2.1. составление планов капитального ремонта
2.1. СОСТАВЛЕНИЕ ПЛАНОВ КАПИТАЛЬНОГО РЕМОНТА
При составлении планов капитального ремонта нефтепроводов учитываются следующие основные факторы:
1. Наличие участков, подлежащих капитальному ремонту, срочность и надежность производства этих работ.
2. Наличие и объем финансовых средств на осуществление капитального ремонта.
3. Возможность остановки перекачки или снижения давления на ремонтируемом участке нефтепровода.
4. Техническое состояние участков, подлежащих ремонту, и выбор в зависимости от этого вида ремонта.
5. Наличие соответствующей техники, машин и механизмов для ремонта нефтепроводов необходимого диаметра.
6. Наличие или возможность приобретения необходимых по качеству и количеству труб, изоляционных материалов, а также недостающей техники, машин и механизмов.
7. Наличие, укомплектованность, количество и опыт работы ремонтно-строительных колонн, а также отдельных участков и бригад для выборочного ремонта нефтепроводов.
8. Геологическая, гидрогеологическая характеристика участка капремонта, наличие водных переходов, дорог, подземных и наземных коммуникаций и т.п.
9. Сезон производства ремонтных работ и т.д.
Учитывая необходимость капитального ремонта нефтепроводов, построенных в последние годы, и вторичного ремонта нефтепроводов, построенных в 40 — 60-е годы, протяженность нефтепроводов, подлежащих капитальному ремонту, составляет тысячи километров по АК "Транснефть" и сотни километров по акционерным обществам. Это ставит перед организациями, эксплуатирующими нефтепроводы, серьезную задачу выбора участка и вида капитального ремонта.
Составление планов капитального ремонта подземных трубопроводов, учитывая первоочередность работ по ремонту нефтепроводов на водных, дорожных и прочих переходах, осуществляется в несколько этапов.
Первоначально идет обсуждение предложений филиалов (районных нефтепроводных управлений) в части минимально необходимого объема и вида работ по нефтепроводам рай-управлений с учетом рекомендаций группы аналитиков и полученных филиалами постановлений, предписаний и предложений органов местного самоуправления и государственных органов надзора, а также их предложений о возможных исполнителях проектных и ремонтно-строительных работ.
На следующем этапе производственные функциональные отделы по капитальному ремонту акционерных обществ обобщают материалы обсуждения и вырабатывают свои предложения, которые выносятся на технический совет акционерного общества с участием главных инженеров райуправ-лений и ремонтно-строительных подразделений АО, руководителей заинтересованных отделов и привлекаемых к работам сторонних организаций. На этом совещании определяется возможный объем финансирования, виды и участки ремонта, очередность выполнения и возможные исполнители работ. Таким образом, формируются текущие и перспективные планы капитального ремонта трубопроводов. Окончательное решение принимается на правлении акционерного общества с участием руководителей подразделений, функциональных отделов и привлекаемых к участию в ремонте проектных, ремонтно-строительных и строительно-монтажных организаций. Результаты принятых решений вносятся в общий план капитального ремонта объектов магистральных нефтепроводов акционерного общества (с указанием сроков выполнения и разбивкой по подразделениям и участкам).
К проектированию капитального ремонта нефтепроводов могут привлекаться проектные организации (институты, проектно-сметные бюро, строительно-проектные акционерные общества и т.д.), имеющие лицензию Госгортехнадзора РФ на производство соответствующих видов работ, т.е. организации, способные обеспечить безопасное производство работ и последующую безопасную эксплуатацию производственных объектов.
Основанием для разработки проектной документации является договор между акционерным обществом со сторонней проектной организацией, а также утвержденный план работ проектно-сметного бюро (ПСБ) акционерного общества, распоряжение или решение правления АО для собственных ПСБ и задание на проектирование, выдаваемое АО. Наиболее распространено оформление задания на проектирование в такой последовательности: задание разрабатывается и оформляется райуправлением за подписью одного из его руководителей, визируется руководителями заинтересованных функциональных отделов АО, согласовывается с руководителем проектной организации и утверждается генеральным директором или главным инженером акционерного общества.
В задании на проектирование должны быть указаны наименование, заказчик, проектировщик, объемы, виды, исполнитель и сроки выполнения проектных и ремонтно-строительных работ, а также дополнительные условия, направленные на повышение надежности и работоспособности линейной части нефтепроводов, не нашедшие отражение в нормативных и руководящих документах.
К заданию на проектирование прилагаются: все документы, характеризующие состояние нефтепроводов, которыми в своей работе пользовалась группа специалистов акционерного общества при анализе надежности и работоспособности нефтепроводов;
план и профиль ремонтируемого участка нефтепроводов с нанесенными собственными коммуникациями и коммуникациями сторонних организаций, идущими в сближении или в одном техническом коридоре, а также пересекаемые ремонтируемые нефтепроводы, с указанием пикетов и километража пересечений или сближений, глубины заложения коммуникаций и их владельцев (топосъемка);
ведомости линейных сооружений (колодцы линейной арматуры, блок-боксы линейной телемеханики, вдольтрассовые
ЛЭП с КТП, усилительные пункты магистральной линии связи, защитные сооружения от аварийного разлива нефти и т.д.), входящих в охранную зону нефтепроводов, с привязкой к километражу и пикетажу ремонтируемого нефтепровода;
ведомости выданных за последние два года (максимальный срок действия) технических условий и согласований на параллельное следование, сближение и пересечение нефтепроводов другими коммуникациями, а также на строительство наземных зданий и сооружений в пределах минимально допустимых расстояний, определенных нормативными документами.
При отсутствии топосъемки или наличии ее со сроком давности более двух лет необходимо выполнить новую топо-съемку по трассе ремонтируемого нефтепровода с охватом ширины технического коридора и полосы земель, отводимых во временное краткосрочное пользование на период ремонта (полосы отвода).
Выполнение топографической съемки осуществляется силами проектной организации или акционерным обществом (собственными силами или с привлечением специализированной организации) и определяется условиями договора между ними. При выполнении проектных работ проектно-сметными бюро АО принятое решение об исполнителе топосъемки вносится в задание на проектирование.
При капитальном ремонте нефтепровода, как правило, применяется одностадийное проектирование — разрабатывается рабочий проект, который согласовывается с землепользователями и арендаторами земли, а также с владельцами или организациями, эксплуатирующими коммуникации, расположенные в одном техническом коридоре с ремонтируемым нефтепроводом (включая взаимное пересечение) или попадающие в полосу отвода земель для производства ремонта нефтепровода.
Под термином "технический коридор" понимается участок местности, по которому проложены коммуникации (трубопроводы, кабели, линии электропередачи и др.) с частично совпадающими или соприкасающимися полосами отвода или охранными зонами [23].
Охранные зоны — это ограниченные условными линиями участки земли вдоль трассы коммуникаций, устанавливаемые для исключения возможности их повреждения при любом виде прокладки [23]. Они составляют:
для трубопроводов, транспортирующих нефть, природный газ, нефтепродукты, нефтяной и искусственный углеводород-
ные газы, — 25 м от оси трубопровода с каждой сторо
ны;
для трубопроводов, транспортирующих сжиженные углеводородные газы, нестабильный бензин и конденсат, — 100 м от оси трубопровода с каждой стороны;
по трассе многониточных трубопроводов — на указанных выше расстояниях от осей крайних трубопроводов.
Для других коммуникаций величина охранной зоны отражена в соответствующих нормативных и руководящих документах.
В охранной зоне запрещаются любые виды работ без согласования с предприятиями-владельцами или организациями, эксплуатирующими соответствующие коммуникации.
Согласования с владельцами или организациями, эксплуатирующими коммуникации, входящие в технический коридор либо полосу отвода земли с ремонтируемым нефтепроводом, проводятся на стадиях изыскания, рабочих чертежей и строительства (проект производства работ).
