Глава 10. механизированные линии и участки трубозаготовительных цехов
Глава 10. МЕХАНИЗИРОВАННЫЕ ЛИНИИ И УЧАСТКИ ТРУБОЗАГОТОВИТЕЛЬНЫХ ЦЕХОВ
В настоящее время в трубозаготовительных цехах созда-тся специализированные линии и участки, оснащенные современным оборудованием и средствами .механизации и автоматизации: линии очистки и грунтовки труб диаметром 89— 630 мм, конвейерные линии по изготовлению трубных заготовок санитарно-технических систем зданий и сооружений диаметром до 50 мм, линии по изготовлению узлов трубопроводов диаметром 57—530 мм, участки по изготовлению сварных отводов диаметром 630—1420 мм, линии антикоррозионной изоляций труб диаметром 57—530 мм, линий по сборке и сварке секций трубопроводов диаметром до 1420 мм, участки по изготовлению деталей и узлов пластмассовых трубопроводов диаметром до 225 мм, участки по сборке агрегированных блоков технологического оборудования в комплекте с трубопроводами н др.
Перечисленные механизированные линий й участки работают по поточному принципу с соблюдением следующих основных требований:
технологический процесс разделяется на операции, которые выполняются на постоянных рабочих местах;
межоперационные транспортные работы по передаче труб, деталей и готовых изделий механизированы и производятся по возможности без встречных грузопотоков;
количество и типы оборудования для выполнения отдельных технологических операций устанавливаются с расчетом его производительности и ритма работы всей линии или участка;
централизованно обеспечиваются рабочие места сжатым воздухом, кислородом, пропан-бутаном и углекислым газом.
§ 1. МЕХАНИЗИРОВАННЫЕ ЛИНИИ ПО ИЗГОТОВЛЕНИЮ УЗЛОВ ТРУБОПРОВОДОВ
Механизированные линии по изготовлению узлов стальных трубопроводов диаметром 57—530 мм трубозаготовительных цехов монтажных управлений или МЗЗ располагают в типовых одноэтажных промышленных зданиях пролетом 18 или
24 м, длиной от 48 до 72 м, оснащенных мостовыми кранами нли кран-балками грузоподъемностью 3,2—5 т. На строительстве отдельных объектов передвижные механизированные линии можно установить в сборно-разборных зданиях с габаритными размерами 12X36 м, высотой 4,2 м. В зависимости от объема выпуска узлов трубопроводов линии в цехах работают в один или два параллельных потока общей производительностью 500, 1000, 1500 или 2000 т в год. Линии большей производительности соответственно с большим количеством оборудования занимают большую производственную площадь.
Краткая схема технологического процесса изготовления узлов трубопроводов диаметром 57—530 мм из углеродистой стали приведена на рис. 37, а техннко экономические показатели в табл. 58.
По этой технологии предусматривается при изготовлении узлов трубопроводов применять стандартные детали серийного заводского изготовления (отводы, фланцы, переходы, тройники и др.), в связи с чем гибку груб и изготовление деталей в линиях не производят. Исключение составляют трубопроводы из легированной стали и трубопроводы высокого давления; для изготовления деталей для них создают в трубозаготовительных цехах отдельные участки.
Опыт изготовления узлов трубопроводов показал нецеле-
![]()
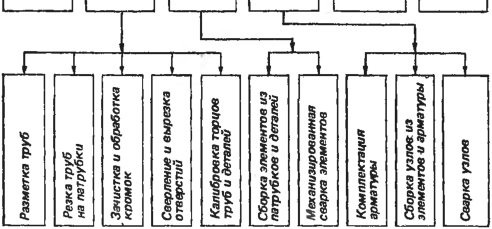
Рис. 37. Схема технологического процесса изготовления узлов трубопроводов диаметром 57—530 мм.
сообразность проведения в трубозаготовительных цехах гидравлических испытаний узлов трубопроводов на герметично’сть и прочность, так как на объектах строительства после монтажа отдельных линий необходимо выполнять весь комплекс работ по испытанию трубопроводов.
Изготовлению узлов трубопроводов должна предшествовать подготовительная работа: заказ и разработка Деталиро-вочных чертежей трубопроводов (КТД) с разбивкой на отдельные узлы; комплектация труб, деталей, арматуры и вспомогательных материалов (метизов, прокладок, электродов и др.) в соответствии с чертежами КТД, оформление заказа и нарядов рабочим на выполнение работ и другое.
Планировка механизированной линии производительностью 1500 т в год приведена на рис. 38. Такая линия работает в два потока — первый по изготовлению узлов трубопроводов диаметром 89—530 мм, второй — диаметром 57—133 мм.
