС, поскольку обсуждаются технологии для конденсатного фактора, стремящегося к нулю.
Технологическая схема по варианту высокого давления показана на рис. 8.48. В этой схеме при снижении пластового давления для поддержания давления на уровне —10 МПа в “голове” технологического процесса предусматривается ДКС. В технологии используется детандер-компрессорный агрегат, причем сырой газ проходит сначала компрессор, далее охлаждается в АВО и рекуперативном теплообменнике газ-газ, после чего газ расширяется на турбодетандере и поступает в низкотемпературный сепаратор. В концевом низкотемпературном сепараторе предполагается давление газа, несколько превышающее максимальное давление в МГ. Основной недостаток этой технологии - остается принципиальная возможность выпадения ретроградного конденсата при снижении давления в нем до 5-5,5 МПа для предполагаемых температурных условий в МГ. Однако количество жидкой фазы в транспортируемом по МГ товарном газе все-таки резко уменьшается по сравнению с абсорбционными технологиями. Таким образом, у технологии высокого давления имеется вполне определенная сфера применимости на северных месторождениях, но она не полностью отвечает требованию “сухости” МГ для условий Бованенковского и других месторождений п-ова Ямал.
Рассматривался также вариант технологии “низкого” давления в концевом сепараторе (в диапазоне ~3-5 МПа), в которой полностью снимается проблема ретроградной конденсации тяжелых углеводородов в МГ. Эта технология отвечает требованию полностью “сухого” МГ, но она оказалась неэкономичной по капитальным и эксплуатационным затратам, поскольку приходится оснащать газодобывающий комплекс двумя компрессорными станциями (до и после УКПГ).
Наиболее предпочтительной оказалась технология “среднего” давления, принципиальная технологическая схема которой дана на рис. 8.49. Здесь
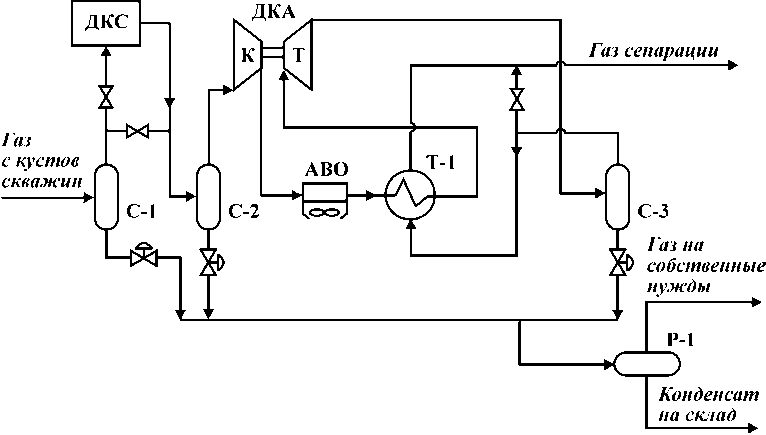
Рис. 8.48. Принципиальная технологическая схема “высокого” давления промысловой обработки
“тощих” газов:
С-1, С-2, С-3 - сепараторы; Т-1 - теплообменник; Р-1 - разделитель; ДКС - нагнетатель; ДКА - детандер-компрессорный агрегат; К - компрессор; Т - турбодетандер; АВО - аппарат
воздушного охлаждения
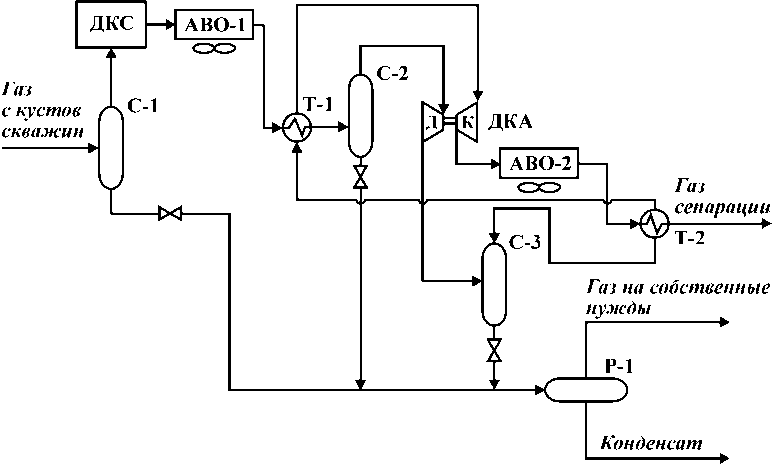
Рис. 8.49. Принципиальная технологическая схема “среднего” давления промысловой подготовки “тощих” газов (схема ингибирования метанолом не показана):
С-1, С-2, С-3 - сепараторы; Т-1, Т-2 - теплообменники газ-газ; Р-1 - трехфазный разделитель; ДКС - нагнетатель; ДКА - детандер-компрессорный агрегат; Д - детандер; К - компрессор; АВО-1, АВО-2 - аппараты воздушного охлаждения
после первичного сепаратора С-1 предусматривается ДКС для поддержания входного давления на УКПГ в требуемом диапазоне, далее сырой газ последовательно проходит рекуперативный теплообменник Т-1 типа газ - газ, сепаратор С-2, расширяется в детандере и направляется в низкотемпературный сепаратор С-3 (давление в котором поддерживается в диапазоне 5,56,3 МПа), затем осушенный газ проходит теплообменник Т-2 и компримиру-ется до необходимого давления, несколько превышающего давление в МГ. Интересно сравнить эту схему со стандартной технологией НТС с детандер-компрессорным агрегатом (см. рис. 8.31). Как нетрудно видеть, каких-либо различий по формальным признакам между схемами, по существу, не имеется. Но имеются значительные отличия в термобарических режимах из-за различий в характерных пластовых давлениях и технологических целях, поставленных перед этими схемами. Разумеется, в технологии среднего давления с тремя сепараторами (см. рис. 8.49) должно предусматриваться предупреждение гидратообразования метанолом с его рециркуляцией по схеме, представленной на рис. 8.41 (полезно также детально сравнить рис. 8.49 и рис. 8.41).
Приведем исходные данные и основные параметры процесса “среднего” давления применительно к проектируемой УКПГ-1 Бованенковского ГКМ по данным расчетно-технологического моделирования, выполненного во ВНИИГАЗе А.Н. Кубановым.
1. Температура товарного газа на выходе из УКПГ должна быть -2 °С (зимой) и -7 °С (летом), причем в самый жаркий период (средняя продолжительность которого не более 15-20 дней) допустимо поддерживать более высокую температуру газа около -2 °С. При этом наихудшие условия в МГ с точки зрения выпадения жидкой фазы из осушенного газа составляют -17 °С при давлении 5,3 МПа (в расчетах термобарических режимов работы головного участка МГ учитывается дросселирование газа, которое и приводит к столь низким температурам в МГ).
2. Зимний период характеризуется температурой газа после АВО-1 ниже 15 °С, а летний - от 15 до 30 °С.
3. Давление газа на выходе из УКПГ в зимний период должно составить около 7,5 МПа, а в летний - 7,1 МПа. Меньшее давление в летний период объясняется снижением объемов добычи газа и соответствующим изменением термодинамического режима эксплуатации головного участка МГ.
4. При проведении расчетных исследований по обоснованию технологии также были заданы:
состав пластового газа, средняя молекулярная масса стабильного конденсата (С5+в), фракционный состав конденсата и изменение его потенциального содержания в пластовом газе по годам (для Бованенковского месторождения принимают потенциальное содержание конденсата в среднем
0,65 г/м3 с максимальным возможным значением - до 3,2 г/м3), рабочие давления на входе в УКПГ по годам, гидравлические потери в аппаратах;
модели теплообменного оборудования как АВО, так и теплообменников (для теплообменников задают теплопередающую поверхность и номинальное значение коэффициента теплопередачи). Например, для теплообменника газ - газ производительностью по трубному и затрубному потоку до 10 млн. м3/сут (что соответствует производительности каждой технологической линии на Бованенковском УКПГ) теплопередающая поверхность должна составлять 1370 м2, а номинальное значение коэффициента теплопередачи при полной загрузке аппарата по обоим потокам 250 Вт/(м2-К). Имеющиеся модели АВО гораздо менее надежны, и поэтому по опыту работы АВО можно полагать, что они, по крайней мере, обеспечивают разность между температурой газа после АВО и температурой окружающего воздуха порядка
10 °С;
коэффициенты полезного действия турбохолодильной техники (КПД детандера 0,7-0,8, а КПД компрессора ДКА - 0,7), допустимые степени расширения газа в турбине (1,5-2 раза) и сжатия в компрессоре (1,2-1,3), КПД компрессора в ДКС (примерно 0,8);
модели уноса мелкодисперсной жидкой фазы из концевого низкотемпературного сепаратора (по перспективным разработкам ЦКБН максимальный унос не будет превышать 2 мг/м3).
Проведенные расчеты позволяли, прежде всего, выделить область термобарических параметров в концевом сепараторе, обеспечивающих однофазный транспорт газа в МГ без конденсации ВМР и тяжелых углеводородов. На рис. 8.50 эта область заштрихована для заданного значения капельного уноса из концевого сепаратора, равного 2 мг/м3. Характерный ее параболический вид обусловлен тем, что на левой ветви превалирует конденсация ВМР, а на правой ветви - конденсация тяжелых углеводородов.
Далее с учетом области выделенных параметров однофазного транспорта газа были определены энергетически наиболее рациональные режимы эксплуатации проектируемой установки среднего давления и при этом обеспечивающие сформулированные выше жесткие требования к качеству подготовки газа.
В зимний период - давление в концевом сепараторе 6,3 МПа, температура минус 30-35 °С, а в летний период осуществляется плавный переход на
Рис. 8.50. Область термобарических параметров в низкотемпературном сепараторе установки подготовки газа, обеспечивающем однофазный транспорт осушенного газа на головном участке МГ для апт-сеноманских залежей Бованенковского месторождения
режим пониженных давлений (5,6 МПа) и повышенных температур (до 22 °С).
-15
-20
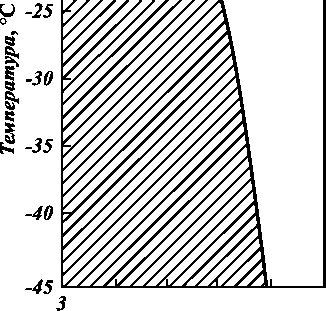
4 5 6 7
Давление, МПа
В течение холодного периода давление нагнетания на ДКС должно составлять 9,5-10 МПа, в переходный период (примерно два теплых месяца в году) давление должно увеличиваться до
11 МПа, а в короткий период максимально высоких температур - возрастать до
11,5 МПа.
Анализируя предложенную оригинальную технологию низкотемпературной обработки тощих газов с использованием концепции “среднего” давления, необходимо отметить ее потенциальные недостатки и дискуссионные моменты.
1. В рассматриваемой технологии критичным является значение максимально допустимого уноса из низкотемпературных сепараторов, например, при увеличении допустимого уноса от 2 до 5 мг/м3 область термобарических параметров для однофазного транспорта резко сужается. Это приведет к требованию более низкого давления в концевом сепараторе (—4,5—5 МПа) и соответственно к резкому ухудшению технико-экономических показателей процесса (технология “среднего” давления начинает приближаться по показателям к технологии “низкого” давления, которая, как отмечено выше, оказалась неэффективной). Поэтому наличие новых типов низкотемпературных сепараторов малого уноса номинальной производительности по газу 10 млн. м3/сут представляется обязательным. В то же время как важный положительный момент следует отметить, что технология, по существу, некритична по содержанию конденсата в тощем пластовом газе.
2. По мнению авторов, излишне оптимистически оценен эффект влияния растворенного в газе метанола на снижение температуры начала конденсации тяжелых углеводородов (эффект депрессии точки росы из-за метанола оценен в 5-10 °С, что представляется явно завышенным).
3. Не рассмотрены более оптимальные для данной технологии летучие ингибиторы гидратообразования (например, этиловый и изопропиловый спирты). Эксплуатационные затраты, связанные с потерями метанола, представляются чрезмерно высокими (даже с учетом рециркуляционных схем применения метанола). С этим можно до некоторой степени мириться в технологиях низкотемпературной обработки жирных газов, но для низкотемпературных технологий обработки тощих газов целесообразно искать другие решения.
4. Технология “среднего” давления основывается на дискуссионном положении абсолютной “сухости” головного участка МГ и излишне жесткими, на взгляд авторов, требованиями к температурному режиму товарного газа на входе в МГ. Целесообразно разработать реальные критерии по допустимому содержанию капельной жидкости на входе в головной участок МГ. При этом головной участок МГ, включая и входные сепараторы головной КС, следует рассматривать как вполне “естественное” продолжение УКПГ (под началом магистрального транспорта газа целесообразно понимать точку сдачи газа газотранспортному предприятию после входных сепараторов головной КС).
Из представленного краткого рассмотрения низкотемпературных процессов промысловой подготовки тощих газов можно сделать вывод относительно их принципиальной реализуемости при технико-экономических показателях, конкурентоспособных с адсорбционными и абсорбционными методами осушки газа. В связи с отсрочкой освоения газоконденсатных месторождений п-ова Ямал, на взгляд авторов, необходимо заново проанализировать имеющиеся проектные решения и найти наиболее оптимальные варианты. При этом предстоит разработать “компромиссную”, технологически обоснованную концепцию качества подготовки газа, включающую значение допустимой конденсации жидкой фазы на головном участке, требования к температуре газа и гидродинамическим режимам течения, гарантированно обеспечивающим вынос жидкости из газопровода с качественной сепарацией во входных сепараторах КС. Для тощих газов месторождений п-ова Ямал альтернативной технологией промысловой обработки газа может оказаться схема с “газодинамическими” сепараторами (если таковые устройства удастся разработать в приемлемые сроки).
ОПЫТ И ПЕРСПЕКТИВЫ ПРИМЕНЕНИЯ ЭЖЕКТОРНЫХ ГАЗОДИНАМИЧЕСКИХ УСТРОЙСТВ НА СЕВЕРНЫХ МЕСТОРОЖДЕНИЯХ
Газовые эжекторы - разновидность струйных аппаратов - используются в самых разнообразных областях техники: авиационной, судостроительной, химической, энергетической, нефтегазовой и т.д. Широкий диапазон их применения обусловливается простотой конструкции, относительно низкой стоимостью изготовления (в сравнении с механическими компрессорами), возможностью совмещения в одном аппарате различных процессов, высокой надежностью в эксплуатации и рядом других положительных моментов. Использование эжекционных струйных течений жидкостей и газов позволяет интенсифицировать процессы теплообмена, массообмена, очистки газов от мехпримесей и капельной жидкости, смешения и эмульгирования.
Аппараты, в которых осуществляются указанные процессы, просты по конструкции и в изготовлении, обладают высокой степенью агрегатирования с другим технологическим оборудованием. Кроме того, современные конструкции аппаратов с эжекционными струйными течениями жидкостей и газов достаточно экономичны (КПД изотермического сжатия газа в жидкостногазовых эжекторах составляет 40-45 %, КПД адиабатического сжатия газа в газоструйных эжекторах достигает 35 %). Использование струйных аппаратов в системах сбора, подготовки и переработки нефтяных газов и газов дегазации конденсата позволяет создавать простые технологические установки, совмещающие в пределах одного аппарата несколько технологических процессов, например:
абсорбции и сжатия газов;
смешения, сжатия и глубокого охлаждения потоков газов, жидкостей или их смесей;
вакуумирования и охлаждения;
очистки газов от мехпримесей и охлаждения.
Многолетний опыт использования эжекторов различных конструкций на Уренгойском месторождении дает возможность подвести некоторые итоги и наметить пути возможного дальнейшего развития и расширения областей применения эжекторной техники на северных газовых и газоконденсатных месторождениях. Следует особо подчеркнуть, что цикл работ по внедрению эжекторной техники на Уренгое был выполнен при непосредственном участии ведущих специалистов ВНИИГАЗа - И.Н. Царева и В.Т. Харитонова, являвшихся пионерами в применении струйных технологий в газовой промышленности.
Первые попытки использования эжекторной техники на Уренгойском месторождении относятся еще к 1980 г., когда на технологической нитке № 12 УКПГ-1 сеноманской залежи были смонтированы три газовых эжектора ЭГ-1 конструкции ВНИИГАЗа, доставленные с Вуктыльского месторождения. Эти эжекторы были применены для утилизации газов разгазирования нестабильного конденсата опытной установки получения дизтоплива (т.е. до освоения газоконденсатных залежей на Уренгойском месторождении). Режим работы упомянутых эжекторов оказался недостаточно устойчивым. Это было связано с малым перепадом давлений на входе и выходе эжектора, причем поток газа высокого давления не разгонялся до скорости звука (число Маха не превышало 0,8). Постепенное снижение входного давления на УКПГ-1 привело к прекращению эжектирования низконапорного газа, в связи с чем эжекторы ЭГ-1 были демонтированы. Опыт первого применения эжекторов показал, что для обеспечения продолжительной и устойчивой их работы необходимо располагать значительным свободным перепадом давлений. Кроме того, наличие значительного свободного перепада давления (когда струя высоконапорного газа разгоняется до сверхзвуковых скоростей) позволяет применить для расчета проточной части эжекторов достаточно хорошо разработанную методику расчета так называемых эжекторов больших перепадов.
Следующий этап освоения эжекторной техники на Уренгое - внедрение эжекторов ЭГ-9 на валанжинской УКПГ-2В, также конструкции ВНИИГАЗа. Их внедрение было вызвано острой необходимостью решения проблемы утилизации газов разгазирования и деэтанизации конденсата, поступающего на Уренгойский завод по переработке газового конденсата (ЗПГК). Уренгойский ЗПГК территориально располагается в непосредственной близости с УКПГ-2В. Из-за отставания строительства и ввода ДКС ЗПГК газы дегазации и деэтанизации конденсата временно сжигались на факелах, снижая экономические показатели работы ЗПГК и ухудшая экологическую обстановку в районе г. Новый Уренгой.
Эжекторы ЭГ-9 были установлены взамен дросселирующих устройств на технологических линиях установки низкотемпературной сепарации газа УКПГ-2В. На начальном этапе внедрения схемы эжектирования потоков газа низкого давления с завода возникли трудности с подбором геометрии проточной части эжекторов ЭГ-9, смонтированных на шести технологических нитках УКПГ-2В. Ретроспективно анализируя причины этих трудностей, сейчас их можно отчасти объяснить недостатками несколько устаревшей “Инженерной методики расчета сверхзвуковых оптимальных эжекторов”, разработанной ВНИИГАЗом в основном в 60-70-е годы с использованием таблиц газодинамических функций идеального газа и дополненной впоследствии эмпирическими правилами, позволяющими до некоторой степени учесть отклонения термодинамических свойств реального природного газа от идеального. Неучет в должной мере реальных свойств природного газа привел к существенному отличию фактических параметров работы эжекторов от расчетных (по степени сжатия и давлению смеси - порядка 6 %, по геометрическим размерам проточной части - до 10 %, по расходу высоконапорного газа - на 17-20 %).
Указанные трудности были преодолены в основном опытным путем. Пуск в работу эжекторов ЭГ-9 на УКПГ-2В позволил ежесуточно возвращать в основной поток от 300 до 700 тыс. м3/сут газа дегазации. Впоследствии, по мере увеличения объема переработки конденсата заводом, объем газа, эжек-тируемого по этой схеме, превышал 1 млн. м3/сут. Так, за 1986 г. было эжектировано 409 млн. м3 (—1,1 млн. м3/сут). Газ деэтанизации завода, до пуска компрессорной станции сжигаемый на факеле, после пуска ДКС завода стал компримироваться в две ступени и направляться в газопровод. Слабым звеном здесь оказалась двухступенчатая схема компримирования газа на заводе: она не отличалась высокой надежностью из-за частых поломок поршневых компрессоров МК-8, трудностей с запчастями и отсутствия резерва. Кроме того, постепенное сокращение фонда действующих скважин по УКПГ-2В существенно снизило возможности по эжектированию газа дегазации конденсата, поступающего с ЗПГК. Эти обстоятельства привели к необходимости совершенствования технологической схемы эжектирования.
Усовершенствованная схема эжектирования газов дегазации и деэтанизации ЗПГК была пущена в работу в октябре 1989 г. Изменение технологии заключалось в том, что газы разгазирования и газ деэтанизации объединялись и общим потоком подавались на прием первой ступени ДКС. Затем, пройдя последовательно АВО ДКС первой ступени и АВО второй ступени сжатия, смесь газов направлялась непосредственно на прием эжекторов ЭГ-9 УКПГ-2В, минуя вторую ступень сжатия. Таким образом, из технологической схемы удалось исключить вторую ступень компримирования ДКС завода, тем самым (за счет появления резерва) существенно повысив надежность работы первой ступени компримирования. За счет повышения давления в линии всасывания эжекторов их производительность существенно возросла и составила ~4 млн. м3/сут. Следует отметить надежность и стабильность работы эжекторов в рамках указанной технологии и отсутствие необходимости их технического обслуживания в течение многих лет. Только за три первых года использования (1990-1992 гг.) данной схемой было утилизировано 3650 млн. м3 газа. Впоследствии, в связи с уменьшением объема обрабатываемого на ЗПГК конденсата, количество газа эжекции несколько снизилось и в настоящее время составляет около 800 млн. м3 газа в год. С 1997 г. по этой же схеме утилизируется часть нефтяного газа, поступающего с нефтепромысла.
К недостаткам реализованной технологической схемы эжектирования можно отнести некоторое повышение температуры НТС в теплое время года (при отключении АВО ДКС). Для ослабления этого негативного эффекта специалистами Уренгойгазпрома было предложено включить в технологию узел предварительного охлаждения эжектируемого газа потоком нестабильного конденсата из низкотемпературных сепараторов УКПГ-2В. Такая модифицированная технология была пущена в работу в 1995 г. и показала свою эффективность.
Важнейшим направлением применения эжекторной техники на Уренгойском месторождении было внедрение процесса частичного разгазирования нестабильного конденсата непосредственно на валанжинских УКПГ (на установках НТС).
Растворенный в нестабильном конденсате газ, выделяясь по трассе межпромыслового конденсатопровода, приводит к двухфазному транспорту нестабильного конденсата, пульсациям и существенно нарушает стабильность конденсатопровода. Рост перепада давлений по конденсатопроводу ведет к ограничению добычи газа и конденсата по УКПГ. Пуск эжекторов на валанжинских УКПГ позволил разгрузить конденсатопроводы от балластного газа и стабилизировать режим их работы, снизить давление сепарации низкотемпературной ступени, приблизив его к давлению максимальной конденсации, и несколько понизить температуру НТС (как следствие - повысить удельный выход нестабильного конденсата), а также снизить нагрузку на первую ступень ДКС ЗПГК. В соответствии с этой технологической схемой весь конденсат из разделителей первой и второй ступеней УКПГ собирается в один коллектор и направляется в буферный разделитель (разделитель третьей степени), давление в котором поддерживается на минимальном уровне, но достаточном для транспортировки конденсата по конденсатопроводу. Выделившийся в буферном разделителе газ направляется на эжектор, разгазированный конденсат - в межпромысловый конденсатопро-вод. Анализ и оптимизация работы продуктопроводов нестабильного конденсата на Уренгойском месторождении впоследствии и позволили специалистам ВНИИГАЗа при проектировании новых промысловых установок акцентировать внимание на целесообразности транспортирования нестабильного конденсата в однофазном состоянии, а также включать эжекторы в технологию на стадии проектирования обустройства газоконденсатных месторождений.
В апреле 1988 г. указанная технологическая схема была пущена в эксплуатацию на УКПГ-5В, в феврале 1989 г. - на УКПГ-8В, в марте 1991 г. -на УКПГ-1АВ. При внедрении схемы на УКПГ-1АВ отмечались некоторые трудности с выбором давления дегазации конденсата в разделителе третьей ступени. Дело в том, что загрузка по сырью ЗПГК регулируется изменением степени открытия клапана на приеме нестабильного конденсата с УКПГ-1АВ. По этой причине наблюдались значительные колебания давления на узле замера конденсата УКПГ-1АВ (1 МПа за смену и более). Для максимального увеличения степени разгазирования конденсата на УКПГ-1АВ была внедрена схема автоматического регулирования давления дегазации в зависимости от уровня конденсата в буферном разделителе. В результате независимо от давления в конденсатопроводе расход газа эжекции автоматически поддерживается на максимально возможном для данного давления уровне. Тем самым максимально снижается поступление растворенного газа в конденсатопровод и максимально уменьшается нагрузка ДКС завода.
Всего же начиная с 1988 г. на УКПГ-5В, 8В и 1АВ было эжектировано более 4 млрд. м3 газа. Следовательно, на эту же величину было уменьшено количество газа, дожимаемое ДКС завода.
Помимо эжектирования газов дегазации нестабильного конденсата в Уренгойском газопромысловом управлении эжекторы используются для эжектирования газа дегазации метанольной воды. В 1990 г. на УКПГ-8В была пущена в работу система двухступенчатой дегазации метанольной воды с возвратом газа дегазации первой ступени в основной поток эжектором ЭГ-9. Если ранее насыщенная газом при давлении ~7 МПа метанольная вода разгазировалась в парке метанола через дыхательные клапаны, увеличивая потери газа и загрязняя окружающую среду, то в настоящее время газ дегазации первой ступени забирается эжектором при давлении примерно 3 МПа. Более того, если ранее в парке метанола непрерывно накапливался конденсат, попадающий туда с метанольной водой, и освобождение парка метанола от конденсата являлось достаточно трудоемкой задачей, то в реализованной схеме этот конденсат поступает на эжектор. Кроме того, конденсат, поступающий в дренаж с разделителей, также направляется на эжектор, где распыляется сверхзвуковым потоком высоконапорного газа. В результате этого за счет сорбции в потоке увеличивается удельный выход нестабильного конденсата по технологической нитке, а также снимается проблема откачки дренажных емкостей, таким образом, уменьшается загрязнение окружающей среды.
С вовлечением в разработку нефтяных оторочек на Уренгойском ГКНМ возникла проблема утилизации нефтяных газов низкого давления. Одним из возможных путей решения данной проблемы могло стать освоение процесса многоступенчатого эжектирования низконапорного газа с использованием двухступенчатых эжекторов ЭД-1 конструкции ВНИИГАЗа. Подобная схема в течение ряда лет внедрялась на УКПГ-5В. В соответствии с первоначальным проектом нефтяной газ по трубопроводу диаметром 273 мм направлялся на прием эжектора предварительного сжатия. В качестве высоконапорного газа в эжектор предварительного сжатия направлялся газ выветривания из четырех разделителей первой ступени давлением 7,5 МПа. Дожатый до давления 1,2-1,5 МПа газ распределялся на четыре двухступенчатых эжектора ЭД-1, дожимался до давления 7,5 МПа и направлялся в межпромысловый газопровод. В ходе работ по пуску системы эжектирования первоначальная схема неоднократно видоизменялась. В самого начала из схемы был исключен один из эжекторов ЭД-1 в связи с тем, что на технологической нитке № 3, где планировалось его установить, ранее уже был смонтирован эжектор ЭГ-9 для эжектирования газа разгазирования нестабильного конденсата. Следующим изменением схемы была замена эжектора предварительного сжатия ЭГ-1 на эжектор ЭГ-9, при этом эжектор ЭГ-1 устанавливался в качестве дополнительного к действующему эжектору ЭГ-9. При следующем изменении схемы было предложено использовать в качестве эжектора предварительного сжатия эжектор ЭД-1. Все эти изменения были связаны со значительными затратами средств и существенно усложняли схему эжектирования, при этом какого-либо ощутимого улучшения параметров ее работы отмечено не было. Основная причина - неудачная конструкция эжекторов типа ЭД-1 и низкое качество изготовления деталей проточной части эжектора. В частности, недопустимо был увеличен угол раскрытия диффузора, неверно выбран диаметр камеры смешения второй ступени. Негативное влияние оказали сварочные швы, выступающие внутрь изделия, недостаточное сечение для прохода газа эжекции к первой ступени эжектирования и ряд других.
ВНИИГАЗом предпринимались определенные попытки доработать конструкцию двухступенчатого эжектора, однако разряжения ниже 2,9 МПа достичь не удалось. Тем не менее был накоплен опыт проектирования двухступенчатых эжекторов, который впоследствии привел к более удачным разработкам (см. ниже).
В связи с полученными не вполне позитивными результатами значительные надежды по эжектированию нефтяного газа возлагались на оригинальный многоступенчатый многосопловой эжектор ЭММ-1 конструкции В.Т. Харитонова, смонтированный на технологической нитке № 4 УКПГ-5В. В ходе испытания на воздухе восьмиступенчатого эжектора ЭММ-1, проведенного в ЦАГИ, степень сжатия при достаточно малых коэффициентах эжекции превышала 125, а при закрытой задвижке на линии газа низкого давления достигала 140. Таким образом, при испытаниях на воздухе были получены рекордные показатели, тогда как для эжектирования нефтяного газа вполне достаточно было бы и коэффициента эжекции, равного 20. Однако, несмотря на длительный этап доводок, многочисленные изменения геометрических размеров проточной части и варьирование распределения потока высоконапорного газа по ступеням эжектирования, достичь разряжения в линии низконапорного газа ниже 0,9 МПа так и не удалось. Объясняется это, по всей вероятности, несовершенством методики расчета многоступенчатых эжекторов, недостаточным учетом реальных свойств природного газа и, как главный фактор, наличием жидкой фазы (углеводородного конденсата) в потоке газа, поступающего в эжектор. Совершенствование методик расчета многоступенчатых эжекторов больших перепадов с учетом реальных свойств природных газов и двухфазности потоков как высоконапорного, так и низконапорного газа требует последовательной и более глубокой теоретической проработки. Начальный этап такой проработки представлен в следующем разделе 8.3.6, где изложена теория обобщенных показателей адиабаты реального газа.
Далее на УКПГ-2В в 1992 г. была смонтирована и пущена в работу схема двухступенчатого эжектирования попутного нефтяного газа. В качестве эжектора предварительного сжатия использовался эжектор ЭГ-9, на выходе из которого нефтяной газ смешивался с газами дегазации и деэтанизации конденсата, поступающими с ДКС ЗПГК, и общим потоком направлялся на прием четырех эжекторов ЭГ-9 технологических ниток УКПГ-2В. В связи с тем, что количество поступающего нефтяного газа существенно превысило расчетное, давление на выкиде компрессоров первой ступени сжатия ДКС ЗПГК заметно выросло. Это привело к увеличению объема газа деэтанизации, сжигаемого на факеле ЗПГК. Кроме того, после пуска в работу системы двухступенчатого эжектирования нефтяного газа значительно повысилась температура НТС на технологических нитках УКПГ-2В. По этим причинам работа системы двухступенчатого эжектирования нефтяного газа на УКПГ-2В была остановлена.
В июле 1996 г. на УКПГ-2В были проведены опытно-промышленные испытания принципиально нового поколения эжекторов - эжектора Э-548 конструкции ВНИИГАЗа, изготовленного на Воронежском механическом заводе. Достигнутый в ходе проведения испытаний коэффициент восстановления полного давления смеси, равный 0,96, превышает соответствующий показатель ранее применявшихся на Уренгойском месторождении эжекторов, свидетельствует о совершенстве газодинамической схемы эжектора и высоком техническом качестве его изготовления. В конструкцию эжектора Э-548 ВНИИГАЗом заложены новые принципы, позволяющие существенно упростить и облегчить процесс его доводки и замены элементов проточной части. В эжекторах новой серии при замене деталей проточной части отсутствует необходимость отсоединения подводящих и отводящих трубопроводов высоконапорного и низконапорного газов, а также демонтажа корпуса эжектора.
Одной из целей проведения испытаний была проверка степени сходимости расчетных и фактических показателей работы эжекторов новой серии перед поставкой их по контракту во Вьетнам для эжектирования нефтяного газа, получаемого при дегазации нефти, добываемой с морских платформ. В ходе проведенных испытаний и доводки эжектора Э-548 были получены хорошие результаты сходимости уточненных расчетных формул с фактическими параметрами работы эжектора Э-548.
Опытный эжектор ЭГ-2 подобного же класса, разработанный фирмой “Талион” (НПО “Энергомаш”), был испытан на Ямбургском месторождении (УКПГ-1В). Данный эжектор является комбинированным устройством, допускающим одно- и двухступенчатую его сборку. Эксплуатационные характеристики эжектора ЭГ-2: уменьшенные габариты (в два раза по сравнению с ЭГ-9), удобство сборки и разборки эжектора, номинальная производительность до 5 млн. м3/сут, степень сжатия 2-2,5, коэффициент эжекции 0,06
0,07, давление высоконапорного газа - 9-12 МПа, давление разряжения -1,4-1,5 МПа (в одноступенчатой сборке) и 5,5 МПа (в двухступенчатой сборке). В двухступенчатой сборке эжекторы ЭГ-2 принципиально позволяют утилизировать газ низкого давления до давления 2-2,5 МПа.