На первом этапе, т.е. до разработки рабочих чертежей, необходимо получить в письменном виде технические условия от владельцев коммуникаций или эксплуатирующих организаций на выполнение работ по планируемому к ремонту нефтепроводу. Для этого проектная организация или владелец (эксплуатирующая организация) ремонтируемого трубопровода в соответствии с условиями договора между ними (по заданию на проектирование собственным ПСБ) направляет на имя владельцев или организаций, эксплуатирующих коммуникации, письмо с изложением сути запроса и приложением ситуационного плана взаиморасположения проектируемого (ремонтируемого) трубопровода с соответствующими коммуникациями.
После получения технических условий проектная организация рассматривает их приемлемость и включает в проектное решение или обосновывает неприемлемость технических условий и в установленном порядке оформляет повторный запрос. После согласования взаимоприемлемых техусло-вий со всеми владельцами коммуникаций проектная организация приступает к разработке рабочего проекта.
В состав рабочего проекта должны входить:
пояснительная записка;
рабочие чертежи;
сметная документация.
Кроме того, в составе рабочего проекта должны быть представлены копии согласований (технических условий) на проведение работ по капитальному ремонту нефтепровода от владельцев или организаций, эксплуатирующих коммуникации, пересекающие нефтепровод и проходящие с ним в одном коридоре и попадающие в полосу отвода земли ремонтируемого нефтепровода, а также документов на отвод земель в постоянное пользование.
Пояснительная записка рабочего проекта должна содержать технико-экономическое обоснование выбора видов и способов ремонта, расчет на прочность и устойчивость ремонтируемого участка нефтепровода, решения по технологии и организации ремонтных работ, мероприятия по технике безопасности, пожарной безопасности, охране окружающей среды и рекультивации земель. Составной частью рабочего проекта является Проект организации строительства (ПОС), определяющий общую продолжительность и промежуточные сроки ремонта (строительства), распределение финансовых вложений и объемов строительно-монтажных работ, материально-технические и трудовые ресурсы и источники их покрытия, основные методы выполнения строительно-монтажных и ремонтных работ, а также структуру управления ремонтом (строительством) объекта.
Рабочие чертежи на капитальный ремонт должны разрабатываться с учетом действующих норм и условий согласований, задания на проектирование и применения новейших достижений (апробированных) науки и техники, при максимальном применении типовых проектов, освоенных производством, с привязкой к местным условиям.
В состав рабочих чертежей входят: план и профиль трассы ремонтируемого участка с отражением глубины существующего и проектного заложения нефтепровода, типа наносимой изоляции, а при ремонте с заменой участка нефтепровода — диаметра и марки стали трубопровода, его категории и т.д., как при новом строительстве;
монтажные чертежи узлов линейной арматуры, чертежи защитных сооружений, временных сооружений, устройств, приспособлений и т.д.;
схемы производства земляных, монтажных и других работ во взаимоувязке с мероприятиями по сохранению собственных и сопутствующих коммуникаций и их объектов;
чертежи отдельных узлов пересечений участков, сближений и параллельного следования, выполненные по условиям согласования и не нашедшие отражения в других чертежах и схемах.
Сметная документация должна быть составлена по действующим нормам, тарифам и расценкам, прейскурантам и калькуляциям, установленным для работ по капитальному ремонту, или другим нормам, тарифам и расценкам, которые разрешено применять при составлении сметной документации.
Подготовленный рабочий проект проходит следующий этап согласования. На имя руководителей соответствующих предприятий — владельцев коммуникаций, зданий и сооружений или организаций, их эксплуатирующих, направляются письма с изложением сути запроса, отражением выполнения техусловий, изложенных в предпроектном согласовании, с приложением чертежей, схем или выдержки из пояснительной записки, где отражены решения поставленных технических условий.
Если в техусловиях владельцев коммуникаций, зданий и сооружений или организаций, их эксплуатирующих, излагались обоснованные предложения, направленные на усиление нормативных требований, или за время от выдачи технических условий до выполнения проектных работ произошли изменения нормативных требований, направленных на усиление безопасности ремонтируемых и сопутствующих коммуникаций зданий и сооружений, то за основу проектного решения принимаются предложения и нормативные требования, направленные на повышение безопасности.
Проектно-сметная документация на капитальный ремонт нефтепроводов до утверждения должна пройти экспертизу в установленном порядке.
Проектная документация регистрируется в региональных управлениях Госгортехнадзора РФ и может быть подвергнута экспертизе на промышленную безопасность в научно-исследовательских и других проектных организациях.
Проектные организации несут ответственность в соответствии с законодательством за несоответствие принятых в проекте технических, технологических и экологических решений, действующих в период проектирования, нормам, правилам и другим нормативным и руководящим документам, утвержденным в установленном порядке.
Проектная документация, как правило, должна быть подготовлена за 1—2 года до начала ремонтных работ для решения вопросов перспективного планирования, финансирования и подготовки производства.
После принятия плана капитального ремонта нефтепровода на последующий год исполнителю работ должна передаваться проектная документация со всеми необходимыми приложениями до 1 сентября текущего года, а на выборочный ремонт — не менее чем за два месяца до начала производства работ. В зависимости от организационной, технологической и экономической подготовки ремонта подземных нефтепроводов в подготовительном периоде следует выделить три этапа [26]:
организационный,
мобилизационный,
подготовительно-технологический.
На организационном этапе рассматривается и согласовывается проектно-сметная документация, прорабатываются вопросы комплектации и социального обеспечения (развития).
На мобилизационном этапе выполняют внетрассовые работы.
На подготовительно-технологическом этапе проводятся вдольтрассовые подготовительные работы.
Мероприятия, выполняемые на организационном этапе до начала ремонтных работ, можно подразделить на мероприятия строительных, ремонтно-строительных организаций и мероприятия по подготовке ремонта (строительства) конкретного объекта.
Мероприятия строительных, ремонтно-строительных организаций должны предусматривать развитие производственной базы, в том числе комплектацию парка машин и механизмов, подготовку кадров, решение вопросов социального обеспечения (развития).
Организационный этап инженерной подготовки ремонта, строительного производства нефтепроводов должен включать следующие мероприятия:
рассмотрение и приемку утвержденной в установленном порядке проектно-сметной документации;
заключение договора подряда-субподряда на капитальный ремонт;
открытие финансирования на ремонт;
приемку трассы трубопровода от заказчика в натуре и получение разрешения на ремонт;
получение лесорубочных билетов, если трасса проходит по землям Гослесфонда;
разработку проекта производства работ.
Основанием для ремонта магистрального нефтепровода служит наличие следующих документов:
утвержденного проекта (рабочего проекта) и сводного сметного расчета стоимости ремонта или выписки из них, когда ремонт осуществляется несколькими исполнителями (подрядными организациями);
рабочих чертежей и утвержденных смет по рабочим чертежам;
разрешения соответствующих ведомств и эксплуатационных служб на право выполнения ремонтных и строительномонтажных работ;
утвержденного проекта производства работ; оформления финансирования в банковских учреждениях; оформления договоров подряда-субподряда.
Перед началом ремонтных (строительных) работ организации, производящие эти работы, обязаны получить письменное разрешение от владельцев коммуникаций или эксплуатирующих организаций на производство работ в охранной зоне этих коммуникаций по установленной форме.
Исполнители работ, получившие разрешение на производство работ в охранной зоне, обязаны до начала работ вызвать представителей организаций, эксплуатирующих коммуникации, для установления по технической документации, приборами-искателями и шурфованием (по желанию эксплуатирующих организаций) точного местонахождения и фактической глубины заложения действующих коммуникаций, определения их технического состояния и обнаружения возможных утечек, а также взаиморасположения действующих коммуникаций с ремонтируемым объектом.
Все вышеперечисленные данные необходимо отразить в проекте производства работ (ППР), особо выделив места, где заглубление коммуникаций недостаточно. В ППР исполнитель работ обязан предусмотреть меры, исключающие возможность повреждения действующих коммуникаций наездами строительной техники, и меры безопасности работающих.