В первом потоке с прицеховых наклонных стеллажей с помощью пневматических отсекателей с дистанционным управлением трубы длиной 6—12 м, заранее подготовленные и уложенные на стеллажи, сбрасываются на рольганг механизма подачи труб установки УРТ-630М, затем подаются в цех на пост резки этой же установки. Отрезанные патрубки попадают на тележку-вращатель, где с помощью ручных шлифоваль-
j Площадка^ \ i готоЬои \ i
| продукии ' '
источников Г mQXG сйары- \ иого GSopy-бодания
Рис. 38. Механизированная линия по изготовлению узлов трубопроводов:
1 — прицеховой стеллаж; 2— установка для резки труб УРТ-630; 3 — кран консольный; 4 — установка для калибровки концов труб н деталей; 5 —стенд для сборки элементов; 6 — стол-накопитель; 7 — сварочный пост; 8 — стенд для сборки элементов и узлов; 9 — сборочно-сварочный стенд; 10 — электротележка; 11 — манипулятор Т-25М; 12 — стенд для сборки элементов; 18 — стол-накопитель; 14 — рольганг сбрасывающий; 15 — маятниковая пила ПМ 300/400; 16 — рольганг приводной.
ных машин, подвешенных- на балансирах, производится зачистка кромок патрубков после резки. Затем тележка-вращатель подвозит патрубок к стенду для сборки элементов 13520 или к столу-накопителю, откуда патрубок может с помощью консольного поворотного крана подаваться на стенд Дйя сборки 21338. При необходимости патрубки транспортируются для раздачи торцов на установку для калибровки концов труб и отводов.
С пульта дистанционного управления, находящегося в цеху, производят следующие операции: поштучный сброс труб с прицеховых стеллажей-накопителей на рОльганг механизма подач» труб, пОдачу труб в цех, резку труб на установке УРТ-630М, адресование тележки-вращателя с патрубком к стенду для сборки или к столу-накопителю для автоматической разгрузки патрубков, возврат тележки-вращателя в исходное положение.
Собранные на прихватках элементы передают консольным поворотным краном или кран-балкой на сварочные посты для сварки поворотных стыков. Вращение элементов при сварке обеспечивается универсальными пневматическими вращателями типа УВТ-1 П, а сварка выполняется автоматами или полуавтоматами, установленными на тележках, перемещающихся по рельсовому пути или по коисолн, что позволяет производить сварку на противоположных концах элементов с одной установки. Для поддержания длинномерных элементов используют передвижные роликоопоры.
Сваренные элементы и арматуру передают кранами, имеющимися в цеху, на стенды для сборки узлов 21338, оснащенные передвижными каретками со сменными приспособлениями для закрепления элементов и центрирования стыков. Узлы трубопроводов собирают вместе с арматурой. В составе линий работают участки по комплектации арматуры обратными фланцами и метизами. Здесь применяются электрические и пневматические сверлильные машины и гайковерты, подвешенные на балансирах. Ревизию и испытание арматуры выполняют только для трубопроводов 1 категории.
Собранные на прихватках узлы передают кранами на стенды для сварки. После сварки узлы проходят выборочный контроль сварных соединений неразрушающими методами дефектоскопии. Готовая продукция — узлы трубопроводов в комплекте с арматурой — вывозят из трубозаготовительного цеха на тележке или грузят на транспортные средства для перевозки к месту монтажа.
Во втором потоке линии, где изготавливают узлы трубопроводов диаметром от 57 до 133 мм, технологический процесс аналогичен первому потоку. Резка труб здесь выполняется механическим способом с помощью маятниковой пилы ПМ 300/ /400 с абразивными кругами диаметром 300 и 400 мм.
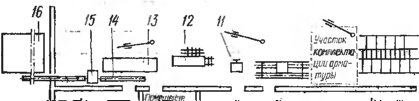
Передвижные линии по изготовлению узлов трубопроводов, размещаемые в сборно-разборных зданиях, создают непосредственно на объектах строительства. Такие здания устанавливают на фундаментные блоки и собирают из отдельных утепленных панелей полной заводской готовности. Планировка передвижной линии приведена на рис. 39. Работа ведется в один поток, технологическая последовательность изготовления узлов трубопроводов в передвижных линиях аналогична технологии, применяемой в стационарных трубозаготовительных цехах.
§ 2. МЕХАНИЗИРОВАННЫЙ УЧАСТОК ПО ИЗГОТОВЛЕНИЮ СЕКЦИОННЫХ ОТВОДОВ
Технология изготовления сварных отводов на механизированном участке, разработанном во ВНИИмоитажспецстрое, следующая (рис. 40): труба со склада подается на участок с помощью электротележки, разгружается кран-балкой и укладывается на приемный рольганг установки для газопламенной
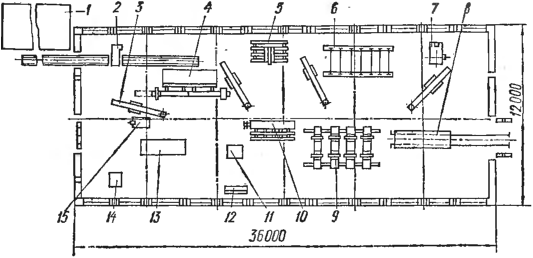
Рис. 39. Передвижная механизированная линия по изготовлению узлов трубопроводов:
1 — прнцеховой стеллаж; 2 — установка для резки труб УРТ-630М; 3—» кран консольный; 4 — стенд для сборки элементов; 5 — сварочный пост; 6 — стенд для сварки узлов; 7 — трубогнб; 8 ~ электротележка; 9 — стенд для сборки элементов н узлов; 10 — стенд для сборки элементов; И — трубогиб; 12 — верстак; 13 — стеллаж; 14 ~ пила маятниковая; 15 — установка для калибровки концов труб и деталей.