В связи с включением в технологическую схему НТА на УКПГ-1В Ямбургского месторождения новых эжекторов ВНИИГАЗ и Ямбурггаздобыча провели анализ трех вариантов работы эжекторов и турбодетандеров:
в зимнее время эжекторный автономный вариант с выключенным из работы турбодетандером;
в летнее время - турбодетандерный вариант;
режим параллельной работы турбодетандера и эжектора с применением эжекторов новых типов.
Анализ показал, что в летнее время года при примерно равном распределении потока газа между турбодетандером и сверхзвуковым эжектором ЭГ-2 обеспечивается температура смеси газов после эжектора от -20 до -25 °С. Таким образом, режим работы установки НТА поддерживается на приемлемом уровне в летнее время, и при этом обеспечивается утилизация газов дегазации.
Базируясь на опыте применения эжекторов Э-548 и ЭГ-2, ВНИИГАЗ разработал конструкторскую документацию на нормальный ряд одно- и двухступенчатых эжекторов нового поколения, отличающихся большей эффективностью, пониженными габаритами и удобной в эксплуатации конструкцией (при замене сопла и камеры смешения не требуется расстыковка фланцевых соединений на линиях низко- и высоконапорного газов). Эжекторы новых типов предназначены для применения на вновь проектируемых установках подготовки конденсатсодержащего газа, а также на ПХГ.
Значительный опыт, накопленный на Уренгойском промысле в результате многолетней эксплуатации эжекторов, позволяет специалистам Урен-гойгазпрома конструировать и изготавливать эжекторные устройства собственных разработок. Так, в 1991 г. в УГПУ был сконструирован и изготовлен малогабаритный эжектор для эжектирования газов дегазации конденсата опытной установки получения дизельного топлива. В качестве корпуса эжектора был использован корпус задвижки ЗМС1 -100/210 от фонтанной арматуры. Внедрение этого эжектора позволило возвращать в основной поток 13 тыс. м3 газа разгазирования в сутки с начальным давлением 1,7 МПа.
Следующим этапом расширения сферы применения газовых эжекторов на Уренгойском месторождении было изготовление малогабаритного газового эжектора конструкции Уренгойгазпрома для монтажа в обвязке скважины с целью интенсификации добычи продукции низконапорной скважины за счет энергии высоконапорной скважины того же куста газовых скважин.
Актуальность применения кустовых эжекторных устройств вызвана следующими причинами.
1. С вступлением газоконденсатного месторождения в завершающую стадию разработки существенным образом обостряются проблемы, связанные с накоплением жидкости на забоях эксплуатационных скважин. Закономерное снижение дебитов скважин по мере падения пластового давления, увеличение поступления воды с газом ведут к тому, что скорость газа у башмака НКТ падает ниже значения, при котором обеспечивается вынос жидкости (газового конденсата и пластовой воды) с забоя и происходит так называемое самоглушение скважины.
2. Кустовая схема размещения скважин, принятая в качестве типового решения на северных месторождениях, проводит к ряду негативных последствий. В этом случае существенно затруднен дистанционный контроль за параметрами работы отдельных скважин куста, подключенных к общему газосборному коллектору. При кустовом размещении скважин дебит каждой скважины куста определяется давлением в общем газосборном коллекторе. При этом из-за различий в добывных возможностях скважин одного куста и составе добываемой продукции (наличие-отсутствие пластовой воды) отдельные скважины куста зачастую уже не способны работать в общий ГСК при существующем в нем давлении. Так называемые низкодебитные скважины периодически останавливаются из-за скопления жидкости (газовый конденсат и пластовая вода) на забое и гидратных пробок в НКТ. Пуск в работу остановившейся скважины связан со значительными трудозатратами и привлечением спецтехники. Отработка скважины на факел куста для вывода на режим сопровождается определенным загрязнением окружающей среды.
3. Подобная проблема актуальна не только для кустов газоконденсатных скважин, но и для кустов скважин, разрабатывающих залежи тощих газов. Тем более, что в настоящее время превалирует тенденция проектирования значительного количества скважин в кустах (в ряде случаев - более двадцати), пробуренных на разные эксплуатационные объекты.
Насколько сейчас остра эта проблема для Уренгойского месторождения, можно осознать, сопоставив некоторые цифры. В настоящее время 28,5 % от общего эксплуатационного фонда валанжинских скважин простаивает: 11,5 % простаивающих скважин находятся в подземном или капитальном ремонте,
42,5 % - в ожидании подземного или капитального ремонта. Еще 10,5 % простаивающих скважин - низкодебитные, ожидающие перевода в графу “ожидание капремонта”, 26,5 % - скважины, не способные работать в шлейф самостоятельно (т.е. ожидающие завершения проведения подземного или капитального ремонта другой скважины куста), и низкодебитные скважины, по которым уже проведены работы по интенсификации притока, водоизоля-ции и т.п., которые однако не способны работать в общий газосборный коллектор и простаивают в ожидании принятия более кардинальных технических решений (например, в ожидании строительства низконапорной сети сбора валанжинского газа, подключения ДКС).
Варианты использования эжекторов для пуска в работу простаивающих низкодебитных скважин рассматривались и ранее, однако внедрение данной технологии сдерживалось из-за следующих факторов:
отсутствия средств на проведение масштабных переобвязок кустов газовых скважин;
отсутствия эжекторов, пригодных для монтажа и работы в обвязке куста газовых скважин;
отсутствия согласованных с генпроектировщиком схем изменения проектной обвязки кустов газовых скважин.
Например, активно применяемые на Уренгойском месторождении эжекторы ЭГ-9 ни по расходу высоконапорного газа (1-10 млн. м3/сут), ни по предельным значениям рабочего давления и температуры (^шах = 16 МПа, rmin = -30 °с) не были пригодны для монтажа в обвязке куста валанжинских газовых скважин.
Отмеченные проблемы принципиально решены специалистами Уренгой-газпрома. Была предложена конструкция малогабаритного газового эжектора, специально разработанного для монтажа в обвязке куста валанжинских газовых скважин. Корпусом эжектора служит стандартный тройник 2-80x80, сталь марки 09Г2С (рр = 32 МПа, Tmin = -60 °C), габариты и масса которого позволяют монтировать его в обвязке куста без забивки дополнительных свай под опоры. Малые размеры и простота конструкции проточной части эжектора позволяют изготовить его в условиях ремонтных мастерских газопромыслового предприятия. По схеме установки эжектора было предложено монтировать эжектор в обвязке высоконапорной скважины на месте существующего тройника подключения факельной линии куста. Такое размещение эжектора позволило отказаться от проведения каких-либо дополнительных переобвязок трубопроводов куста газовых скважин и тем самым существенно уменьшить затраты на внедрение. Схема эжектирования пускается в работу простым переключением низконапорной скважины в факельный коллектор и открытием факельной задвижки в обвязке высоконапорной скважины.
Для проведения эксперимента по эжекторной интенсификации притока была выбрана длительно простаивающая низкодебитная скважина одного из кустов УКПГ-8В. В качестве высоконапорной скважины выбрана высокоде-битная скважина того же куста. Промысловые испытания показали высокую эффективность рассматриваемой технологии.
В настоящее время Уренгойским филиалом ВНИПИГаздобычи согласованы рабочие чертежи узлов эжекции по всем кустам валанжинских скважин, на которых происходит добуривание скважин первого объекта эксплуатации. При этом в обвязку куста проектным институтом заложен дополнительный коллектор диаметром 114 мм для сбора газа низконапорных скважин куста. Использование указанного коллектора позволяет также значительно расширить диапазон исследований скважин на газоконденсатность, проводимых без выпуска газа в атмосферу. Генпроектировщиком также согласована предложенная специалистами Уренгойгазпрома схема подключения передвижного исследовательского газосепаратора, газ из которого не сжигается на факеле куста, а поступает в коллектор эжектирования и далее через устьевые эжекторы направляется на УКПГ.
Ранее авторы так подробно остановились на этапах применения эжекторной техники на Уренгойском ГКМ для того чтобы проиллюстрировать на этом неординарном примере, какие подчас совершенно неожиданные трудности приходится преодолевать разработчикам новой техники при внедрении и доведении ее до оптимальных технологических показателей.
Многолетний опыт использования эжекторов позволяет наметить пути возможного расширения областей применения эжекторной техники в ПО
Уренгойгазпром. Выделим в качестве наиболее перспективных следующие направления использования эжекторной техники.
1. Увеличение добычи нефти из малодебитных скважин. Могут быть рассмотрены устройства, монтируемые как на устье скважины, так и в составе подземного скважинного оборудования. При этом в качестве активного потока может использоваться как газ, так и нефть.
2. Сокращение потерь газов дегазации нефти и газов стабилизации конденсата. В частности, могут быть рассмотрены жидкостно-газовые эжекторы либо насосно-эжекторные установки.
3. Создание устройств для циклических воздействий на пласт с целью интенсификации притока пластового флюида к забою и приобщения к работе ранее не дренировавшихся пропластков. При этом необходимо учитывать опыт, накопленный в других производственных объединениях при внедрении сходных устройств. Так, в ПО Нижневартовскнефтегаз средний прирост дебита на одну скважино-операцию при воздействии на призабойную зону пластов мгновенными циклическими депрессиями-репрессиями, создаваемыми с помощью струйных насосов, составил 14,6 т/сут.
4. Освоение скважин (постепенное понижение плотности столба жидкости в скважине путем замены ее пеной при вызове притока жидкости и газа при помощи эжекторов).
5. Промывка (очистка) призабойной зоны поглощающих (нагнетательных) скважин.
6. Создание эжекторных устройств для интенсификации массообменных процессов (сорбции в потоке) на валанжинских УКПГ.
7. Создание принципиально новых газодинамических эжекторов-сепараторов, позволяющих использовать холод незаторможенного сверхзвукового потока для увеличения выхода нестабильного конденсата.
8. Бескомпрессорная аэрация промышленных и хозяйственных стоков при помощи водовоздушных эжекторов.
9. Откачка воды из заглубленных емкостей, колодцев, приямков, из приустьевых воронок скважин, кранов МПК и т.д. при помощи газоводяных или пароводяных эжекторов.
В настоящее время комплекс указанных вопросов разрабатывается в Уренгойгазпроме при участии ВНИИГАЗа. Разработка нового поколения газодинамических устройств несколько сдерживается отсутствием надежных методик расчета струйной техники с двухфазными активным и пассивным потоками природного газа.
Особое значение сейчас приобретает оптимизация работы кустов газовых и газоконденсатных скважин с использованием малогабаритных устьевых эжекторных устройств - регуляторов работы кустов скважин. Разработка нормального ряда подобных устройств, которые можно назвать эжекторными регуляторами, с указанием сферы их применения позволит по-новому поставить вопросы разработки многопластовых месторождений, оптимизируя в определенной степени потери пластовой эксергии на устьях скважин. Имеется в виду активное применение подобных регуляторов с самого начала освоения месторождения. Образно говоря, кустовые эжекторные регуляторы - это именно те устройства, которые позволяют увязать разработку продуктивных горизонтов многопластовых месторождений с наземными системами обустройства и создают предпосылки для оптимизации единой системы пласт - кусты скважин - коллекторы - установка промысловой подготовки газа.
ТЕРМОДИНАМИЧЕСКИЕ ОСНОВЫ СОВЕРШЕНСТВОВАНИЯ ИНЖЕНЕРНЫХ МЕТОДИК РАСЧЕТА ГАЗОДИНАМИЧЕСКИХ УСТРОЙСТВ
Как уже отмечалось, надежность инженерных методик расчета газодинамических устройств может приводить к неоптимальным технологическим решениям. Проведенный авторами анализ проблемы показал, что имеются некоторые чисто “внутренние причины” для этого - недостаточно полный анализ понятия показателя изоэнтропы (адиабаты) реального газа. Термодинамическое рассмотрение данного вопроса выполнено в серии работ. Ниже кратко воспроизводятся результаты этих методических работ, поскольку их использование во многих практически интересных случаях позволяет разработать инженерные методы расчета газодинамических устройств повышенного класса точности.
Исходя из общих термодинамических соображений, было показано, что традиционное определение показателя адиабаты (или изоэнтропы) k для реального газа представляется в теоретическом смысле неполным, а в практическом отношении совершенно недостаточным. Более целесообразно ввести в рассмотрение тройку взаимосвязанных (названных каноническими) показателей изоэнтропы k, е, 6 в соответствии с определениями:
k = v(ifc.') ; pfil'l ; 6-1 = -V(*L) , (8.26)
где p, V, T - соответственно давление, удельный объем и температура, а производные берутся при постоянной энтропии S. Особенность определения показателей k, е, 6 по (8.26) состоит в том, что при переходе от идеального к реальному газу остается инвариантной форма записи уравнений адиабаты Пуассона (в области изменения переменных p, V, T, когда эти показатели можно считать мало меняющимися):
pVk « const; TE/pel « const; TV8-1 « const. (8.27)
Одновременное рассмотрение сразу трех взаимосвязанных показателей адиабаты реального газа (вместо только одного показателя: k либо реже е) и дало возможность конструктивно завершить термодинамический анализ определений и соотношений для показателей адиабаты. При этом были подробно рассмотрены взаимосвязи между каноническими показателями и получены удобные термодинамические формулы с целью возможности практического использования этих новых показателей.
Взаимосвязь между каноническими показателями адиабаты определяется следующим соотношением:
k
(г- 1)
Анализируя зависимости указанных показателей от давления и температуры для метана и ряда других практически важных газов, можно сформулировать следующие выводы:
при фиксированной температуре с возрастанием давления показатели k и 6 увеличиваются, тогда как показатель е сначала несколько возрастает проходя через максимум, затем достаточно быстро уменьшается и, наконец, при дальнейшем повышении давления начинает снова незначительно возрастать, так что в области очень высоких давлений (при р > (9+10)^кр кривая е = е(р) проходит через пологий минимум;
качественные изменения в поведении показателей адиабаты имеют место при переходе через область максимумов теплоемкостей (Ср и CV) газовой фазы - в этой области параметров р, Т показатели k и 6 начинают более резко возрастать, а показатель е проходит через пологий максимум и затем довольно быстро убывает;
диапазон изменения k оказывается существенно большим, чем е и 6, в то же время с ростом приведенной температуры скорость изменения всех показателей как функций давления уменьшается;
однако в области слабой неидеальности газовой фазы (при р < ркр и коэффициенте сжимаемости 2 > 0,7+0,75) показатель k меняется незначительно (всего на несколько процентов от среднего значения, причем k меняется даже меньше, чем е и 6); разумеется, в подобных случаях можно эффективно применять традиционный показатель k (что на практике и делается), однако уже при умеренной неидеальности газовой фазы k начинает меняться весьма заметно, тогда как показатели е и 6 все еще изменяются слабо.
В целом из проведенного численного анализа можно сделать вывод о том, что эффективное использование традиционного показателя адиабаты k возможно лишь в области слабой неидеальности газовой фазы, в то же время уже при умеренной неидеальности газовой фазы целесообразно применять в инженерных термодинамических расчетах наряду с показателем k также более новые и относительно мало меняющиеся показатели е и 6.
С тем, чтобы конкретизировать заключения относительно сферы применимости показателей е и 6, целесообразно детально исследовать их поведение вдоль изоэнтроп (линий постоянной энтропии). Из рассмотрения проведенных расчетов можно заключить, что в практически интересной области температур и давлений (р < 25 МПа, 240 K < Т < 350 K) показатели адиабаты е и 6 меняются вдоль изоэнтроп в пределах «5 % от средних значений, в том же диапазоне параметров р и Т показатель k изменяется существенно больше. Аналогичная качественная картина изменения канонических показателей адиабаты имеет место не только для многоатомных (природных газов), но и для одноатомных (инертных) и двухатомных (азот, воздух) газов. В этой ситуации представляется весьма естественным разработать систему приближенных термогазодинамических соотношений для изоэнтропных процессов и течений неидеального газа, используя осредненные показатели е и 6 и при этом пытаясь добиться максимально возможной аналогии с известными соотношениями для идеального газа.
Для обоснования и реализации такого предложения прежде всего необходимо получить систему приближенных термогазодинамических соотношений изоэнтропных процессов и течений реального газа с использованием не только традиционного показателя k, но и показателей е, 6. При этом естественно учесть возможности осреднения мало меняющихся показателей е и 6, а также пытаться добиться максимально прозрачной аналогии с хорошо известными соотношениями газодинамики одномерного течения идеального газа.
Для получения соответствующих соотношений термогазодинамики реального газа необходимо прежде всего выразить изменения внутренней энергии и энтальпии через мало меняющиеся в изоэнтропных процессах показатели в и 6. Были получены соответствующие выражения для частных производных удельных энтальпии и энергии:
H = zR(-U, (8.28)
дТ ) s \е- 1/ \дТ ) s VS- 1/
где z - коэффициент сжимаемости газа в уравнении состояния газа pV = = zRT; R - удельная газовая постоянная, причем ее значение зависит от состава газовой фазы и задается для каждого газа (газовой смеси). С целью получения формул приращений энтальпии и внутренней энергии на изоэнт-ропах выражения (8.28) следует проинтегрировать. Учитывая, что показатели е и 6 мало меняются на изоэнтропах, соотношения (8.28) могут быть приближенно проинтегрированы следующим образом:
ДЯ = Rff-^] dT = R^zi —i— (Ti+1 - T) = Rz—^— (T2 - T,); (8.29)
причем во многих случаях в качестве средних значений е, 6 и Z можно
брать их средние арифметические, т.е. е = (et + е2)/2, 6 = (6( + 62)/2, Z = (zt + z2)/2. Целесообразно сравнить приближенные соотношения для изменений энтальпии и энергии реального газа с подобными же отношениями для идеального газа:
ДЯ = R —— (T2 - T); AU = R—-— (T2 - T). (8.31)
kид - 1 -ид - 1
Видно, что интересующая авторов аналогия, по существу, полностью достигнута именно благодаря применению нетрадиционных показателей адиабаты е и 6. В то же время и при использовании традиционного показателя адиабаты k могут быть получены аналоги формул (8.31) для реального газа:
ДЯ = R^-^ (T2z2 - T,z,); AU = R=^ (T2z2 - Tizi). (8.32)
k - l k - l
Забегая несколько вперед, отметим, что приближенные соотношения типа (8.32) вполне работоспособны (при правильном осреднении показателя k), однако они менее точны, чем соотношения (8.29) и (8.30).
Повторяя теперь порядок вывода стандартных формул одномерной газодинамики идеального газа и используя вместо соотношений (8.31) формулы типа (8.29), (8.30) и (8.32), несложно вывести и соотношения термогазодинамики реального газа. При этом можно получать как по существу точные соотношения (разбивая зону интегрирования на требуемое количество участков), так и эффективные приближенные соотношения (при осреднении значений е, 6 и z вдоль всего термодинамического процесса), причем последние (приближенные) соотношения оказываются вполне аналогичными известным соотношениям газодинамики идеального газа.
Также важно подчеркнуть, что показатели е и 6 (если, например, они заданы как функции температуры и давления) вместе с коэффициентом сжимаемости z полностью характеризуют реальный газ. Поэтому с исполь-
зованием этих показателей (строго говоря, с использованием любых двух из тройки канонических показателей k, е, 6 и какого-либо независимого от них термодинамического коэффициента, скажем, одного из безразмерных термических коэффициентов) можно записать уравнения энергии и движения для неизотермического течения природного газа в пластах (в призабойной зоне пласта), трубах и разнообразных газодинамических устройствах. Подобная “переформулировка” известных уравнений и соотношений оказывается полезной, поскольку расширяются возможности их приближенного интегрирования, а в ряде случаев могут быть получены достаточно простые и удобные инженерные формулы повышенного класса точности.
В табл. 8.49 дана сводка основных соотношений термогазодинамики изо-энтропных процессов реального газа. Как было отмечено, вывод этих соотношений несложен: он основан на определениях соответствующих величин и приближенном интегрировании формул для частных производных удельных энтальпии и внутренней энергии, выраженных через канонические показатели изоэнтропы. Следует подчеркнуть, что табл. 8.49 дает полную аналогию с соответствующими соотношениями термогазодинамики идеального газа.
Дадим некоторые самые необходимые пояснения к табл. 8.49. Единицы измерения входящих в таблицу величин: р - МПа; Т - K; V - м3/кг; H, U - кДж/кг; S, CV, Cp, R - кДж/(кг-К); W, a - м/с; уравнение состояния газа pV = zRT (значение удельной газовой постоянной R определяется для каждого газа, например, для метана R = 0,517 281 кДж/(кг-К)). Индекс “0” относится к параметрам заторможенного потока, индекс “*” - к критическому сечению (где в потоке газа достигается скорость звука), М - безразмерное число Маха. Черта над безразмерным параметром и / или показателем означает среднее значение этой величины в рассматриваемом процессе. Как уже отмечалось, существенный момент здесь состоит в том, что для показателей адиабаты е и 6 в качестве средних величин в большинстве практически интересных случаев достаточно использовать их средние арифметические значения, тогда как осреднение более сильно меняющегося показателя k, по-видимому, лучше проводить по формуле
k = , (8.33)
Ё- 1
с тем чтобы для средних величин k, е , 6 сохранялось то же соотношение, что и для исходных показателей k, е, 6. Здесь еще хотелось бы обратить внимание на особую простоту приведенных в табл. 8.49 приближенных соотношений, в которых “задействован” и традиционный показатель адиабаты k, однако вид этих соотношений несколько отличается от “интуитивно” предполагаемого.
Переход от формул (см. табл. 8.49) к соотношениям термогазодинамики идеального газа при сохранении условия, что kTO является функцией температуры (а не постоянной величиной, как обычно полагается), осуществляется путем следующих формальных подстановок:
1 ^ 1, 1, 1, z ^ 1, ё = 6 = k ^ km, k ^ km.
Если же показатель адиабаты идеального газа kTO принять не зависящим от температуры, т.е. положить km = kTO, то это приводит к дополнительным упрощениям, и в итоге, естественно, приходим к известным соотношениям
ТАБЛИЦА 8.49 Основные соотношения термогазодинамики реального газа
V I dT
Изоэнтропы
S- 1 =
p \ dV
Схема усреднения
показателей изоэнтропы (адиабаты)
— (e^ + e 2); — (61 + 6 2)
dT_ T \ dp
Схема усреднения
вспомогательных
параметров
2 = — f(z)sdT ~ — (zt + 22); AT ¦> 10 2 1 2
I- 1
P2 = PiV /V2); P2 - Pi(T2/T,)-1; T2 - T,(p2/p,) г ;
Конечные давления и температуры в
изоэнтропном процессе
Термодинамическая скорость звука
Изменение энтальпии в изоэнтропном процессе
T2 - Tj(V(/V2)8-1
a = kpV - ^Je^pV -
; a - JkzRT - V er|2RT - J^2R
T
AH - R f dT - R2 —-—
(T2 - T() - R2 ~
Tl) - R2k^ ~ Tl) ;
Скорость истечения
W - 2R2
k - 1 ^ Tlzl
Rz
R2 'Q .
- R f( -2—1 dT
- R-(T2 - T.) ~ R _ (T2 - T.) -
(T2 - T.)
'U-1/ s S-1 (e- 1)л k -1
Изменение внутренней энергии в изоэнтропном процессе
AU -
4U - Rjr’ (-J-.) d(T 2) - «b?Wb>.
T2
S k - 1
AU - AH - R2’Q(T2 - T() - AH - R(T222 - T^)
Критические параметры потока: температура Т„ давление р„ удельный объем V,, скорость а,
Отношение текущих параметров потока
T, p, V к параметрам заторможенного потока T0, p0, V0
22 ?
22 ?
T
T0; P.
p 0;
22 ? + 2 ^k^ (Ё - 1)
22? + 2 ^k^ (e - 1)
2R2 eT(
22 ?
0
V.
V0; a,
22 ? + 2,k,(e - 1)
? — 1 + 22 ? / k,
2
L - R2(T - T2)/(S - 1) - R(Tizi - T222)/(k - 1);
Работа расширения в изоэнтропном
процессе
l - ?[¦ - (V./V2)'-]; L - S
1 - (P2 / Pl)
газодинамики идеального газа (обсуждение которых дано во всех учебных пособиях по технической термодинамике и газодинамике). Следует также отметить, что в табл. 8.49 не представлены некоторые другие, часто используемые соотношения газовой динамики, выражаемые через приведенную скорость потока W/a,, и лишь потому, что они оказываются несколько более громоздкими (так как в подобные формулы входят уже два типа средних показателей, поскольку с учетом определения величины W/a, усреднение показателей адиабаты вдоль изоэнтропы приходится проводить здесь не только между Т и Т0, но и между Т и Г,). Причем анализ показывает, что приближенные соотношения газовой динамики реального газа, выраженные через приведенную скорость потока, большого практического значения не имеют. Разумеется, в рамках изложенного методического подхода несложно вывести соответствующие формулы и для других стандартных задач одномерной газовой динамики применительно к реальному газу: скачков уплотнения, ударной адиабаты, приведенного удельного расхода газа и пр. (тем самым при необходимости дополнить сводку формул, приведенных в табл. 8.49).
Как ни удивительным может показаться, но приведенная система соотношений термогазодинамики реального газа, максимально приближенная к аналогичным соотношениям идеального газа, фактически получена впервые. Более того, анализируя техническую литературу по компрессорам, эжекторам и другим газодинамическим устройствам, можно обнаружить многочисленные примеры не вполне корректного и как бы “интуитивного обобщения” соотношений газодинамики идеального газа на реальный газ посредством формальной замены -ёд ^ k, а также расстановкой в некоторые формулы коэффициента сжимаемости z (точнее, усредненного коэффициента z). Как наглядно видно (см. табл. 8.49), корректное обобщение стандартных соотношений одномерной газодинамики идеального газа на случай реального газа оказывается, хотя и не намного, но все же несколько сложнее, чем можно было бы предполагать априори, и, строго говоря, это обобщение потребовало введения новых (канонических) показателей адиабаты е и 6, а также более внимательного обращения с обычным показателем k.
Наконец, нужно еще раз подчеркнуть, что приближенные соотношения термогазодинамики изоэнтропных процессов могут быть легко “превращены” в практически “точные” соотношения разделением процесса на соответствующее число участков. Например, “превращение” приближенного соотношения (приведенного в табл. 8.49)
T0 I + z k(i - 1) M2
T ~ z E 2
в “точное” осуществляется следующим образом:
2 N
Isl „ 1 + kzM- Y Itzi,
T 2N A z.F.
где N - число участков.
Следовательно, при определенной модификации (и ясно - какой именно) формулы табл. 8.49 можно использовать и для численного решения термогазодинамических задач (особенно это замечание относится к реальным процессам и течениям, рассмотрение которых целесообразно в рамках квази-одномерного подхода).
С целью качественной оценки “работоспособности” и границ применимости приближенных соотношений термогазодинамики реального газа авторы сопоставили расчеты приращения энтальпии по формулам
АН = Rz^-(T - T); (8.34)
ё - 1
АН = R(T2z2 - T,z,); (8.35)
k
АН = (T2 - T) + R(T2z2 - Tlzl) (8.36)
6 - 1
со значениями АН для метана по эталонному уравнению состояния, при этом
величины z, е, 6 брались как средние арифметические, а среднее значение
показателя k определялось по формуле (8.33).
Некоторые расчеты представлены в табл. 8.50 для следующих значений энтропии S, кДж/(кг-К): 8,5, 9 и 9,5. Причем видно, что при увеличении энтропии результаты приближенных расчетов улучшаются, и это вполне ясно, так как газ начинает приближаться к идеальному состоянию. Напомним, что в реально интересующих нефтегазовую отрасль термодинамических процессах для природных газов (по составам, близким к чисто метановым) значения энтропии S > 8,7 кДж/(кг-К). Анализируя результаты подобных расчетов (и не только для метана), нашли, что приближенные формулы (8.34), (8.35) и (8.36) весьма и весьма неплохие, причем формула (8.34) в целом “работает” несколько лучше, чем формула (8.35), а формула (8.36) вообще может быть оценена как “замечательная” в смысле точности, однако она более громоздкая. Для метана в рамках принятой схемы осреднения показателей и при допустимой погрешности ~1 % формула (8.34) применима вплоть до разности температур АТ = Т2 - Tt « 60+70 К (что соответствует изменению давления в изоэнтропном процессе в три и более раза), в то же время формула (8.35) обеспечивает такую же погрешность в основном при АТ не более 30-50 К. Подчеркнем, что работоспособность формулы (8.35) несколько увеличилась вследствие принятой схемы осреднения показателя k. Особо нужно отметить, что для метана при АТ вплоть до ~20-30 К и при S > 8 кДж/(кг-К) уже формула (8.35) обеспечивает очень малую погрешность, в среднем всего ~0,3-0,4 %. Обратим внимание и еще на один момент: вместо приведенных выше приближенных соотношений не следует использовать иногда неявно встречаемую в технической литературе формулу
АН = zR^^ (T2 - T), (8.37)
k
на первый взгляд являющуюся как бы “очевидным” обобщением формулы приращения энтальпии идеального газа на реальный газ. Результаты расчетов по соотношениям (8.34) и (8.37) применительно к метану зачастую могут различаться на 30-50 % и более (что, впрочем, понятно, поскольку показатели адиабаты k и е в реальных практических ситуациях различаются между собой как минимум на 10-20 % - это наглядно видно при рассмотрении численных данных по каноническим показателям адиабаты.
Любопытно также отметить, что для метана при S > 8,5 кДж/(кг-К) (т.е. именно в области интересующих нефтегазопромысловую практику тер-
Сопоставление приближенных формул для расчета приращения энтальпии в изоэнтропных процессах
| Температура, К | Эталонные данные по приращению энтальпии АН, кДж/кг |
Расчет | приращения энтальпии по формулам | ||
|
т1 | Т2 |
(8.34) через е | (8.35) через k | (8.36) через S | |
| Для S = 8,5 кДж/(кг-К) | |||||
| 200 |
240 | 52,5 | 53 |
51,9 | 52,6 |
|
200 | 260 | 80,9 |
82,3 | 78,6 | 81,1 |
| 200 | 280 |
111,9 | 115,3 | 109,5 | 113,2 |
| 200 |
300 | 146,5 | 152,8 | 143,7 | 149,2 |
| 240 | 280 | 59,4 | 59,7 | 59,2 |
59,5 |
| 240 | 300 | 94 | 95,1 |
93,9 | 94,6 |
|
240 | 350 | 203,8 |
209,7 | 206,9 | 208,3 |
| 260 | 300 |
65,6 | 65,7 | 66,2 | 65,9 |
| 260 |
350 | 175,4 | 178,1 | 178,2 | 178,1 |
| Для S = 9 кДж/(кг-К) | |||||
|
200 | 240 | 64,3 |
64,5 | 63,9 | 64,4 |
| 200 | 260 |
96,6 | 97,4 | 95,5 | 96,9 |
| 200 |
280 | 129,6 | 131,5 | 127,1 | 130,3 |
| 200 | 300 | 163,6 | 167,5 | 158,9 |
165,1 |
| 200 |
350 | 256,8 | 270,8 |
243,2 | 261,8 |
|
200 | 400 | 370,3 |
404,9 | 343,4 | 381,7 |
| 240 | 280 |
65,3 | 65,4 | 64,9 | 65,3 |
| 240 |
300 | 99,3 | 100 | 98,2 | 99,4 |
| 240 | 350 | 192,5 | 197,6 | 187,4 |
194,2 |
| 240 |
400 | 306 | 322,42 |
293,8 | 311,4 |
|
260 | 300 | 67 |
67,1 | 66,6 | 66,9 |
| 260 | 350 |
160,2 | 162,8 | 157,5 |
161 |
| 260 |
400 | 273,7 | 284,2 |
265,7 | 277 |
|
280 | 300 | 33,97 |
33,98 | 33,9 | 33,95 |
| 280 | 350 |
127,2 | 128,3 | 126 | 127,5 |
| 280 |
400 | 240,7 | 247,1 | 235,9 | 242,6 |
| Для S = 8,5 кДж/(кг-К) | |||||
|
200 | 240 | 74,4 |
74,5 | 74,2 | 74,45 |
| 200 | 260 |
111,6 | 112 | 111,4 | 111,9 |
| 200 |
280 | 149 | 150 | 148,5 | 149,6 |
| 200 | 300 | 186,9 | 189,8 | 183,3 |
188,1 |
| 200 |
350 | 284,9 | 290,2 |
279 | 287,3 |
|
200 | 400 | 391,2 |
408 | 372,8 | 398,2 |
| 240 | 280 |
74,6 | 74,7 | 74,5 | 74,7 |
| 240 |
300 | 112,5 | 113,3 | 111 | 112,7 |
| 240 | 350 | 210 | 213,1 | 207,6 |
211,7 |
| 240 |
400 | 316,9 | 325,4 |
305,4 | 319,7 |
|
260 | 300 | 75,31 |
75,41 | 75,19 | 75,35 |
| 260 | 350 |
173,4 | 174,8 | 171,5 | 173,9 |
| 260 |
400 | 279,7 | 285,4 | 271,2 | 281,4 |
| 280 | 300 | 37,9 | 37,88 | 37,9 |
37,9 |
| 280 | 350 | 136 | 136,6 |
135 | 136,2 |
|
280 | 400 | 242,3 |
245,9 | 236,6 | 243,2 |
мобарических параметров) формула (8.34) дает в основном несколько завышенное, а формула (8.35) - несколько заниженное значение приращения энтальпии, тогда как их среднее арифметическое оказывается существенно ближе к табличным (эталонным) значениям приращений энтальпии. Погрешность расчета приращений энтальпии с использованием такой дополнительной “эмпирической коррекции” формул (8.34) и (8.35) составляет всего —0,3 % вплоть до АТ « 70+90 К. Это наводит на мысль не только о путях введения эмпирических поправок к полученным приближенным формулам, но и о возможности “теоретического улучшения” канонических показателей адиабаты, иными словами, о существовании “промежуточных” между е и k величин, близких по физическому смыслу к показателям адиабаты.