Трасса действующих коммуникаций и их сооружений в границах зоны производства работ и технического коридора коммуникаций должна быть размечена знаками высотой
1,5 —2,0 м с указанием фактической глубины заложения, установленными на прямых участках трассы в пределах видимости, но не более чем через 50 м, на всех участках углов поворота, через 10 м в местах пересечения, а также на границах разработки грунта вручную. Опасные места должны быть обозначены особо.
Работы по установке знаков и отрытию шурфов выполняются силами и средствами исполнителей работ по указанию представителей эксплуатирующих организаций.
О проведенной работе по уточнению местоположения трассы действующих коммуникаций и их сооружений составляется акт с участием представителей исполнителя работ и эксплуатирующих организаций. К акту прилагают ситуационный план (схему) трассы с указанием данных о коммуникациях, привязки коммуникаций, сооружений, вырытых шурфов и установленных закрепительных знаков и т.д. В ситуационном плане (схеме), кроме того, должны быть четко указаны расстояния между ремонтируемыми и другими коммуникациями.
До начала работ в охранной зоне исполнитель работ должен разработать не отраженные в проекте мероприятия, обеспечивающие безопасное ведение работ и сохранность действующих коммуникаций и сооружений, и согласовать их с эксплуатирующими организациями.
При ремонте нефтепровода с заменой труб путем укладки его в отдельную траншею обозначение существующих коммуникаций и сдача их трассы исполнителям работ осуществляется аналогично вышеописанному.
При сдаче трассы для переукладываемого нефтепровода заказчик обязан создать геодезическую разбивочную основу для строительства нового участка нефтепровода и не менее чем за 10 дней до начала выполнения строительно-монтажных работ передать поэтапно исполнителю работ техническую документацию на нее и закрепленные на полосе строительства пункты основы в соответствии со СНиП "Геодезические работы в строительстве".
При приемке трассы имеющиеся расхождения в проекте и в натуре должны быть оформлены актами и в месячный срок скорректированы в технической документации.
До начала работ по всем видам ремонта нефтепроводов должен быть разработан проект производства работ (ППР).
В процессе сдачи-приемки трассы исполнитель работ (подрядчик) должен принять от заказчика документы на отвод земельных участков для производства ремонта (строительства) участка трубопровода, разработку карьеров, копии лесорубочных билетов, рабочую документацию [26].
Отвод земель — это предоставление в установленном земельным законодательством порядке и в размерах, определяемых нормативными документами, земель (земельных участков), необходимых для строительства, ремонта, эксплуатации и развития предприятий, зданий и сооружений.
Нормативными документами устанавливаются два вида отвода земель:
для краткосрочного пользования на период строительства или капитального ремонта линейной части магистральных трубопроводов — ширина полосы земель;
для бессрочного (постоянного) пользования (или в аренду) и временного краткосрочного пользования для временных сооружений на период строительства и ремонта трубопроводов — земельные участки.
Ширину полосы земель, отводимых во временное краткосрочное (до 3 лет) пользование на период строительства одного магистрального подземного нефтепровода, надлежит устанавливать по табл. 2.1 (из табл. 1 СН 452—73 "Нормы отвода земель для магистральных трубопроводов") [18].
Ширина и длина полос земель, отводимых во временное пользование для капитального ремонта магистральных нефтепроводов, определяются проектом, выполненным с учетом согласований владельцев (эксплуатирующих организаций) других коммуникаций, попадающих в ширину полосы отводимых земель, и утвержденным в установленном порядке; при этом ширина указанных полос не должна превышать значения, указанного в табл. 2.1 для трубопроводов соответствующих диаметров. Расстояния между строящимися (капремонт с заменой труб и укладкой в отдельную траншею) и действующими трубопроводами в одном техническом коридоре (кроме районов с вечномерзлыми грунтами) следует принимать из условий технологии поточного строительства, обеспечения
Таблица 2.1
Ширина полосы земель, отводимых на период строительства подземных нефтепроводов
| Диаметр трубопровода, мм |
Ширина полосы земель для одного подземного трубопровода, м | |
| на землях несельскохозяйственного назначения или непригодных для сельского хозяйства и землях Гослес-фонда |
на землях сельскохозяйственного назначения худшего качества (при снятии и восстановлении плодородного слоя) |
|
| До 425 включительно |
20 | 28 |
| Более 426 до 720 включи- | 23 |
33 |
| тельно | ||
| Более 720 до 1020 включи- | 28 | 39 |
| тельно | ||
|
Более 1020 до 1220 включи- | 32 | 45 |
| тельно | ||
безопасности при производстве работ и надежности их в процессе эксплуатации, но не менее значений, приведенных в табл. 2.2 (табл. 7 СНиП 2.05.06 — 85* "Магистральные трубопроводы") [20].
При ремонте нефтепроводов, проложенных между другими коммуникациями или на расстоянии менее минимального расстояния, указанного в табл. 2.2, проектом на капремонт должны быть предусмотрены мероприятия, обеспечивающие сохранность этих коммуникаций при неизменности их технологического режима.
Расстояние от новой траншеи до параллельно проложенных действующих газопроводов, нефтепроводов и нефтепро-дуктопроводов в стесненных условиях может быть рекомендовано в пределах, не указанных в табл. 2.3 [25].
Площади земельных участков, отводимых в постоянное (бессрочное) пользование и во временное краткосрочное пользование для временных сооружений, определяются проектом, утвержденным в установленном порядке.
Таблица 2.2
Минимальные расстояния между осями строящегося и действующих подземных трубопроводов
| Условный диаметр проектируемого трубопровода, мм |
Минимальное расстояние между осями проектируемого и действующего подземных трубопроводов, м | |
| на землях несельскохозяйственного назначения или непригодных для сельского хозяйства и землях Гослес-фонда |
на землях сельскохозяйственного назначения (при снятии и восстановлении плодородного слоя) | |
| До 400 включительно | 11 |
20 |
| Свыше 400 до 700 включи- | 14 | 23 |
| тельно | ||
| Свыше 700 до 1000 включи- |
15 | 28 |
|
тельно | ||
|
Свыше 1000 до 1200 включи- | 16 | 30 |
| тельно | ||
|
(для газопроводов) | ||
|
32 | 32 | |
| (для нефтепроводов и нефтепродукто- | ||
| проводов диаметром 1200 мм) |
||
| Свыше 1200 до 1400 включи- |
18 | 32 |
|
тельно | (для газопроводов) | |
|
Примечание. Для горной |
местности, а также | для переходов через |
естественные и искусственные препятствия указанные расстояния допускается уменьшать.
Минимальные расстояния между осями строящегося и действующих подземных трубопроводов в стесненных условиях
| Диаметр нефтепровода, мм |
Расстояние от оси смежных трубопроводов, м | |
|
газопро водов |
нефтепроводов и нефте-продуктопроводов | |
|
До 426 включительно | 8 |
5 |
| От 426 до 720 включительно | 9 | 5 |
| От 720 до 1020 включительно | 11 |
6 |
| От 1020 до 1220 включительно | 13 |
6 |
Отвод земель, возмещение убытков землепользователям, землевладельцам и потерь сельскохозяйственного производства осуществляет заказчик — акционерное общество или его филиалы (райуправления) с отнесением этих затрат на прочие расходы по капремонту нефтепроводов.
Расчеты убытков и потерь во всех случаях согласовываются с заинтересованными сторонами и оформляются актом, который регистрируется местной администрацией.
Убытки, причиненные изъятием или временным занятием земельных участков, а также ограничением прав пользователей (кроме случаев установления охранных зон) или ухудшением качества их земель в результате влияния, вызванного деятельностью предприятия, подлежат возмещению в полном объеме (включая упущенную выгоду в расчете на предстоящий период, необходимый для восстановления нарушенного производства) пользователям земли, понесшим эти убытки.