Таблица 58. Техиико-экоиомические характеристики меха-низированных линий по изготовлению узлов трубопроводов
| Производительность. т | |||
| Показатели | 2000 | 1000 |
Б00 |
| Площадь цеха, м2 | 1200 |
1000 | 700 |
| Стоимость технологического оборудования, тыс. руб. |
185 | 130 |
78 |
| Количество рабочих, чел. | 32 |
lb | 11 |
| Удельная трудоемкость изготовления 1 т узлов, чел. ч/т |
31,33 | 31,33 |
31,33 |
| Съем изделий с 1 м2 производственной цлощади, т | 1,6 | 1,0 | 0,7 |
|
Условное высвобождение численности рабочих от внедрения, чел. |
30 | 20 |
12 |
| Экономический эффект от внедрения, тыс. руб. |
40,0 | 30,0 |
15,0 |
| I— | ||
| '— | -тЛ-ч |
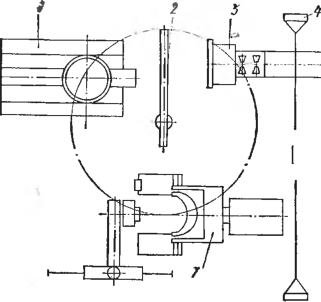
Рис. 40. Механизированный участок по изготовлению сварных отводов диаметром 630—1420 мм.
1 — стенд для сборки; 2—кран консольный поворотный; 3 — установка для резки труб УРТ-1420; 4 — кран-балка; 5 — электротележка; 6 — пост контроля сварных швов; 7 — установка для сварки отводов УСО-1420.
резки труб УРТ-1420. На этой установке производится отрезка секторов нли полусекторов, при этом труба в зависимости от конструкции изготавливаемого отвода разрезается под определенным углом к вертикальной плоскости—15°, 22°30' или 90°. Отрезанный элемент поддерживается на крюке консольным поворотным краном и после отрезки поступает на пост сборки отводов. Собранный на механизированном стенде отвод кран-балкой подается на сварочный пост, где выполняется сварка внутренних и наружных кольцевых швов отвода. Изготовленный отвод поступает в отделение для контроля сварных швов. Готовая продукция с помощью электротележки вывозится на склад или отгружается на транспортные средства.
Техническая характеристика механизированного участка для изготовления секционных отводов стальных трубопроводов
Наружный диаметр изготавливаемых трубопроводов, мм .....
630—1420
По ОСТ 36-21-77 под углом 90, 60, 45, 30° 1000
Тип отводов .......
Производительность, т в год
Эффективность работы механизированного участка обеспечивается применением высокопроизводительного оборудования— установки для резки труб УРТ-1420 (см. рис. 3), механизированного стенда для сборки отводов СС01420 и установки для механизированном сварки отводов УСО-1420, входящей в состав сварочного поста. Сварочный пост (рис. 41) включа-
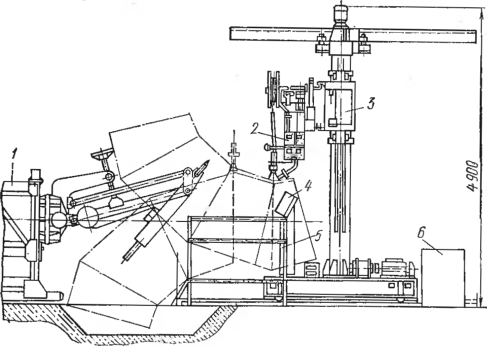
Рис. 41. Сварочный пост при изготовлении отводов диаметром .630—1420 мм:
1 — манипулятор М11070; 2 — сварочный автомат A-I416; 3—велотележка ВТ-2; 4 — пульт управления; 5 — ограждение; 6 — сварочный полуавтомат.
ет в себя кроме установки УСО-1420 велосипедную тележку ВТ-2, подвешенный на ней сварочный автомат А-1416, полуавтомат шланговый А-547У, пульт управления и другое оборудование.
Техническая характеристика поста для сварки секционных отводов
Наружный диаметр свариваемых отво
630—1420
1.5 DK 45, 60, 90 2000 12—120
5.6 120
10,6X4,8X5,0
9000
дов, мм........
Радиус кривизны отводов Угол свариваемых отводов, град Максимальная масса отвода, кг Скорость автоматической сварки, м/ч Установленная мощность: электродвигателей, кВт сварочного оборудования, кВА
Габариты, м......
Масса, кг........