Действительно, детальный и всесторонний анализ расчетных данных по каноническим показателям изоэнтропы позволяет обнаружить новые и исключительно интересные направления дальнейшего расширения понятия “показателя адиабаты” с целью конструирования почти не меняющихся на изоэнтропах “обобщенных” показателей изоэнтропы, которые в некотором смысле и оказываются “промежуточными” между парами канонических показателей.
Введем, например, класс обобщенных показателей изоэнтропы с помощью следующих трех эквивалентных между собой определений:
х = _VS(«pzOj . х^1 ,_р/адУ)] . х_= _VzZ(WiM , (8.38)
pzm\d(Vzn)) s X Tzl \d(pzm)) s Tzl \d(Vzn)) s
где m, l, n - любые действительные числа, удовлетворяющие соотношению m + n - l + 1 = 0 (это соотношение и обеспечивает эквивалентность трех определений). Имеются и другие обобщения понятия показателя адиабаты, связанные с конкретными формами уравнений состояния (эти варианты обобщений здесь не рассматриваются).
Выделим важные частные случаи: m = 0 - соответствует промежуточным между k и е обобщенным показателям; l = 0 - отвечает промежуточным между е и 6 показателям %; п = 0 - определяет промежуточные показатели между k и 6.
Для термогазодинамических формул реального газа, которые выводятся с использованием приращения энтальпии АН, наиболее интересны промежуточные между k и е показатели. В данном подклассе обобщенных показателей х, отвечающих т = 0, приближенная формула для АН примет следующий вид:
ДЯ = Rz~n-^ (T2z2 - Tz\). (8.39)
x - i
С учетом (8.39) соответствующим образом могут быть переписаны и другие соотношения табл. 8.49 с заменой показателя е на показатель % (разумеется, с некоторым, но незначительным усложнением вида формул). Анализ расчетных данных для метана показал, что оптимальным в этом подклассе является промежуточный показатель %, отвечающий т = 0, п » -0,8 и l « 0,2, т.е. х как бы расположен “вблизи” е. “Оптимальность” вдоль изоэн-троп в широком диапазоне температур, давлений и энтропии. Для других газов оптимум может несколько смещаться. Подобные, очень мало меняющиеся промежуточные показатели существуют и между другими парами канонических показателей. Принципиально удается выбирать такие обобщенные показатели изоэнтропы реального газа, которые в практически интересных областях переменных р и Т отклоняются от среднего значения не более чем на ~1 %.
Класс введенных по соотношению (8.38) обобщенных показателей изоэнтропы х в целом характеризуется следующими важными особенностями:
для каждого газа и для каждого технически важного термодинамического процесса можно подобрать, по крайней мере, три оптимальных обобщенных показателя, которые практически не меняются вдоль изоэнтроп в достаточно широкой области р, Т и s (интересно отметить, что для метана такие показатели меняются даже меньше, чем -вд);
в подклассе промежуточных между k и е показателей соотношение
(8.39) для приращения энтальпии АН по своему внешнему виду является как бы “промежуточным” между соотношениями (8.34) и (8.35); причем формула
(8.39) с оптимальным обобщенным показателем оказывается несколько более точной, чем (8.34), хотя, как отмечено выше, уже и формула (8.34) весьма удачна;
аналогичное положение имеет место для обобщенных показателей, промежуточных между k и 6 (здесь незначительно меняется вид приближенной формулы для приращения внутренней энергии AU и существует мало меняющийся на изоэнтропах оптимальный показатель, однако “расположенный” как бы за 6);
наконец, и в подклассе промежуточных между е и 6 показателей реализуется зона квазипостоянных на изоэнтропах обобщенных показателей.
Расчетный анализ поведения таких “промежуточных” показателей вдоль изоэнтроп показал, что в дополнение к каноническим показателям k, е, 6 в практике термодинамических расчетов технологических процессов газовой промышленности, по всей вероятности, весьма перспективно и применение двух новых показателей X и и:
X - промежуточного показателя адиабаты, “расположенного” в некотором смысле посередине между каноническими показателями k и е;
И - промежуточного показателя адиабаты, “расположенного” посередине между е и 6.
Эти промежуточные показатели адиабаты определяются следующим образом:

![]()
(8.40)
Кратко обсудим качественное поведение обобщенных показателей X и и в зависимости от температуры и давления. При фиксированной температуре с ростом давления показатель X монотонно возрастает, причем при не очень больших давлениях почти линейно по давлению. В то же время этот показатель практически линейно изменяется и вдоль изоэнтроп, что, собственно, и позволяет в приближенных расчетах использовать его средние арифметические значения, тогда как поведение показателя и несколько более сложное: при фиксированной температуре с ростом давления он вначале возрастает, затем проходит через пологий максимум (выходит на “плато”) и, наконец, начинает убывать, причем пологие максимумы как раз приходятся на типичные “рабочие” давления, характерные для систем добычи и транспорта газа. Иными словами, показатель и оказывается практически постоянным в технологических процессах газовой промышленности.
Показатель X рекомендован к использованию в газодинамических соотношениях, при выводе которых применяется приращение энтальпии АН (причем X изменяется практически линейно вдоль изоэнтроп), а показатель И оказывается особо эффективным при его использовании в обобщенных
соотношениях Пуассона (здесь существенным оказывается то обстоятельство, что показатель ^ исключительно мало меняется на изоэнтропах в практически важном диапазоне параметров), тогда как показатель 6 особо рекомендуется к использованию в тех газодинамических соотношениях, которые выводятся с применением значений приращения внутренней энергии AU.
Соотношение для приращения энтальпии АН, выраженное через обобщенный показатель X, выглядит достаточно “элегантно”:
АН « (T.JzT - T.J7.); к = . (8.41)
X- 1 k + Е
С погрешностью, не превышающей 1 %, формула (8.41) “работает” при
S > 8,5 кДж/(кг-К) вплоть до разности температур Т2 - Т1 = А Г » 100 К, что отвечает изменению давления в изоэнтропном процессе в 3-4 раза. Таким образом, для природных газовых смесей приближенная формула (8.41) заметно точнее, чем (8.34), в которой используется показатель адиабаты е.
Расчетные формулы для рассматриваемых пяти показателей адиабаты имеют вид
k = - V Sl (Jp) = Cp
p Cv I 3VJ T Cv(p/Р0)’ J _ _p_ I dV\ 1 _ Rz (_a_
Cp ' ST > p Cp \ a(
6 = 1 + V Ш = 1 + BL (-L.V (8.42)
CV \^T> v CV \Y0/
k = (S^l^; X-1 = 0,5(k-i + e-l); _L_ = + _°A.
(E - 1) ^ - 1 E - 1 6 - 1
Здесь I—), I—) , I—) - безразмерные термические коэффициенты,
l«0 ) VP 0 ) \'{ 0 )
-)=V(f) • (it)=-V(f); M=1 (?);
a 0 / V\dT ! p VP 0 ' V { dp ) t \'{ 0 / p\^T) v
CV, Cp - удельные теплоемкости сжатого метана; R - удельная газовая постоянная природного газа.
Из соотношений (8.42) видно, что достаточно рассчитать любые два из пяти показателей, тогда как оставшиеся три легко определяются по весьма простым аналитическим выражениям. В качестве двух базовых показателей представляется естественным выбрать канонические показатели е и 6. Для расчета е и 6 можно либо воспользоваться стандартными справочными данными по сжимаемости, теплоемкостям и термическим коэффициентам рассматриваемого реального газа, либо воспользоваться стандартными справочными данными по сжимаемости, теплоемкостям и термическим коэффициентам рассматриваемого реального газа, либо использовать для этой цели достаточно надежное уравнение состояния, а также информацию по термодинамическим функциям газа в идеально-газовом состоянии.
Теперь изложим методику расчета рассматриваемых показателей адиабаты для природных газовых смесей.
Для природных газов с преобладанием метана (более 95 об. %), например для газов сеноманских залежей месторождений Западной Сибири, наиболее простой и вполне надежный путь расчета состоит в следующем:
по составу определяем термодинамические функции природного газа (как обычно, с использованием аддитивных соотношений) в идеально-газовом состоянии и затем определяем показатель адиабаты kTO природного газа как функцию температуры;
вычисляем псевдокритические параметры рассматриваемого природного газа;
используем в качестве эталонного газа метан, допуская, что в хорошем приближении величины Де = е - kTO, Д6 = 6 - kTO в приведенных переменных совпадают для эталонного и рассматриваемого природного газов, что, собственно, и позволяет вычислить значение е и 6 для природного газа;
остальные показатели адиабаты k, X, ^ определяем по соотношениям (8.42) из уже рассчитанных значений е и 6.
Аналогичная схема расчета показателей адиабаты практически применима и для природных газов газоконденсатных месторождений с той лишь разницей, что в качестве эталонного газа здесь может быть использована “эталонная” газовая смесь, отвечающая некоторому типичному усредненному составу природного газа. А для этой эталонной смеси показатели адиабаты предварительно рассчитываются в приведенном виде с использованием достаточно точных многоконстантных уравнений состояния, возможно, с некоторой дополнительной их эмпирической корректировкой по имеющимся экспериментальным данным.
Следующий по сложности вариант расчета показателей адиабаты состоит в применении термодинамической теории подобия к величинам Де = е -- kTO, Д6 = 6 - kTO, которые рассматриваются как функции приведенных параметров и определяющего критерия термодинамического подобия (типа центрического фактора Питцера либо параметров Филиппова или Риделя). Важно подчеркнуть, что основная идея подобных схем сравнительного расчета состоит в применении методологии теории термодинамического подобия именно к разностям Де = е - km, Д6 = 6 - kTO, а не к исходным показателям е и 6. Этот метод расчета показателей адиабаты применим для природных газов газоконденсатных месторождений.
ОСОБЕННОСТИ ПРОЕКТИРОВАНИЯ И ЭКСПЛУАТАЦИИ СИСТЕМЫ ПРОМЫСЛОВОЙ ПОДГОТОВКИ ПРИРОДНЫХ ГАЗОВ В СЕВЕРНЫХ УСЛОВИЯХ
Отметим некоторые основные отличия и особенности северных газовых, газоконденсатных и газонефтеконденсатных месторождений России по сравнению с месторождениями центральной и южной климатических зон, которые непосредственно влияют на проектирование и эксплуатацию систем сбора и промысловой подготовки природного газа.
1. Наличие наряду с гигантскими и супергигантскими месторождениями (такими как Медвежье, Уренгойское, Ямбургское, Бованенковское ГКМ и др.) множества средних и мелких месторождений (число которых только по северу Тюменской области составляет свыше 200). Причем для поддержания добычи газа из северных регионов после 2000 г. придется активно вовлекать в разработку именно мелкие и средние месторождения, главным образом газоконденсатные. При этом возникает необходимость и целесообразность дозагрузки освобождающихся производственных мощностей по обработке газа на крупных месторождениях посредством подключения к ним мелких месторождений-спутников (сателлитов) без строительства на последних полных схем обустройства. Необходима также разработка малогабаритных установок обработки газа в северном исполнении с целью экономически оправданной эксплуатации мелких месторождений.
2. Во многих случаях наличие даже на одном месторождении нескольких “этажей” газоносности и выделение в разработку двух-трех и более основных эксплуатационных объектов (причем некоторые газоконденсатные залежи с нефтяными оторочками). Если в начальный период освоения северных месторождений (70-80-е гг.) основная добыча газа осуществлялась из сеноманских залежей, то в перспективе (к 2015-2020 гг.) половину газа и более в общем объеме добычи из северных регионов составит газ газоконденсатных залежей (главным образом, валанжинских), содержащий значительное количество не только С3+в, но и ценного сырья для химической промышленности - этана (до 5-7 мол. % в пластовом газе). Все это приводит к необходимости более глубокого извлечения целевых компонентов из природного газа и строительства мощных газохимических комплексов (ГХК) по переработке гомологов метана в разнообразную химическую продукцию.
3. Отсутствие развитой инфраструктуры в начальный период освоения северных месторождений, а также значительная удаленность от основных потребителей газа, располагающихся главным образом в центральных районах России, в Западной и Восточной Европе. Это определяет основную стратегию освоения крупных месторождений: строительство установок подготовки газа очень большой производительности (в настоящее время до 2027 млрд. м3/год, тогда как на месторождениях п-ова Ямал и шельфовой зоны Арктических морей планируется увеличение производительности УКПГ до 60 млрд. м3/год и более). Такой подход с экономической точки зрения оправдан и приводит к резкому сокращению капитальных затрат на стадии освоения месторождений, однако столь значительное укрупнение УКПГ вызывает возражения с точки зрения концепций безопасности и риска.
4. Сложные инженерно-геологические условия территории расположения северных газовых и газоконденсатных месторождений и, следовательно, необходимость тщательного учета реальной инженерно-геокриологической обстановки при проектировании систем разработки и обустройства месторождений. К осложняющим факторам относятся: непроходимость территории из-за высокой заболоченности; большое число рек и озер; наличие многолетнемерзлых пород в разрезе и, как следствие, возможность активного развития мерзлотно-геологических процессов таких, как термокарст, пучение, солифлюкция и других, из-за нарушения хрупкого термодинамического и экологического равновесия геосреды, вызванного размещением системы эксплуатационных скважин, прокладкой сети газосборных трубопроводов, строительства установок подготовки газа и других газопромысловых объектов. Последнее замечание особенно актуально по отношению к группе месторождений п-ова Ямал. Наличие ММП на территории месторождений Крайнего Севера приводит к необходимости разработки грамотных технологий выбора месторасположения и строительства площадок для кустов скважин;
ряду отличительных особенностей сооружения и эксплуатации газовых скважин в связи с их тепловым и механическим воздействием на ММП; возможности такого несколько неожиданного осложнения, как газопроявления при бурении скважин в зоне ММП (уже на глубинах в несколько десятков метров). Часто эти газопроявления обусловлены наличием газогидратной компоненты в многолетнемерзлых породах, так называемых реликтовых газогидра-тов. Подобные газогидратные скопления в верхней части разреза ММП находятся в метастабильном термодинамическом состоянии и как бы “законсервированы” (“вморожены” в ММП): тепловое воздействие промывочной жидкости на ММП может приводить не только к протаиванию пород бурящейся газовой скважины, но и к интенсивному разложению газогидратов и соответственно к газопроявлениям большей или меньшей интенсивности. Эти явления неоднократно отмечались на Ямбургском и Бованенковском ГКМ.
Более того, наличие газоконденсатных пропластков прогнозируется и вне современной зоны ММП как в сеноманских, так и в надсеноманских горизонтах: здесь газовые гидраты (при их наличии) находятся в термодинамически стабильном состоянии. Наличие газогидратных пластов выше продуктивного горизонта представляется возможным и на месторождениях шельфовой зоны арктических морей России.
Таким образом, еще до составления проекта опытно-промышленной эксплуатации месторождения, расположенного на Крайнем Севере, необходимо детально проанализировать и квалифицированно экспертно оценить инженерно-геологические и криолитологические условия территории на основании совокупности всех имеющихся материалов, а в ряде случаев поставить и дополнительные специальные (полевые и лабораторные) исследования, например по изучению мощности и строения многолетнемерзлых пород, особенно это касается верхней части разреза ММП. Один из важнейших практических результатов подобной оценки - выявление наиболее благоприятных участков территории для строительства основных газопромысловых объектов и разработка конкретных рекомендаций по их строительству. В частности, в отличие от месторождений других регионов система размещения эксплуатационных скважин (кустов скважин) выбирается здесь не только в результате гидрогазодинамических расчетов течения пластовых флюидов (критериями в которых обычно служат требования достаточно равномерной отработки залежей и в итоге повышения газо-, нефте- и конденсатоотдачи продуктивных пластов), но и исходя из реалистической оценки инженерногеологических условий территории.
На стадии проектирования систем сбора и подготовки газа (а эти материалы входят составной частью в комплексный проект обустройства месторождений) должны быть уже зафиксированы и согласованы основные показатели проекта разработки.
При составлении проектов разработки и опытно-промышленной эксплуатации газовых и газоконденсатных месторождений необходимо руководствоваться следующими нормативными документами:
“Временный регламент составления проектов ОПЭ и разработки газовых и газоконденсатных месторождений, разрабатываемых на истощение”, М., ВНИИГАЗ, 1990, 103 с.;
“Правила разработки газовых и газоконденсатных месторождений”, (редакция 1971 г. и последующих лет);
“Регламент составления проектов и технологических схем разработки нефтяных и нефтегазовых месторождений”, РД 39-9-452-80, М., ВНИИ-Нефть, 1980 (для нефтяной отрасли);
“Регламент составления проектов и технологических схем разработки газовых и газоконденсатных месторождений”, РД 39-9-479-80, М., 1986 (для нефтяной отрасли);
“Регламент составления проектов и технологических схем разработки нефтяных и газонефтяных месторождений”, РД 39-0147035-207-86, М.,
1986 (для нефтяной отрасли);
“Регламент составления проектных документов по разработке газоконденсатных месторождений с использованием методов поддержания пластового давления (первая редакция)”, М., ВНИИГАЗ, 1994, 68 с.;
“Регламент проведения авторского надзора за реализацией и внедрением проектных документов по разработке газовых и газоконденсатных месторождений”, М., ВНИИГАЗ, 1994, 45 с.;
“Руководство по составлению проектов разведки (доразведки) газовых и газонефтяных месторождений”, М., ВНИИГАЗ, 1994;
“Регламент проведения авторского надзора за внедрением проектных документов по разведке газовых и газоконденсатных месторождений”, М., ВНИИГАЗ, 1994.
Во ВНИИГАЗе подготовлен “Единый регламент составления проектных документов по разработке газовых и газоконденсатных месторождений” (в соответствии с решением секции “Добыча и промысловая подготовка газа и конденсата, эксплуатация ПХГ” научно-технического совета ОАО “Газпром”, от 30 мая 1997 года, в этом документе предусмотрен раздел завершающего этапа эксплуатации месторождений для прогнозирования возможности использования применительно подземного и наземного технологического оборудования в течение всего периода эксплуатации или замену его на определенном этапе).
Рассмотрим те показатели проектов разработки, которые в первую очередь учитываются при технологическом проектировании систем обустройства северных месторождений.
1. Характеристики продуктивных пластов (типы залежей; компонентный состав пластового газа и потенциальное содержание С5+в, наличие в газе примесей кислых и инертных компонентов; детальная физико-химическая характеристика стабильного конденсата; термобарические условия залежей на начало разработки).
2. Запасы газа и стабильного конденсата (С5+в), других компонентов в залежах по категории А+В+Cj (как балансовые, утвержденные в ГКЗ или ЦКЗ ОАО “Газпром”, так и извлекаемые) и по категории С2, а также экспертная оценка имеющихся перспектив при последующей разведке и дораз-ведке месторождения (имеются в виду главным образом глубокозалегающие горизонты, такие как ачимовская толща, юра и др.).
3. Характеристика водонапорной системы, к которой приурочено месторождение с указанием как общей минерализации, так и типа минерализации пластовых вод. Например, воды сеноманских отложений группы месторождений Уренгойского, Ен-Яхинского, Песцового и других преимущественно относятся к хлоркальциевому типу и реже - к гидрокарбонатно-натриевому. Их общая минерализация варьируется в пределах 16-18 г/л, тогда как для готерив-валанжинских залежей тех же месторождений общая минерализация составляет всего 6,2-7,8 г/л. Здесь на экспертном уровне важно определить не только вероятность появления пластовой воды в продукции скважин, но и дать прогнозную оценку возможных объемов минерализованной воды уже в первые годы эксплуатации месторождения (эта информация непосредственно используется при проектировании как систем сбора, так и выходных сепараторов УКПГ, а также в прогнозных расчетах потребности расхода ингибиторов гидратообразования и эффективности работы промысловых систем сбора). Если же дать количественную экспертную оценку оказывается затруднительным, то на стадии проектирования (по имеющемуся опыту эксплуатации ряда северных месторождений) следует принять, что в начальный период разработки объем выносимой минерализованной пластовой воды обычно не превышает объема конденсационной влаги: последняя величина достоверно определяется из данных по равновесному влагосодержанию газа в пластовых термобарических условиях.
4. Общая характеристика выделенных эксплуатационных объектов с детальным геолого-промысловым обоснованием объединения пластов в эксплуатационные объекты. Попутно отметим, что при сведении газовых и газоконденсатных залежей в эксплуатационные объекты учитываются следующие моменты: сходство в геологическом строении, совпадение структурных планов, а также близость термобарических и физико-химических характеристик рассматриваемых пластов.
5. Показатели основного варианта разработки каждого выделенного эксплуатационного объекта:
общая стратегия основания (очередность ввода в разработку эксплуатационных объектов, эксплуатация залежей на истощение или же с закачкой тощего газа в пласт-сайклинг и “усиленный” сайклинг процессы; принятая система эксплуатации пластов - раздельная, одновременно-раздельная и пр.);
начало разбуривания объекта и сроки ввода его в эксплуатацию;
отборы газа по годам (в том числе сроки выхода на постоянную добычу и период постоянной добычи).
По этой информации определяются, в частности, необходимое число и производительность установок подготовки газа.
6. Динамика изменения пластового давления по годам. Например, эта информация позволяет прогнозировать сроки ввода ДКС, мощности ДКС и число компрессорных агрегатов.
7. Прогнозные показатели динамики изменения (по годам) состава пластового газа и уменьшения потенциального содержания конденсата (а также прогноз изменения его физико-химических характеристик).
8. Возможности и особенности разработки нефтяных оторочек (при их наличии). Здесь обращается основное внимание на реализацию методов увеличения нефтеотдачи пласта и поддержания пластового давления в нефтяной залежи.
9. Особенности расположения кустов эксплуатационных скважин, их производительность и порядок ввода в эксплуатацию (в настоящее время на северных месторождениях в кусты сгруппированы от 3-4 до 10 скважин, а впоследствии при разбуривании новых месторождений планируется довести число скважин в кусте до 28 и более). Здесь основные технические решения принимаются в соответствии с “Временной инструкцией по размещению устьев скважин в кустах на месторождениях с наличием в размере многолетнемерзлых пород” (РД-0159000-125-89). Обращается также внимание и на конструкции скважин в кустах (сейчас главным образом практикуется бурение вертикальных и наклонно направленных скважин, но уже планируется включать и горизонтальные скважины: именно совершенствование технологии сооружения наклонных и горизонтальных скважин позволяет укрупнять кусты, что особенно важно для освоения месторождений п-ова Ямал, прибрежных месторождений и месторождений шельфовой зоны Баренцева и Карского морей). Часто предлагаются конструкции скважин с активной (термосифоны и пр.) и пассивной (теплоизоляция) их защитой в зоне многолетнемерзлых пород. Конструкция скважин заметно влияет на их температурный режим. По результатам анализа газодинамических исследований разведочных скважин в проекте разработки приводятся прогнозные рабочие дебиты отдельных скважин и динамика их изменения по годам.
Отметим, что с целью определения рабочих дебитов скважин и производительности кустов скважин проводится следующий комплекс расчетных исследований: расчет диапазонов дебитов, при которых реализуется безгид-ратный режим эксплуатации скважин; расчет минимального дебита, при котором выносится жидкость (вода и углеводородный конденсат) с забоя скважины; оценка критического дебита, при котором еще не разрушается призабойная зона пласта; оценка предельного безводного дебита и др. На основании полученных данных проводится выбор нижней и верхней границ рабочих дебитов, а также средних рабочих дебитов скважин. По средним рабочим дебитам рассчитываются прогнозные забойные давления скважин, а также термобарические условия на устье скважин. Указанные данные по кустам скважин и прогнозным (проектным) технологическим режимам их эксплуатации при достаточной достоверности информации позволяют грамотно проектировать газосборную систему, предусматривать подачу ингибиторов гидратообразования в скважины и коллекторы (шлейфы), при необходимости проектировать устьевые подогреватели газа и пр. На этой же стадии технологического проектирования целесообразно оценивать возможности применения газовых эжекторов на кустах скважин. Эжекторы типа “газ -газ” могут использоваться для вовлечения в эксплуатацию низкодебитных скважин, а также для организации однотрубной системы сбора при наличии на одной и той же кустовой площадке газовых скважин на разные эксплуатационные объекты (горизонты). Новое направление исследований - использование эжекторов с активным и пассивным газожидкостными потоками для оптимизации работы куста скважин - развивается сейчас в Уренгойгаз-проме и ВНИИГАЗе.
Приведенные данные проекта разработки кладутся в основу проекта обустройства месторождения, составной частью которого являются технологические решения по системам сбора и промысловой обработки природного газа.
При составлении проектов обустройства месторождений используются нормативные документы, перечисленные в разделе 8.1, также полезной представляется “Инструкция по разработке проектов и смет для промышленного строительства” (СН 202-81), М., Госстрой, 1981 (положения последней инструкции применительно к проектированию обустройства газовых и газоконденсатных месторождений детально изложены в справочной литературе). Целесообразно также использование уже на стадии технологического проектирования систем обустройства ряда методических руководств, предназначенных для практического применения в процессе эксплуатации месторождений, например, можно рекомендовать “Методические указания по комплексному исследованию технологических установок подготовки газа и конденсата к транспорту”, Баку, 1979, 122 с., а также “Инструкцию по расчету
оптимального расхода ингибиторов гидратообразования”, М., ВНИИГАЗ,
1987, 72 с.
Основные технологические решения проекта обустройства месторождения состоят в следующем.
1. Посредством рассмотрения ряда вариантов делается окончательный выбор технологии промысловой обработки пластового газа выделенных эксплуатационных объектов. Например, для чисто газовых залежей выбор обычно осуществляется между адсорбционной и абсорбционной системами осушки газа. Однако в последнее время в качестве вполне конкурентоспособной технологии подготовки тощих газов на месторождениях Крайнего Севера рассматривается и низкотемпературная сепарация, дополненная технологией рециркуляции летучего ингибитора гидратообразования и его регенерации непосредственно в потоке газа (по патенту Уренгойгазпрома < 1350447).
2. Определяется количество, месторасположение и производительность установок предварительной (УППГ) и комплексной (УКПГ) подготовки газа с учетом необходимых требований по резервированию мощности оборудования. Отметим, что ранее УППГ именовались в газопромысловой литературе как ГП - газосборный пункт; а УКПГ - как групповой газосборный пункт (ГСП). В настоящее время, как уже отмечалось, имеется тенденция укрупнения единичной мощности установок, строительства даже на относительно крупных северных месторождениях по возможности только одной УКПГ (и при необходимости - нескольких УППГ).
3. Конкретизируется “архитектура” УКПГ, включающая следующие основные “элементы”:
число кустов скважин, подключаемых к УКПГ (УППГ), и динамику их подключения;
число технологических линий и их производительность (в том числе проектируются опытные и резервные линии);
системы регенерации отработанных абсорбентов и адсорбентов, а также ингибиторов гидратообразования;
АВО, холодильные установки (станции) и технологические режимы их работы.
4. Выбираются и технологически обосновываются места строительства, сроки ввода и требуемые мощности ДКС, конкретизируются схемы размещения внутрипромысловых газопроводов и конденсатопроводов.
5. Посредством технологических и экономических расчетов детализируется и окончательно “компонуется” система внутрипромыслового сбора газа, включая следующие основные моменты:
структура и протяженности газосборных сетей по каждой УКПГ (в том числе и по всем УППГ);
диаметры шлейфов и коллекторов, а также предпочтительные способы их прокладки (проводится технико-экономический и технологический анализ способов надземной, наземной и подземной прокладки, а также требований к их теплоизоляции);
оценивается металлоемкость газосборных сетей;
определяются технологические режимы и прогнозируется эффективность эксплуатации этих сетей (например, ставится ограничение на минимальную скорость газа с целью выноса жидкой фазы и отсутствия возможности накопления жидкости в коллекторе).
6. Выбираются схемы обвязки кустов эксплуатационных скважин.
Обвязка эксплуатационных скважин на кустах должна, в частности, предусматривать:
возможность работы по насосно-компрессорным трубам и затрубному пространству;
регулирование давления на устье скважин до рабочих величин в шлейфах;
автоматическое отключение скважин в аварийных случаях (порыв шлейфа, увеличение давления выше рабочего), как правило, посредством установки забойных и устьевых клапанов-отсекателей;
систему измерения температуры, давления и дебита на устье скважины;
возможность проведения как промысловых технологических операций на скважинах (освоение и глушение скважин, работы по интенсификации протока проб газа и жидкости и т.п.), так и специальных исследований скважин (газодинамических и промыслово-геофизических).
7. Дается детальное обоснование способов утилизации промстоков, выбора горизонтов для возможной закачки промстоков в пласт и мероприятий по очистке и подготовке сточных вод перед утилизацией. В настоящее время целесообразно уделить особое внимание технологиям, позволяющим резко уменьшить содержание метанола и диэтиленгликоля в сточных водах. Весьма актуальной представляется и минимизация выбросов ароматических соединений в атмосферу (ароматические соединения извлекаются из природного газа при его обработке абсорбционными методами и могут попадать в окружающую среду при регенерации абсорбентов).
8. Оптимизируется структура сети дорог и других необходимых коммуникаций, а также определяется порядок их строительства. Особое внимание уделяется технологиям сооружения дорог и коммуникаций в зоне распространения ММП.
9. Решаются вопросы водо- и электроснабжения УКПГ и других промысловых объектов. Эти вопросы зачастую оказываются далеко не тривиальными в условиях Крайнего Севера. Например, проблема автономного водоснабжения газопромысловых сооружений в зоне ММП решается с использованием водоносных горизонтов, расположенных внутри ММП (при наличии межмерзлотных таликов с пресной водой), либо с организацией водозабора из озер или из-под русел полностью промерзающих в зимнее время рек (бурением скважин на воду под русло реки).
10. Приводятся общие технико-экономические показатели по вариантам обустройства месторождения с целью возможности экспертным путем окончательного выбора основного варианта.
Большое значение при проектировании обустройства месторождений Крайнего Севера имеют проведенные в газовой отрасли в 80-е годы унификация и типизация основных технических решений, переход от типового блочно-комплектного оборудования к типовым технологическим линиям (модулям) заводского изготовления с обеспечением их блочно-комплектной поставки. Например, во ВНИПИГаздобыче и других проектных организациях были разработаны основные технологические модули: сбора газа, первичной сепарации, НТС, абсорбционной осушки газа, стабилизации конденсата (дебутанизации). С помощью различных типоразмеров этих модулей можно обустроить практически любой газовый промысел. Такой подход позволил существенно увеличить степень индустриализации строительства газопромысловых объектов на основе широкого применения блочно-комплектного метода строительства с использованием крупногабаритных блоков, облегченных фундаментов, прогрессивных объемно-планировочных решений, эффективных строительных конструкций и материалов. Это обеспечило значительное снижение стоимости и трудоемкости строительно-монтажных работ, а также продолжительности строительства и, как следствие, до некоторой степени повысило надежность эксплуатации газопромысловых объектов, что особенно актуально в северных условиях.
Ярким примером подобного подхода является значительное сокращение капитальных затрат при освоении Ямбургского ГКМ, где, в частности, использовались унифицированные высокоавтоматизированные установки комплексной подготовки газа большой производительности в суперблочном исполнении с применением многофункциональных агрегатов. Накопленный опыт блочно-модульного проектирования крупных месторождений сейчас активно используется и в проектах обустройства малых месторождений, расположенных на европейской части России.
Обсудим теперь несколько подробнее технологические проблемы, возникающие при проектировании и эксплуатации систем сбора и промысловой подготовки газа. При этом ограничимся двумя аспектами, представляющими наибольший интерес:
особенности проектирования и эксплуатации систем сбора газа;
основные подходы к выбору способов промысловой подготовки газа и конденсата.