Потери сельскохозяйственного производства, вызванные изъятием сельскохозяйственных угодий для использования их в целях, не связанных с ведением сельского хозяйства, выражаются в сокращении (безвозвратной потере) площадей используемых сельскохозяйственных угодий или ухудшением их качества (снижением плодородия почв) под влиянием деятельности предприятия и возмещаются в размере стоимости освоения равновеликой площади новых земель с учетом проведения на них мероприятий по окультуриванию и повышению плодородия почв до уровня плодородия изымаемых земель (по кадастровой оценке). Средства, поступающие в порядке возмещения потерь, зачисляются до отвода земельного участка в натуре в бюджет местной администрации и на внебюджетный счет Государственного комитета по земельной реформе и землеустройству субъектов Федерации.
Проект производства работ (ППР) — проект, определяющий технологию, сроки выполнения и порядок обеспечения ресурсами строительно-монтажных, ремонтно-строительных работ и служащий основным руководящим документом при организации производственных процессов по возведению, реконструкции и ремонту в целом или отдельных частей сооружений, зданий [22].
ППР разрабатывается исполнителем работ (подрядчиком) или специализированными проектными организациями и согласовывается с заказчиком (начальником или главным инженером райуправления) и руководителями других организаций, эксплуатирующих коммуникации, расположенные в одном техническом коридоре или попадающие в полосу земель, отводимых для капитального ремонта, в части, затрагивающей интересы этих организаций.
Исходными документами для разработки ППР являются: задание на разработку ППР; рабочий проект на капитальный ремонт; сведения о количестве и типах намечаемых к использованию ремонтных машин и механизмов, а также о рабочих кадрах по профессиям;
данные о местах размещения полевых городков; материалы топографо-геодезических изысканий трассы ремонтируемого трубопровода;
ведомость пересечений ремонтируемого участка нефтепровода с подземными коммуникациями, искусственными и естественными препятствиями;
сведения об условиях использования существующих дорог, инженерных коммуникаций других предприятий;
сведения об условиях безопасного производства ремонтных работ и охране окружающей среды.
В состав ППР должны входить: пояснительная записка;
технологические карты (схемы производства работ); профиль трассы ремонтируемого нефтепровода с ситуационным планом;
график поступления материалов, машин и механизмов; график производства ремонта нефтепровода; план ликвидации возможных аварий при производстве ремонтных работ.
Пояснительная записка включает: расчет продолжительности ремонта нефтепровода; порядок и методы производства ремонта нефтепровода по отдельным видам работ;
мероприятия по охране труда и технике безопасности;
мероприятия по охране окружающей среды.
Технологические карты (схемы производства работ) разрабатываются на основные виды работ и работы, выполняемые новыми методами.
На ситуационном плане ремонтируемого нефтепровода должны быть указаны населенные пункты, насосные станции, узлы связи, линейная арматура, вдольтрассовые дороги, а также жилые полевые городки, сварочные базы, места подготовки изоляционных материалов, пункты технического обслуживания, схемы существующих дорог и подъездных путей. На ситуационном плане и профиле должны быть указаны пересечения со всеми коммуникациями (подземными и надземными).
График поступления материалов, машин и механизмов на ремонтируемый участок составляют с разбивкой по срокам и корректируют в связи с последующим уточнением сроков поставки.
График производства ремонта нефтепровода составляется на весь ремонтный период с учетом климатических, гидрогеологических условий и особенностей эксплуатации конкретного нефтепровода [23].
На мобилизационном этапе с учетом конкретных видов и условий ремонта (строительства) должны выполняться полностью или частично следующие внетрассовые подготовительные работы:
сооружение временных — на период ремонта (строительства) жилых городков, баз (пунктов) технического обслуживания машин, подъездных дорог, сварочных и изоляционных баз, складов и вертолетных площадок;
приемка и складирование труб, материалов и оборудования;
открытие карьеров;
сварка труб в секции, изоляция в базовых условиях, изготовление криволинейных вставок, приварка переходных катушек к задвижкам и т.д.
Вопросы выбора и сооружения подъездных дорог, а также организации работы транспорта должны быть решены в проекте организации строительства при разработке транспортных схем.
Сварочные, изоляционные базы и установки по холодному гнутью труб, как правило, должны располагаться при жилых городках.
Для хранения наиболее объемных строительных грузов — труб, трубных секций, железобетонных пригрузов, изолировочных материалов — необходимо устраивать временные (на период строительства) склады, которые располагаются в пунктах разгрузки (прирельсовые), при сварочных и изолировочных базах (базовые), в различных точках трассы (трассовые). Необходимость и количество различных видов складов должны быть обоснованы транспортной схемой в составе проекта организации строительства (ПОС).
Площадки для приема вертолетов устраивают при жилых городках, в местах сосредоточения работ, вблизи трассы согласно ПОС.
На мобилизационном этапе должен быть создан запас труб не менее 50 — 80 % всего запланированного количества, а в районах со сложными природно-климатическими условиями — 100 %.
Для доставки материалов на участки следует использовать преимущественно существующую дорожную сеть, а в необходимых случаях (если нет дорог) строить временные подъездные дороги.
Для обеспечения участков ремонта (строительства) привозным грунтом (для подсыпки и присыпки труб мягким грунтом, строительства подъездных дорог, защитных обва-ловок и т.п.) проектом должны быть предусмотрены карьеры.
Начинать разработку карьера можно только после того, как он принят специальной комиссией. К акту приемки должны быть приложены пояснительная записка, план карьера с указанием расположения скважин и шурфов, геологические разрезы и т.д. [26].
На подготовительно-технологическом этапе должны выполняться первоочередные и совмещенные вдольтрассовые работы:
восстановление закрепления оси трассы и пикетажа, детальная разбивка горизонтальных и вертикальных кривых, разметка ремонтно-строительной полосы, выноска пикетов за ее пределы, восстановление опознавательных знаков на коммуникациях в пределах полосы отвода земель и технического коридора при ремонте нефтепроводов с заменой труб и укладкой в отдельную траншею;
восстановление опознавательных знаков (вешек), определяющих положение ремонтируемого трубопровода, пересекаемых коммуникаций, а также обозначений на местности коммуникаций, проложенных в одном техническом коридоре и в полосе отвода земли при ремонте трубопроводов с заменой изоляции или заменой труб в одной траншее;
расчистка ремонтно-строительной полосы от леса и кустарника, корчевка пней;
снятие и складирование в специально отведенных местах плодородного слоя почвы, если это предусмотрено проектом;
засыпка участков коммуникаций, попадающих в ремонтно-строительную полосу (полосу отвода), если их глубина заложения меньше нормативной;
планировка ремонтно-строительной полосы, уборка валунов, нависших камней, устройство полок на косогорах; осушение строительной полосы и т.д.;
строительство вдольтрассовых временных дорог, монтажных проездов и временных переездов через действующие коммуникации;
изготовление гнутых отводов;
устройство защитных ограждений, обеспечивающих безопасность производства работ;
сварка труб в секции и их изоляция в базовых условиях; вывозка на трассу трубных секций, кривых, балластных грузов;
поддержание подъездных дорог в работоспособном состоянии.
Все подготовительные работы при ремонте и сооружении линейной части нефтепроводов, их организация и ведение должны соответствовать требованиям Правил охраны магистральных трубопроводов, утвержденных в установленном порядке и действующих на период производства работ. При наличии в полосе отвода или охранной зоне других коммуникаций работы должны производиться в соответствии с требованиями правил охраны этих коммуникаций [26].
Любые работы и действия на всех этапах ремонта трубопроводов, производимые в охранных зонах трубопроводов, кроме ремонтно-восстановительных и сельскохозяйственных работ, могут выполняться только по получении разрешения на производство работ в охранной зоне магистрального трубопровода, оформленного по специальной форме, от предприятия трубопроводного транспорта. Аналогичные разрешения должны быть получены и от всех владельцев или организаций, эксплуатирующих коммуникации, в охранной зоне которых будут проводиться ремонтно-строительные работы [23].
Разрешение на производство работ может быть выдано только при условии наличия у производителя работ проектной и исполнительной документации, на которой нанесены действующие трубопроводы и другие коммуникации, входящие в технический коридор и полосу отвода ремонтируемых трубопроводов.