§ 3. МЕХАНИЗИРОВАННЫЕ ЛИНИИ И УЧАСТИИ ПО ИЗГОТОВЛЕНИЮ СЕКЦИИ ТРУБОПРОВОДОВ
При монтаже надземных и подземных трубопроводов отдельные трубы длиной 10—12 м сваривают в двух- и трехтрубные прямолинейные секции. Эту работу выполняют на механизированных линиях, участках и базах, оснащенных специальными установками, позволяющими механизировать сборочные операции и применить высокопроизводительные методы сварки — автоматическую и полуавтоматическую. Установки подразделяются на стационарные и передвижные. Стационарные установки сооружают в трубозаготовительных цехах при ритмичной загрузке в течение длительного периода времени, а передвижные применяют для обеспечения монтажных объектов, где ведется сооружение трубопроводных систем на эстакадах, в траншеях и на объектах, находящихся на значительных расстояниях от трубозаготовительных цехов.
Технологический процесс сборки и сварки секций на стационарной установке УСТ-630 следующий: трубы с приемного стеллажа с помощью отсекателя поступают на роликовый конвейер и подаются на трубосварочный центратор, где производятся сборка и сварка стыков. Затем сваренная секция перемещается на роликовом конвейере и сбрасывателем подается на концевой стеллаж. Готовые секции с концевого стеллажа перегружаются на трубовозы или . подаются на установки для очистки н грунтовки секций. Здесь сварку стыков секций диаметром до 250 мм можно осуществлять в среде углекислого газа, а для труб большего диаметра — автоматической сваркой под слоем флюса. Пульт управления установки, центратор-вра-щ$тель, сварочная аппаратура находятся в отапливаемом помещении, что позволяет вести работу в любое время года.
Техническая характеристика установки УСТ-630 для сборки и сварки секций трубопроводов
Наружный диаметр свариваемых
труб, мм........... 89—630
Максимальная длина секций, м . 36
Скорость сварки, м/ч ..... 15—50
Способ сварки.......Первый слой в угле
кислом газе, последующие под флюсом Давление сжатого воздуха, МПа . 0,4—0,6
Передвижная установка УСТ-1420 (рис. 42) состоит из вращателя-манипулятора Ml 1070, трех роликовых опор, автоматической головки для сварки под слоем флюса. Вращение собранной секции от манипулятора осуществляется через карданный вал, позволяющий не совмещать оси свариваемых секций и манипулятора. Манипулятор, все сварочное и вспомогательное оборудование установлены в здании контейнерного типа, которое можно перевозить на трайлере с одного объекта на другой. Конструкция роликоопор позволяет принять секцию после сборки на сварку, а после сварки секции сбросить ее на площадку.
Техническая характеристика установки для сварки труб в плети УСТ-1420
Наружный диаметр свариваемых
426—1420 До 36
Ml 1050 1,8 820
труб, мм........
Длина свариваемых плетей, м Вращатель:
модель........
установленная мощность, кВт . ,
масса, кг ......
Сварочная головка: диаметр сварочной проволоки, мм . скорость подачи проволоки, м/ч скорость сварки, м/ч . масса, кг ......
Источник питания:
тип.........
габариты, мм......
масса, кг.......
Опоры:
количество, шт.......
габариты, мм .....
Здание для оборудования:
тип.........
габариты, м.......
Общая масса, кг......
Изготовитель .......
2
6—360
16—165
25
ВДУ 1602
675X382X518
1500
3
1450X400X500
КТО-3 ТУ 78-242-72
6,7X3,0X2,44
9500
Полтавский монтаж-но-заготовительный завод Минмонтаж-спецстроя УССР
V/S//X// '/////////'////////Лг^
5000_13000 1 50,
43700
Рис. 42. Установка УСТ-1420 для сварки труб в плети:
/ — роликоопора; 2 — сварочная головка; 3 — планшайба; 4 — механизм подачи; 5 — карданный вал; 6 — манипулятор; 7 — здание контейнерного типа; 8 — шкаф распределительный; 9—печь для сушки флюса; 10 — станок для намотки проволоки; 11— выпрямитель сварочный; 12 — верстак.
При строительстве газопроводов на трубосварочных базах применяют полевые автосварочные установки типа ПАУ (ПАУ-601, ПАУ-602, ПАУ-1001В) для автоматической сварки под слоем флюса. При изготовлении секций трубопроводов с применением ПАУ выполняют следующие основные операции: подготовку труб к сборке; сборку труб под сварку; сварку корня шва вручную; подварку корня шва изнутри; автоматическую сварку под слоем флюса заполняющих и облицовочного швов; контроль сварных соединений; ремонт дефектных стыков.