Что имеется в виду под “сбором газа”?
Сбор газа, или, точнее, сбор продукции газовых и газоконденсатных скважин (т.е. сырого газа; выпавшего в стволе скважины и шлейфе нестабильного конденсата, возможно, с примесями нефти; пластовой и конденсационной воды; ингибиторов коррозии соле- и гидратоотложения, введенных в ствол скважины или в шлейф при необходимости) - это технологический процесс внутрипромысловой транспортировки сырого газа от скважин или кустов скважин до установок подготовки его к дальнему транспорту. Тогда как под системой сбора газа в общем случае понимается разветвленная сеть внутрипромысловых трубопроводов, соединяющих скважины и кусты с установками промысловой подготовки, а также устройства, обеспечивающие надежное функционирование этой сети трубопроводов: системы распределения и ввода ингибиторов коррозии, солеотложения и гидратообразования; системы периодической очистки полостей трубопроводов от жидкой и твердой фаз; устьевые и путевые подогреватели; установки предварительной сепарации газа, расположенные на скважинах и кустах; системы контрольноизмерительных приборов (КИП), включая измерение температуры, давления дебита скважин, температуры вдоль шлейфа и др.
Внутрипромысловые газопроводы обычно подразделяют на шлейфы и газосборные коллекторы, различающиеся диаметром труб. Газопроводы малого диаметра от одиночных скважин (внутренними диаметрами 102, 125, 150 мм) или от кустов скважин (диаметрами 219, 279, 325, реже 426 и 500 мм) называют в газовой промышленности шлейфами, а аналогичные трубопроводы от нефтяных скважин называют выкидными линиями. Следует отметить, что делались попытки (и неоднократно) рекомендовать термин “выкидная линия” взамен термина “шлейф” и в газовой отрасли, однако они так и не привились и практически не используются в литературе в настоящее время. Газовые потоки с нескольких шлейфов могут объединяться в газосборный коллектор - трубопровод (диаметром 325, 426 и 500 мм), ведущий к установкам промысловой обработки сырого газа.
Таким образом, шлейфы - это газопроводы, начинающиеся со скважин или кустов скважин и закачивающиеся либо на входе в УКПГ в месте регулирования давления и распределения газа (такая система называется “гребенкой” либо пунктом, зданием переключающей арматуры и т.п.), либо врезкой в газосборные коллекторы. Разумеется, принятая терминология далеко не всегда вполне строго выдерживается, в частности, шлейфы (особенно кустов скважин) достаточно большого диаметра также часто называют газосборными коллекторами.
Следует отметить, что с куста скважин, пробуренных на один эксплуатационный объект, в настоящее время проектируется и один общий шлейф, а если же в кусте имеются скважины на разные эксплуатационные объекты, то рекомендуется по каждому эксплуатационному объекту проектировать свою систему сбора (т.е. на каждый эксплуатационный объект - свой шлейф с куста скважин). Однако в перспективе при строительстве мощных и сверхмощных кустов скважин (свыше 20 скважин в кусте), разрабатывающих один эксплуатационный объект, с целью повышения надежности и технологической гибкости системы сбора целесообразно проводить конструктивные проработки и двухтрубных систем сбора с двумя шлейфами от куста скважин. Наоборот, для кустов среднего размера и при наличии двух эксплуатационных объектов иногда целесообразно рассматривать варианты однотрубных систем сбора с применением кустовых эжектирующих устройств для выравнивания давлений двух групп скважин. Последнее техническое предложение, в частности, детально прорабатывалось ВНИИГАЗом применительно к продуктивным залежам высокого и низкого давлений Бованенков-ского месторождения. Существенной особенностью этого месторождения является необходимость ввода ДКС уже в начале разработки сеноманских залежей, так как газ этих залежей не может быть без ДКС подан в магистральный газопровод с рабочим давлением 7,5 МПа. Однако, как показывают технологические расчеты, имеется принципиальная возможность бескомпрес-сорной совместной эксплуатации двух эксплуатационных объектов в рамках однотрубной системы сбора в течение первых четырех-пяти лет с использованием типовых эжекторов “газ - газ”, расположенных непосредственно на кустовых площадках.
Детально анализируя информацию по действующим и проектируемым системам сбора, можно прийти к заключению, что наибольшее практическое применение получили следующие системы: индивидуальная, групповая, централизованная, децентрализованная (рис. 8.51). Выбор той или иной системы обусловлен рядом технологических и исторических факторов, и, по существу, в развитии и совершенствовании схем сбора газа наглядно отражается вся история отечественной газовой промышленности.
В начальный период (30-50-е годы), который можно назвать периодом становления газовой промышленности России, в разработку вводились лишь небольшие (мелкие и средние) газовые месторождения, расположенные главным образом в Саратовской, Куйбышевской и Оренбургской областях, а также в Ухтинском районе Республики Коми. В этот период были разработаны и получили распространение индивидуальные схемы сбора и обработки газа. В рамках таких схем практически при каждой или для нескольких близлежащих скважин проектировался и эксплуатировался свой компактный очистной комплекс (сепараторы, конденсатосборники), предназначенный для первичной сепарации газа от механических примесей и пластовой воды (а выделявшийся в незначительном количестве газовый конденсат зачастую
Децентрализованные
Рис. 8.51. Общая классификация систем сбора газа
сжигался). При необходимости на скважине предусматривалась индивидуальная система хранения и подачи ингибиторов гидратообразования в ствол скважины или шлейф. После прискважинной сепарации газ по шлейфу подавался в газосборный коллектор и далее на газораспределительный пункт, где проводилась его дополнительная сепарация с последующей подачей в магистральный газопровод.

Централизованные
![]()
В зависимости от конфигурации газосборных коллекторов можно выделить индивидуальные схемы сбора трех основных типов: линейные, лучевые и кольцевые (рис. 8.52). Та или иная конфигурация газосборных коллекторов определяется формой газоносной структуры и особенностями размещения скважин на месторождении, их числом, а также требованиями надежности системы. Например, линейный коллектор наиболее характерен для месторождений с вытянутой площадью газоносности, в то же время закольцованный коллектор в наибольшей степени отвечает требованиям надежности эксплуатации. Поскольку в настоящее время в России разрабатываются, главным образом, крупные месторождения, то индивидуальная схема сбора практически не применяется. Исключения составляют случаи эксплуатации одиночных скважин на собственные нужды в начальный период освоения месторождений (в качестве примера можно привести Харасовэйское месторождение на п-ове Ямал, где много лет эксплуатируется ряд скважин на нужды поселка, тогда как реальное освоение этого месторождения будет осуществляться после 2005 г.). В то же время за рубежом и сейчас имеются месторождения, где при каждой эксплуатационной газовой скважине предусматриваются полностью автоматизированные передвижные установки осушки газа. Анализируя ситуацию с перспективами развития газовой отрасли в центральных и южных районах России, следует подчеркнуть, что, по-видимому, уже в ближайшие годы при освоении множества малых месторож-
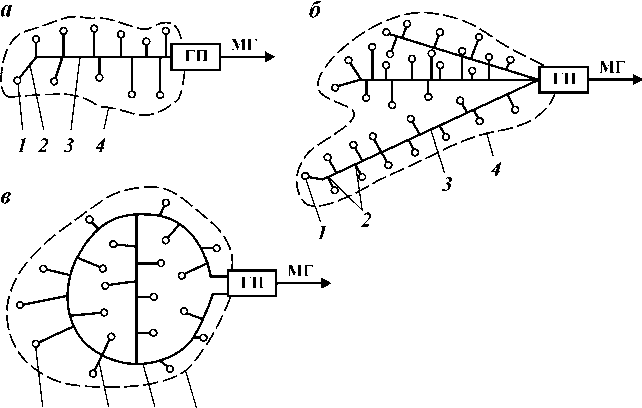
1 2 3 4
Рис. 8.52. Индивидуальные схемы сбора и внутрипромыслового транспорта газа:
а - линейная; 6 - лучевая; в - кольцевая; 1 - скважина; 2 - шлейф; 3 - коллектор; 4 - контур
газоносности
дений вновь возникнет потребность как в индивидуальных системах сбора газа, так и в малогабаритных установках подготовки газа, но уже на качественно новом технологическом уровне.
В 60-е годы в отечественной газовой промышленности стали вводиться в разработку относительно крупные месторождения (например, СевероСтавропольское, Шебелинское, Газлинское и др.). При проектировании систем обустройства этих месторождений выявились (сейчас, разумеется, вполне очевидные) недостатки индивидуальных схем сбора и промысловой обработки газа:
для обслуживания скважин и прискважинного оборудования требуется значительное количество квалифицированного персонала;
промысловое оборудование “разбросано” по большой территории, что приводит к высокой металлоемкости коммуникаций, значительным длинам промысловых дорог и т.п.;
сложности надежного функционирования систем дистанционного управления технологическим режимом скважин и промыслового прискважинного оборудования.
Поэтому в дальнейшем стали применять экономически и технологически более прогрессивные групповые схемы сбора и внутрипромыслового транспорта газа (рис. 8.53). В этих схемах газ со скважин подается по шлейфам на сборные пункты (или, говоря современным языком, на УППГ), где проводятся замер и первичная сепарация газа. Затем газ подается в систему газосборных коллекторов (иногда закольцованную для повышения надежности), из которых газ поступает на групповой или центральный сборный пункт ГСП (ныне УКПГ), который может совмещаться с головными сооружениями магистрального газопровода. На ГСП газ проходит окончательную очистку и осушку и поступает в МГ. Такая групповая схема (см. рис. 8.53, а) была
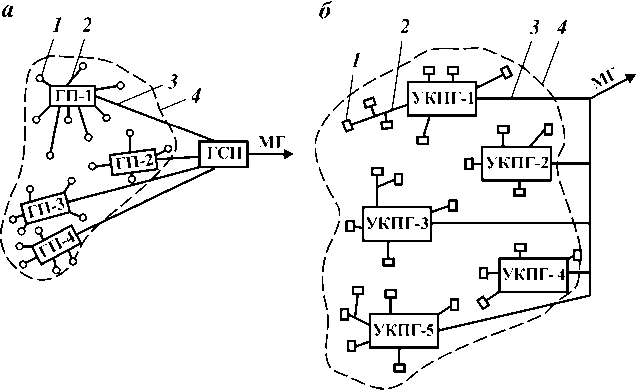
Рис. 8.53. Групповые схемы сбора и внутрипромыслового транспорта газа:
а - централизованная; б - децентрализованная; 1 - скважина (куст); 2 - шлейф; 3 - коллектор; 4 - контур газоносности
названа централизованной, поскольку по этой схеме газ не может быть подан в МГ, минуя ГСП (УКПГ). В то же время число сборных пунктов может быть достаточно большим: так, на Шебелинском газовом месторождении их было построено 27. Групповая централизованная схема и сейчас является основной типовой схемой сбора для месторождений средней полосы России. Практически по этой же схеме был обустроен ряд относительно небольших месторождений Тюменской области, где построено по одной УКПГ (Пунгинское, Игримское, Похромское и Вынгапуровское газовые месторождения).
Генеральным направлением развития отечественной газовой промышленности в 70-80-е годы стало освоение уникальных газовых и газоконденсатных месторождений Тюменской области. С целью резкого сокращения капитальных и эксплуатационных затрат на освоение крупных и гигантских северных месторождений России была разработана групповая децентрализованная схема сбора (см. рис. 8.53, • ). По этой схеме газ от кустов скважин подается по шлейфам (и/или коллекторам) на УКПГ большой производительности, где проходит полную промысловую обработку (т.е. очистку, осушку и извлечение нестабильного конденсата) в соответствии с требованиями отраслевого стандарта (см. раздел 8.1), а затем подается в газотранспортную систему (головной участок МГ либо предварительно в специальный промысловый коллектор). Причем на крупных месторождениях может быть несколько УКПГ. Так, на Медвежьем месторождении построено девять УКПГ, Ямбургском - семь (на сеноманской залежи), Уренгойском - 15 (сеноманская залежь) и четыре (валанжинская залежь), Бованенковском месторождении планируется построить только три (максимум четыре) сверхмощных УКПГ. При таком подходе к проектированию обустройства месторождений (укрупнение кустов, увеличение производительности УКПГ) возникает актуальная задача оптимизации числа и производительности УКПГ не только с точки зрения сокращения капитальных затрат, но и обеспечения достаточной
степени надежности системы в целом. Так, на Бованенковском месторождении рассматривались варианты строительства как двух, так и трех и более УКПГ. Расчетное моделирование с использованием элементов теории надежности показывает, что сокращение числа УКПГ до двух резко повышает степень экологического риска и снижает надежность системы газоснабжения (особенно в зимний период пиковых потреблений газа, когда наиболее вероятны аварийные ситуации), тогда как увеличение их числа более четырех значительно повышает капитальные затраты: оптимальным оказывается
строительство трех-четырех УКПГ. Здесь следует отметить, что чрезмерное увлечение сокращением капитальных затрат при обустройстве месторождений может приводить (и, как показывает промысловая практика, действительно приводит) к увеличению эксплуатационных затрат и дополнительным технологическим осложнениям в процессе эксплуатации наземных систем промысловой обработки газа. Поэтому в настоящее время перспективным представляется технологическое проектирование систем обустройства с учетом долгосрочного прогноза функционирования промысловых объектов и построение обобщенных критериев оптимизации обустройства, в которые входили бы не только капитальные затраты, но и экологические факторы, концепции надежности, безопасности и риска, а также эксплуатационные затраты. В настоящее время элементы подобного системного подхода активно развиваются во ВНИИГАЗе, ВНИПИГаздобыче, Уренгойгазпроме и ряде других организаций.
Приведем (рис. 8.54-8.56) несколько современных схем сбора газа на
Рис. 8.54. Схема сбора газа на УКПГ-1 Уренгойского ГКМ (сеноманская залежь) (число скважин
в кустах — от трех до пяти):
1 - шлейф; 2 - куст скважин
Рис. 8.55. Схема сбора газа на УКПГ-11 Уренгойского ГКМ (сеноманская залежь) (число скважин в кустах — от двух до трех):
1 - коллектор; 2 - шлейф; 3 - куст скважин
УКПГ (эксплуатируемых ряд лет) Уренгойского ГКМ: по УКПГ-1 и
УКПГ-11 (сеноман) и УКПГ-2В (валанжин). Число скважин в кустах здесь составляет от двух до пяти, длины шлейфов (коллекторов) до 7-8 км, число скважин, подключенных к УКПГ, от 42 до более 100. Видно, что применительно к УКПГ-1 и УКПГ-2В шлейфы кустов скважин заканчиваются непосредственно на установках, тогда как для УКПГ-11 характерна ярко выраженная коллекторно-лучевая схема сбора, за счет этого весьма существенно снижается металлоемкость газосборных сетей. Следует подчеркнуть, что с развитием техники и технологии наклонно направленного и горизонтального бурения скважин появляется газодинамически допустимая возможность существенного увеличения числа скважин в кустах и, как следствие, до некоторой степени отпадает необходимость в коллекторных схемах, подобных схеме, принятой для УКПГ-11; более перспективным представляется сбор газа с укрупненных кустов скважин по индивидуальным шлейфам (один-два шлейфа с куста), что в конечном счете снижает эксплуатационные затраты, например, на предупреждение гидратообразования в газосборных сетях.
Учитывая современные тенденции проектирования сверхмощных УКПГ (соответственно с уменьшением их количества на месторождении) и, как следствие, возрастание числа скважин, подключаемых к УКПГ, и значительного увеличения расстояний от кустов скважин, обратим внимание на перспективность проектирования групповых систем сбора газа, оптимальным образом сочетающих достоинства как централизованных, так и децентрализованных схем. Ряд подобных оптимальных схем сбора и представлен на
Рис. 8.56. Схема сбора газа на УКПГ-2В Уренгойского ГКМ (валанжинская залежь):
1 - шлейф; 2 - куст скважин; 3 - водозабор
рис. 8.57. Основная особенность этих схем состоит в делении кустов скважин на две-три группы: ближние, средние, дальние, в соответствии с длиной их шлейфов. Причем промысловая обработка сырого газа, поступающего с каждой группы кустов, осуществляется на своих технологических линиях УКПГ. При этом газ дальних кустов может проходить первичную сепарацию на УППГ, откуда по коллектору большого диаметра приходить на УКПГ. Как показывает детальный технологический анализ, такой подход в принципе дает возможность существенно сократить не только расход ингибиторов гидратообразования (прежде всего, речь идет о метаноле), но и отказаться от традиционных систем регенерации ингибиторов, а также существенно снизить концентрацию ингибиторов в сточных водах УКПГ, закачиваемых в поглощающие горизонты. Более того, данная технологическая схема повышает надежность эксплуатации систем сбора.
После выбора схемы сбора газа, выбора общей структуры и протяжен
ности газосборных сетей проектируемой УКПГ возникают последующие задачи подбора способов прокладки шлейфов и коллекторов, оптимизации их диаметров и толщины труб.
Так, для газовых газоконденсатных месторождений в районе Нового
Рис. 8.57. Перспективные “архитектуры” мощных и сверхмощных УКПГ:
а - УКПГ имеет два модуля - обработки газа ближних кустов а и дальних кустов р; б - продукция дальних кустов проходит предварительную обработку на УППГ-1 и УППГ-2, тогда как продукция скважин ближних кустов сразу обрабатывается на УКПГ (пример - валанжинская залежь Ямбургского ГКМ); 1 - куст скважин; 2 - шлейф; 3 - коллектор
Уренгоя, например для Песцового месторождения, наиболее приемлемым считается подземный способ прокладки трубопроводов в теплоизоляции пенополиуретановыми скорлупами с толщиной изоляции 50 мм. Этот способ выбран исходя из многолетнего опыта эксплуатации газосборных сетей Медвежьего и Уренгойского месторождений, где испытаны подземные способы прокладки как теплоизолированных, так и нетеплоизолированных трубопроводов. Для более северных месторождений (Ямбургское, Бованенковское и др.) в настоящее время предлагаются технические решения по надземной прокладке теплоизолированных трубопроводов на низких опорах, что связано с особенностями строения верхней части разреза ММП, а также возможностями подтопления территории в теплое время года. Внутренний диаметр трубопровода и толщину теплоизоляции подбирают исходя из требования обеспечить проектную пропускную способность трубопровода с приемлемыми гидравлическими потерями и достаточно высокой гидродинамической эффективностью, а также по возможности минимизировать расход ингибиторов гидратообразования. Потери давления не должны превышать 0,05-0,1 МПа на 1 км шлейфа. Кроме того, ставится условие на скорость газового потока с тем, чтобы полностью обеспечить вынос жидкой фазы из рельефного трубопровода. Решение этих вопросов достигается посредством детального анализа многочисленных вариантов прогнозных термогидродинамических расчетов режимов эксплуатации трубопроводов. Стоит отметить как определенный недостаток, что термогидродинамические расчеты режимов внутрипромысло-вых трубопроводов все еще делаются независимо от последующих расчетов расходов ингибиторов гидратообразования. Таким образом, термогидравлический расчет проводится приближенно, без учета дополнительного количества жидкости, вносимой в трубопровод для предупреждения гидратообразования; это обстоятельство может влиять на качество проектирования длинных и сверхдлинных шлейфов (например, на Бованенковском месторождении проектируются шлейфы длиной до 30 км), температура газа в конце которых близка к температуре окружающей среды (воздуха) в зимнее время года. Следовательно, в ряде случаев необходимо ставить и решать соответствующую сопряженную термогидродинамическую задачу.
Прогноз термобарического режима шлейфов и коллекторов позволяет также решить вопрос о целесообразности или нецелесообразности установки устьевых подогревателей газа на кустах скважин, работающих в автоматическом режиме. При наличии на кустовых площадках двух групп скважин, пробуренных на разные эксплуатационные объекты, прорабатывается и вопрос о возможности подогрева более холодного газа за счет теплообмена с горячим газом нижележащего горизонта. Это может достигаться как установкой соответствующего теплообменного оборудования на кустовых площадках, так и проектированием одновременно раздельной эксплуатации разных горизонтов одной газовой скважиной.
Трубы для газопроводов-шлейфов и газопроводов-коллекторов следует выбирать в соответствии с “Инструкцией по применению стальных труб в газовой и нефтяной промышленности”, М., 1992. Разработаны также методики определения толщины стенки газопроводов при рабочем давлении газа свыше 10 МПа в зависимости от способа прокладки трубопровода. Прокладка трубопроводов надземно на опорах предполагает использование методик расчета трубопроводов на статические и динамические воздействия, что позволяет дать рекомендации по расстояниям между опорами, по размерам компенсационных участков (обычно предлагаются П-образные компенсаторы) и по гашению резонансных колебаний в ветровом потоке. В перспективе при разработке плотных низкопроницаемых коллекторов глубокозалегающих горизонтов (например, юры, ачимовской толщи в Западной Сибири) представляет интерес анализ возможности применения шлейфов высокого давления (до 30 МПа) с тем, чтобы бесцельно не терять пластовую эксергию уже на устье скважины.
Применительно к месторождениям п-ова Ямал детально прорабатывалась конструкция теплоизолированных трубопроводов, которая включает в себя антикоррозийное, собственно теплоизоляционное и защитное покрытия (последнее препятствует попаданию влаги в теплоизоляционное покрытие). В качестве материала теплоизоляции рекомендуется обычно пенополиуретан, причем разработаны два варианта его нанесения на трубу: методом напыления и методом заливки в формообразующие оболочки.
Особое внимание уделяется сейчас природоохранным технологиям очистки полости трубопроводов и их испытаний на прочность: в условиях
Крайнего Севера по предложениям ВНИИСТа рекомендуются экологические чистые технические средства с использованием сжатого воздуха или природного газа. Эти работы проводятся в соответствии с нормативными документами: “Технические предложения по снижению вредного влияния продуктов очистки полости, удаляемых из трубопровода”, М., ВНИИСТ, 1991 и “Технологический регламент на проектирование системы продувки трубопроводов со сбором загрязнений в конце очищаемого участка” (первая редакция), М., ВНИИСТ, 1992.
Таков далеко не полный перечень вопросов, которые необходимо решить при проектировании газосборных сетей в условиях Крайнего Севера. При эксплуатации систем сбора с появлением фактических данных по термобарическим режимам эксплуатации кустов скважин и дебитам скважин ряд технологических задач, решаемых при проектировании систем сбора, ставится заново. Например, возникает задача локального (на текущий год) и долгосрочного (три - пять лет и более) прогнозирования и нормирования расхода ингибиторов по предупреждению гидратообразования в газосборных сетях по прогнозным расчетам термобарических режимов шлейфов и коллекторов.
Что касается выбора способа подготовки газа и газового конденсата к дальнему транспорту, то он определяется основными факторами:
техническими требованиями на поставку газа в магистральные газопроводы в соответствии с ОСТ 51.40-93 (см. раздел 8.1);
требованиями к температуре осушенного газа на входе в головной участок газотранспортной системы (считается целесообразной транспортировка природного газа в зоне ММП с охлаждением его до температуры грунта: минус 2 - плюс 2 °С в центральной зоне распространения ММП и минус 2-7 °С в северной зоне, в том числе и применительно к месторождениям п-ова Ямал, однако эти положения дискуссионные и требуют дальнейшего анализа);
техническими требованиями на поставку стабильного газового конденсата потребителю в соответствии с ОСТ 51.65-80 (см. раздел 8.1);
составом пластового газа, наличием в нем тяжелых углеводородов, диоксида углерода, сероводорода, примесей инертных газов гелия);
давлением, температурой и дебитом газа на устье скважин и их динамикой по годам разработки месторождения (следует обратить здесь особое внимание на достоверность информации по температуре газа на устье скважин
и, как следствие, по прогнозной температуре газа на входе в УКПГ, поскольку эта информация часто бывает недостоверной: известны случаи различия на 15-20 °С между проектной и фактической температурами газа на УКПГ);
наличием местных потребителей С3+в, предполагаемым строительством газохимических комплексов (например, заводов по производству метанола методом неполного окисления метана кислородом воздуха, пластических масс из этансодержащего сырья и др.).
Газ готовят к транспортировке по следующим типовым технологическим схемам: адсорбционная осушка газа; абсорбционная осушка газа и газового конденсата; низкотемпературные процессы обработки газа (причем основным процессом является низкотемпературная сепарация, дополняемая блоками низкотемпературной абсорбции, конденсации и ректификации с использованием метанола или гликолей как ингибиторов гидратообразования и регенерацией последних методом ректификации). Предлагаются и “гибридные” технологические схемы, сочетающие элементы вышеуказанных технологий.
Применительно к месторождениям, содержащим в составе пластового газа “кислые” компоненты, обычно в первую очередь производится очистка газа от этих компонентов (например, аминами) и одновременно частичная его осушка, далее осуществляют доосушку газа адсорбционными методами (чаще всего с использованием цеолитов) и, наконец, газ обрабатывается в низкотемпературных процессах с целью выделения тяжелых углеводородов. Предлагаются и другие комбинированные технологии.
На чисто газовых месторождениях северных регионов для подготовки газа в качестве основного (типового) процесса рекомендуется абсорбционный способ осушки газа высоконцентрированными водными растворами гликолей, тогда как адсорбционную осушку газа используют только при соответствующем технико-экономическом обосновании. Так, например, на месторождении Медвежье ряд УКПГ был построен с использованием адсорбционной осушки сеноманского газа (в качестве адсорбента применен селикагель), а при проектировании последующих УКПГ осуществлен переход на абсорбционные методы (с использованием диэтиленгликоля как абсорбента). В дальнейшем (на Уренгойском и Ямбургском ГКМ) исходя из технико-экономического обоснования было отдано предпочтение, к сожалению, абсорбционным методам, без сколь-нибудь глубокого системного анализа. В связи с общей оценкой экологической ситуации в стране, а также резким изменением структуры и динамики цен, активным привлечением инофирм к освоению месторождений, новыми возможностями при производстве технологического оборудования из-за конверсии и другими факторами необходимо вернуться к более углубленному анализу целесообразности применения адсорбционных систем осушки газа на чисто газовых месторождениях севера России. При этом полезным может оказаться многолетний опыт эксплуатации адсорбционных установок Надымгазпрома, обобщенный в ряде монографий и диссертаций.
На газоконденсатных месторождениях для подготовки газа в качестве основного (типового) процесса в настоящее время рекомендуется низкотемпературная сепарация с применением дроссель-эффекта для получения холода в начальной стадии эксплуатации месторождения и турбодетандеров или холодильных агрегатов на этапе падающей добычи. При соответствующем технико-экономическом обосновании эта основная технология может дополняться и другими низкотемпературными процессами. Например, на Уренгойском ГКМ обработка природного газа валанжинских залежей производится на УКПГ, эксплуатация которых первые десять - двенадцать лет возможна по методу низкотемпературной сепарации с применением эффекта Джоуля - Томсона (при этом ряд дросселирующих устройств заменен на высокопроизводительные газовые эжекторы: включение этих аппаратов
струйной техники позволяет в значительной степени утилизировать газы низкого давления, снизить рабочее давление в трехфазных разделителях УНТС и т.д.). На Ямбургском ГКМ действует установка промысловой обработки валанжинского газа (УКПГ-1 В), согласно проектному режиму которой сырой газ вначале проходит абсорбционную (диэтиленгликолевую) осушку, далее поступает на обработку по методу низкотемпературной сепарации, дополненной абсорбционной колонной в “хвосте” процесса (абсорбционная осушка + процесс НТА).
Сейчас получает все большее распространение новый технологический процесс подготовки газа, в какой-то мере промежуточный между абсорбционной осушкой газа и низкотемпературной сепарацией: в нем используется летучий абсорбент, являющийся одновременно и ингибитором гидратообразования (пока что на практике используется метанол, однако возможность и целесообразность применения того или иного летучего реагента, отличного от метанола, зависит главным образом от температурных уровней процесса). Основной “изюминкой” рассматриваемой технологии является циклическое распределение летучего абсорбента - отработанный реагент подается в голову технологического процесса, где и регенерируется (“саморегенерируется”), испаряясь непосредственно в поток теплого влажного газа. Таким образом, в ряде случаев отпадает необходимость в строительстве специальных установок регенерации осушителей и ингибиторов гидратообразования, так как их регенерация осуществляется непосредственно в потоке газа.
Установки комплексной подготовки газа включают ряд однотипных технологических линий или ниток (обычно от двух до восьми, причем имеется тенденция к увеличению как количества технологических линий, так и их производительности). Например, проектная производительность технологической линии на валанжинских УКПГ Уренгойского ГКМ составляет 208 тыс. м3 газа/ч (или 5 млн. м3/сут), разрабатывается технологическое оборудование на производительность 10-15 млн. м3/сут. Следует, однако, отметить, что увеличение производительности технологических линий приводит к резкому повышению требований к сепарационному и абсорбционному оборудованию, в связи с этим в настоящее время уделяется большое внимание разработке высокоэффективных массообменных и сепарационных элементов. Поэтому одну из технологических ниток часто проектируют как “опытную”, на которой первоначально отрабатывается новое технологическое оборудование либо те или иные варианты технологического процесса. Кроме того, обязательно предусматривается резервная нитка, что предоставляет возможность для технического обслуживания, ремонтных работ, последующих ревизий и модернизаций без снижения общей производительности УКПГ. При наличии ряда технологических ниток на УКПГ возникает актуальная проблема обеспечения равномерной загрузки по жидкой фазе входных сепараторов разных ниток. Сейчас эта проблема успешно решается введением специальных раздаточных коллекторов, а также посредством за-кольцовывания коллекторов вокруг УКПГ.
При проектировании установок и оборудования объектов добычи, сбора и подготовки газа и газового конденсата на весь период разработки месторождения обязательно должны учитываться и требования по резервированию производительности оборудования в связи с падением пластового давления, вводом в эксплуатацию ДКС и другими факторами, определяемыми проектом разработки. Например, число резервных машин на ДКС определяется в соответствии с нормативным документом ВСН 51-2-79. Тогда как требования по резервированию производительности оборудования установок подготовки газа в связи с падением пластового давления определяются через так называемый коэффициент запаса производительности
![]()
где рнач - пластовое давление, отвечающее выходу месторождения на проектный отбор; рпад - пластовое давление на момент перехода месторождения в режим падающей добычи. Детальное обсуждение методик резервирования технологического оборудования выходит, однако, за рамки нашего общего анализа проблем обустройства месторождений.
Чтобы придать обсуждению несколько более конкретный характер, рассмотрим типичные вопросы, возникающие при выборе технологических схем подготовки газа к транспорту на примере некоторых еще дискуссионных технических решений по Бованенковскому месторождению.
Работы по программе “Ямал” чрезвычайно актуальны и активно проводились в последние десять лет специалистами ВНИИГАЗа, ЮжНИИГипро-газа и многих других организаций (см. публикации по технологиям обустройства Бованенковского месторождения). Первоочередными эксплуатационными объектами на Бованенковском месторождении являются сеноманские и апт-альбские газовые залежи. Потенциальное содержание С5+в варьируется здесь в пределах 0,2-0,8 г/м3, и в настоящее время на стадии проектных проработок может быть принято осредненное значение, равное 0,65 г/м3. Фракционный состав конденсата до сих пор достоверно не известен и, по-видимому, будет уточнен только после ввода месторождения в эксплуатацию.
Обсудим требования к качеству подготовки газа на этом месторождении. Согласно действующему ОСТ 51.40-93 точка росы газа по углеводородам для подобных тощих газов вообще не регламентируется (поскольку содержание конденсата в них не превышает 1 г/м3), и, следовательно, перед подачей газа в магистральный газопровод необходимо обеспечить только осушку газа (по ОСТ 51.40-93 - до температуры точки росы -20 °С зимой и -10 °С летом). При этом вводится существенное дополнительное требование: температура осушенного товарного газа на входе в магистральный газопровод должна составлять -2 °С зимой и -7 °С летом. Это требование обусловлено прокладкой газопровода в зоне распространения многолетнемерзлых пород, причем анализ строения и свойств поверхностного слоя ММП показывает нежелательность существенного нарушения их температурного режима при тепловом взаимодействии с МГ. Прогнозные расчеты температурного режима головного участка МГ, проведенные специалистами ВНИИГАЗа, показывают, что температура в конце головного участка составит -16 °С зимой и -13 °С летом при давлении ~5,2 МПа, причем именно головной участок характеризуется наиболее жестким температурным режимом по всей трассе газопроводов Ямал - Запад.
Попытаемся сформулировать требования к точке росы осушенного газа Бованенковского месторождения, исходя из представленных данных по рекомендуемому прогнозному термобарическому режиму на головном участке МГ.