Предприятия, а также ремонтно-строительные подразделения (участки) акционерного общества, получающие разрешение на производство работ в охранной зоне трубопроводов от предприятий трубопроводного транспорта, должны быть информированы в этом разрешении: о наличии или возможном возникновении и характере опасных производственных факторов; границах опасной зоны отстоящих от оси трубопровода (крайних ниток) на минимальные расстояния, установленные строительными нормами и правилами по проектированию магистральных трубопроводов для городов и других населенных пунктов; условиях, в которых будут производиться работы; мерах предосторожности; наличии и содержании инструкций, которыми необходимо руководствоваться при выполнении конкретных видов работ. При этом оговариваются этапы работ, выполняемых в присутствии и под наблюдением представителя подразделений, эксплуатирующих трубопроводы.
Предприятия, организации, а также подразделения и участки акционерного общества или отдельные граждане, имеющие намерение производить работы в охранных зонах каких-либо коммуникаций, обязаны не позднее чем за 5 суток до начала работ, требующих присутствия представителей, владельцев или эксплуатирующих организаций, пригласить этих представителей на место производства работ.
Предприятия трубопроводного транспорта обязаны обеспечить своевременную явку ответственного представителя к месту работ для осуществления контроля за соблюдением мер, обеспечивающих сохранность трубопроводов. При нарушении требований Правил охраны магистральных трубопроводов, а также условий согласования, выданных предприятием в процессе согласования рабочего проекта (рабочих чертежей) и проекта производства работ (ППР), предприятие трубопроводного транспорта имеет право приостановить работы.
aAealAaugoa eOaegl
(pOiiOeeeQeNeQ ё аДаОдеа ieiA
Капитальный ремонт нефтепроводов с заменой труб заключается в полной замене дефектных, низконапорных, физически усталостных участков трубопровода, представляющих опасность для жизненно важных интересов личности и общества, не позволяющих обеспечить необходимый объем перекачки нефти, а также участков, препятствующих развитию городов, населенных пунктов, строительству водохранилищ и т.п.
Ремонт с заменой труб выполняют следующими способами [25]:
укладкой вновь прокладываемого участка нефтепровода в отдельную траншею в пределах существующего технического коридора коммуникаций или вне его с последующим вскрытием и демонтажем заменяемого;
демонтажем заменяемого участка нефтепровода и укладкой вновь прокладываемого участка нефтепровода в прежнее проектное положение;
укладкой в совмещенную траншею вновь прокладываемого участка нефтепровода рядом с заменяемым с последующим демонтажем последнего.
3.1. leOAe^Agau, eeONou^auOaoO a
eeeaaANo^AOaoa аоЛёЗ^аЛа gOilDeee^eNA
К вновь прокладываемым участкам нефтепровода при капремонте с заменой труб предъявляются такие же требования, как и к трубопроводам линейной части магистральных нефтепроводов в целом, изложенные в Строительных нормах и правилах (СНиП) по проектированию и строительству трубопроводов, законах Российской Федерации и ее субъектов о магистральных трубопроводах и подземных коммуникациях, постановлениях Госстроя России, ведомственных строительных нормах по проектированию трубопроводов. Кроме того, если участок нефтепровода прокладывается в одном техническом коридоре с другими коммуникациями или в строительную полосу (полосу отвода земли) попадают другие коммуникации, проектирование и строительство должно осуществляться с учетом требований правил охраны соответствующих коммуникаций и условий согласований их владельцев.
Магистральные нефтепроводы в зависимости от диаметра трубопровода (мм) подразделяются на четыре класса:
I — при условном диаметре свыше 1000 до 1200 включительно;
II — то же, свыше 500 до 1000 включительно;
III — то же, свыше 300 до 500 включительно;
IV — 300 и менее.
Магистральные нефтепроводы и их участки подразделяются на категории, требования к которым по условиям работы, объему неразрушающего контроля сварных соединений, испытательному давлению и продолжительности испытаний приведены в табл. 3.1 [20, 21].
Для транспортировки нефти и нефтепродуктов следует принимать следующие категории магистральных трубопроводов [20]:
при диаметре менее 700 мм — IV категорию при подземной прокладке и III категорию при наземной и надземной прокладке;
при диаметре 700 мм и более — III категорию при всех видах прокладки;
в северной строительной климатической зоне — III категорию при всех видах прокладки.
Однако категории трубопроводов на отдельных участках могут быть значительно выше в зависимости от конкретных условий прокладки, наличия естественных и искусственных препятствий, степени ответственности и назначения отдельных узлов, пересечения и сближения с другими коммуникациями и т.д.
Что касается определения категорий отдельных участков при подземной прокладке нефтепроводов, то в соответствии с действующими строительными нормами это выглядит следующим образом:
1. К категории "В" относятся переходы через судоходные и несудоходные водные преграды с шириной зеркала воды в
| Коэффициент усло | Число монтажных сварных соединений, выпол |
Давление, МПа |
Продолжительность испытаний, ч |
||||||
| Катего рия трубо прово | вий работы трубопровода при расчете его на проч- | ненных дуговой сваркой, подлежащих контролю физическими методами, % от общего числа | при испытании на прочность | при про верке | при испытании на прочность | при проверке на | |||
| да и его участка | ность, устойчивость и деформатив-ность | радиогра фическим методом |
магнитографическим или ультразвуковым методом | гидравличе ским способом | пнев матиче ским спосо бом | на гер-метич-ность |
гидрав личес ким спосо бом | пнев матиче ским спосо бом |
герметич ность |
|
В | 0,60 | 100 |
— |
1,5Рраб/Рзав | Не ис-пыты- | Рраб |
24 | - | Время, необходимое для |
| I |
0,75 | 1 00 | - | 1,25Рраб/Рзав |
ваются | Рраб |
24 | 12 |
тщательного |
| II |
0,75 | Не менее 25 |
Остальное |
1,25Рраб/Рзав |
Как исклю | Рраб | 24 | 12 |
осмотра трассы с це |
|
III | 0,90 | Не менее 10 | МРраб/Рзав |
чение | Рраб |
24 | 12 | лью выявления утечек, | |
| IV | 0,90 | Не менее 5 |
1, 1Рраб/Рзав |
Рраб | 24 |
12 | но не менее 12 ч |
||
Примечания. 1. Переходы нефтепроводов через водные преграды и прилегающие прибрежные участки испытываются только гидравлическим способом. 2. В числителе указано давление в верхней точке, в знаменателе — в нижней.
межень 25 м и более в их русловой части и прибрежные участки длиной не менее 25 м каждый (от среднемеженного горизонта воды) при диаметре трубопровода 1000 мм и более, а также переходы через болота III типа (независимо от диаметра трубопровода).
2. К I категории относятся участки: те же, что и при категории "В", но при диаметре трубопроводов менее 1000 мм, и участки переходов через несудоходные водные преграды с шириной зеркала воды в межень менее 25 м в русловой части; переходы через оросительные и деривационные каналы, горные потоки (реки), поймы рек по горизонту высоких вод 10 %-ной обеспеченности и прилегающие к ним участки по 1000 м; на пересечениях с воздушными линиями электропередачи напряжением 500 кВ и более; на переходах через железные дороги общей сети и автомобильные дороги I и II категорий; узлы приема и пуска очистных устройств и внутри-трубных измерительных снарядов; технологические трубопроводы НПС и обвязки насосных; участки нефтепроводов, прокладываемых вдоль рек с шириной зеркала воды в межень 25 м и более; вдоль каналов, озер и других водоемов, имеющих рыбохозяйственное значение; выше населенных пунктов и промышленных предприятий на расстоянии от них до 300 м при диаметре труб 700 мм и менее, до 500 м при диаметре труб до 1000 мм включительно и до 1000 м при диаметре труб свыше 1000 мм.