Технические характеристики установок ПАУ
| Диаметр свариваемых | ПАУ-601 |
ПАУ-602 | ПАУ-1001В |
| труб, мм ... Длина свариваемой сек- | 325—630 | 720—1220 |
1020—1420 |
| дни, м .... | До 36 | До 36 | До 36 |
|
Сварочный ток, А Диаметр электродной | До 600 |
До 600 | До 1000 |
| проволоки, мм Окружная скорость сек | 2 |
2 | 3-5 |
|
ции, м/ч .... Регулирование скорости | 21-85 | 25—90 | 18-87 |
|
вращения секции |
Ступенчатое |
Плавное | |
|
Сварочные головки |
СГФ-601 | СГФ-601 |
ГДФ- Ю01УЗ |
| Габариты, м |
42X2X3.5 | 42X2X3.5 |
5I.4XI0.3X Х4.7 |
|
Масса, кг | 5700 |
6800 | 35000 |
| Изготовитель |
Предприятия |
Миинефтегазстроя СССР |
|
§ 4. МЕХАНИЗИРОВАННАЯ ЛИНИЯ АНТИКОРРОЗИОННОЙ ИЗОЛЯЦИИ ТРУБ
В соответствии с ГОСТ 9.015—74* для антикоррозионной изоляции подземных газопроводов, нефтепроводов применяют два вида защитных покрытий: нормальные и усиленные (полимерные, бнтумио-резиновые, битумно-полимерные и др.). В условиях работы на трубозаготовнтельиых предприятиях чаще наносят битумио-резииовые защитные покрытия. Структура битумно-резиновых защитных покрытий нормального и усиленного типов приведена в табл. 59.
Битумные грунтовки изготовляют из битума, растворенного в бензине, в соотношении 1 : 3 по объему или 1 :2 по массе. Составы битумных грунтовок в зависимости от сезона нанесения (для летнего и зимнего времени) разные. В соответствии с ГОСТ 9.015—74* битумная грунтовка для летнего времени состоит из битума БН-V по ГОСТ 6617—76* или битума БНИ-
|
Тип покрытия | Структура покрытия | Тол щина покры тия, мм |
|
Нормальное | Битумная грунторка, битумно-ре |
4,0 |
| зиновая мастика один слой, стек | ||
| лохолст один слой, наружная | ||
|
обертка | ||
|
Усиленное | То же | 5,5 |
Примечание. Битумно-резииовое покрытие усиленного типа вне трассовых условий состоит иэ следующих слоев: груитовки, слоя мастики толщиной 3 мм, стеклохолста в один слой, слоя мастики толщиной 3 мм, стеклохолст в один слой, наружной обертки.
V по ГОСТ 9812—74* и бензина неэтилированного авиационного Б 70 по ГОСТ 1012—72* или бензина автомобильного А-72 и А-76 по ГОСТ 2084—77*. В состав битумной грунтовки для зимнего времени входит битум БН-IV по ГОСТ 6617— 76* или битум БНИ-IV по ГОСТ 9812—74* и бензин неэтилированный авиационный Б-70 по ГОСТ 1012—72*.
В зависимости от температуры окружающего воздуха, СС, применяют различные марки битумно-резиновых мастик: МБР-65— от плюс 5 до минус 30; МБР-75 — от плюс 15 до минус 15, МБР-90 — от плюс 35 до минус 10, МБР-100 — от плюс 40 до минус 5.
Состав битумно-резиновой мастики для антикоррозионной изоляции труб приведен в табл. 60.
Битумно-резиновую мастику приготовляют при непрерывном смешивании компонентов при температуре 180—200 (в полевых условиях) или 200—230 СС (в заводских условиях) в течение 1,5—4 ч. Наполнитель добавляют в расплавленный и частично обезвоженный битум в просушенном и разрыхленном виде.
Технология антикоррозионной изоляции состоит из трех ос новных операций: сушки труб от влаги, очистки труб от грязи и ржавчины, нанесения защитных покрытий. Комплекс работ по антикоррозионной изоляции труб выполняют на поточных механизированных линиях (рис. 43), где все трудоемкие технологические операции выполняются в непрерывном процессе с использованием специального оборудования. Трубы с расход-
|
Содержание ке. | компонентов в масти-проц. по весу | ||||
| Наименование компонента | МБР-100 | ||||
|
МБР-65 | МБР-75 |
МБР-90 | 1 |
2 | |
| Битумы нефтяные строительные или нефтяные для изоляции нефтегазопроводов: БН-70/30 (БНИ-IV) | 88 | 88 | 93 | 45 |
|
| БН-90/10 (БНИ-V) |
— | — |
— | 45 |
83 |
| Резиновая крошка | 5 |
7 | 7 |
10 | 12 |
|
Масло зеленое (пластификатор) |
7 | 5 |
_ | _ |
5 |
Примечание. Резиновая крошка получается при переработке утильных автопокрышек.
Техническая характеристика резиновой крошки
ного стеллажа с помощью отсекателя укладываются последовательно одна за другой по мере их передвижения на роликовый конвейер, состоящий из отдельных приводных и неприводных опор. Каждая опора имеет рычаги, обеспечивающие раздельный разворот роликов и поворот собственно опор на определенный угол по отношению к оси обрабатываемой трубы. Поворот опор обеспечивает транспортирование труб различных диаметров, а разворот роликов—регулирует скорость подачи труб с вращательно-поступательным движением вдоль оси линии к
Рис. 43. Механизированная линия антикоррозионной изоляции
труб:
1 — стеллаж; 2 — отсекатель; 3 — опора неириводная; 4 — опора приводная; 5 — устройство для сушки труб; б — станция приводная; 7 — вентиляционные воздуховоды; 8 — устройство для грунтовки; 9 — камера сушки грунтовки; 10 — устройство для изоляции; // — устройство для приема труб; 12 — пульт управления; 13 — машина очистная.