Для определенности (с тем, чтобы не усложнять изложение некоторыми нюансами и техническими деталями) примем, что подготовка газа здесь будет осуществляться адсорбционным методом (либо абсорбционным, но в последнем случае пренебрежем фактором уноса гликоля в газотранспортную систему), хотя существуют и альтернативные технические решения по подготовке газа Бованенковского месторождения. Прежде всего подчеркнем, что в рассматриваемом случае указанную температуру газа в конце головного участка МГ, равную -16 °С зимой (или -13 °С летом), следует интерпретировать как граничную температуру, ниже которой термодинамически возможно выделение и накопление газогидратной фазы в газопроводе. Причем гидратоот-ложение в трубах при магистральном транспорте осушенного природного газа будет происходить посредством конденсации газогидратной фазы на стенку трубы непосредственно из газа, минуя выделение жидкой водной фазы. Разница между температурой газогидратной точки и температурой точки росы по (переохлажденной) капельной влаге составляет в указанных условиях примерно 4,5-5,5 °С (некоторое варьирование этого значения связано с зависимостью от состава газа, поскольку газогидратная точка “чувствительна” к составу газовой фазы по гидратообразующим компонентам). Температура газогидратной точки -16 °С отвечает (измеряемой приборами конденсационного типа) температуре точки росы газа по влаге, равной минус 20,5-21,5 °С, а температура газогидратной точки -13 °С - точке росы газа по влаге, равной минус 17,5-18,5 °С. Это означает, что соблюдение ОСТ 51.40-93 в зимнее время года почти (но не вполне) обеспечивает безгидратный транспорт товарного газа на головном участке МГ, однако формальное соблюдение ОСТа в летнее время приведет к отложению гидратов в газопроводе.
Следует отметить, что здесь все точки росы относили к переохлажденной жидкой водной фазе (измеряемой влагомерами конденсационного типа) и давлению 5,2 МПа (а также привязывали показатели ОСТа к этому давлению).
Если принять среднегодовую температуру газа в конце головного участка газотранспортной системы, равной минус 14-15 °С, то среднегодовая точка росы газа по влаге (при давлении 5,2 МПа) теоретически должна составить значение, близкое к минус 19-20 °С, чтобы обеспечить отсутствие накопления газогидратов на стенках труб. Причем постоянное соблюдение точки росы газа по влаге около -20 °С приведет к тому, что в зимний период газовые гидраты будут в небольшом количестве откладываться на стенках труб, сублимируясь в газовую фазу при более теплом режиме (в летнее время); влияние этого фактора (т.е. временного отложения газогидратов на стенках труб) на эффективность газотранспортной системы будет, по-видимому, не очень значительным.
Таким образом, для условий Бованенковского месторождения для обеспечения безгидратного транспорта газа на головном участке газотранспортной системы необходимы в среднем более жесткие требования к осушке газа на УКПГ, чем того требует отраслевой стандарт (если его положения относительно точки росы по влаге относить к давлению 5,2-5,5 МПа). Если же положения ОСТа интерпретировать как точку росы газа по влаге при максимальном давлении в МГ (т.е. относить нормативный показатель точки росы газа по влаге к давлению газа 7,5 МПа на выходе из УКПГ), то соблюдение ОСТа только на самом-самом “пределе” обеспечит отсутствие накопления отложения газогидратов в трубопроводе на головном участке МГ. Пожалуй, это первый случай в отечественной газовой промышленности, когда требования ОСТа отнюдь не являются избыточными. С учетом же некоторого разумного запаса по температуре (~3 °С) можно рекомендовать следующие требования к точке росы газа по влаге (отнесенные к давлению 7,5-7,7 МПа на выходе из УКПГ): минус 21-22 °С зимой и минус 17-18 °С летом (а среднегодовая точка росы рекомендуется около -20 °С). Соблюдение рекомендуемых показателей точек росы газа по влаге (по переохлажденной воде) на УКПГ (показатели точек росы отнесены к давлению 7,5-7,7 МПа) гарантированно обеспечит безгидратный транспорт осушенного газа на участке МГ, в том числе и в самом конце этого участка при рабочем давлении 5,2-5,5 МПа и указанных температурах -13 °С летом и -16 °С зимой, причем запас по температуре составит всего 3-3,5 °С.
Рассмотрим вопросы промысловой и заводской обработки нестабильного газового конденсата, получаемого из природного газа на УКПГ газоконденсатных месторождений. Как уже отмечалось, конденсат должен быть подготовлен к транспортировке в соответствии с ОСТ 53.65-80. Этот процесс может осуществляться непосредственно на УКПГ или же на отдельной установке по стабилизации конденсата (УСК или ГПУ). В последнем случае нестабильный (или частично стабилизированный) конденсат поступает по системе внутри- или межпромысловых конденсатопроводов на соответствующую централизованную установку стабилизации сразу с нескольких УКПГ. Подобная схема (рис. 8.58) принята на Уренгойском и Ямбургском ГКМ: нестабильный конденсат с четырех валанжинских УКПГ Уренгойского ГКМ и с одной валанжинской УКПГ Ямбургского ГКМ поступает на Уренгойский завод подготовки газового конденсата (УЗПГК) и далее - на Сургутский завод по стабилизации конденсата.
Газовый конденсат подготавливают к транспортировке по следующим типовым технологиям: деэтанизация газового конденсата с получением газового конденсата С3+в; дебутанизация газового конденсата с получением стабильного газового конденсата С5+в.
Кроме того, на установках подготовки конденсата к транспорту может предусматриваться получение ШФЛУ, сжиженных газов или их фракций, моторного топлива и других продуктов газопереработки (главным образом речь идет о малогабаритных установках, производящих непосредственно на газовом промысле моторные топлива и другие углеводородные продукты, преимущественно на собственные нужды).
Дальнейшая переработка газового конденсата и ШФЛУ, поступающих с УКПГ газоконденсатных месторождений и установок стабилизации конденсата, осуществляется на газоперерабатывающих заводах (ГПЗ). На большинстве ГПЗ перерабатывается также и нефтяной газ. На ГПЗ с полным (или законченным) технологическим циклом имеются установки газофракци-онирования (ГФУ), на которых из газового конденсата и ШФЛУ могут быть получены следующие продукты: этановая фракция, сжиженные газы, индивидуальные углеводороды (пропан, н-бутан, изобутан, пентаны), газовые бензины и дизельные топлива (технические условия на эти продукты см. в разделе 8.1).
Перед пуском в эксплуатацию УКПГ, ГПУ, ГПЗ должны быть детально разработаны технологические регламенты на все установки, содержащие следующие основные разделы:
общая характеристика производства;
характеристики исходного сырья, используемых реагентов и выпускаемой продукции;
описание технологической схемы и процесса (приводятся показатели и нормы технологического режима в зависимости от состава сырья, а также допустимые пределы отклонения от этих показателей);
схема и объем автоматизации технологического процесса; возможные неполадки технологического процесса, их причины и способы устранения;
расходные нормы сырья, реагентов, энергии (электроэнергия, пар, газ на собственные нужды и пр.);
порядок пуска, вывода установок на оптимальный технологический режим, правила остановки и их переключения на резервное оборудование;
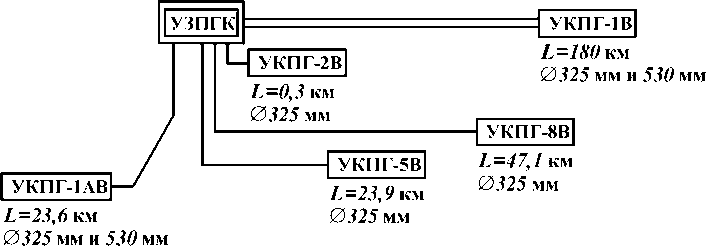
Рис. 8.58. Схема внутрипромыслового транспорта нестабильного конденсата на Уренгойском и
Ямбургском ГКМ:
УКПГ-1В - расположена на Ямбургском ГКМ; остальные - на Уренгойском ГКМ
контроль производства, включающий контроль показателей технологического процесса и описание применяемых методик контроля (контроль качества сырья, получаемых продуктов, используемых реагентов и промстоков);
основные правила безопасного ведения процесса, а также действий персонала в нештатных ситуациях;
отходы производства, сточные воды и выбросы в атмосферу; защита технологического оборудования от коррозии;
перечень технологических инструкций и инструкций по технике безопасности и пожарной профилактике.
Обычно технологические регламенты принимаются сроком действия до
5 лет, но они могут пересматриваться и чаще, например, при наличии изменений в технологии либо существенных отклонений от первоначального технологического режима, вызванного изменением состава сырья, уменьшением рабочего давления и т.п.
Другие существенные особенности проектирования газоперерабатывающих установок и заводов с выделением ряда характерных этапов технологического проектирования подробно изложены в ряде публикаций.
Перейдем к рассмотрению и анализу технологических проблем, возникающих при эксплуатации газовых и газоконденсатных месторождений.
При эксплуатации месторождений неизбежно появляются трудности и дополнительные осложнения, часто никак не предусмотренные соответствующими проектами разработки и обустройства (что отнюдь не всегда обусловлено недостаточно высоким качеством технологического проектирования). Вот далеко не полный перечень возникающих проблем и “узких” мест: выявляется недостаточная технологическая эффективность оборудования, в первую очередь сепарационного и теплообменного;
наблюдается ускоренная коррозия технологического оборудования и промысловых коммуникаций (что касается северных месторождений России, то эта проблема в северных условиях не встает очень остро, в частности из-за отсутствия в большинстве случаев в продукции скважин сероводорода и диоксида углерода; тем не менее ряд технологических проблем уже возникает на Ямбургском месторождении, которые решаются с привлечением специалистов по коррозии из Волго-УралНИПИгаза и Оренбурггазпрома);
из-за выноса пластовой минерализованной воды происходит более интенсивное (чем предусмотрено проектом обустройства) засоление и загрязнение абсорбентов механическими примесями, а также загрязнение абсорбентов продуктами их окисления и осмоления;
появляется такое серьезное технологическое осложнение, как парафи-ноотложение на внутренних поверхностях теплообменного оборудования и в низкотемпературных сепараторах и разделителях (иногда это связано с наличием примеси нефти в продукции газоконденсатных скважин), что приводит к необходимости периодических остановок линий для их “пропарки”, а иногда - к целесообразности применения комплексных ингибиторов парафи-ногидратоотложения;
в силу ряда технологических и экономических причин возникает необходимость в модернизации оборудования с целью повышения его эффективности и производительности (часто это позволяет отказаться от строительства дополнительных УКПГ и осуществлять обработку газа на уже существующем оборудовании);
из-за изменения параметров сырья, изменения или колебания конъюнктуры рынка появляются потребности в производстве другой продукции (так, на северных месторождениях возникает необходимость в строительстве малогабаритных установок по производству дизтоплива, бензина газоконденсатного, холодильных агентов и т.п.).
Таким образом, при эксплуатации систем сбора и промысловой подготовки имеют место те или иные (часто весьма существенные) отклонения от проектов разработки и обустройства месторождений, а также появляется ряд серьезных технологических осложнений. В то же время обоснованное резервирование оборудования до некоторой степени обеспечивает определенную технологическую “гибкость” процессов обработки газа, что позволяет системе адекватно “реагировать” на возникающие проблемы. Уже через несколько лет после ввода месторождения в эксплуатацию могут проводиться модернизация и/или реконструкция УКПГ, связанные с заменой тех или иных аппаратов или усовершенствованием технологических процессов. При уменьшении добычи газа с основного месторождения дозагрузка технологического оборудования может осуществляться вводом в эксплуатацию, например, дополнительного “купола” этого же месторождения либо ряда близлежащих небольших месторождений, на которых нецелесообразно реализовывать полный цикл промысловой подготовки газа и газового конденсата, а оказывается достаточным строительство только небольшой УППГ, с последующей транспортировкой продукции на головные сооружения (на основную УКПГ или же материнскую платформу применительно к морским месторождениям), иногда на значительные расстояния - 50 км и более.
Однако при межпромысловом транспорте сырого газа и нестабильного конденсата на значительные расстояния более остро, чем в традиционных системах промыслового сбора, встает проблема предупреждения гидратообразования (иногда - и парафиногидратообразования), поскольку температурный режим концевых участков трассы таких межпромысловых продукто-проводов близок к температуре окружающей среды (т.е. к температуре атмосферного воздуха при над- и наземной прокладке трубопроводов или же к температуре грунта при их подземной прокладке).
Для иллюстрации указанных положений приведем несколько достаточно наглядных примеров из отечественной практики эксплуатации северных газовых и газоконденсатных месторождений.
Так, на Уренгойском ГКМ на период начала эксплуатации валанжинских залежей (1985 г.) не была решена проблема утилизации отработанных растворов метанола (здесь метанол используется как антигидратный реагент в системах сбора и на установках НТС). Проектом обустройства предполагалось строительство одной централизованной установки регенерации метанола методом ректификации. Сырьем для этой установки должен был служить отработанный ВМР с нескольких УКПГ валанжинских залежей (на которых обрабатывается в год до 30 млрд. м3 газа). Однако на момент пуска первой валанжинской установки НТС (УКПГ-2В) к строительству централизованной системы регенерации ВМР еще не приступали. Не было даже заказано изготовление соответствующего оборудования. Проведенный специалистами ВНИИГАЗа и Уренгойгазпрома анализ сложившейся ситуации показал, что принятая в проекте обустройства технологическая схема сбора метанольной воды с последующей ее регенерацией на централизованной установке вообще практически не реализуема (в частности, перекачка ВМР низких концентраций невозможна без путевого подогрева в зимнее время года, экономически невыгодно регенерировать метанол из ВМР низких концентраций методом ректификации и т.д.). Анализ оборудования сеноманских УКПГ показал наличие недействующих (резервных) колонн регенерации насыщенного ДЭГ. Это позволило разработать соответствующую технологическую схему регенерации ВМР с использованием колонн регенерации ДЭГ не по их “прямому” назначению, включающую: схему раздельного сбора ВМР на установках НТС, позволяющую исключать ее дополнительное разбавление до регенерации; схему регенерации ВМР методом ректификации с использованием запасного оборудования сеноманских УКПГ (с применением резервной колонны регенерации ДЭГ).
В это же время было обнаружено наличие высоких (а иногда и “избыточных”) концентраций метанола в ВМР в низкотемпературных сепараторах установок НТС, намечены пути вторичного использования этого достаточно концентрированного ВМР, а также разработаны технологические схемы циркуляции метанола в установках НТС, позволившие существенно сократить его расход на технологический процесс, а в некоторых благоприятных случаях отказаться и от традиционных установок регенерации метанола. Дальнейшее развитие этих идей привело к оформлению, по существу, серии новых технологических процессов промысловой обработки газа (ВНИИГАЗ, ПО “Уренгойгазпром” и впоследствии - Французский институт нефти), в которых имеет место рециркуляция летучих абсорбентов-ингибиторов гидратообразования. Последовало включение этих новых процессов в проекты обустройства ряда новых газоконденсатных месторождений Крайнего Севера, а также внедрение подобной технологии на действующих объектах Уренгойского и Ямбургского ГКМ. В частности, внедрение технологии оптимального использования метанола на установке НТА Ямбургского ГКМ (УКПГ-1 В) позволяет в данном случае отказаться от диэтиленгликоля как реагента-осушителя. В итоге на УКПГ-1 В оказалась исключенной из технологического цикла смонтированная (согласно проекту обустройства) установка регенерации ДЭГ. Ей было найдено другое технологическое применение: для производства дизтоплива на местные нужды.
Наконец, дальнейшее развитие указанной технологии циркуляции водо-метанольных растворов в установках типа НТС привело не только к новым технологическим схемам обработки газа, но и к новым технологиям утилизации ВМР очень низких концентраций с целью не допустить либо существенно уменьшить закачку метанола в поглощающие горизонты вместе со сточными водами.
В тот же период (начало эксплуатации валанжинских УКПГ Уренгойского ГКМ) не были последовательно решены и вопросы утилизации газов низкого давления (здесь имеются в виду газы разгазирования конденсата, газы деэтанизации, нефтяные газы и др.). С целью решения возникшей проблемы в технологическую схему НТС был включен эжектор типа “газ -газ”. Однако детальный анализ проблемы в целом показал, что для ее полного решения (т.е. в перспективе тушения всех “факелов” на газоконденсатных месторождениях) существующие эжекторные системы недостаточны и необходима разработка высокопроизводительных газовых эжекторов новых типов: многоступенчатых и многосопловых, работающих в сверхзвуковом режиме и позволяющих значительно увеличить степень сжатия газов низкого давления (довести ее до значения, как минимум, равного 10). ЦАГИ, ВНИИГАЗ и ПО “Уренгойгазпром” развивают это направление исследований по низкотемпературному компримированию газов, включающее разработку как нормального ряда эжекторов нового типа, так и технологических схем их использования.
Следует особо подчеркнуть, что в указанных примерах применения метанола и эжекторов в процессах подготовки газа в качестве “движущей силы” непосредственно используются избыточные давление и температура газового потока по сравнению с условиями магистрального транспорта газа. Таким образом, новые технологии являются энерго- и ресурсосберегающими, а также вполне экологически чистыми. А “родились” эти технологии из детального анализа недостатков проектирования систем обустройства месторождений, которые были выявлены уже в начальный период эксплуатации Уренгойского и Ямбургского ГКМ.
Продолжим перечень характерных примеров и ситуаций из промысловой практики.
Наличие двух основных залежей на Уренгойском ГКМ (сеномана и ва-ланжина) и ввод валанжинских УКПГ на 7-8 лет позже первых сеноманских УКПГ приводит к возможности “совместной” эксплуатации этих двух объектов разработки. В настоящее время на сеноманских УКПГ введены в действие ДКС первой очереди, позволяющие повысить давление осушенного газа от 3,5-5 МПа до необходимого давления газа в головном участке газотранспортной системы. Некоторый запас мощности этих ДКС в принципе позволяет совместно компримировать на ДКС сеноманского газа не только сеноманский газ, но и валанжинский газ. Это дает возможность снижать давление в низкотемпературных сепараторах валанжинских УКПГ вплоть до 5-5,5 МПа и ниже, тем самым продлевая (на ряд лет) период эксплуатации установок НТС при проектных температурах сепарации -25 °С и ниже, без использования турбодетандерных агрегатов и без подключения ДКС в “голове” установок НТС газа валанжинских залежей. На Уренгойском ГКМ возникла задача оптимизации потоков осушенного газа сеноманских и валанжинских залежей с использованием имеющихся мощностей ДКС, а также включения в эту оптимизационную схему эжекторных устройств.
Рабочее давление на установках гликолевой осушки сеноманского газа продолжает снижаться, соответственно увеличивается скорость газа в абсорберах. Поэтому для сохранения производительности УКПГ при той же эффективности технологического процесса (степени осушки, допустимого капельного уноса ДЭГ и других показателей) пришлось провести их модернизацию. При вводе на сеноманских УКПГ ДКС, работающих до установок гликолевой осушки, появляется возможность реализовать интересные технологические схемы осушки газа на двух температурных уровнях, включив в технологическую схему стадию предварительной (“грубой”) осушки газа насыщенным раствором ДЭГ (до компримирования “сырого” газа на ДКС).
Унос абсорбента в дисперсном (аэрозольном) виде с установок осушки приводит к необходимости улавливания растворов гликоля на головной компрессорной станции по трассе МГ. Следовательно, перед специалистами-технологами встают актуальные задачи уменьшения уноса мелкодисперсного (туманообразного) ДЭГ за счет резкого улучшения эффективности сепара-ционного оборудования (причем в принципе возможен капельный унос гликолей практически до 1-2 г/1000 м3, хотя для реализации этого потребуются значительные усилия), а также разработки технологических схем более полного улавливания ДЭГ на КС с его частичной регенерацией.
Подобные технологические проблемы детально обсуждаются в разделе
8.2, посвященном абсорбционным технологиям промысловой подготовки газа.
В заключение общего (и предварительного) обсуждения проблем эксплуатации северных месторождений следует подчеркнуть, что в настоящее время такие месторождения, как Вуктыльское, Западно-Соплесское, Вынгапу-ровское, Медвежье, уже работают в режиме падающей добычи и приближаются к режиму эксплуатации на поздней стадии разработки, тогда как крупнейшие месторождения отрасли - Уренгойское и Ямбургское в ближайшие годы вступят в период падающей добычи газа. Эти стадии разработки основных эксплуатируемых месторождений отрасли характеризуются следующими моментами: падением пластового давления и соответствующим снижением дебита скважин; продолжающимся обводнением эксплуатационного фонда скважин и пескопроявлением; старением фонда скважин и наземных газопромысловых объектов; в связи с уменьшением эксергии пластового флюида эксплуатационные скважины, оборудованные лифтовыми трубами большого диаметра (168 мм), оказываются не в состоянии выносить жидкость с забоя скважин (особенно это характерно для кустового расположения скважин и ограниченными возможностями регулирования работы скважин в кусте, в результате появляется эффект “самозадавливания” или автоглушения скважин, что имеет место на Медвежьем месторождении и прогнозируется в ближайшие годы на Ямбургском ГКМ); шлейфы скважин перестают работать в режиме постоянного выноса жидкой фазы, в связи с чем обостряется проблема предупреждения гидратообразования; падение давления приводит к ряду серьезных технологических проблем эксплуатации установок промысловой подготовки и появлению трудностей в обеспечении надлежащего качества товарного газа.
Все эти факторы и негативные моменты необходимо надежно прогнозировать и заблаговременно принимать надлежащие меры по устранению постоянно возникающих и/или обостряющихся технологических проблем.
Таким образом, краткий анализ проблем, которые возникают при проектировании и эксплуатации установок комплексной подготовки газа на северных месторождениях, показывает, что в отечественной газовой промышленности имеется достаточно широкий простор для научно-технических исследований, позволяющий не только проводить совершенствование существующих технологий (“приспосабливая” их к реальным особенностям эксплуатации того или иного месторождения), но и в ряде случаев находить существенно новые технические решения, которые, на взгляд авторов, в дальнейшем могут и коренным образом изменить “лицо” отрасли: сделать технологические процессы энерго- и ресурсосберегающими, а также обеспечить повышающиеся требования к охране окружающей среды.
АКТУАЛЬНЫЕ НАПРАВЛЕНИЯ СОВЕРШЕНСТВОВАНИЯ ТЕХНОЛОГИИ ДОБЫЧИ ГАЗА В ОСЛОЖНЕННЫХ УСЛОВИЯХ
Выделим наиболее перспективные с точки зрения авторов направления работ по развитию современных технологий промысловой подготовки газа газовых и газоконденсатных месторождений (теоретические, экспериментальные, методические и промысловые исследования, а также технологическое проектирование объектов обустройства месторождений).
В области общетеоретических исследований, направленных на создание методической базы для последующего совершенствования техники и технологии промысловых систем добычи газа
1. Развитие прикладной термодинамики углеводородных систем, в частности построение новых типов уравнений состояния многокомпонентных углеводородных смесей, пригодных для описания флюидальных систем не только вблизи критической точки, но и в окрестности спинодали (т.е. описание метастабильных состояний природных углеводородных систем). Такие модификации уравнений состояния остро необходимы при оптимизации режимных параметров газодинамических устройств новых типов, а также при разработке современных технологий сверхкритической экстракции для утилизации и очистки сточных вод, а также регенерации летучих ингибиторов гидратообразования при их малой концентрации.
2. Разработка для рельефных трубопроводов новых моделей течения многофазных сред в нестационарном режиме, в том числе и при учете возможности гидратообразования. Например, до сих пор практически отсутствует корректное гидрогазодинамическое описание поведения головных участков магистральных газотранспортных систем, работающих в режиме накопления и периодического (залпового) выноса накопившейся в застойной зоне жидкой фазы (метанола, гликолей, углеводородного конденсата и нефти).
3. Построение современных математических моделей процессов и аппаратов промысловой обработки газа с детальным учетом не только термодинамического, но и кинетического аспекта (модели реальных аппаратов с учетом процессов тепломассопереноса и многофазности рабочей среды). Наличие подобных апробированных моделей технологических аппаратов с их адаптацией (параметризацией) непосредственно по фактическим промысловым данным позволит поднять технологическое проектирование систем обустройства месторождений на качественно новый уровень.
4. Построение термомеханических моделей, описывающих причины и механизмы стабилизации (сохранения) при определенных условиях метастабильных газогидратных систем (т.е. теоретическое рассмотрение эффектов самоконсервации и принудительной консервации газовых гидратов.
В области экспериментальных и промысловых исследований
1. Прежде всего - это проведение фундаментальных физико-химических исследований по кинетике образования и разложения газовых гидратов, в том числе и в присутствии добавок разных классов поверхностно-активных веществ (водорастворимых полимеров, криопротекторов, кремнийорганичес-ких и фторорганических ПАВ). Представляют интерес попытки обнаружения новых метастабильных структур газовых гидратов при использовании водорастворимых полимерных добавок, поскольку применение подобных веществ иногда дает возможность глубоко вторгнуться в газогидратную область фазовой диаграммы с последующим образованием неизвестных форм существования газогидратов (и не только собственно кристаллогидратов, но и коллоидных газогидратных структур - мезофаз). Весьма актуально углубленное изучение эффекта консервации газогидратных и ледяных структур, который можно трактовать как метастабильное состояние кристаллических водных каркасов, находящихся в существенно перегретом состоянии. В частности, легко получается метастабильное состояние обычного гексагонального льда, покрытого слоем термодинамически стабильного газового гидрата при температурах выше 0 °С (вплоть до комнатных температур). Другой в практическом отношении важный аспект - принудительная конвертация в области положительных по Цельсию температур и низких давлений (плоть до атмосферного) газогидратов тех газов, которые образуют гидраты при относительно высоких давлениях (метан, азот и т.д.) покрытием их поверхности гидратами других газов или летучих органических соединений (пропана, изобутана, диоксида углерода, фреонов, тетрагидрофурана, оксида этилена и пр.), термодинамически стабильных при низких давлениях и положительных температурах. Это позволяет не только расширить границы термобарических условий реализации эффектов самоконсервации и принудительной консервации гидратов, но и найти им вполне реальное применение (например, при разработке новых перспективных систем транспорта и хранения природного газа).
2. Целенаправленный поиск и испытания новых классов ингибиторов гидратов (поскольку проблему замены метанола на другие, менее токсичные и эффективные, ингибиторы нельзя считать сколько-нибудь решенной, причем, на взгляд авторов, можно предложить для детального тестирования еще недостаточно исследованные антигидратные реагенты, например в классе так называемых криопротекторов). Здесь имеются в виду разработки новых типов и адаптация к российским условиям уже предложенных зарубежными фирмами кинетических ингибиторов гидратообразования, а также ингибиторов гидратоотложения (т.е. веществ-диспергаторов, обеспечивающих многофазный транспорт углеводородных смесей в режиме гидратообразования без отложения гидратов в промысловых коммуникациях). Представляет интерес и разработка комплексных составов ингибиторов, предотвращающих процесс коррозии и солепарафиногидратные отложения. При этом необходимо дать всесторонний анализ технологических возможностей и экономической целесообразности применения как кинетических ингибиторов гидратов, так и реагентов-диспергаторов для систем сбора и промысловой подготовки северных газовых месторождений России и в перспективе месторождений арктической шельфовой зоны. Сейчас наиболее целесообразно проведение промысловых испытаний ряда разработанных западными фирмами ингибиторов-диспергаторов на эксплуатируемых северных месторождениях России (прежде всего - на Уренгойском и Ямбургском).
3. Экспериментальное изучение в лабораторных условиях кинетики быстрой и сверхбыстрой конденсации тяжелых компонентов из природного газа в газодинамических устройствах, включая и режимы спинодального распада с последующим математическим моделированием таких быстропроте-кающих процессов.
В области совершенствования промыслового оборудования
1. Разработка конструктивно надежных аппаратов воздушного охлаждения “сырого” газа с широкими возможностями регулирования их температурного режима, обеспечивающих более равномерное охлаждение газа с целью снижения опасности “загидрачивания” теплообменных трубок АВО.
2. Апробация и доводка нового поколения промыслового сепарационного оборудования (концевых сепараторов) с существенно пониженными уносами жидкой фазы. Этот вопрос особенно актуален сейчас для планируемых к разработке месторождений Крайнего Севера.
3. Разработка входных сепараторов на головных компрессорных станциях при более полном учете специфики гидрогазодинамических режимов работы головных участков газотранспортных систем с целью резкого снижения уноса жидкой фазы в магистральные газопроводы и последующей утилизации жидкой фазы (например, “вторичного” ДЭГ).
4. Проработка разнообразных вариантов конструкций сепараторов-десорберов, т.е. аппаратов, предназначенных для отпарки летучих ингибиторов гидратообразования в технологических схемах промысловой обработки газа с рециркуляцией ингибиторов.
5. Реализация на практике существенно новых типов газодинамических устройств (двух- и многоступенчатых сверхзвуковых эжекторов типа “газ -газ”, вихревых труб нового поколения, принципиально новых конструкций газодинамических сепараторов, пульсационных охладителей газа и пр.), использование которых в перспективе значительно преобразует лицо отрасли.
6. Разработка теплообменного оборудования с интенсификацией процесса теплообмена, учитывающего реальные особенности эксплуатации в промысловых условиях (т.е. при наличии в газе углеводородного конденсата и парафинов, при возможности коррозии: все это иногда очень резко снижает эффективность теплообменного оборудования, оптимизированного в лабораторных условиях). Также представляют определенный интерес промысловые варианты теплообменников-дефлегматоров, для которых имеется ряд интересных и оригинальных возможностей использования в технологических схемах промысловой подготовки газа.
7. Разработка нового поколения контрольно-измерительной аппаратуры, основанной на современных физических и физико-химических принципах. Подобная аппаратура крайне необходима для реальной автоматизации и оптимизации технологических процессов газовой промышленности. Особый интерес вызывают последние варианты СВЧ-приборов для дифференцированного определения точек росы газа как по водной фазе (воде, переохлажденной воде, водным растворам летучих и малолетучих ингибиторов-абсорбентов, льду и газовых гидратам), так и по жидкой углеводородной фазе.
В области технологического проектирования обустройства новых месторождений, а также при модернизациях технологии на действующих объектах добычи газа
1. Разработка новых технологических процессов промысловой обработки парафинсодержащих газов газоконденсатных месторождений. Актуальность этого направления резко возросла в связи с началом освоения ачимовских горизонтов Уренгойского нефтегазоконденсатного месторождения. Необходима и детализация промысловых версий низкотемпературных процессов обработки этансодержащих природных газов на температурном уровне минус 6080 °С с учетом перспектив строительства газохимических комплексов.
2. Дальнейшее развитие и активное внедрение новых низкотемпературных процессов промысловой и заводской обработки природных газов газоконденсатных месторождений, в которых используются летучие органические реагенты, являющиеся одновременно и осушителями, и ингибиторами гидратообразования, с регенерацией и утилизацией этих абсорбентов-ингибиторов непосредственно в самом технологическом процессе за счет энергии обрабатываемого потока газа. Проработка модификаций подобных низкотемпературных процессов не только для промысловой обработки жирных газов газоконденсатных залежей, но и для тощих газов газовых месторождений.
3. Важно еще отметить, что при проектировании обустройства новых газовых и газоконденсатных месторождений необходимо во всех деталях разрабатывать “архитектуру” систем сбора и промысловой подготовки, специально адаптированную и оптимизированную под новые технологии. Здесь же следует упомянуть целесообразность использования новых методологических подходов к прогнозированию и нормированию удельных расходов метанола и гликолей, основанных на долгосрочном прогнозе изменения параметров функционирования газопромысловых объектов и учитывающих не только особенности, но и перспективы совершенствования промысловых систем в части снижения технологических потерь реагентов.
4. Совершенствование технологий абсорбционной (гликолевой) осушки газа северных месторождений применительно к периоду падающей добычи и подключения компрессорных станций в “голове” технологического процесса осушки. Здесь помимо анализа возможности использования в каком-то смысле “новых” для отрасли абсорбентов (например, ТЭГ) следует основное внимание уделить вариантам двухстадийных технологических схем гликолевой осушки тощих газов на двух температурных уровнях с рециркуляцией абсорбента между ступенями осушки, более эффективным использованием холода окружающей среды, а также применением аппаратов воздушного охлаждения газа нового поколения. При использовании таких модифицированных технологических схем абсорбционной осушки газа резко уменьшается острота проблемы гидратоотложения в АВО сырого (или же частично осушенного) газа, а также могут быть без каких-либо серьезных проблем реализованы требования к показателям качества товарного газа.
5. Представляется до сих пор не вполне решенной проблема предупреждения и ликвидации гидратов при внутрипромысловом и магистральном транспорте жидких легких углеводородов (нестабильного углеводородного конденсата, сжиженного этана, широкой фракции легких углеводородов -ШФЛУ). В целом неудовлетворительно разработана на сегодняшний день и технология предупреждения гидратных отложений в нефтяных скважинах и системах сбора нефти арктических месторождений, особенно в тех случаях, когда процессу гидратообразования сопутствуют еще парафино- и солеотло-жения.
6. Наконец, следует отметить особую актуальность разработки технологических схем процессов промысловой и заводской обработки природного газа, использующих достижения газодинамики многофазных сред и современные физико-химические методы интенсификации технологических процессов. Здесь в первую очередь имеются в виду варианты использования в технологических схемах разнообразных газодинамических устройств.