3. Ко II категории относятся участки: переходов через болота I и II типа; при укладке на полках в горной местности; при прокладке по поливным и орошаемым землям хлопковых и рисовых плантаций; на подрабатываемых территориях и территориях, подверженных карстовым явлениям; на переходах через селевые потоки, а также прокладываемые по солончаковым грунтам; на пересечениях с подземными коммуникациями и пересечениях с воздушными линиями электропередачи напряжением от 330 до 500 кВ; в узловых точках трубопровода при прокладке в одном техническом коридоре вместе с нефтепроводами, нефтепродуктопроводами и газопроводами.
4. К III категории относятся участки нефтепроводов: на переходах через болота I типа (при диаметре трубопровода до 700 мм), через подъездные железные дороги промышленных предприятий и все категории автодорог (кроме I и II категорий) с примыкающими к ним участками;
на переходах через овраги, балки, рвы и пересыхающие ручьи, прокладываемые в слабосвязанных барханных песках в условиях пустынь; по поливным и орошаемым землям плантаций сельскохозяйственных культур (кроме хлопковых и рисовых); на узлах установки линейной арматуры (за исключением участков категорий "В" и I) и на пересечениях с воздушными линиями электропередачи напряжением до 330 кВ.
5. К IV категории относятся все остальные участки нефтепроводов. Категории отдельных участков нефтепроводов, аварийное повреждение которых может вызвать перебои в подаче нефти крупным потребителям, имеющим большое народнохозяйственное значение, а также загрязнение окружающей среды, при соответствующем обосновании допускается повышать на одну категорию.
Участки действующих нефтепроводов, находящиеся в технически неудовлетворительном состоянии (по заключению представителей заказчика, строящего сооружения, эксплуатирующей организации и соответствующего органа государственного надзора), при пересечении их проектируемыми линиями электропередачи, трубопроводами и другими подземными и наземными коммуникациями, а также в узловых точках проектируемых газопроводов, нефтепроводов и нефтепродуктопроводов, прокладываемых в одном техническом коридоре с действующими нефтепроводами, подлежат замене с приведением к категории, установленной СНиПом для данного назначения участков нефтепроводов.
Для обеспечения безопасности населенных пунктов, отдельных промышленных и сельскохозяйственных предприятий, зданий и сооружений, в зависимости от класса и диаметра трубопроводов и степени ответственности объектов в соответствии со СНиП 2.05.06 — 85* установлены минимальные расстояния между трубопроводами и этими объектами. Для трубопроводов по перекачке нефти эти расстояния не превышают 200 м, кроме следующих случаев:
1. При прокладке подводных нефтепроводов выше по течению минимальные расстояния составляют:
от мостов железных и автомобильных дорог, промышленных предприятий и гидротехнических сооружений для всех диаметров до 1000 мм включительно — 300 м, свыше 1000 мм — 500 м;
от пристаней и речных вокзалов для всех диаметров до 1000 мм включительно — 1000 м, свыше 1000 мм — 1500 м; от водозаборов для всех диаметров — 3000 м.
Указанные минимальные расстояния допускается уменьшать до 50 % при укладке этих нефтепроводов в стальных футлярах.
2. При прокладке нефтепроводов вблизи населенных пунктов и промышленных предприятий, расположенных на отметках ниже этих трубопроводов, расстояние между ними должно быть не менее 500 м при диаметре труб 700 мм и менее, не менее 1000 м — при диаметре труб свыше 700 м, или с низовой стороны от нефтепровода должна предусматриваться канава, обеспечивающая отвод разлившегося продукта при аварии. Выпуск из низовой канавы должен осуществляться в безопасные для населенных пунктов места.
Трассы нагорных и отводных канав следует предусматривать по рельефу местности. Складирование вынутого из канавы грунта должно производиться с низовой стороны в виде призмы, которая служит дополнительной защитой от продукта в случае его утечки из трубопровода.
С верховой стороны от трубопровода при больших площадях водосбора необходимо предусматривать канаву для отвода талых вод.
Действующим СНиП 2.05.06 — 85* "Магистральные трубопроводы" допускается и некоторое сокращение минимальных расстояний между нефтепроводами и зданиями, сооружениями.
1. Допускается сокращать расстояние, но не более чем на 30 %, при условии увеличения номинальной (расчетной) толщины стенки труб на такую же величину в процентах, на которую сокращается расстояние между нефтепроводами и населенными пунктами, отдельными предприятиями, отдельными зданиями с массовым скоплением людей, гидротехническими сооружениями, складами ГСМ, мостами железных и автомобильных дорог, магистральными оросительными каналами и коллекторами, реками и водоемами и т.п. (СНиП
2.05.06 — 85*, табл. 4, поз. 1, 4, 10).
2. Допускается уменьшить расстояние до 25 % при условии, что принятые расстояния должны быть не менее 50 м, если отметки нефтепроводов расположены ниже объектов, зданий и сооружений (там же, поз. 1, 2, 4, 10).
Пользоваться указанными допусками следует только в исключительных случаях, когда нет других приемлемых решений, так как отмеченные условия допуска (увеличение стенок труб, расположение нефтепроводов по отметкам ниже объектов, зданий и сооружений) не гарантируют безопасность объектов при аварийных повреждениях нефтепроводов, как и те минимальные расстояния, которые определены нормативными документами.
Опыт эксплуатации нефтепроводов показывает, что при порывах труб выброс продукта при попутном ветре превышает 200 м, а образовавшееся газовое облако распространяется еще на несколько сот метров от периметра разлива нефти. И выброс продукта, и газовое облако могут распространяться и на рельеф, расположенный по отметкам выше рельефа местности расположения нефтепроводов. Более того, увеличение толщины стенок труб не гарантирует его безаварийность. В лучшем случае при прочих равных условиях авария может произойти позже.
Поэтому при выборе трассы нефтепровода необходимо учитывать перспективное развитие городов и других населенных пунктов, промышленных и сельскохозяйственных предприятий железных и автомобильных дорог и других объектов и проектируемого трубопровода как минимум на ближайшие 20 лет, а также условия строительства (ремонта) и обслуживания нефтепровода в период его эксплуатации (существующие, строящиеся, проектируемые и реконструируемые здания и сооружения, мелиорация заболоченных земель, ирригация пустынных и степных районов, использование водных объектов и т.д.), выполнять прогнозирование изменений природных условий в процессе строительства и эксплуатации магистральных нефтепроводов, а также возможных последствий при аварийных повреждениях нефтепроводов, исходя из конкретных природно-климатических и других местных условий.
3.2.1. ОБЩИЕ ПОЛОЖЕНИЯ
Материалы и изделия, применяемые для ремонта с заменой труб (строительства участков магистральных нефтепроводов) должны отвечать требованиям государственных стандартов, технических условий и других нормативных документов, утвержденных в установленном порядке. Допускается применение ведомственных нормативных документов: ведомственных строительных норм (ВСН), свода Правил (СП), руководящих документов (РД), инструкций, разработанных с учетом передовых достижений в данной области, направленных на развитие и ужесточение требований действующих государственных нормативных документов и утвержденных и согласованных в установленной форме.
3.2.2. ТРУБЫ И СОЕДИНИТЕЛЬНЫЕ ДЕТАЛИ
Для ремонта с заменой труб участка (строительства) магистральных нефтепроводов в соответствии с действующим СНиП 2.05.06 — 85* [20] должны применяться трубы стальные бесшовные, электросварные прямошовные, спиральношовные и других специальных конструкций, изготовленные из спокойных и полуспокойных углеродистых и низколегированных сталей, диаметром до 500 мм включительно, из спокойных и полуспокойных низколегированных сталей — диаметром до 1020 мм и низколегированных сталей в термически или термомеханически упрочненном состоянии — диаметром до 1420 мм.
Трубы бесшовные следует применять по ГОСТ 8731—87, ГОСТ 8732-78, ГОСТ 8733-87 и ГОСТ 8734-75 группы В и при соответствующем технико-экономическом обосновании по ГОСТ 9567-75; трубы стальные электросварные — в соответствии с ГОСТ 20295-85 для нефтепроводов диаметром до 800 мм включительно и техническими условиями, утвержденными в установленном порядке. Для нефтепроводов диаметром свыше 800 мм с выполнением при заказе и приемке ряда далее изложенных требований допускается применение импортных труб, соответствующих этим же требованиям.