приводной станции. В комплект линии входит четыре опоры с приводом и семь неприводных опор
Приводная опора состоит из нижней и верхней рам, двух роликовых опор, привода вращения рычажных систем поворота и разворота роликов. Вращение роликов производится от электродвигателя через червячный редуктор. Транспортирование труб различных диаметров обеспечивается поворотом роликовой опоры относительно ннжней рамы, при этом рычажная система поворота роликов, состоящая из рычагов и тяг, регулирует заданное положение опор независимо от угла разворота опоры. Угол разворота опор обеспечивает шаг продольного перемещения обрабатываемой трубы.
По роликовому конвейеру труба проходит через печь устройства, где производится сушка наружной поверхности труб от влаги и нагрев их до положительной температуры (в зим них условиях). Устройство для сушки труб состоит из камеры, агрегата питания и горелки. Агрегат питания предназначен для подачи горючей смеси в горелку камеры. Горелка комплектуется четырьмя сменными форсунками, которые устанавливаются в зависимости от диаметра обрабатываемых труб.
На рабочем месте оператора отдельные трубы соединяются между собой муфтами и поступают в приводную станцию. Полученная таким образом плеть из труб проходит через очистную машину. В машине плеть очищается от грязи, ржавчины и рыхлой окалины с помощью цилиндрических вращающихся проволочных щеток. Затем очищениая труба подается в устройство для грунтовки, где ее наружная поверхность покрывается битумной грунтовкой, и далее — в камеру для сушки грунтовки. После этого сухая огрунтованная труба поступает в установку для изоляции, где на трубу наносится защитное покрытие — мастика, рулонный материал и крафт-бумага.
Приводная станция обеспечивает вращательно-поступательное движение труб, связанных соединительными муфтами в плеть, для выполнения всех технологических операций по антикоррозионной изоляции Станция состоит из верхнего и боковых прижимных роликов, поворотного стола с приводными дисками, приводом вращения, состоящего из электродвигателя, редуктора и вариатора. Скорость вращения плети регулируется с помощью вариатора и выбирается по требованиям технологии нанесения изоляции. Изменение шага винтовой линии осуществляется поворотом стола.
На раме очистной машины смонтированы звукоизолирующий кожух, две щетки, пневматический механизм отвода шешк, электропривод щеток и сменные щиты для различных диаметров труб. Пыль и мелкие фракции, образующиеся в процессе очистки, удаляются вытяжной вентиляцией, крупные фракции собираются в поддоне.
Устройство для нанесения грунтовки состоит из каркаса, на котором смонтированы пылесъемник, растирающий узел, емкость для сбора стекающей грунтовки, образующейся в процессе работы, бака и ручного насоса. Растирающий узел включает в себя полотенце, натяжной рычаг и талреп, с помощью которого достигается требуемое натяжение полотенца, охватывающего снизу трубу. Пыль перед нанесением грунтовки удаляется поролоновым вкладышем-пылесъемником, закрепленным на качающемся рычаге. В связи с тем, что битумная грунтовка является пожароопасным материалом, расходной бак вынесен за пределы цеха. Устройство для грунтовки работает так. Грунтовка из бака через кран, трубопровод и сопло выливается самотеком на поверхность трубы, имеющей вращательно-поступательное движение, и растирается полотенцем, прижатым к ее нижней поверхности.
Устройство для изоляции труб состоит из ванны, короба, футерованного изнутри жароупорным кирпичом, двух шпуль для рулонных материалов и одной шпули для крафт-бумаги. Внутри короба находятся электроплиты, предназначенные для подогрева дна ванны при работе в условиях низких температур. На ванне установлено устройство для нанесения мастики (коллектор и три одинаковых по конструкции прижимных механизма). Коллектор соединяется на фланцах с мастикопроводом из емкости приготовления мастики. .Нанесение мастики осуществляется яосле нажатия на ручку прижимного механизма и фиксации ее в пазе кожуха, при этом лист прижимается к поверхности обрабатываемой трубы. Затем оператор включает приводную станцию всей линии и мастика, скапливающаяся в клине между трубой и листом, наносится на поверхность трубы, имеющей вращательно-поступательное движение. Излишки мастики сливаются с краев листа в ванну. Сверху на трубу оператор накладывает конец рулонного материала со шпулн, который прижимается и наматывается на поверхность трубы. Проходя над листом, поверхность рулонного материала смачивается мастикой н на нее приклеивается крафт-бумага. Конец заизолированной трубы, выйдя за пределы установки для изоляции, ложится на опорную тележку устройства для приема изолированных труб, которая продвигается за изолируемой трубой. Вышедшую полностью трубу отсоединяют от остальных труб снятием муфты и выгружают на стеллажи готовой продукции. Приемные тележки откатываются в исходное положение с помощью реверсивной лебедки.
Техническая характеристика механизированной линии антикоррозионной изоляции труб
Диаметр обрабатываемых труб, мм Длина обрабатываемых труб, мм Производительность, км в год (усредненный диаметр труб 168 мм)
Тип защитного покрытия
Применяемые материалы для: грунт'овки . . . , .