Разработка и последующее внедрение в практику технологического проектирования указанных выше энерго- и ресурсосберегающих технологий XXI века приведут не только к сокращению капитальных и эксплуатационных затрат на обустройство и эксплуатацию газовых промыслов, но и в значительной мере повысят надежность и “экологическую безопасность” технологических процессов сбора и промысловой подготовки природного газа на северных месторождениях.
ПРАВОВОЕ И ТЕХНИКОЭКОНОМИЧЕСКОЕ ОБОСНОВАНИЕ РАЗРАБОТКИ НЕФТЯНЫХ ГЛАВА МЕСТОРОЖДЕНИЙ
§ 39. ПРАВОВЫЕ УСЛОВИЯ ДЛЯ НАЧАЛА РАЗРАБОТКИ МЕСТОРОЖДЕНИЙ

Недра Российской Федерации согласно ее Конституции являются общенациональным достоянием. Для того чтобы начать разведку на нефть и газ какого-либо региона, отдельных месторождений или геологических структур, необходимо получить на это разрешение (лицензию), выдаваемую государственными организациями: Комитетом Госкомнедра совместно с соответствующими управлениями субъектов Федерации (республик, областей, краев, национальных округов и др.) при согласии Министерства топлива и энергетики Российской Федерации. Обычно юридические лица (предприятия и организации), как и физические лица, приобретают лицензии по конкурсу. О конкурсах сообщается в средствах массовой информации и специальных уведомлениях заинтересованных лиц. Лицензии на разведку и разработку месторождений являются платными.
Если какое-то предприятие или организация победило в конкурсе на право разработки месторождения и получило лицензию на разработку уже разведанного нефтяного месторождения, то необходимо, прежде всего, чтобы геологические и извлекаемые запасы нефти и газа на месторождении были апробированы и утверждены Государственной комиссией по запасам полезных ископаемых (ГКЗ) Российской Федерации или, для сравнительно небольших месторождений, Центральной комиссией по запасам Государственного комитета Роскомнедра.
Согласно существующим правилам в промышленную разработку в Российской Федерации можно вводить месторождения, содержащие не менее 80 % запасов категории Ct и до 20 % категории C2.
В Российской Федерации принята классификация, согласно которой запасы нефти и ее ресурсы подразделены на категории A, B, Cj, С2, С3, Dj, D2. Запасы A и B считаются запасами высокой категории. Это - запасы, находящиеся в разбуренных эксплуатационным бурением частях месторождения. Запасы категории Cj - это запасы, находящиеся внутри доказанного контура нефтеносности или приравненные к ним, но находящиеся в еще неразбуренной эксплуатационным бурением части месторождения. Запасы С2 - это запасы в прилегающих к доказанному контуру нефтеносности частях месторождения, не вполне определенно оконтуренные или не вполне идентифицированные с литологической или стратиграфической точек зрения, или запасы, находящиеся в недостаточно изученных пропластках. Запасы С3 - это запасы в геологических структурах, аналогичных тем, нефтеносность которых уже доказана, но не вскрытые разведочным бурением.
Наконец, запасы категорий Dj и D2 рассматриваются как прогнозные. Они считаются запасами низких категорий и определяются на основе оценочных геологических и геофизических расчетов с учетом возможного наличия в регионе структур-ловушек нефти и газа и их нефтегазоносности.
Если рассматривать территорию всей Российской Федерации или какого-либо нефтегазоносного региона, то в некоторый момент времени на этой территории будут расположены разрабатываемые месторождения, промышленно разведываемые залежи нефти, геологические структуры, обнаруженные геофизическими методами разведки, но еще не разбуренные разведочным бурением и, наконец, предполагаемые нефтегазоносные структуры, т.е. еще точно не установленные.
Таким образом, в рассматриваемом регионе может иметься весь изменяющийся во времени набор категорий запасов - от прогнозных до промышленно разрабатываемых.
Федеральные и местные геологические службы Российской Федерации могут принимать различные решения - продолжать разведку запасов на каких-либо месторождениях, доводя содержание этих запасов до высоких категорий с тем, чтобы выдать лицензию какому-либо предприятию непосредственно на разработку месторождения, или продолжать разведку, привлекая других инвесторов.
Пусть, как уже было сказано выше, какое-то предприятие получило лицензию на разработку месторождения, добилось утверждения в ГКЗ необходимой для разработки месторождения категорийности запасов. Тогда для ввода месторождения в разработку остается составить соответствующий проектный документ по разработке месторождения. Этот документ рассматривается, апробируется и утверждается Центральной комиссией по разработке месторождений Министерства топлива и энергетики Российской Федерации.
§ 40. ПРОЕКТНЫЕ ДОКУМЕНТЫ ПО РАЗРАБОТКЕ НЕФТЯНЫХ МЕСТОРОЖДЕНИЙ
Вид и содержание проектного документа по разработке нефтяного или нефтегазового месторождения зависят от стадии разработки месторождения, для которой составляется документ, сложности и степени изученности его строения и свойств, а также предполагаемых технологий и системы разработки месторождения. Вообще могут быть использованы проектные документы по разработке и эксплуатации месторождений следующих видов:
проекты пробной эксплуатации;
технологические схемы опытно-промышленной разработки; технологические схемы разработки; проекты разработки;
уточненные проекты разработки (доразработки); анализы разработки.
Если в процессе эксплуатационного разбуривания месторождения, отрицательных результатов использования ранее принятой системы разработки и технологии извлечения нефти, изменения экономических и экологических условий выявится нецелесообразность продолжения разработки месторождения по имеющейся технологической схеме или даже по проекту разработки, то может быть составлено и принято к осуществлению дополнение к технологической схеме или проекту разработки или новая технологическая схема, или проект разработки месторождения.
В принципе каждый последующий проектный документ должен опираться на предыдущий, но не всегда необходимо последовательно составлять весь перечисленный выше набор документов. Если в некотором регионе предполагается ввести в разработку месторождение, залегающее в уже известном геологическом комплексе, со свойствами, аналогичными свойствам других месторождений, то можно обойтись, например, без технологической схемы опытно-промышленной разработки и переходить к составлению основной технологической схемы разработки. Пробная же эксплуатация скважин осуществляется, как правило, в обязательном порядке, так как при ее проведении получают важнейшие сведения о пласте и скважинах, необходимые для составления технологической схемы разработки.
К их числу следует прежде всего отнести данные о дебитах добывающих и приемистости нагнетательных скважин, забойном и пластовом давлениях, степени ухудшения проницаемости призабойной зоны скважин (“скин-эффектах”), эффективности тех или иных способов эксплуатации скважин и др.
В случаях, когда возникают существенные сомнения в данных использования тех или иных расстояний между скважинами, в выборе объектов разработки или даже в самой технологии извлечения нефти из недр, необходимо, конечно, составлять технологическую схему опытно-промышленной разработки для одного или нескольких участков месторождения. Результаты опытно-промышленной разработки месторождения должны как раз и дать возможность получить ответ на имеющиеся вопросы.
Технологическая схема и проект разработки месторождения являются основными документами, определяющими разработку месторождения. Именно в технологической схеме разработки устанавливаются система и технология разработки. В процессе реализации технологической схемы разработки производится основное эксплуатационное разбуривание месторождения.
После составления и утверждения технологической схемы разработки месторождения составляется проект его обустройства, в котором с учетом рельефа местности, климата и других особенностей региона устанавливаются трассы промышленных нефтепроводов и их технические характеристики, тип и конструкции устройств для сбора и замера нефти и газа, системы управления их поверхностными потоками, а также на основе расчетов выбираются типы и производительности устройств для сепарации газа и нефти, разрушения эмульсии нефть-вода и доведения нефти до требующейся кондиции, системы дальнего транспорта нефти и использования газа и воды.
На основе проекта обустройства месторождения осуществляется строительство предусмотренных этим проектом объектов добычи нефти.
Проект разработки составляется на стадии, когда месторождение разбурено на 70 %, но в систему и технологию еще можно внести существенные изменения. Если и после составления и начала осуществления проекта разработки месторождения возникнет необходимость внесения в проект значительных изменений, то составляется уточненный проект разработки месторождения.
После принятия как основной технологической схемы, так и проекта разработки ведется авторский надзор за осуществлением на практике проектных решений, а также производятся анализ фактических результатов разработки месторождения и сопоставление их с теоретическими расчетами и проектными данными.
Можно сказать, что вплоть до теоретически стопроцентного извлечения нефти из пластов каждого месторождения интерес к нему не пропадает: появляются новые технологии нефтеизвлечения, растет ценность природных углеводородов. Кроме того, могут появиться новые арендаторы.
Все это обусловливает возможность составления новых проектов разработки, предусматривающих использование более эффективных технологий нефтеизвлечения в условиях роста ценности нефти.
Согласно порядку (регламенту), установленному Министерством топлива и энергетики Российской Федерации, проектные документы должны содержать:
общие физико-геологические сведения о месторождении, слагающих его пластах и насыщающих их нефти, газе и воде;
геолого-физическую характеристику месторождения: строение и данные об эффективных толщинах и распространении пластов и пропластков, данные о запасах нефти и газа, пористости, абсолютной и относительной проницаемости, вязкости нефти, газа и воды, смачиваемости коллекторов, начальном или текущем пластовом давлении и нефтенасыщенности;
данные гидродинамических исследований скважин (индикаторные кривые и кривые восстановления давления в скважинах, определение “скин-эффектов”), данные о дебитах и приемистости скважин;
данные лабораторных исследований извлечения нефти и газа из недр, теплофизические и физико-химические свойства пластов в соответствии с предполагаемой технологией нефтеизвлечения;
обоснование выявления объектов разработки; обоснование конструкции скважин, техники и технологии эксплуатации скважин, систем первичной переработки нефти и газа;
характеристику источников водоснабжения и газоснабжения; обоснование экологической безопасности разработки месторождения;
экономические характеристики вариантов разработки.
На каждый проектный документ Заказчиком документа должно выдаваться техническое задание. Показатели, входящие в техническое задание на проектирование разработки, не должны быть противоречивыми. Если, например, задается перепад давления, то проектный (расчетный) дебит скважин должен быть искомым, и наоборот.
§ 41. СТРУКТУРА ДЕНЕЖНЫХ ПОТОКОВ ПРИ РАЗРАБОТКЕ НЕФТЯНОГО МЕСТОРОЖДЕНИЯ
Предприятие, осуществляющее разработку нефтяного месторождения, производит капитальные и эксплуатационные затраты, продает добываемую продукцию, возвращает средства на замену капитального оборудования путем амортизации его стоимости, платит федеральные и местные налоги, получает и возвращает полученные кредиты.
Таким образом, разработка месторождения сопровождается с экономической точки зрения непрерывным движением денежных средств. Это движение в каждый момент времени или за определенный установленный срок характеризуется следующими видами денежных потоков, основными из которых являются: капитальные вложения; эксплуатационные затраты;
отчисления на обновление капитального оборудования (амортизационные отчисления);
налоги и платежи, отчисляемые в бюджетные и внебюджетные фонды Российской Федерации.
На основе указанных выше денежных потоков определяются экономические показатели: поток наличности; индекс доходности;
период окупаемости капитальных вложений; внутренняя норма возврата капитальных вложений. Приведенные выше показатели определяются как в номинальном, так и в дисконтированном виде. Дисконтирование денежного потока отражает то обстоятельство, что деньги, вложенные имевшим их предприятием в развитие производства в текущем году, не равнозначны деньгам, которые должны быть вложены этим предприятием в последующие годы, поскольку, например, предприятие может поместить эти деньги в банк под соответствующие проценты. Тогда в последующие годы предприятие может осуществлять капитальные вложения не в номинальном виде, а с учетом использования этих процентов.
Капитальные вложения в разработку месторождения и эксплуатационные затраты в добычу нефти могут зависеть в основном либо от числа скважин, либо от объема добываемой продукции.
Первым и основным видом капитальных вложений в разработку месторождения являются затраты на бурение скважин. Общие затраты в бурение можно определить, умножая среднюю стоимость метра проходки скважин на данном месторождении на количество пробуренных метров.
Капитальные вложения в строительство систем промыслового сбора и транспорта нефти, комплексной автоматизации технологических процессов, водоснабжения и электроснабжения, связи и другие объекты производственного обслуживания определяются умножением удельных капитальных вложений, необходимых для строительства условных единичных объектов добычи нефти, включающих одну скважину, на количество скважин, которые технологически связаны со всеми объектами месторождения.
Капитальные вложения на подготовку нефти и очистные сооружения рассчитываются путем умножения соответствующих удельных капитальных затрат на мощность объектов по подготовке и очистке нефти и воды или других веществ, с которыми приходится иметь дело в технологическом цикле добычи нефти.
Капитальные вложения в объекты инфраструктуры добычи нефти и природоохранные мероприятия устанавливаются в процентах от общих капитальных затрат на промысловое обустройство и бурение скважин.
Один из основных видов эксплуатационных затрат - затраты на обслуживание скважин - включает в себя зарплату производственных рабочих, цеховые и общепроизводственные расходы, затраты на содержание и эксплуатацию оборудования. Принимается, что этот вид затрат зависит от числа действующих скважин.
Второй вид эксплуатационных затрат представляет собой энергетические затраты, которые определяются произведением промысловой стоимости единицы электроэнергии (киловатт-часа) на суммарный объем потребляемой электроэнергии с учетом как систем добычи нефти, так и систем воздействия на пласт.
Расходы на сбор, транспорт и технологическую подготовку нефти и газа определяются произведением соответствующих удельных затрат на общий объем обрабатываемой продукции.
Амортизация основных фондов определяется как сумма отчислений на восстановление фондов по отдельным видам фондов, исходя из их балансовой стоимости и норм амортизации. Обычно эта норма находится в пределах 5-10 % от первоначальной стоимости в год в зависимости от вида фондов.
Нормы налогов и платежей, связанных с разработкой нефтяного месторождения, определяются существующим законодательством Российской Федерации и ее субъектов.
Расчет упомянутых выше экономических показателей разработки месторождений производится в соответствии с методикой, принятой Министерством топлива и энергетики РФ. Так, дисконтированный поток наличности
NPV = (VIII.1)
t=i (1 + Е^-1
где nt - прибыль от реализации добываемой продукции в t-м году; At - амортизационные отчисления в t-м году; Kt - капитальные вложения в t-м году; Ен - норматив дисконтирования; T - расчетный период.
В формуле (VIII. 1) принимается, что в первом году начала инвестиций (t = 1) дисконтирование не производится.
Прибыль от реализации добываемой продукции nt, входящая в формулу (VIII. 1), также дисконтируется по формуле
П = (VIII.2)
t=1 (1 + Ен )l-1
где Bt - выручка от реализации добываемой продукции в t-м году; 3t - эксплуатационные затраты вместе с амортизацией в t-м году; Ht - сумма налогов в t-м году.
Выручка от реализации добываемой продукции Bt определяется произведением проданного количества нефти и газа на цену 1 т нефти или 1 м3 газа в рассматриваемом году. Объемы реализации нефти обычно ниже объемов ее добычи из-за внутренних расходов нефти. Важным показателем является также период окупаемости средств, вложенных в разработку месторождения Пок, который определяется из следующей формулы, записываемой в неявном виде:
= 0. (VIII.3)
t=1 (1+ Eh)L-1
При вычислении Пок обычно строят зависимость от времени функции NPVt, определяемой формулой (VIII. 1), в которой вместо постоянного верхнего предела T берут переменное время t. Тогда NPVt = f(t). Если по оси ординат откладывать NPVt, а по оси абсцисс - время t, то точка пересечения f(t) с осью абсцисс, расположенная на этой оси, как раз и равна периоду окупаемости капитальных вложений Пок. Естественно, что при t < Пок функция NPVt будет отрицательной, а при t > Пок -положительной.
Помимо указанных выше основных экономических показателей, вычисляемых по формулам (VIII.1)-(VIII.3), используются также: показатель IRR, определяющий внутреннюю норму возврата капитальных вложений, входящий в соотношение
TeL±ALjji1 = о; (VIII.4)
t (1 + IRR) 1
показатель (индекс) доходности PI капитальных вложений, при этом
T t 1
2 (e t + At)/ (1 + E H)t-1 PI = i=^-. (VIII.5)
2K /(1 + EH)t-1 t=1
Расчеты предприятия за кредит зависят от условий договора с кредитором.
П р и м е р VIII. 1. ОАО “Восток” осуществляет согласно лицензии разведку и разработку нефтяных и газовых месторождений в некотором регионе. На территории региона открыто и разведано нефтяное месторождение А. Балансовые запасы нефти на этом месторождении отнесены к категории. С1. Требуется оценить технико-экономические показатели будущей разработки месторождения и определить срок окупаемости затрат в разработку.
Свойства месторождения А. Продуктивный пласт этого месторождения, залегающий на глубине 2500 м, имеет эффективную толщину кэф = 15 м, пористость m = 0,22, начальную нефтенасыщенность 5но = 0,8. Плотность дегазированной нефти в поверхностных условиях рнп = 0,85 т/м3, объемный коэффициент а = 1,115, содержание газа, растворенного в нефти, Г0 = 30 м3/т дегазированной нефти. Абсолютная проницаемость пласта k = 80 • 10-15 мкм2. Плотность нефти в пластовых условиях рнп = 0,85 : 1,15 = 0,739 т/м3.
Исследование пяти разведочных скважин показало, что средний дебит нефтяной скважины можно принять равным 100 т/сут.
Геологические (балансовые) запасы нефти в пласте G = 51,74 • 106 т.
Технологические показатели разработки месторождения А. В одном из вариантов разработки, который и будет рассматриваться ниже в виде примера, принято смешанное размещение добывающих и водонагнетательных скважин -внутри залежи - по девятиточечной схеме, а вблизи контура месторождения в принципе по той же схеме, но с увеличенным количеством нагнетательных скважин. Ввиду того, что продуктивный пласт месторождения имеет довольно крутой наклон вблизи контура нефтеносности, рассматривается один (“осред-ненный”) контур нефтеносности.
В рассматриваемом варианте разрабатываемый пласт разбуривается 48 скважинами, из которых 31 добывающая и 17 водонагнетательных. Расположение добывающих и нагнетательных скважин на месторождении А показано на рис. 138.
Таким образом, геологические запасы нефти, приходящиеся на одну добывающую скважину, G,. = 51,74 • 106/31 = 1,67 • 106 т/скв.
Расчет технологических показателей разработки месторождения производился на основе представления о поэлементном вводе месторождения в разработку. При этом рассматривался некоторый условно “осредненный” элемент,
Рис. 138. Расположение добывающих и нагнетательных скважин на месторождении А:
1 - добывающие скважины; 2 - нагнетательные скважины; 3 - контур нефтеносности
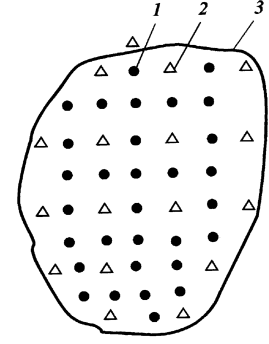
состоящий из одной добывающей и 17 : 31 =
=К0,548 нагнетательной скважины. По опыту разработки аналогичных месторождений был принят максимальный темп отбора от геологических запасов нефти в условном элементе, равный 2 % в год. По опыту разработки и в связи с представлением запасов нефти на месторождении для утверждения в ГКЗ конечная нефтеотдача пк = 0,35.
Тогда количество извлекаемых запасов нефти, приходящихся на одну добывающую скважину, равно 0,584 • 106 т/скв.
Коэффициент эксплуатации добывающих скважин принят равным 0,92, т.е.
335,8 дней в году. Следовательно, максимальный годовой темп отбора извлекаемых запасов нефти из условного элемента 2эо = 335,8 • 102/0,584 • 106 = 0,0575. Приближенно принято, что в течение срока разработки темп отбора извлекаемых запасов из условного элемента изменяется со временем по закону:
z = Jzэо ПРИ 0 < t < V Э [z эо exP [-a(t_-t* )].
Из условия нормировки запасов нефти в условном элементе получаем, что a = 2эо : (1 - zJ.>> = 9нэ :
где днэ - добыча нефти из элемента; Ыэ - извлекаемые запасы нефти в условном элементе; t* - время начала обводнения продукции, добываемой из элемента.
По опыту разработки месторождений рассматриваемого типа принято, что t* = 1 год, тогда a = 0,0575 : (1 - 0,0575 • 1) = 0,061.
В соответствии с буровыми и строительными возможностями ОАО “Восток” установлено, что скорость w разбуривания и обустройства месторождения А происходит по закону:
![]()
w при 0 < t < t ;
0 1
0 при t > t .
1
Таким образом, месторождение будет полностью введено в разработку за время tx = 3 года. При этом w0 = 16 элементов в год, т.е. примерно 10 добывающих и 6 нагнетательных скважин ежегодно.
Темп отбора жидкости из пласта (нефти и воды) после полного ввода месторождения в разработку остается постоянным, равным максимальному.
На рис. 139 показано изменение во времени добычи нефти и жидкости из рассматриваемого пласта месторождения А.
Удельные затраты на разработку месторождения (“нормативы”). В рассматриваемом примере использованы удельные затраты в определенной степени в укрупненном виде. Некоторые из них носят условный характер, поскольку пример рассчитан в учебных целях. Указанные затраты не могут быть непосредственно использованы для оценки разработки какого-либо конкретного месторождения.
Рис. 139. Изменение во времени годовой добычи нефти _ и жидкости на месторождении А:
1 - добыча нефти дн; 2 - добыча жидкости q
1500
500
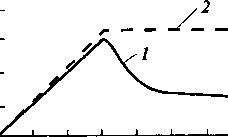
О 1 2345 6 t, годы
1000
Вначале укажем удельные капитальные вложения.
В примере принято, что стоимость одной скважины, как добывающей, так и нагнетательной, составляет 15 млн. деноминированных рублей начала 1998 г. Капитальные вложения в обустройство месторождения составляют 64 % от капиталовложений в бурение скважин или 40 % от суммарных капвложений в бурение скважин и обустройство месторождения.
Средняя годовая амортизация всех капитальных вложений составляет 7 %. Продается 95 % добытой нефти; 5 % ее используется на внутрипромысловые нужды.
Стоимость 1 т проданной нефти составляет 660 руб.; годовая инфляция равна 4 %. Средние затраты на обслуживание скважин (электроэнергия + материалы и другие без зарплаты) составляют 3 руб. на 1 т жидкости, на те х но-логическую подготовку нефти 4 руб. на 1 т жидкости, на подземный ремонт скважин 50 тыс. руб. на одну скважину, без учета заработной платы. Налоги с предприятия взимаются в соответствии с Законодательством РФ. Акцизный налог не взимается.
Результаты расчета технико-экономических показателей разработки месторождения А. Технико-экономические показатели разработки месторождения А, рассчитанные на срок 7 лет, даны в табл. 2. Все затраты указаны с учетом инфляции, составляющей 4 % в год.
Расчет дисконтированного потока наличности NPVt по годам. Первый год (в соответствии с табл. 2): NPV{ = п. 24 - п. 23 - п. 21 - п. 22 - п. 6 = = 313,5 - 13,16 - 120,6 - 412,0 = -232,3 млн. руб. Дисконтированный NPVt = -232,3 млн. руб.
Второй год: NPV2 = 965,6 - 37,18 - 369,8 - 857,0 = - 298,4 млн. руб.
Дисконтированный NPV2 = NPV2 : (1 + Ен)1 = -271,3 млн. руб., Ен = 0,1.
Третий год: NPV3 = -162,2 млн. руб. Дисконтированный NPV3 = NPV3 :
: (1 + Ен)2 = -134,0 млн. руб.
Четвертый год: NPV4 = +152,0 млн.К руб. Дисконтированный NPV4 = = NPV4 : (1 + Ен)3 = +114,2 млн. руб.
На рис. 140 показана зависимость NPVt от t, из которой видно, что затраты, произведенные в разработку месторождения, окупаются за 3,7 года.
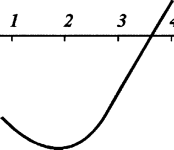
4 t, годы
Рис. 140. Зависимость NPVt от времени
NPVt, млн. руб
О
-100
-200
| Но мер | Показатели | Значения показателей по |
годам | |||||
| п/п | 1 | 2 |
3 | 4 | 5 |
6 | 7 | |
| 1 | Число введенных в эксплуатацию скважин | 16 | 32 |
48 | 48 | 48 |
48 | 48 |
|
2 | Годовая добыта нефти, тыс. т | 500 | 1000 |
1540 | 950 | 870 |
830 | 790 |
|
3 | Накопленные капитальные вложения в бурение скважин, млн. руб. |
240,0 | 499,2 | 778,8 | 809,9 | 842,3 |
876,0 | 911 ,0 |
|
4 | Накопленные капитальные вложения в обустройство месторождения, млн. руб. | 153,6 | 31 9,5 |
498,3 | 518,3 |
539,1 | 560,6 | 583,0 |
| 5 | Накопленные капвложения в поддержание пластового давления (ППД), млн. руб. | 18,4 | 38,3 | 59,8 |
62,2 | 64,7 | 67,3 |
70,0 |
| 6 |
Всего накопленных капитальных вложений, млн. руб. | 41 2,0 | 857,0 | 1 337,0 | 1390,4 |
1446,8 | 1 504,3 | 1564,0 |
| 7 | Количество проданной нефти, тыс. т | 475 | 950 | 1463 |
902,5 | 826,5 | 778,5 |
750,5 |
| 8 |
Годовая выручка от продажи нефти с учетом инфляции, млн. руб. | 31 3,5 | 652,1 | 1044,0 |
670,0 | 638,1 | 633,2 | 626,8 |
| 9 |
Остаточная стоимость основных фондов, млн. руб. | 383,2 |
768,1 | 1154,0 | 1111,0 | 1065,0 | 1 01 8,7 |
968,3 |
| 10 |
Годовой фонд оплаты труда, млн. руб. | 7,368 | 11,12 |
16,13 | 17,08 | 17,54 |
18,78 | 19,66 |
|
11 12 | Эксплуатационные затраты без амортизации и налогов, млн. руб. Технологические затраты без оплаты труда, млн. руб.: | 13,16 | 24,02 | 36,03 |
37,78 | 39,06 | 41 , 1 6 | 42,94 |
| эл. энергия и материалы | 1,5 |
3,37 | 5,192 | 5,4 | 5,62 | 5,84 |
6,07 | |
| подготовка нефти | 2,0 | 4,49 |
6,92 | 7,2 | 7,48 | 7,48 | 8,1 | |
| подземный ремонт скважин | 0,8 | 1,664 |
2,6 | 2,7 | 2,8 |
2,92 | 3,04 | |
|
13 | Эксплуатационные затраты с амортизацией, но без налогов, млн. руб. | 42,0 | 84,02 |
129,6 | 135,1 | 140,3 |
146,5 | 152,4 |
|
14 | Налоги, включаемые в эксплуатационные затраты (плата за недра, отчисления на воспроизводство минеральносырьевой базы, отчисления в дорожный фонд), млн. руб. | 47,58 | 99,12 | 158,8 |
101,8 | 97,0 | 96,24 |
95,27 |
| Но мер |
Показатели |
Значения показателей по |
годам | |||||
| п/п |
1 | 2 |
3 | 4 | 5 |
6 | 7 | |
| 15 | Налоги, исчисляемые от фонда оплаты труда, млн. руб. | 2,87 | 4,332 | 6,295 |
6,66 | 6,84 | 7,326 |
7,663 |
| 16 |
Налог на добавленную стоимость, млн. руб. | 62,5 | 130,4 |
208,8 | 134,0 | 127,6 | 126,6 | 125,4 |
| 17 | Налог на имущество, млн. руб. | 7,66 | 15,36 | 23,07 | 22,2 |
21,3 | 20,35 | 19,37 |
| 18 | Общая прибыль, млн. руб. | 149,5 |
316,0 | 428,4 | 266,6 |
241,5 | 232,4 |
221,8 |
| 19 |
Налог на прибыль, млн. руб. |
52,33 | 110,6 | 150,0 |
93,3 | 84,52 | 81,34 | 77,6 |
| 20 |
Чистая прибыль (без налога), млн. руб. | 97,18 | 205,4 |
278,4 | 173,3 | 157,0 | 151,1 | 144,1 |
| 21 | Налоги, входящие в эксплуатационные затраты (всего), млн. руб, | 50,45 | 103,5 | 160,1 | 108,5 |
103,8 | 103,6 | 104,0 |
| 22 | Налоги, направляемые в федеральные и местные органы, млн. руб. | 70,16 |
145,8 | 232,0 | 156,2 |
148,0 | 146,0 |
144,7 |
| 23 |
Эксплуатационные затраты без амортизации и налогов, млн. руб. |
13,16 | 24,02 | 36,03 |
37,78 | 39,06 | 41,3 | 42,94 |
| 24 |
Накопленная выручка от продажи нефти, млн. руб. | 31 3,5 |
965,6 | 2010,0 | 2680,0 | 3318,0 | 3951,0 |
4578,0 |
Контрольные вопросы
1. Назовите последовательно составляемые проектные документы по разработке нефтяных месторождений и объясните их назначение.
2. Изложите основное содержание технологической схемы разработки нефтяного месторождения.
3. Что такое дисконтированный поток наличности при разработке нефтяного месторождения?
4. Охарактеризуйте основные затраты в разработку месторождения. Какого вида они бывают и как в принципе определяются? Что такое “нормативы затрат”?
5. Как определить срок окупаемости затрат в разработку месторождения?
МЕХАНИЧЕСКАЯ И ХИМИЧЕСКАЯ ОБРАБОТКА ПЛАСТА
8.1. ФИЗИКО-ХИМИЧЕСКАЯ ОБРАБОТКА ПЛАСТА
Одно из ведущих мест в процессах увеличения производительности скважин занимает обработка пласта химическими реагентами, соляной кислотой, а также реактивами, воздействующими на призабойную зону. Известно, что при вскрытии пласта с использованием глинистого раствора, как показывает практика, почти всегда имеет место фильтрация воды из раствора, которая, глубоко проникая в пласт песчаника, затрудняет в последующем обратное движение нефти и газа к забою скважины. Проникшая в пласт вода (фильтрат) из глинистого раствора удерживается в порах песчаника благодаря действию капиллярных сил. Это влечет за собой уменьшение и снижение эффективной проницаемости песчаника. В результате приток флюида к забою скважины затрудняется или прекращается совсем. Известно, что по закону Лапласа давление, развиваемое жидкостью в капилляре, прямо пропорционально ее поверхностному натяжению и обратно пропорционально радиусу капилляра.
Для снижения поверхностного натяжения воды требуется закачать в пласт воду с добавками ПАВ с загустителями. Наиболее широко применяют реагенты ОП-10 и ОП-7, оксиэти-лированные алкинфенолы, представляющие собой продукты конденсации смеси алкинфенолов с окисью этилена и отличающиеся количеством присоединенной окиси этилена, а также реагенты КАУФЭ-14 и КАУФЭ-8, оксиэтилированные продукты, получаемые на базе технических фенолов, выделяемых из продуктов переработки каменного угля и сланцев. Кроме этих реагентов применяют реагент ОЖК — оксиэтилированные жирные кислоты — продукт конденсации окиси этилена с жирными кислотами, полученными при окислении парафина.
Среди импортных ПАВ применяют превоцел, изготовленный на базе окиси этилена. Концентрация ПАВ в растворах берется в пределах до 0,05 % объема закачиваемой воды в пласт. Иногда закачиваемую воду с ПАВ загущают полиакриламидом (ПАА).
Промывка забоя скважины ПАВ относится к физическим методам воздействия на пласт и занимает одно из ведущих мест в процессах увеличения производительности скважин.
Химический метод обработки призабойной зоны основан на реакции взаимодействия закачиваемых химических веществ с некоторыми породами пласта. Сюда входит солянокислотная обработка призабойной зоны, а также закачка раствора бисульфата натрия с целью разглинизации продуктивного пласта.
Солянокислотная обработка призабойных зон скважин основана на способности кислоты вступать в химическую реакцию с карбонатными породами и растворять их. В результате действия соляной кислоты на указанные породы за счет растворения карбонатов происходит очищение каналов, пор и трещин продуктивного пласта. Химические реакции, происходящие при этом, выражаются следующими уравнениями:
известняк
СаСО3 + 2HC1 = СаС12 + H2O + CO2;
доломит
CaMg(CO3)2 + 4HC1 = CaC12 + MgC12 + 2H2O + CO2.
Полученные хлористый кальций и хлористый магний хорошо растворяются в воде и легко удаляются из призабойной зоны пласта. В результате в породе пласта образуются новые пустоты и трещины (каналы). Эффективность солянокислотной обработки зависит от концентрации кислоты, ее количества, давления при обработке, температуры на забое, скорости движения кислоты, типа пород и т.д. Обычно применяют 8+10 %-ную соляную кислоту, т.е. на 100 мас. частей водного раствора приходится от 8 до 10 частей концентрированной соляной кислоты.