Трубы должны иметь сварное соединение, равнопрочное основному металлу. Сварные швы труб должны быть плотными, непровары и трещины любой протяженности и глубины не допускаются.
Отклонения от номинальных размеров наружных диаметром труб на участке длиной не менее 200 мм не должны превышать значений, приведенных в ГОСТах, согласно которым допускается применение труб для магистральных трубопроводов, а для труб диаметром свыше 800 мм - ±2 мм.
Овальность концов труб (отношение разности между наибольшим и наименьшим диаметром в одном сечении к номинальному диаметру) не должна превышать 1 %. Овальность труб толщиной 20 мм и более не должна превышать 0,8 %.
Кривизна труб должна быть не более 1,5 мм на 1 м длины, а общая кривизна — не более 0,2 % длины трубы.
Длина поставляемых заводом труб должна быть в пределах 10,5-11,6 м. Трубы должны быть изготовлены из стали с отношением предела текучести к временному сопротивлению не более 0,75 — для углеродистой стали, 0,8 — для низколегированной нормализованной стали, 0,85 — для дисперсион-но-твердеющей нормализованной и термически упрочненной стали, 0,9 — для стали контролируемой прокатки, включая бейнитную.
Трубы диаметром 1020 мм и более должны изготовляться из листовой и рулонной стали, прошедшей 100 %-ный контроль физическими неразрушающими методами.
Относительное удлинение металла труб на пятикратных образцах должно быть, %, не менее:
20 — для труб с временным сопротивлением до 588,4 МПа (80 кгс/мм2);
18 — для труб с временным сопротивлением до 637,4 МПа (65 кгс/мм2);
16 — для труб с временным сопротивлением 686,5 МПа (70 кгс/мм2) и выше.
Ударная вязкость на образцах Шарпи для трубопроводов, транспортирующих нефть, приведена в табл. 3.2.
Определять ударную вязкость следует по ГОСТ 9454 — 78 на образцах типов 11 — 13.
Ударную вязкость на образцах Менаже следует определять при температуре минус 40 °С, для районов Крайнего Севера при минус 60 °С и принимать в зависимости от толщины стенки труб по табл. 3.3.
Определение ударной вязкости на образцах Менаже для
Таблица 3.2
Ударная вязкость на образцах Шарпи для трубопроводов, транспортирующих нефть
| Условный диаметр труб, мм | Рабочее давление, МПа (кгс/см2) |
Ударная вязкость на образцах типов 11-13 по ГОСТ 9454-78 при температуре, равной минимальной температуре стенки трубопровода при эксплуатации, Дж/см2 (кгс • м/см2), не менее |
| До 500 | 10,0 и менее |
24,5(2,5) |
| 500-600 |
10,0 и менее (100 и менее) | 29,4(3,0) |
| 700-800 | 10,0 и менее (100 и менее) | 29,4(3,0) |
| 1000 | 5,5 и менее (55 и менее) | 29,4(3,0) |
|
1000 | 7,5(75) | 39,2(4,0) |
| 1000 | 10,0(100) | 58,8(6,0) |
| 1200 | 5,5 и менее (55 и менее) |
39,2(4,0) |
| 1200 |
7,5(75) | 58,8(6,0) |
|
1200 | 10,0(100) | 78,4(8,0) |
Таблица 3.3
Ударная вязкость на образцах Менаже в зависимости от толщины стенки труб
Номинальная толщина стенки труб и соединительных деталей, мм
Ударная вязкость на образцах типа 1 — 3 по ГОСТ 9454 — 78 при температуре, равной —60 "С, для районов Крайнего Севера и —40 "С для _остальных районов, Дж/см2 (кгс • м/см2)_
Для основного
металла
труб соединитель
ных деталей
Для сварного соединения труб и деталей
29,4(3) 29,4(3)
39,2(4) 29,4(3)
24,5(2,5)
29,4(3)
39,2(4) для сварных соединений труб 29,4(3) для сварных деталей 39,2(4)
39,2(4)
Свыше 25 до 30 вклю- 58,8(6)
чительно
Свыше 30 до 45 —
От 6 до 10
Свыше 10 до 15 включительно Свыше 15 до 25
49,0(5) 29,4(3)
39,2(4)
49,0(5)
основного металла труб из термически упрочненной стали и стали контролируемой прокатки не является обязательным.
Образцы из основного металла для определения ударной вязкости на образцах Менаже изготовляются в соответствии с ГОСТ 9454 — 78 типов 1—3, образцы из сварного соединения — в соответствии с ГОСТ 6996 — 66.
Кольцевые сварные соединения должны выполняться с применением дуговых методов сварки, в том числе ручной, автоматической под флюсом, механизированной в среде защитных газов, механизированной самозащитной порошковой проволокой, а также электроконтактной сварки оплавлением. Сталь труб должна хорошо свариваться дуговыми методами и электроконтактной сваркой.
Эквивалент углерода металла [С], низкоуглеродистых низколегированных сталей независимо от состояния их поставки (горячекатаные, нормализованные и термически упрочненные) определяется по формуле
![]()
где С, Mn, Cr, Мо, V, Nb, Т1, Си, N1, В — массовая доля в составе металла трубной стали соответственно углерода, марганца, хрома, молибдена, ванадия, ниобия, титана, меди, никеля, бора, %.
Эквивалент углерода углеродистых марок стали, например, Ст. 3, а также сталей 10, 20 и низколегированной стали только с кремнемарганцовой системой легирования, например, марок 17ГС, 17Г1С, 09Г2С, рассчитывается по формуле
[С]э = с + -Ма
6
Содержание Cu, Ni, Сг, присутствующих в трубных сталях как примеси, при подсчете не учитывают.
Величина [Сэ] не должна превышать 0,46.
Фактическую величину эквивалента углерода следует включать в сертификат и обозначать на каждой трубе.
Пластическая деформация металла в процессе производства труб (экспандирования) должна быть не более 1,2 %.
В металле труб не допускается наличие трещин, плен, рванин закатов, а также расслоений длиной более 80 мм в любом направлении. Расслоения любого размера на торцах труб и в зоне шириной 25 мм от торца труб не допускаются.
Зачистка внешних дефектов труб (кроме трещин) допускается при условии, что толщина стенки труб после зачистки не выходит за пределы допусков на толщину стенки.
Сварные соединения труб должны иметь плавный переход от основного металла к металлу шва без острых углов, подрезов, непроваров, утяжин, осевой рыхлости и других дефектов формирования шва. Усиление наружного шва должно находиться в пределах 0,5 - 2,5 мм для труб со стенкой толщиной до 10 мм включительно и 0,5-3,0 мм - со стенкой толщиной более 10 мм. Высота усиления внутреннего шва - не менее 0,5 мм. На концах труб на длине не менее 150 мм усиление внутреннего шва должно быть снято до высоты 00,5 мм.
Смещение наружного и внутреннего слоев заводского сварного шва не должно превышать 20 % толщины стенки при номинальной толщине до 16 мм и 15 % - более 16 мм.
Отклонение участка трубы длиной 200 мм со сварным соединением от окружности не должно превышать 0,15% номинального диаметра трубы.
Смещение свариваемых кромок не должно превышать 10 % номинальной толщины стенки.
Концы труб должны быть обрезаны под прямым углом и иметь разделку кромок под сварку. Форма разделки кромок определяется техническими условиями, утвержденными в установленном порядке.
Косина реза торцов труб должна быть не более 2 мм.
Каждая труба должна проходить на заводах-изготовителях испытания гидростатическим давлением ри в течение периода не менее 20 с, величина которого должна быть не ниже давления, вызывающего в стенках труб кольцевое напряжение, равное 95 % нормативного предела текучести.