изоляции
наружной обертки
Напряжение в сети, В 57—530
6—12
100
Битумно- резиновое нормальное и усиленное по ГОСТ 9.015— 74*
Битумная грунтовка по ГОСТ 9.015—74* Битумно-резиновая мастика по ГОСТ 15836—79. Стекло-
холст ВВ К или ВВ-1 Бумага мешочная по ГОСТ 2228—81Е или оберточная марки А по ГОСТ 827.4—75* 380
§ 5. МЕХАНИЗИРОВАННЫЙ УЧАСТОК ПО ИЗГОТОВЛЕНИЮ ДЕТАЛЕЙ И УЗЛОВ ПЛАСТМАССОВЫХ ТРУБОПРОВОДОВ
На механизированных участках по изготовлению узлов пластмассовых трубопроводов по сравнению со стальными изготавливается значительно большая номеклатура соединительных деталей.
Пример планировки механизированного участка для изготовления таких деталей производительностью 100 т в год приведен на рис. 44. Трубы в цех завозят автотранспортом или грузовой рельсовой тележкой, разгружают кран-балкой и укладывают на стеллаж. Так же завозят в контейнерах арматуру, фланцы и лнтые соединительные детали трубопроводов.
Размеры стеллажа для складирования труб и количество контейнеров для деталей, фланцев и арматуры приняты исходя нз двух- и трехсменного запаса труб и соответствующего количества деталей.
Со стеллажа трубы поступают на рольганг, где их с помощью измерительного инструмента размечают и подают на резку к станку со стальной дисковой пилой. Станок предназначен для резки пластмассовых труб диаметром до 160 мм из различных материалов: полиэтилена, полипропилена и поливинилхлорида. Поворотный зажим на станке позволяет выполнять прямые резы и резы под любым углом. На станке имеется специальное устройство для безразметочной резки заготовок сварных соединительных деталей (отводов, равнопроходных тройников и крестовин), формованных деталей (буртовых втулок под фланцы, отбортовок, раструбов, горловин переходных тройников) и других деталей и элементов. Для удобства работы прн отрезке длинных патрубков служат две переносные ролико-опоры.
Отрезанные заготовки соединительных деталей и элементов укладывают в контейнеры и ручными тележками отвозят к соответствующему оборудованию для дальнейших технологических операций по изготовлению соединительных деталей, ук-рупннтельной сборке элементов илн узлов трубопроводов.
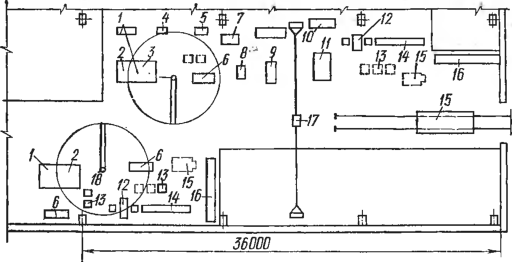
Рис. 44. Механизированный участок по изготовлению соединительных деталей н узлов пластмассовых трубопроводов:
1 — стол; ! — комплект устройств для монтажной сварки труб; 3— приспособления для стыковки труб при склеивании; 4 — устройство для формования раструбов на концах труб нэ ПВХ; 5 — устройство для сварки переходных тройников; 6 — установки для сварки соединительных деталей; 7 — устройство для вытяжки горловнн переходных тройников; 8 — станок для механической обработки труб; 9 — установка для формования буртов; 10—глицериновая ванна; 11— трубогиб; 12 — станки для резки труб; 13 — контейнер; 14 — рольганг; 15 — тележки: 16 — стеллаж; 17 — кран-балка; 18 — кран консольный.
После резки при необходимости торцы труб подвергают механической обработке. Эту операцию выполняют на станке для механической обработки торцов труб (для торцовки, снятия фасок на концах труб и сверловки или вырезки отверстий в трубах). Торцовке, как правило, подвергают заготовки с неровными поверхностями отреза. Снятие фасок на торцах труб производят в случае, если заготовки предназначены для газовой прутковой сваркн. При обработке торцов труб следят, чтобы на обработанных торцах не было трещин, надрывов и других дефектов. Отклонение угла торца от заданного проверяют угольником или шаблоном.
Отрезанные и отторцованные заготовки укладывают в контейнеры по номенклатуре и назначению и с помощью ручной тележкн передают на рабочие места для выполнения соответствующих трубозаготовительных работ.
Гнутые отводы Для трубопроводов диаметром до 160 мм изготовляют с помощью трубогиба, для чего предварительно нагревают заготовку в глицериновой ванне.
Сваренные, остывшие после сварки детали укладывают в контейнеры и передают к местам укрупнительной сборки — столам илн прн необходимости вывозят на склад готовой продукции.
Формование утолщенных буртов для втулок под фланцы и образование отбортовок на концах труб выполняют на пневматической установке. В комплект входит устройство для нагрева концов труб горячим воздухом.