Для того, чтобы предотвратить разъедание оборудования скважины при обработке, в соляную кислоту добавляют ингибиторы. В табл. 8.1 приводится характеристика ингибиторов коррозии.
На основании опытных данных установлено, что расход солянокислотного раствора на 1 м обрабатываемой мощности пласта составляет от 0,4 до 1,5 м3 с концентрацией от 8 до
Характеристика ингибиторов коррозии для проведения солянокислотной обработки
|
Ингибитор | Оптимальное дозирование, %, к объему раствора кислоты | Остаточное коррозионное действие кислоты с ингибитором, % |
Кратность снижения коррозии | Примечание |
|
Формалин | ,8 0, 1 ,6 0, | 14+12 | 7+8 |
Для темпе |
| Уникод ПБ-5 | 0,25-0,5 | 3,2+2,4 | 31+42 | ратуры за- |
| Катапин-А | 0,05-0,1 | 2,1+1,5 | 48+67 |
бо я |
| Катапин-К |
0,05-0,1 | 2,3+1,7 |
43+59 | 20+40 °С |
|
Катамин-А | 0,05-0,1 |
2,7+2,6 | 37+38 | То же |
| Уротропин |
0,2-0,25 | 14+12 | 7+8 | |
| И-1 - А-уротропин | 0,1-0,2-0,4-0,8 | 30+55 | ||
| И-1-А-уротро- пин-иодистый калий |
0,4-0,8 -0,01 | 40 |
До 130 °С |
10+15 % соляной кислоты. Если пласт обладает низкой проницаемостью и малым начальным дебитом, объем кислотного раствора не должен (при первичной обработке) превышать 0,4+0,6 м3 на 1 м мощности обрабатываемого пласта. Для скважин с высоким начальным дебитом и высокой проницаемостью количество солянокислотного раствора должно быть принято в пределах 1 + 1,5 м3.
При повторных обработках во всех случаях объем кислотного раствора увеличивают на 30+45 % по сравнению с предыдущей обработкой. Для скважин с высоким пластовым давлением и с малой проницаемостью пласта рекомендуется применять растворы более высоких концентраций — до 15 % HCl. При обработке скважин с низким пластовым давлением в хорошо проницаемых породах должны применяться менее концентрированные растворы — от 10 до 12 % HCl.
Соляную кислоту с концентрацией 8 % рекомендуется применять в скважинах, в которых продуктивный пласт сложен из песчаника с карбонатным цементом.
Приготовление раствора соляной кислоты определенной концентрации с учетом всех вводимых в раствор добавок производится либо на промысле в специально отведенном месте, либо непосредственно у самой скважины. Расчет для призабойной зоны скважины сводится к определению объема рабочего раствора соляной кислоты выбранной концентрации, количества воды, необходимого для его приготовления, количества различных добавок к рабочему раствору — ингибиторов коррозии, стабилизаторов или замедлителей скорости реакции между соляной кислотой и породой, ин-тенсификаторов или ПАВ.
Например, требуется определить количество соляной кислоты и других химических реагентов для обработки газовой скважины, имеющей следующую характеристику: глубина
1045 м; пласт представлен песчаником; эффективная мощность пласта 12 м; проницаемость пород 0,06-10-12 м2; пластовое давление 10 МПа; внутренний диаметр эксплуатационной колонны 0,15 м; внутренний диаметр НКТ 0,062 м.
Т а б л и ц а 8.2
Количество соляной кислоты и воды для получения растворов различных концентраций
| Требуемый | Требуемая концентрация разведенной кислоты, % | |||||||||
| объем разведенной кислоты, м | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 |
| 1 |
190 | 230 | 270 |
310 | 350 | 390 | 430 | 470 |
510 | 550 |
| 2 | 0,83 | 0,80 |
0,76 | 0,73 | 0,69 |
0,66 | 0,62 | 0,59 | 0,55 | 0,52 |
| 380 | 460 |
540 | 660 | 700 |
780 | 860 | 940 | 1020 | 1100 | |
| 3 | 1,67 | 1,59 | 1,53 | 1,46 |
1,39 | 1,32 | 1,24 |
1,17 | 1,11 | 1,04 |
| 570 | 690 | 810 | 920 |
1040 | 1170 | 1290 |
1410 | 1530 | 1650 | |
| 4 | 2,50 |
2,39 | 2,29 | 2,19 |
2,08 | 1,98 | 1,87 | 1,76 | 1,65 |
1,56 |
| 760 |
910 | 1070 | 1230 |
1390 | 1560 | 1720 | 1880 | 2040 |
2200 | |
| 5 | 3,34 | 3,18 | 3,06 |
2,92 | 2,78 | 2,64 |
2,49 | 2,34 | 2,21 | 2,08 |
| 950 | 1140 | 1340 |
1530 | 1740 | 1940 |
2150 | 2360 | 2570 | 2780 | |
| 6 |
4,17 | 3,98 | 3,82 |
3,65 | 3,47 | 3,30 | 3,11 | 2,93 |
2,75 | 2,57 |
|
1140 | 1370 | 1610 |
1840 | 2090 | 2330 | 2580 | 2830 |
3080 | 3320 | |
| 7 | 5,00 | 4,78 |
4,58 | 4,38 | 4,17 |
3,96 | 3,73 | 3,52 | 3,31 | 3,10 |
| 1330 | 1600 |
1880 | 2150 | 2440 |
2720 | 3000 | 3300 | 3600 | 3900 | |
| 8 | 5,84 | 5,58 | 5,35 | 5,12 |
4,86 | 4,62 | 4,36 |
4,11 | 3,86 | 3,58 |
| 1520 | 1830 | 2140 | 2460 |
2780 | 3110 | 3440 |
3770 | 4080 | 4400 | |
| 9 | 6,67 |
6,37 | 6,12 | 5,58 |
5,56 | 5,28 | 4,98 | 4,68 | 4,42 |
4,16 |
| 1710 |
2050 | 2400 | 2760 |
3140 | 3500 | 3870 | 4240 | 4610 |
4980 | |
| 10 | 7,50 | 7,17 | 6,88 |
6,57 | 6,25 | 5,94 |
5,60 | 5,28 | 4,96 | 4,65 |
| 1890 | 2280 | 2690 |
3080 | 3480 | 3890 |
4300 | 4720 | 5140 | 5560 | |
| 11 |
8,34 | 7,97 | 7,64 | 7,30 | 6,95 |
6,60 | 6,27 | 5,87 |
5,50 | 5,14 |
| 2080 | 2510 | 2960 | 3390 | 3830 |
4280 | 4730 | 5190 |
5650 | 6110 | |
|
12 | 9,17 | 8,77 |
8,40 | 8,03 | 7,64 | 7,26 | 6,89 |
6,46 | 6,05 | 5,66 |
| 2270 | 2740 | 3230 | 3700 |
4180 | 4670 | 5160 |
5660 | 6160 | 6660 | |
| 13 | 10,00 |
9,57 | 9,16 | 8,76 | 8,33 | 7,92 |
7,51 | 7,04 | 6,60 |
6,18 |
| 2460 |
2970 | 3500 | 4010 | 4530 | 5060 |
5590 | 6130 | 6670 |
7210 | |
| 14 |
10,83 | 10,37 | 9,92 |
9,49 | 9,02 | 8,58 | 8,14 | 7,63 |
7,15 | 6,70 |
|
2650 | 3200 | 3770 |
4320 | 4880 | 5450 | 6020 | 6600 |
7180 | 7760 | |
| 15 | 11,66 | 11,17 |
10,68 | 10,22 | 9,71 |
9,24 | 8,76 | 8,21 | 7,70 | 7,22 |
| 2840 | 3430 |
4400 | 4630 | 5230 |
5840 | 6450 | 7070 | 7690 | 8310 | |
| 12,49 | 11,97 |
11,44 | 10,95 | 10,40 |
9,90 | 9,38 | 8,80 | 8,25 | 7,74 | |
| П р и м е ч а н и е . В числителе 27 %-ная соляная знаменателе вода (включая добавки) в м3. |
кислота в | кг; в |
||||||||
Для заданных условий концентрацию кислоты для первичных обработок принимают 8+10 %. Примем 10 %. Количество кислоты, расходуемой на 1 м толщины пласта, для песчаников составляет 0,4+0,6 м3. Принимаем 0,5 м3. В этом случае общий объем рабочего кислотного раствора составит 0,5-12 = 6 м3. На приготовление 6 м3 10 %-ного рабочего солянокислотного раствора требуется 2330 кг 27,5 %-ной кислоты и 3,96 м3 воды (табл. 8.2). Количество концентрированной товарной (неразведенной) кислоты может быть определено по формуле
QK = Q/h.
где QK — объем концентрированной кислоты, м3; Q — объем солянокислотного раствора, м3; h — коэффициент, зависящий от концентрации раствора и концентрации соляной кислоты (табл. 8.3).
Т а б л и ц а 8.3
Коэффициент h, зависящий от концентрации раствора и концентрации соляной кислоты
| Концентрация раствора, % | Концентрация товарной соляной кислоты |
Концентрация раствора, % |
Концентрация товарной соляной кислоты | |||
| 31 %-ная | 27 %-ная | 31 %-ная | 27 %-ная | |||
| 8 |
4,325 | 3,69 | 12 | 2,825 | 2,412 | |
| 9 | 3,82 | 3,26 | 13 | 2,6 |
2,217 | |
| 10 |
3,42 | 2,92 | 14 | 2,4 | 2,048 | |
| 11 | 3,1 | 2,645 | 15 | 2,23 |
1,903 | |
Т а б л и ц а 8.4
Плотность и концентрация соляной кислоты
|
Плот ность, кг/м3 |
Гра дусы Боме |
Концентрация соляной кислоты, % вес | Содержание соляной кислоты в 1 л, кг | Плот ность, кг/м3 | Гра дусы Боме | Концентрация соляной кислоты, % вес | Содержание соляной кислоты в 1 л, кг | |
|
1030 | 4,1 | 5,15 |
0,063 | 1105 |
13,6 | 20,97 | 0,232 |
|
| 1035 | 4,7 |
7,15 | 0,074 |
1110 | 14,2 | 21,92 |
0,243 | |
| 1040 |
5,4 | 8,16 | 0,084 |
1115 | 14,9 |
22,85 | 0,255 | |
|
1045 | 6 | 9,16 |
0,096 | 1120 |
15,4 | 23,82 | 0,267 |
|
| 1050 | 6,7 |
10,17 | 0,107 |
1125 | 16 | 24,78 |
0,279 | |
| 1055 |
7,4 | 11,18 | 0,118 |
1130 | 16,5 |
25,75 | 0,291 | |
|
1060 | 8 | 12,19 |
0,129 | 1135 |
17,1 | 26,70 | 0,302 |
|
| 1065 | 8,7 |
13,19 | 0,140 |
1140 | 17,7 | 27,66 |
0,315 | |
| 1070 |
9,4 | 14,17 | 0,152 |
1145 | 18,3 |
28,61 | 0,328 | |
|
1075 | 10 | 15,16 |
0,163 | 1150 |
18,8 | 29,57 | 0,340 |
|
| 1080 | 10,6 |
16,15 | 0,174 |
1155 | 19,3 | 30,55 |
0,353 | |
| 1085 |
11,2 | 17,13 | 0,186 |
1160 | 19,8 |
31,52 | 0,366 | |
|
1090 | 11,9 | 18,11 |
0,197 | 1165 |
20,3 | 32,49 | 0,379 |
|
| 1095 | 12,4 |
19,06 | 0,209 |
1170 | 20,9 | 33,46 |
0,391 | |
| 1100 |
13 | 20,01 | 0,220 |
1175 | 21,4 |
34,42 | 0,404 |
Количество добавок на 1 м3 солянокислотного раствора в зависимости от его концентрации
| Добавка |
Концентрация солянокислотного раствора, % | |||||||
| 8 |
9 | 10 | 11 |
12 | 13 | 14 |
15 | |
| Формалин, кг |
4,8 | 5,4 | 6 |
6,6 | 7,2 | 7,8 | 8,4 | 9 |
|
Формалин 40 %-ный, л | 5,2 |
5,9 | 6,6 | 7,2 | 7,9 | 8,5 |
9,2 | 9,8 |
|
Уникол У2, л | 15 |
17 | 19 | 21 |
23 | 25 | 27 |
29 |
| Уникол МН, л |
3 | 3,4 | 3,8 |
4,2 | 4,6 | 5 |
5,4 | 5,8 |
|
Уникол УК, кг | 0,9 |
1 | 1,1 | 1,3 |
1,4 | 1,5 | 1,6 |
1,7 |
Количество воды, необходимое для приготовления заданного объема солянокислотного раствора, определяется по формуле
V = О — О — (q + q + ... +
где V - требуемое количество воды, м3; О - объем солянокислотного раствора, м3; О - объем концентрированной товарной (неразведенной) соляной кислоты, м3 (табл. 8.4); (q1 + q2 + ... + qn) - суммарный объем всех добавок к солянокислотному раствору, м3.
Количество добавок на 1 м3 солянокислотного раствора в зависимости от его концентрации определяется по табл. 8.5.
На месторождениях предприятия Кубаньгазпром применяют технологию ВНИИгаза для удаления глинистых кольмати-рующих образований из призабойной зоны пласта при за-канчивании газоконденсатных скважин, а также скважин после капитального ремонта, дебит которых не соответствует расчетным фильтрационно-емкостным параметрам пласта
[17].
В качестве реагента для приготовления раствора используется бисульфат натрия, представляющий собой хорошо растворимый в воде порошок белого цвета. Его 8 %-ный раствор при 20 °С имеет плотность 1040 кг/м3.
В качестве буферной жидкости используются нефть, дизельное топливо или другие вязкие нейтральные жидкости.
Расчетное количество реагентного раствора продавливают при закрытом затрубном пространстве в пласт под давлением, превышающим пластовое на 1 + 1,5 МПа. Затем закрывают скважину и оставляют ее под наблюдением 4+6 ч, фиксируя через 10+15 мин падение давления. После освоения в случае получения дебита ниже ожидаемого закачивают в призабойную зону по описанной технологии раствор катионоактивного ПАВ.
Гидравлический разрыв пласта (ГРП) — один из эффективных методов механической обработки продуктивного объекта с целью интенсификации добычи газа и обеспечения рациональной разработки нефтегазовых месторождений.
Сущность метода заключается в нагнетании в призабойную зону жидкости под высоким давлением, в результате чего происходит расслоение породы и образование новых или расширение существующих трещин. Сохранение трещин в открытом состоянии при снижении давления в скважине обеспечивается закачкой в них вместе с жидкостью закрепляющего агента — кварцевого песка.
Процесс ГРП состоит из следующих, последовательно проводимых операций:
закачки в пласт высоковязкой малофильтрующейся жидкости разрыва для образования в породе новых и расширения существующих трещин;
закачки в образовавшиеся трещины песчано-жидкостной смеси для закрепления их песком путем создания песчаной подушки;
закачки в скважину жидкости для продавливания в трещины песчано-жидкостной смеси.
Жидкости для гидроразрыва пласта и транспортировки песка должны отвечать следующим требованиям:
не уменьшать проницаемость породы пласта и не ухудшать фильтрационную характеристику призабойной зоны;
при контакте с пластовыми жидкостями и породой не образовывать нерастворимых осадков и эмульсий;
вязкость и фильтруемость должны быть стабильными в условиях обрабатываемого пласта в пределах времени проведения гидроразрыва;
обладать свойствами, обеспечивающими наиболее полное их удаление из созданных трещин и порового пространства пород после выполнения гидроразрыва.
Кроме указанных общих требований жидкость разрыва должна обладать малой фильтруемостью и большой вязкостью, а жидкость-песконоситель — высокой пескоудерживающей способностью.
Все рабочие жидкости должны быть экологически чистыми, пожаробезопасными и приготавливаться из доступных материалов.
Гидроразрыв пласта проводится в скважинах:
работающих с дебитами, значительно меньшими потенциально возможных, исходя из емкостно-фильтрационной характеристики продуктивного пласта;
вскрывших продуктивный пласт с низкой проницаемостью, но с высоким пластовым давлением и значительными запасами газа;
работающих со значительно меньшей продуктивностью по сравнению с окружающими;
с разрушающей призабойной зоной и пробкообразующих для снижения депрессии на пласт с целью предупреждения разрушения породы;
нагнетательных для увеличения приемистости пласта.
Не рекомендуется проводить гидроразрыв в скважинах, технически неисправных и расположенных вблизи контура водоносности.
Сложность строения реальных продуктивных пластов и постоянно изменяющиеся в них условия во время проведения гидроразрыва не позволяют однозначно воспользоваться математическими зависимостями для выбора оптимальных технологических параметров процесса ГРП. Отсутствие точных представлений о месте образования трещин и величине их раскрытия, распределении песка по трещине и других факторах обусловливает необходимость установления оптимальных параметров процесса гидроразрыва на основании промысловых экспериментов и обобщения практических результатов.
Весь процесс гидравлического разрыва пласта может быть успешно осуществлен при определенном соотношении темпа закачки жидкости, ее вязкости, фильтруемости и транспортирующей способности потока. При этом в каждый момент увеличение темпа закачки жидкости должно опережать количество фильтрующейся ее в пластовую породу с тем, чтобы происходило быстрое возрастание давления на скелет пласта, достижение значения, при котором произойдет расслоение породы, разрыв пласта. При дальнейшей закачке в пласт жидкостей песконосителя и продавочной давление нагнетания должно обеспечить развитие трещины в глубь пласта.
Темп закачки жидкостей и их вязкость оказывают решающее влияние на успешность проведения и эффективность операции ГРП. Причем значение этих факторов необходимо рассматривать не каждый в отдельности, а во взаимосвязи.
Произведением темпа закачки жидкости на ее вязкость определяется гидравлическая мощность потока, его транспортирующая способность, т.е. те технологические параметры, от которых зависит успех операции ГРП. При недостаточной гидравлической мощности потока существует опасность выпадения песка вблизи ствола скважины, образование песчаной пробки на забое и ограниченное распространение трещин. При высокой гидравлической мощности потока обеспечиваются образование далеко уходящих в пласт трещин, повышенная концентрация песка в потоке и транспортировка его в пласт на значительное, до нескольких десятков метров, расстояние от ствола скважины.
Количество закачанного в трещину песка определяет ее геометрические размеры, следовательно, при прочих равных условиях чем больше вводится песка в пласт, тем протяженнее будет трещина и значительно увеличится объем активно дренируемой скважиной зоны продуктивного пласта, тем выше будет приток пластового флюида к скважине. Однако ввод определенного количества песка в пласт можно обеспечить при различном сочетании таких важных технологических параметров, как гидравлическая мощность потока и концентрация песка в нем. От концентрации песка в песчаножидкостной смеси зависит высота песчаной подушки, ее несущая способность, т.е. возможность выдерживать вертикальное давление вышележащих пород и сохранять высокую пропускную способность трещины.
После закачки песка в трещину и снижения давления нагнетания частицы песка находятся под давлением вышележащих пород, обусловливающим внедрение зерен песка в породу. По данным работы [33] в случае односложной укладки зерен песка в горизонтальной трещине происходит внедрение их в кровлю и подошву трещины на две трети диаметра (для фракции 0,5+0,85 мм). Поэтому фактическая ширина трещины будет 0,17+0,28 мм, а ее пропускная способность небольшая. С течением времени трещина может засориться мелкими глинистыми и песчаными частицами. Поэтому необходима многослойная укладка зерен песка. Она позволит увеличить ширину трещины и связанную с ней пропускную способность, так как в поверхности стенок трещины будут внедряться только верхние и нижние слои песка. Вполне понятно, что добиться многослойной укладки зерен можно только за счет увеличения количества и концентрации песка.
Эффективность ГРП зависит также от места образования трещин.
Для продуктивных пластов, отличающихся большой изменчивостью коллекторских свойств по толщине пласта, что 164 характерно для месторождений Северного Кавказа, существенное влияние на эффективность процесса ГРП оказывает еще и число образующихся трещин. Однако до последнего времени существовало мнение: возможно ли при проведении гидроразрыва одновременное образование нескольких трещин? Для получения ответа на данный вопрос проведены специальные исследования в трех группах скважин, расположенных в различных по емкостно-коллекторской характеристике и дебитам зонах одного из месторождений Северного Кавказа [22].
Проведенные исследования позволили сделать однозначные выводы:
в результате ГРП образуется несколько трещин (2+3 и более), что объясняется значительной литологической изменчивостью пласта по толщине и большой неоднородностью коллекторских свойств его;
трещины образуются в местах наименьшей механической прочности пород, часто по плоскостям напластований или в наиболее проницаемой части продуктивного пласта;
эффективность ГРП зависит как от числа, так и от места образования трещин;
малая эффективность ГРП или отсутствие эффекта связаны с образованием трещин в малогазонасыщенных или в непродуктивных частях пласта.
При проведении гидроразрыва литологически неоднородного пласта трещины могут образоваться в разных местах — по плоскостям напластований, в кровле, подошве или в хорошо проницаемой части пласта, чем и определяется при прочих равных условиях эффективность проводимых операций. При этом не удается охватить трещинами все пропластки, и они остаются гидродинамически не связанными со скважиной. Поэтому возникает необходимость проведения многократного направленного гидроразрыва, при котором создаются трещины в определенных интервалах пласта.
Обычно на газовых и газоконденсатных месторождениях Северного Кавказа эксплуатационная колонна перфорируется в интервале всей толщины продуктивного пласта, что затрудняет качественное проведение направленного гидроразрыва с использованием пакера или искусственно создаваемых в эксплуатационных колоннах песчаных пробок.
Однако есть и другие, менее трудоемкие способы осуществления многократного и направленного гидроразрыва пласта — это использование энергии высоконапорной струи гидропескоструйного перфоратора и применение пластичных шариков, временно закупоривающих перфорационные отверстия в эксплуатационной колонне.
При гидропескоструйной перфорации за счет перепада давления в перфорационном отверстии обсадной колонны возникает давление в образующемся перфорационном канале пластовой породы. Если давление разрыва пласта меньше или равно давлению в канале, то должно происходить образование трещин в пласте. Для выяснения этого предположения был проведен многократный направленный гидроразрыв в скважине, находящейся в одной зоне равных эффективных мощностей и одинаковой газонасыщенности пласта со скважинами, где не получено ожидаемого результата.
Предварительно для уточнения давления гидроразрыва в нескольких скважинах спущенными в зону фильтра глубинными манометрами было замерено в процессе ГРП забойное давление. Благодаря этому с высокой точностью определен градиент давления разрыва, который оказался равным 0,017 МПа-м. Таким образом, для гидроразрыва пласта, залегающего в интервале 660+652 м, необходимо создать давление
11,2+11,5 МПа. Устье скважины было оборудовано герметизирующим устройством, позволяющим без прекращения круговой циркуляции жидкости перемещать в вертикальном направлении НКТ.
ГРП осуществлен последовательно в трех местах с использованием гидропескоструйного перфоратора с тремя насадками диаметром 6 мм, установленными в одной горизонтальной плоскости под углом 120° друг к другу.
Вначале на намеченных глубинах проводили обычную гидроперфорацию (снизу вверх). Параметры процесса ГПП: давление нагнетания 20 МПа, концентрация песка в потоке 70 кг/м3, продолжительность воздействия абразивной струи на одной установке 10 мин. Затем, не прекращая циркуляции, закрывали задвижку на межтрубном пространстве, и песчано-жидкостная смесь через перфоратор и отверстия в обсадной колонне направлялась непосредственно в пласт. При этом увеличивали концентрацию песка до 500+300 кг/м3. В первую трещину при темпе 14,5 л/с закачали 3 т песка с концентрацией его в потоке 500 кг/м3, во вторую с темпом 14 л/с закачали 6 т песка с концентрацией 450 кг/м3, в третью соответственно 16 л/с, 6,5 т и 300 кг/м3. В качестве рабочей жидкости при выполнении операции ГПП и ГРП использовался 10 %-ный раствор хлористого натрия.
После закрытия задвижки на межтрубном пространстве давление нагнетания сначала увеличивалось до 27+26 МПа, а 166 затем снижалось до 22+21 МПа, что свидетельствовало о разрыве пласта. Продавку песка в пласт осуществляли той же жидкостью в объеме спущенных НКТ. В межтрубном пространстве на устье скважины давление выше 50 МПа не поднималось. Такое давление наблюдалось при ГРП, осуществляемом на этом месторождении по обычной технологии. Основные сведения о технологических параметрах ГПП и ГРП приведены в табл. 8.6.
После выполнения ГРП рабочий дебит скважины составил
13,5 тыс. м3/сут газа, что в 2 раза больше дебита рядом расположенных скважин, в которых гидроразрыв был проведен по обычной технологии однократного гидроразрыва, но с лучшими технологическими показателями: темпом
закачки 28 л/с, песка 20 т, концентрацией его в потоке 590 кг/м3.
Проведенные промысловые исследования позволили сделать следующие выводы:
многократный направленный гидроразрыв анизотропного газоносного пласта значительно эффективнее проводимого по обычной технологии однократного гидроразрыва;
ГРП можно проводить через ограниченное число отверстий в обсадной колонне с обеспечением оптимального темпа закачки и высокой концентрации песка в потоке;
Т а б л и ц а 8.6
Основные технологические параметры ГПП и ГРП
| Глубина | Наиме | Параметры процесса |
Приме | |||
| установки пер-форато-ра, м | нование операции, число отверстий |
Рабочее давление, МПа |
Темп закачки, л/с | Количество песка, т | Концен трация песка, кг/м3 |
чание |
| 660 |
ГПП, 3 | 220 | 70 | |||
| 659 |
ГПП, 3 | 220 | 70 | |||
|
659 | ГРП | 270+220 | 14,5 | 3 | 500 | 1 тре |
| 658 | ГПП, 3 | 220 | 70 | щина | ||
| 657 | ГПП, 3 |
220 | 70 |
|||
| 656 | ГРП | 260+210 | 14 |
6 | 450 | 2 тре |
| 655 | ГПП, 3 |
220 | 70 |
щина | ||
| 654 |
ГПП, 3 | 220 | 70 | |||
| 652,5 |
ГПП, 3 | 220 | 70 | |||
|
652,5 | ГРП | 260+210 | 16 | 6,5 | 300 | 3 тре |
| 652 | ГПП, 3 | 220 | 70 | щина |
||
вскрытие обсаженного пласта пескоструйной перфорацией, гидроразрыв его и закрепление трещин песком можно проводить как один непрерывный цикл работ;
многократный направленный гидроразрыв пласта, представленного анизотропными терригенными коллекторами, возможно проводить одновременно с гидропескоструйной перфорацией в скважинах любой глубины, если используемые в работе насосные агрегаты обеспечивают создание необходимого давления.
Газоносный пласт в скв. 200 Тахта-Кугультинского месторождения вскрыт в интервале 617+607 м кумулятивной перфорацией с плотностью 10 отв/м, всего 100 отверстий. После освоения рабочий дебит скважины составил 10 тыс. м3/сут газа. Анализ данных геофизических исследований (термокаротаж, профили тепло- и электропроводности) показал, что приток газа отмечается только из двух интервалов: из одного — интенсивный, из другого — слабый. Провели гидроразрыв пласта в два этапа. При первом под давлением 10 МПа закачали 10 т песка с концентрацией 500 кг/м3. Затем, не прекращая прокачку, в поток песчано-жидкостной смеси через лубрикатор ввели эластичные капроновые шарики диаметром 17+18 мм в количестве 50 штук (из расчета перекрытия половины перфорационных отверстий в фильтровой части эксплуатационной колонны). Через 2 мин после ввода шариков давление повысилось до 18 МПа, а затем резко снизилось до 10 МПа. Это свидетельствовало о перекрытии шариками перфорационных отверстий напротив работающих газом интервалов и последовавшего за этим гидроразрыва пласта в других неработающих интервалах. Под давлением 10 МПа закачано 10 т песка с концентрацией его в потоке 520 кг/м3. При освоении скважины вместе с жидкостью было извлечено в различной степени деформированных 46 шариков.
Интерпретация данных повторных исследований позволила установить, что в результате гидроразрыва образовались два новых, работающих интервала и повысилась газоотдача ранее работавших, благодаря чему дебит скважины увеличился в 1,5 раза.
Исходя из физической сущности гидроразрыва пласта, его влияние на разработку месторождения при правильно выполненной технологии, исключающей смыкание стенок трещин и обеспечивающей функционирование их как каналов с большой проводимостью для пластовых флюидов, должно проявляться длительное время, до полного истощения пласто-168 вой энергии. Снижение продуктивности скважин в данном случае может быть связано только с естественным падением пластового давления и кольматацией призабойной зоны. Это положение в какой-то мере нашло убедительное практическое подтверждение на многих газовых и газоконденсатных месторождениях Краснодарского и Ставропольского краев, где проведен гидроразрыв пласта в сотнях скважин. Добывающие скважины на Николаевском, Челбасском, Тахта-Кугультинском и других месторождениях работали без гидроразрыва по 4+5 лет с дебитами от 3 до 5 тыс. м3/сут газа. После проведения гидроразрыва их производительность возросла до 15,6+20,3 тыс. м3/сут, т.е. в среднем в 3,2+4,5 раз. Этому способствовал не только гидроразрыв пласта, но и проведение при этом ряда организационно-технических мероприятий: от момента глушения скважины до ее освоения гидроразрыв выполнялся как непрерывный цикл работ в течение одних суток; для глушения скважин, разрыва пласта и транспортировки песка по трещине использовалась жидкость одного состава; скважины осваивались сразу же, как только избыточное давление на устье снижалось до нуля. Весь процесс гидроразрыва с закачкой 15+20 т песка продолжался в мелких скважинах 30+40 мин, в глубоких — 1 + 1,5 ч.
Многолетними наблюдениями за обработанными объектами установлена их высокая продуктивность, которая в большинстве скважин через 10+12 лет, а в некоторых через 15+18 лет эксплуатации в 1,2+1,5 раза превышала начальную.
Учитывая большой практический опыт работы на месторождениях Северного Кавказа, продуктивные пласты которых представлены в основном слабосцементированными тер-ригенными коллекторами, гидроразрыв следует выполнять со следующими технологическими показателями: количество
песка на одну скважино-операцию 15+20 т; концентрация его в песчано-жидкостной смеси 450+600 кг/м3; темп закачки 20+25 л/с. В качестве жидкости разрыва, песконосителя и продавочной следует использовать гидрофобные эмульсии с эмульгаторами-стабилизаторами РЭМ, ДЭСКА-17-20 и др. Обладая высокими, регулирующими в широких пределах показателями вязкости, практически нулевой фильтруемостью, хорошей расклинивающей и транспортирующей способностью, эмульсии обеспечивают качественное выполнение гидроразрыва пласта, а их свойство расслаиваться в пласте после выполнения операции на исходные жидкие компоненты с низкой вязкостью способствует быстрому и полному освоению скважин до потенциально возможного дебита.
В качестве расклинивающего агента рекомендуется использовать специально вырабатываемый для этих целей Волгоградским карьером кварцевый песок фракций 0,4+1 мм.
Для практического руководства при проведении гидроразрыва пласта ниже приводится план работ по скв. 86 Краснодарской СПХГ.
Сведения о скважине. Искусственный забой на глубине 1270 м. Эксплуатационная колонна диаметром 168 мм, с толщиной стенки 12,06 мм, материал труб — сталь группы прочности Р-110, давление гидравлической опрессовки
70 МПа. Цемент за колонной поднят до устья. Эксплуатационная колонна вместе с фонтанной арматурой АФК-3-65 х 210 опрессована водой на 13,5 МПа. В скважину спущены НКТ диаметром 89 мм на глубину 1190 м.
Водопоглотительный пласт-свита горячего ключа палеоцена представлен мелкозернистыми среднесцементированными слабопроницаемыми алевролитами. Вскрыт в интервале 1259+1211 м ПКС-80 по 33 отв./м, всего 1533 отверстия. Приемистость пласта небольшая — 20 м3/сут под избыточным давлением на устье 7 МПа. Проведенная гидропескоструйная перфорация с установкой перфоратора на глубинах 1243, 1233, 1213 м заметного улучшения приемистости не дала.
С целью увеличения проницаемости призабойной зоны представляется целесообразным провести гидравлический разрыв пласта.
Рабочее забойное давление при гидроразрыве рзр определится из выражения
рз.р рв.г рпл + 0р>
где рв.г — вертикальное местное горное давление, МПа; рпл — пластовое давление, 3,5 МПа; ор — прочность породы на разрыв, 1,5 МПа.
Вертикальное горное давление определяется
рв.г = НрпдК,
где Н — глубина залегания пласта, 1259 м; рп — средневзвешенная плотность вышележащих пород, 2300 кг/м3; g — ускорение свободного падения, 9,81 м/с2; К — коэффициент разгрузки полного горного давления, составляющий для скважин глубиной до 1200 м месторождений Северного Кавказа 0,92.
рв.г = 1259-2300-9,81-0,92 = 26,13 МПа; рз.р = 26,13 - 3,5 + 1,5 = 24,13 МПа.
Устьевое рабочее давление гидроразрыва связано с забойным давлением ГРП следующей зависимостью:
Ру.р р з.р + Рт.р Рст<
где рт.р — потери давления на трение при прокачке жидкости по НКТ, МПа; рст — гидростатическое давление столба жидкости в скважине, МПа.
При темпе закачки 25 л/с жидкости вязкостью 125 мПа-с потери на трение в 100 м НКТ диаметром 89 мм составляют 0,88 МПа [33], а во всей колонне они будут
ртр = 1259-10 — 2-0,88 = 11,08 МПа.
При плотности жидкости гидроразрыва 1000 кг/м3 гидростатическое давление на забое составит
рст = 12,59 МПа.
Следовательно, устьевое рабочее давление гидроразрыва определится:
ру.р = 24,13 + 11,08 - 12,59 = 22,62 МПа.
Рабочее давление на устье 23,01 МПа значительно превышает давление опрессовки эксплуатационной колонны
13,5 МПа. Поэтому, несмотря на большую прочность труб эксплуатационной колонны, во избежание разрушения устья процесс гидроразрыва необходимо выполнять с пакером.
Ввиду значительной толщины вскрытого пласта (1259 — -1211 = 48 м) гидроразрыв следует делать в двух интервалах: первом — 1259+1235 м с установкой пакера на глубине
1234 м, втором — 1211 + 1234 м с установкой верхнего пакера на глубине 1210 м, предварительно изолировав песчаной пробкой нижнюю часть фильтра 1259+1234 м.
В случае использования пакера без якоря с опорой НКТ на забой во избежание их прихвата песком закачку его в пласт следует осуществлять в восходящем потоке песчаножидкостной смеси. Для этого нижний конец НКТ необходимо оборудовать патрубком с боковыми вертикальными щелями общей площадью не менее поперечного сечения внутреннего канала трубы диаметром 89 мм.
Для закрепления трещины рекомендуется использовать кварцевый песок фракции 0,4+1 мм Волгоградского карьера.
Количество песка на один гидроразрыв G = 18 т, концентрация его в песчано-жидкостной смеси С = 450 кг/м3. Темп закачки рабочих жидкостей Q = 25 л/с.
Необходимый объем рабочей жидкости: для разрыва пласта Ур = 10 м3; для транспортировки песка Уж п = 40 м3; на потери и резерв 10 м3; всего 60 м3.
Жидкость разрыва и песконоситель — гидрофобная эмульсия состава: вода пластовая 80 % (объем), конденсат газовый 20 %, эмульгатор ДЭСКА-17-20 или рЭм 0,5 % (мас.) ко всему объему жидкости. Вязкость ее 100+125 мПа-с, плотность 1000 кг/м3. Приготовляется на площадке скважины во время подготовки к проведению гидроразрыва в заранее подготовленные металлические закрытые емкости.
Продавочная жидкость Упр — техническая вода в объеме, на 1,5 м3 большем объема НКТ диаметром 89 мм, всего 7 м.
Общая продолжительность процесса гидроразрыва определяется:
t = Vp + уж.п + У11р = (10 + 40 +10) •103 = 40 мин
Q 25
Обоснование потребного технического обеспечения процесса гидроразрыва
Число пескосмесителей НПА или УСП-50 (л1) определяется исходя из загрузочной массы их бункеров (9 т) и количества закачиваемого песка (18 т):
п1 = 18 : 9 = 2.
Потребное число насосных агрегатов 4АН-700 определится из соотношения:
= Рур^к + N,
2 PaQaK
где р — устьевое давление разрыва 23,01 МПа; Qx — темп закачки жидкости гидроразрыва, 25 л/с; ра — рабочее давление агрегата, 26 МПа; Q3 — подача агрегата при рабочем давлении, 17,3 л/с; К — коэффициент технического состояния агрегатов; в промысловой практике принимается от 0,5 до 0,8; в данном случае К = 0,65; N — число резервных агрегатов, 2;
23, 01 • 25 п2 =-;-+ 2 = 4.
26 • 17,3 • 0,65
Кроме того, для вспомогательных работ необходимо 5 агрегатов ЦА-320 М, а для обвязки всех технических средств между собой и со скважиной — блок манифольдов БМ-700 и арматура устья 2 АУ-700.
Для подготовки рабочих жидкостей и продавочной необходимо на площадке скважины иметь металлические емкости вместимостью по 20+25 м3 каждая, общим объемом 75+80 м3.
Порядок работы следующий.
Промыть скважину чистой водой до искусственного забоя.
Поднять НКТ, проверить их состояние, при необходимости опрессовать давлением 30 МПа.
Спустить НКТ с пакером и якорем. Запакероваться.
Произвести обвязку технологического оборудования и вспомогательных средств между собой и со скважиной.
Опрессовать манифольды нагнетательных линий от агрегатов к скважине давлением, в 1,5 раза большим рабочего при гидроразрыве, т.е. 35 МПа.
Закачку жидкости разрыва в пласт начать одним агрегатом 4АН-700, а затем последовательным включением других, ступенчато увеличивая темп закачки до 20+25 л/с, проверить герметичность пакера, установить факт разрыва пласта и включить в работу пескосмесители. Песчано-жидкостная смесь и продавочная жидкость должны закачиваться с темпом и рабочим давлением не меньше тех, при которых был зафиксирован разрыв пласта.
Увеличение темпов закачки и рабочего давления при этом благоприятствует технически успешному и качественному выполнению процесса гидроразрыва.
По окончании продавки скважину закрыть и оставить в покое до момента снижения избыточного давления на устье до нуля, что обычно наступает через 1+2 ч. После этого извлечь пакер, промыть скважину, определить приемистость пласта и при удовлетворительных показателях ввести ее в эксплуатацию. При необходимости провести гидроразрыв второго, верхнего интервала водопоглощающего пласта по описанной схеме.
Высокая эффективность обработки призабойной зоны может быть достигнута сочетанием механического (гидроразрыв пласта с образованием трещин) и химического (обработка карбонатной породы соляной кислоты) способов воздействия. Это достигается использованием в качестве жидкости разрыва, а в некоторых случаях и песконосителя загущенной соляной кислоты или гидрофобной кислотной эмульсии [22].
Являясь внутренней фазой в эмульсии, соляная кислота не имеет непосредственного контакта с металлом скважинных коммуникаций и породой, а следовательно, не теряет своей химической активности. При расслоении эмульсии на составляющие жидкие компоненты после ее закачки в пласт кислота, химически взаимодействуя с карбонатами, растворяет их, образуя широкую сеть так называемых каналов растворения. В результате значительно улучшается фильтрационная характеристика призабойной зоны и увеличивается приток пластового флюида в скважину.
Скважиной 26 Кошехабльского месторождения вскрыт газоносный пласт оксфордского яруса верхней юры. Представлен трещиноватыми известняками.
Искусственный забой на глубине 5150 м.
Эксплуатационная колонна из труб С-75 диаметром 139,7 мм с толщиной стенки 10,54 мм.
Опрессована водой давлением 58 МПа.
Пластовое давление 65 МПа, температура пласта 160 °С.
Интервал перфорации 5130+5082 м. Простреляно 336 отверстий зарядами ПКО-89.
Насосно-компрессорные трубы диаметром 89 мм с толщиной стенки 6,45 мм из стали С-75 спущены на глубину 5074 мм.
После замены глинистого раствора на воду и снижения в скважине уровня на 3150 м приток газа оказался очень слабым, что можно объяснить плохой гидродинамической связью пласта со скважиной.
Для улучшения фильтрационной характеристики призабойной зоны и интенсификации притока газа представляется целесообразным провести гидрокислотный разрыв пласта по следующему плану.
Заполнить скважину водой и промыть ее в течение двух циклов циркуляции.
Заменить в скважине воду на аммонизированный раствор нитрата кальция плотностью 1500 кг/м3.
Допустить с промывкой НКТ до искусственного забоя и промыть скважину в течение двух циклов.
Приподнять НКТ до нижних отверстий перфорации 5130 м.
Прокачать через НКТ 7 м3 метанола с таким расчетом, чтобы в межколонном 89 х 139,7 мм пространстве он поднялся до верхних отверстий (5082 м), а остальной находился в НКТ. Вытесняемый из скважины аммонизированный раствор собирать в чистые емкости.
Закрыть межколонное пространство и продавить по НКТ в пласт метанол при давлении на межколонном, не превышающем 39,5 МПа.
При установлении факта приемистости пласта под указанным избыточным давлением прокачать по НКТ в пласт 30 м3 гидрофобной кислотной эмульсии состава: кислота соляная 15 %-ной концентрации 80 % (об.) — 24 м3, конденсат газовый (20 %) — 6 м3, эмульгатор РЭМ — 1 % (мас.) ко всему объему жидкости.
Продолжительность реагирования кислоты в пласте 2 ч.
Заменить в скважине аммонизированный раствор на воду и промыть ее.
Снижением уровня воды в скважине до глубины 2500 м вызвать приток газа и произвести дальнейшее освоение скважины.
При недостаточном притоке газа повторить солянокислотную обработку.
8.3. ГИДРОПЕСКОСТРУЙНАЯ ПЕРФОРАЦИЯ
Гидроперфорация осуществляется за счет использования абразивного и гидромониторного воздействия на преграду высокоскоростных жидкостных струй, выходящих с большой скоростью из насадок перфоратора.
Перфорацию осуществляют по принципу снизу вверх, т.е. вначале перфоратор устанавливают на нижней отметке, а затем поднимают на заданные глубины. Большое внимание уделяют подбору НКТ, на которых спускается перфоратор. Каждую трубу осматривают и опрессовывают на полуторакратное давление, ожидаемое при перфорации. Перед спуском НКТ замеряют с точностью до 0,5 см. Колонну НКТ подбирают из расчета полуторакратного запаса на страгивающую нагрузку в резьбовых соединениях.
Растяжение труб от перепада давления в насадках принято учитывать по формуле
Ai = PSL,
FE
где A l — приращение длины, см; p — давление нагнетания, МПа; S — внутренняя площадь сечения труб, см2; L — длина колонны труб, см2; F — площадь поперечного сечения тела трубы, см2; Е — модуль Юнга.
В процессе гидроперфорации необходимо обеспечить максимальный перепад давления в насадках при минимально возможных потерях давления в трубах или за ними. Для этого, зная диаметр насадки и заданный расход жидкости через нее, в работе [33] перепад давления в насадках рекомендуется определять по графику (рис. 8.1). Далее по суммарному расходу жидкости, равному произведению числа одновременно работающих насадок и расхода жидкости через насадку, по графику (рис. 8.2) следует определять потери давления. Сумма потерь и перепада давления должна равняться или быть меньше допустимого устьевого давления.
Рис. 8.1. Характеристические кривые насадок гидропескоструйного перфоратора:
y,n/cL,Mn
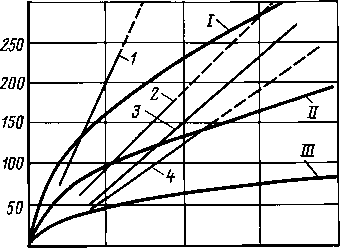
I, II, III — кривые расхода и перепада давления в насадках диаметрами соответственно 6, 4, 5 и 3 мм; линии глубин выработки в модели пласта при вскрытии: 1 — щелевом, насадкой диаметром 4, 5 мм; 2 — 4 —
точечном, насадками диаметрами соответственно 6, 4,5 и
3 мм [33]
Рис. 8.2. Кривые потерь давления в 100 м насосно-компрессорных труб и межтрубного пространства при прокачке водопесчаных смесей [33]
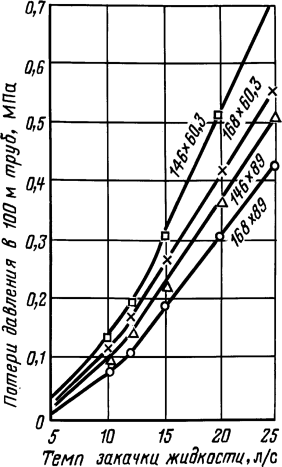
При выборе перепада давления в насадках следует учесть, что нижний предел допустимых перепадов должен обеспечить эффективное разрушение колонны, цементного камня и породы, а потому не должен быть менее 22 МПа при насадках диаметром 4,5+3 мм. При выборе перепада давления и расхода жидкости через насадку надо учитывать, что с забоя на поверхность выносится песок и шлам, и следовательно,
Рис. 8.3. Гидроперфоратор с прямым расположением насадок:
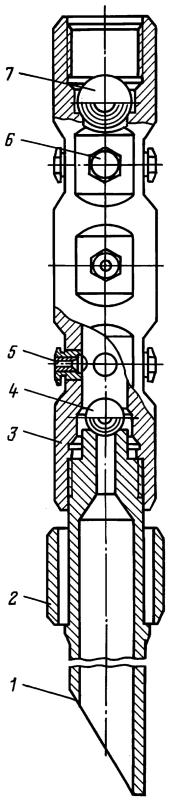
1 — хвостовик; 2 — центратор; 3 — корпус; 4 — 7 — шариковые клапаны различных диаметров, обеспечивающие возможность опрессовки колонны бурильных или насосно-компрессорных труб после спуска перфоратора в скважину, а также промывки скважины от песка; 5, 6 — узлы насадок перфоратора суммарный расход жидкости через одновременно работающие насадки должен обеспечивать скорость восходящего потока в затрубном пространстве не менее 0,5 м/с. При работе гидроперфоратора с прямым расположением насадок (рис. 8.3) отраженная струя идет навстречу выходящей из насадки и снижает силу удара ее о преграду.
Гидроперфоратор с наклонными насадками, расположенными под углом 75° к вертикальной оси перфоратора
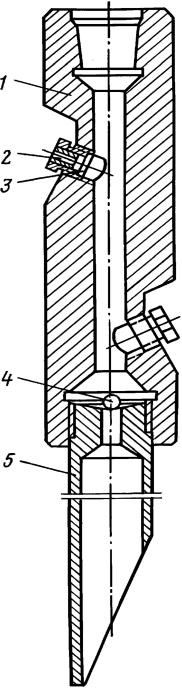
Рис. 8.4. Гидроперфоратор с наклонным расположением насадок:
1 — корпус; 2 — насадка; 3 — ко р -пус насадки; 4 — ша ровой клапан; 5 — хвостовик

Рис. 8.5. Общий вид щелевого гидромеханического перфоратора
ПГМЩ (автор Н.М. Саркисов) (рис. 8.4), прорезает в колонне щелевидное отверстие, площадь которого значительно больше поперечного сечения с прямым расположением насадок. В этом перфораторе отраженная от обсадной колонны струя жидкости уходит под тем же углом в сторону, за счет чего не снижается кинетическая энергия рабочей струи, выходящей из насадки.
Глубина гидропескоструйной выработки в преграде и продолжительность воздействия струи находятся в зависимости от работоспособности насосных агрегатов, а также от толщины стенки колонны и цементного камня.
Практикой работ на ПХГ установлено, что время гидроперфорации эксплуатационной колонны марки стали "Р" с толщиной стенки 12 мм составляет 1 + 1,5 ч при давлении 20 МПа через насадки 4 мм перфоратора с прямым расположением насадок.
В отличие от точечной перфорации, щелевая заслуживает большего внимания. Ибо вертикальная щель способна не только вскрывать все флюидопроявляющие каналы продуктивного пласта, но и самоочищаться от заиливания, что значительно продлевает срок устойчивой эксплуатации скважины.
В 1971 г. было предложено механическое устройство, способное выполнять продольные щели в зацементированной колонне (а.с. № 883351). Перспективность способа была показана в работе [2]. С 1987 г. автором ведутся постоянные исследования в этой области. Так, усилия направлены на отработку узлов и механизмов перфоратора, в том числе и на обеспечение устойчивости накатного диска в условиях скважины. В настоящее время созданы гидромеханические щелевые перфораторы ПГМЩ для обсадных колонн диаметром 140, 146 и 168 мм (рис. 8.5). Техническая характеристика этих перфораторов приведена в табл. 8.7.
Т а б л и ц а 8.7
Техническая характеристика перфораторов
|
Показатели | ППЩ-140 |
ПГМЩ-146 | ПГМЩ-168 |
| Диаметр, мм | 114 |
120 | 134 |
|
Длина, мм | 1370 |
1370 | 1500 |
|
Масса, кг | 70 | 65 — 70 | 80 |
|
Наружный диаметр, мм | 140 |
146 | 168 |
|
Максимальная группа прочнос |
Р | Р | Р |
| ти труб | |||
| Толщина стенки труб, мм |
7+12 | 7+12 | 7+12 |
| Выход ролика за трубу, мм | 15 | 15 |
20 |
| Длина щели в трубе, м | 8 | 8 |
8 |
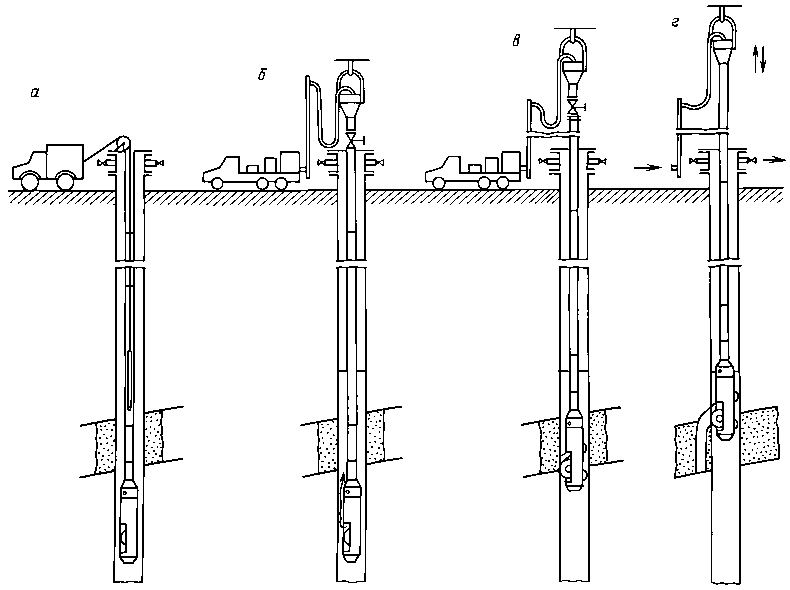
Рис. 8.6. Схема проведения операций по щелевой перфорации обсадной колонны
В перфораторе в качестве режущего элемента используется накатный диск, который, перекатываясь под давлением по стенке трубы, углубляется в нее, образуя продольную щель. Кроме того, перфоратор оснащен гидромониторным устройством, гидравлическая ось которого направлена в щель, в зону контакта накатного диска с породой под углом к оси скважины. Благодаря этому обеспечивается постоянная циркуляция промывочной жидкости во время перфорации, высоконапорная струя эффективно разрушает цементный камень и горную породу за колонной, появилась возможность отбора шлама заколонного цементного камня и образцов породы продуктивного пласта.
Работу перфоратором проводят следующим образом. Перфоратор ПГМЩ спускают в скважину на колонне НКТ и устанавливают в заданном интервале перфорации. Рабочее положение перфоратора и схема обвязки оборудования при его работе показаны на рис. 8.6.
На рис. 8.6, а показана схема привязки перфоратора к заданному интервалу с помощью геофизической партии. На рис. 8.6, б показано заполнение зоны перфорации жидкостью, которая улучшает коллекторские свойства пласта.
На рис. 8.6, в показана установка щелевого перфоратора в исходное положение.
Перфорацию осуществляют возвратно-поступательным
перемещением НКТ от нижней границы интервала перфорации (рис. 8.6, в) до верхней (рис. 8.6, г). Усилие на накатные ролики создается давлением жидкости внутри колонны НКТ.
Чтобы привести перфоратор в рабочее положение, бросают шар, который, сев в седло шарового клапана, перекрывает большой промывочный канал в поршне. В таком положении при осуществлении циркуляции образуется перепад давления на гидромониторной насадке. Под воздействием этого перепада при помощи двух поршней выдвигается накатный ролик. При возвратно-поступательном движении НКТ накатный ролик внедряется в стенку трубы, образуя в ней сквозную щель. Этот процесс осуществляется под интенсивным воздействием гидромониторной струи.
После прорезания стенки обсадной трубы перепад давления на гидромониторной насадке увеличивают до 10+12 МПа, не прекращая возвратно-поступательного движения. При этом происходит размыв цемента и породы. В процессе работы контроль за формированием щели ведут по индикатору веса.
Под освоением скважин понимается комплекс проводимых в них работ по окончании бурения или капитального ремонта с целью получения при оптимальных технологических режимах работы эксплуатационного объекта максимального дебита углеводородной продукции или лучшей приемистости пласта при закачке в него газа и других агентов.
Процесс освоения заключается в возбуждении скважины, очистки от жидкостей и других примесей ствола, забоя, в проведении необходимых работ с целью повышения фильтрационной характеристики призабойной зоны пласта.
Сущность возбуждения скважины состоит в понижении давления на забое, создаваемого столбом жидкости (буровой раствор или вода) различными способами до давления меньше пластового, чтобы обеспечить приток углеводородной продукции в скважину.
Понижения давления на забое можно достигнуть путем: замены бурового раствора в скважине на раствор меньшей плотности; разница в плотности последовательно заменяемых жидкостей не должна быть более 500+600 кг/м3; замены бурового раствора водой; снижения уровня жидкости в скважине;
использования аэрированных жидкостей и пенных систем. В связи с имеющимися случаями взрывов в эксплуатационных колоннах при снижении уровня нагнетания в них воздуха применение этого способа запрещается.
В предприятии Кубаньгазпром применительно к геологоэксплуатационной характеристике месторождений региона разработана технология освоения скважин с использованием двухфазных пен [11]. Сущность этой технологии состоит в том, что для вызова притока из пласта забойное давление уменьшают путем постепенного снижения плотности жидкости в скважине закачкой в нее двухфазной пены с различной степенью аэрации.
Использование пен при освоении скважин имеет ряд преимуществ по сравнению с другими методами. При замене жидкости, заполняющей скважину пеной:
создаются благоприятные условия для плавного вызова притока флюида из пласта, так как в результате изменения степени аэрации удается в широком диапазоне регулировать плотность пены и создавать необходимую величину депрессии на пласт;
устраняется почти полностью проникновение воды в пласт и ухудшение фильтрационной характеристики призабойной зоны;
предотвращается возможность образования взрывов с разрушением наземного и подземного оборудования при освоении скважин с использованием воздуха.
Для получения пены в качестве газовой фазы используют воздух, водно-пенообразующий раствор ПАВ (сульфонол, ОП-10, ДС-РАС и др.). Раствор приготавливают следующего состава: ПАВ — 0,1+0,3 % мас, вода остальное.
Для повышения стабильности в пенообразующий раствор в качестве стабилизатора добавляются КМЦ-600, РС-2, РС-4 и др.
Для разрушения пены после выполнения работ по освоению скважины в необходимых случаях используют химические реагенты-пеногасители (триксан и др.).
В зависимости от глубины залегания продуктивного пласта, забойного давления, температуры, способа циркуляции (прямой или обратной) и других факторов определяются оптимальное соотношение компонентов в пенообразующей жидкости, плотность пены, степень аэрации, необходимый расход воздуха и жидкости и потребность технических средств.
Степень аэрации изменяется от 5 до 120, расход воздуха от 8 до 16 м3/мин, плотность пены от 900 до 100 кг/м3.
Перед освоением скважины фонтанная арматура должна быть соединена с двумя продувочными отводами, направленными в противоположные стороны. Каждый отвод должен иметь длину не менее 100 м и соединяться с факельной установкой с дистанционным зажиганием. Типы резьбовых соединений труб для отводов должны соответствовать ожидаемым давлениям, быть смонтированы и испытаны на герметичность опрессовкой на полуторакратное ожидаемое максимальное давление. Отводы следует крепить к бетонным или металлическим забетонированным стойкам. К фонтанной арматуре должны быть подсоединены линии для глушения скважины через трубное и затрубное пространства. Линии глушения должны быть снабжены обратными клапанами.
Перед освоением на скважине необходимо иметь запас бурового раствора соответствующей плотности в количестве не менее двух объемов скважины без учета раствора, находящегося в скважине, а также запас химических реагентов и утяжелителя. Технология освоения скважины с применением пен в зависимости от пластового давления имеет в основном три категории:
первая - Рпл = (0,8+1 )рг;
вторая - Рпл = (0,5+0,7)рг;
третья - Рпл = (0,1+0,4)рг,
где рпл — давление пластовое; рг — давление гидростатичес
кое.
Для создания щадящих условий депрессии на пласт в зависимости от пластового давления в каждом конкретном случае освоение скважины с точки зрения циркуляции в ней пены осуществляется по одному из двух вариантов. При первом, с пластовым давлением первой и второй категорий, схема циркуляции следующая: замена столба жидкости в скважине пеной большой плотности производится с малой степенью аэрации при прямом способе циркуляции (пену закачивают через НКТ, а жидкость вытесняется на поверхность через кольцевое пространство). После замены жидкости пеной приступают к вызову притока, используя пену с меньшей плотностью; циркуляцию при этом осуществляют обратным способом — вытесняющую пену закачивают в кольцевое пространство, а вытесняемую удаляют из скважины через НКТ.
Второй вариант освоения скважин с низким пластовым давлением (третья категория — рпл = (0,1+0,4)рг) заключается в том, что циркуляция пены производится сразу обратным способом (закачка осуществляется в кольцевое пространство), а вытеснение жидкости и пены из скважины — через НКТ).
Плотность пены зависит от плотностей пенообразующего раствора и воздуха, истинного газосодержания ф и определяется по формуле
м ч P Т0
Рп = Рж(1 - ф) + ФРг0--^
P0 Т
где рп — плотность пены, кг/м3; рж — плотность пенообразующего раствора, кг/м3; рг0 — плотность газа при нормальном давлении р0 и температуре Г0, кг/м3; ф — газосодержание, кг/м3; р — статическое давление столба пены в скважине, МПа; Т — температура пластовая в скважине, °С.
На рис. 8.7 в качестве примера показана звисимость плотности и степени аэрации от 10 до 80 (кривая 1 — 10; кривая 2 — 40; кривая 3 — 80) двухфазной пены (а) и водовоздушной смеси (б) от давления при подаче жидкости 3 л/с. Так
Рис. 8.7. График зависимости плотности двухфазной пены и воздушной смеси от давления при 0Ж = 3 л/с
как плотность двухфазной пены можно регулировать в пределах от 900 до 100 кг/м3, что достигается постепенным увеличением газосодержания, то вызов притока из пласта можно осуществлять плавно. Скважины глубиной до 3000 м рекомендуется осваивать при расходе пенообразующего раствора 3+5 л/с, а глубже 3000 м — 2+6 л/с.
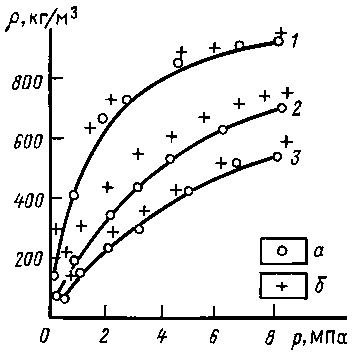
При освоении скважин глубиной до 5+6 тыс. м рекомендуется использовать компрессоры, по технической характеристике обеспечивающие давление и подачу воздуха 8+16 м3/мин. Процесс постепенного повышения степени аэрации при постоянном расходе пенообразующего раствора должен быть прекращен после достижения заданного забойного давления:
Р = Р1 - Р 2'
где р — заданное забойное давление; р1 — текущее забойное давление в процессе освоения; р2 — величина снижения забойного давления после остановки насоса и компрессора из-за самоизлива пены при данной степени аэрации.
К параметрам режима освоения относятся: степень аэрации (величины: 5, 10, 20, 40, 60, 80, 120); расход сжатого воздуха; плотность пены (900+100 кг/м3);
забойное допустимое давление (рпл + X), МПа, где X — расчетная величина, равная (0,1+0,2)рпл.
Основным параметром освоения скважины является забойное давление. Оно получается расчетным путем или задается.
Технология вызова притока газа с применением двухфазной пены для категории рпл = (0,8+1,0)рг и рпл = (0,5+0,7)рг следующая.
Приготовленный в необходимом количестве пенообразующий раствор из мерной емкости 19 (рис. 8.8) насосом 8 подается в аэратор (смеситель, эжектор) 4, который по трубопроводу 3 поступает в НКТ, а вытесняемая из скважины жидкость по кольцевому пространству 1 поступает на поверхность и направляется в специальную емкость по трубам 12, а затем вытесняемая пена в емкость 10 для подачи в дальнейшем в мерную емкость 9. Расход пенообразующего раствора при этом составляет 0,360+0,480 м3/мин. После появления циркуляции в скважину подают компрессором 7 во внутреннюю трубу аэратора 4 сжатый воздух, в результате чего по трубам 3 в НКТ 2 уже поступает пена, которая начинает вытеснять из скважины жидкость. Степень аэрации при этом принимается равной 5+10. Необходимая степень аэрации достигается за счет регулирования расхода воздуха и произво-
N
Рис. 8.8. Схема расположения наземного оборудования при освоении скважины
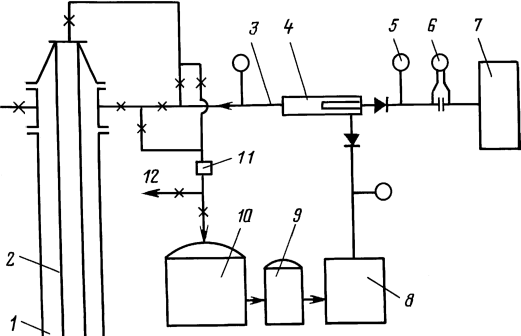
дительности насоса. При низкой степени аэрации предупреждается преждевременный вызов притока газа из пласта, а также предотвращаются образование воздушных пробок и резкая пульсация давления. Это достигается подачей сжатого воздуха в аэратор постепенно, плавно и малыми дозами. Контроль и регулирование подачи сжатого воздуха осуществляются по манометру 5 и расходомеру 6. Вытеснив из скважины 75 % объема жидкости путем замены ее пеной, расход пенообразующей жидкости и воздуха постепенно уменьшают до 3+4 л/с, сохраняя при этом заданную величину степени аэрации (5+10). Это делается с целью достижения начальных режимных показателей, необходимых для освоения скважины.
После замены в скважине всей жидкости пеной ее поток направляют в кольцевое пространство 1, и вытеснение происходит через НКТ 2 на поверхность в емкость 10, где она разрушается, проходя через сепаратор 11, установленный на линии у входа в емкость 10. При отсутствии сепаратора и дегазатора для частичного разрушения пены возможно применение игольчатой задвижки. Переключив поток пены из НКТ 2 в кольцевое пространство с расходом раствора 3+4 л/с и со степенью аэрации 5+10, начинают постепенно увеличивать подачу воздуха при постоянном расходе раствора. Это исключает вероятность воздушных пробок, которые могут образоваться, поскольку сечение кольцевого пространства больше сечения НКТ, а расход жидкости относительно мал. Увеличение степени аэрации обеспечивается повышением производительности компрессора. Процесс подачи воздуха при постоянном расходе раствора происходит непрерывно до полного использования возможности подачи воздуха компрессором. Заданное давление компрессора определяет темп повышения степени аэрации, снижение плотности пены, вытесняющей из скважины пены с большей плотностью, что приводит к снижению забойного давления и, как результат, появляются признаки появления притока газа.
При отсутствии признаков притока газа сохраняется давление при подаче сжатого воздуха компрессором, а расход раствора при этом плавно снижается, что приводит к дальнейшему снижению забойного давления.
После достижения заданной величины забойного давления прекращают подачу жидкости и воздуха. Дальнейшее снижение забойного давления происходит за счет реализации упругой энергии пенной системы, которая выражается в самоиз-ливе пены из скважины. При этом давление на забое скважины снижается на 20+40 % по сравнению с давлением при циркуляции пены.
Отличительная особенность освоения скважины второй категории (рпл = (0,5+0,7)рг) от первой заключается в том, что в начальный период освоения, когда в НКТ нагнетается пена, для вытеснения жидкости из скважины степень аэрации принимается значительно выше. Она должна иметь такую величину, чтобы за время замены столба жидкости в скважине пеной при прямой системе циркуляции забойное давление было бы на уровне пластового.
Вызов притока газа в скважинах третьей категории с пластовыми давлениями рпл = (0,1+0,4)рг производится с самого начала путем нагнетания двухфазной пены в кольцевое пространство с малым расходом жидкости (3+5 л/с) с постепенным повышением степени аэрации вплоть до фонтанирования скважины.