На механизированном участке производится также изготовление узлов трубопроводов из поливинилхлорида. Для этого применяется оборудование и нагревательные устройства для образования раструбов на концах труб, а также устройства для стыковки раструбов с трубами при склеивании соединений труб D„ до 110 н 225 мм. Трубопроводы из поливинилхлорида склеивают с помощью раструбных соединений клеем ГИПК-127.
Элементы и узлы трубопроводов изготовляют на специальных столах, оборудованных тисками для зажима труб, устройствами и инструментом для торцовки, крепления, сварки и склеивания труб, сборки фланцевых соединений, а также измерительным инструментом. В частности, для сварки узлов замыкающих стыков применяют комплекты устройств УСПМ-110 для монтажной сварки труб диаметром до 110 мм и УСПМ-225 для сварки труб диаметром до 225 мм.
Сборочные столы обслуживают консольные поворотные краны грузоподъемностью 0,5 т. Готовые узлы вывозят из цеха автотранспортом. В процессе изготовления детали и узлы пластмассовых трубопроводов подвергают промежуточному пооперационному контролю и контролю после окончания изготовления.
Узлы пластмассовых трубопроводов можно транспортировать на объект любым видом транспорта. Условия транспортирования и хранения узлов на приобъектном складе должны исключать возможность их механического повреждения, деформации, загрязнения, а также воздействия на них прямых солнечных лучей и агрессивных сред.
Технико-экономические показатели механизированного участка по изготовлению соединительных деталей и узлов пластмассовых трубопроводов Годовой выпуск продукции, т/км ..... 100/35
в том числе из труб: полиэтиленовых и полипропиленовых . . . 80/27
поливинилхлоридных........20/8
Наружный диаметр выпускаемых деталей и узлов трубопроводов, мм . ........63—315
Узлы трубопроводов подвергаются испытаниям на прочность и плотность только прн наличии специальных требований про екта. Режимы испытания, если онн специально ие оговорены проектом, должны соответствовать СНиП 3. 05.05.
Концы деталей и узлов трубопроводов перед испытаниями заглушают конусными заглушками или глухими металлическими фланцами. Прн необходимости к концам деталей и узлов приваривают втулкн с буртами под фланец для установки заглушек. После испытания технологические втулки под фланец, а также концы труб, в которые устанавливались конусные заглушки, отрезают. Готовые узлы и детали маркируют краской. Марка включает условное обозначение материала н тип труб, из которых изготовлены узлы.
При строительстве промышленных объектов, когда прокладывают трубопровод длиной до 1 км, и на объектах, удаленных от основных баз стройиндустрии на расстояние свыше 250 км, целесообразно применять передвижные трубозаготовительные мастерские по изготовлению узлов пластмассовых трубопроводов непосредственно на монтажной площадке.
Передвижная мастерская размещается в зданнн контейнерного типа, серийно изготавливаемого промышленными предприятиями. Мастерская оснащена оборудованием и устройствами. К торцу контейнерного здания на шарнирах крепится сборноразборный навес, под которым производится резка труб на патрубки, сборка и сварка узлов трубопроводов. К наружной стене здания примыкает стеллаж для складирования труб. Планировка расположения передвижной мастерской по изготовлению соединительных деталей и узлов пластмассовых трубопроводов приведена на рис. 45. Внутри здания расположены стеллажи для отрезанных патрубков и слесарные верстаки, на которых установлено оборудование и устройства для выполнения сварочных работ. Помещение оснащено вентиляционной установкой для вытяжки над местами сварки труб
Здание контейнерного типа с расположенным в нем оборудованием перевозят на трайлере с одного объекта строительства на другой и разгружают непосредственно на монтажной площадке. К общему силовому щиту, который находится внутри здания, подключается наружный кабель электроснабжения.
| V-+ I I I | ||
| _ц^| | в 1 | 7 6 5 45 / /\ ] , ' |
| к | Г—^ J | о ? | |
Рис. 45. Передвижная мастерская по изготовлению соединительных деталей и узлов пластмассовых трубопроводов:
/ — станок для резки труб; 2 — стеллажи; 3 — сверлильный станок; 4 — заточной станок; 5 — верстак; 6 — устройства для сварки соединительных деталей; 7 — тиски; 8 — комплект слесарного инструмента.
ническую обработку торцов сборку и контроль качества даются к месту монтажа и ложение.
Электроразводки подходят к каждому, рабочему месту.
Технологический процесс изготовления соединительных деталей и узлов пластмассовых трубопроводов в передвижной мастерской следующий. Под навесом с помощью отрезного станка с дисковой пилой (см. рис. 14) выполняют резку пластмассовых труб на патрубки и секторы соединительных сварных деталей. В помещении мастерской с помощью специальных устройств изготовляют сварные соединительные детали, приваривают литые соединительные детали к патрубкам. Перед сваркой с помощью устройств осуществляют меха-труб. Под навесом производят узлов трубопроводов, которые по-устанавливаются в проектное по-
Технико-экономическая характеристика передвижной мастерской по изготовлению соединительных деталей и узлов пластмассовых трубопроводов
Годовой выпуск продукции, т/км.....15/5,0
Наружный диаметр выпускаемых деталей и узлов
трубопроводов, мм..................63—225