При значении испытательного давления на заводе-изгото-вителе, менее требуемого, должна быть гарантирована возможность доведения гидравлического испытания при строительстве до давления, вызывающего напряжение, равное 95 % нормативного предела текучести.
Величина ри на заводе для всех типов труб определяется по значению нормативного предела текучести:
p = 25 минR Ри _ '
°вн
где 5мин - минимальная толщина стенки, см; R - расчетное значение напряжения, принимаемое равным 95 % Rj1 (согласно п. 8.2 СНиП 2.05.06-85*), МПа; ?>вн - внутренний диаметр трубы, см.
Все сварные соединения труб должны быть полностью проверены физическими неразрушающими методами контроля (ультразвуковым с последующей расшифровкой дефектных мест рентгеновским просвечиванием).
Сварные соединения на концах труб на длине 200 мм необходимо подвергать дополнительному рентгеновскому контролю.
В 1998 г. по АК "Транснефть" утвержден и введен в действие СП 34-101 -98 "Выбор труб для магистральных нефтепроводов при строительстве и капитальном ремонте", разработанный ассоциацией "Высоконадежный трубопроводный транспорт" при участии ИЭС им. Е.О. Патона, АК "Транснефть", АО "Роснефтегазстрой", АО "Институт транспорта нефти", согласованный с Госгортехнадзором РФ и одобренный Госстроем РФ [37].
Свод правил устанавливает рекомендуемые положения в развитие и обеспечение обязательных требований соответствующих разделов СНиП 2.05.06-85* "Магистральные трубопроводы". Вновь введенные требования направлены на повышение ресурса и надежности труб, применяемых для сооружения нефтепроводов.
Нормы, содержащиеся в СП 34-101-98, распространяются на выбор труб при проектировании новых и реконструируемых, а также капитально ремонтируемых с заменой труб магистральных нефтепроводов диаметром 325 — 1220 мм с избыточным рабочим давлением до 7,4 МПа (75 кгс/см2).
Правила разработаны на основе действующих Строительных норм и правил (СНиП), а также государственных стандартов и содержат более широкий комплекс требований к трубам по сравнению с указанными нормативными документами. Выполнение требований настоящих Правил обеспечивается техническими условиями, согласованными при оформлении контрактов или заказов на поставку труб.
Трубы, предназначенные для строительства и ремонта магистральных нефтепроводов, должны быть аттестованы в соответствии с требованиями Госгортехнадзора РФ и органов государственной сертификации.
Технологические процессы производства должны обеспечивать качественные характеристики труб в соответствии с требованиями настоящих Правил. Нормативная технологическая документация на их производство должна быть утверждена в установленном порядке.
В соответствии с СП для строительства магистральных нефтепроводов применяют сварные трубы диаметром 325 — 1220 мм, изготовленные из углеродистой и низколегированной стали. Трубы для магистральных трубопроводов могут подвергаться термической обработке. Используют трубы прямошовные (с одним или двумя продольными швами) и спиральношовные. Для строительства магистральных нефтепроводов, кроме участков категорий В, I и II согласно СНиП
2.05.06 — 85*, допускается применение труб, изготовленных путем соединения кольцевым швом двух коротких труб. Трубы могут быть изготовлены с применением дуговой (ДС) или высокочастотной (ВЧС) сварки. Трубы должны удовлетворять требованиям Строительных норм и правил, действующих стандартов и СП.
Спиральношовные трубы не допускается применять для участков, входящих в состав крановых узлов, узлов подключения, узлов пуска и приема очистных устройств линейной части магистральных нефтепроводов, а также для изготовления соединительных деталей трубопроводов, в том числе гнутых отводов и кривых вставок.
В качестве исходной заготовки для производства труб используется листовой или рулонный прокат в горячекатаном, термически обработанном или термомеханически упрочненном состоянии.
Применяется сталь с нормируемыми характеристиками (химический состав, сплошность, механические свойства и др.), обеспечивающими качественные показатели труб в соответствии с предъявляемыми к ним требованиями.
Конструкционную прочность металла труб обеспечивают использованием листовой или рулонной стали с требуемыми качественными показателями, гарантируемыми характеристиками геометрических параметров, сплошности и механических свойств, а также применением регламентируемых технологических процессов производства и контроля труб.
Конструкционную прочность сварных соединений труб обеспечивают на основе гарантируемых характеристик применяемой стали, регламентируемых формы, сплошности и механических свойств сварного соединения, а также использования регламентируемых процессов сварки труб, последующей обработки и контроля сварных соединений.
С целью обеспечения конструкционной прочности изготавливаемые трубы должны отвечать комплексу технических требований, регламентируемых СП 34-101-98.
Требования к трубам устанавливаются стандартами и техническими условиями, разрабатываемыми на основе СНиПов, СП 34-101-98, ГОСТ 20295 и других действующих нормативных документов.
При оформлении заказов на трубы по ГОСТ 20295 должны специально оговариваться требования к ударной вязкости металла при нормативных температурах строительства и эксплуатации, а также другие требования, указанные в действующих документах.
Сортамент труб (номинальный наружный диаметр и номинальная толщина стенки) должен соответствовать требованиям стандартов и технических условий. По согласованию между заказчиком и производителем труб допускается поставка труб с нормированием номинального внутреннего диаметра.
Отклонение наружного диаметра Юн корпуса труб от номинальных размеров не должно превышать ±2,0 мм.
Отклонение наружного диаметра торцов труб от номинальных размеров на расстоянии не менее 200 мм не должно превышать ±1,6 мм для труб диаметром 820 мм и более и ±1,5 мм для труб диаметром менее 820 мм.
Разность фактических диаметров по концам одной и той же трубы не должна превышать 1,6 мм при номинальном наружном диаметре труб менее 530 мм и 2,4 мм при номинальном наружном диаметре труб 530 мм и более.
Номинальную толщину стенки труб принимают кратной 0,1 мм. Допуск на толщину стенки труб определяют согласно действующим стандартам; при этом для труб с коэффициентом надежности по материалу, равным 1,34 (согласно СНиП
2.05.06 — 85*), минусовый допуск на толщину стенки должен быть не более 5 % номинальной толщины стенки.
При изготовлении труб из нескольких стыкуемых конструктивных элементов или листов разность фактических толщин стенок этих элементов или стенок листов не должна превышать 1 мм.
Длина поставляемых производителем труб должна находиться в пределах 10 500—11 600 мм. По согласованию между заказчиком и производителем могут поставляться трубы длиной до 1 8 000 мм.
Кривизна труб не должна превышать 1,5 мм на 1 м длины, а общая кривизна — 0,2 % длины трубы.
Другие требования к размерам труб принимают в соответствии с действующими стандартами.
Поперечное сечение трубы должно быть круглым. Обнаруживаемые визуально местные перегибы и гофры, а также вмятины глубиной более 6 мм на поверхности трубы не допускаются.
Овальность концов труб (отношение разности между наибольшим и наименьшим диаметром в одном сечении к номинальному диаметру) при толщине стенки менее 20 мм не должна превышать 1 %, при толщине стенки 20 мм и более — 0,8 %.
Отклонение профиля поверхности от окружности номинального диаметра на участке длиной 200 мм со сварным соединением не должно превышать 0,15 % номинального диаметра трубы.
Концы труб необходимо обрезать под прямым углом. Отклонение от перпендикулярности торцов трубы относительно образующей (косина реза) не должно превышать 1,0 мм при диаметре труб до 530 мм и 1,6 мм при диаметре труб 530 мм и более.
Концы труб должны иметь форму и размеры скоса и притупления кромок, соответствующие применяемой технологии сварки при строительстве и ремонте трубопроводов. Требования к профилю торцов труб оговаривают при заказе. При отсутствии указанных требований для труб с номинальной толщиной стенки менее 15 мм выполняют фаску с углом скоса 30". Для труб с номинальной толщиной стенки 15 мм и более используют фигурную форму разделки кромок, размеры которой устанавливает нормативная документация. Притупление должно быть в пределах 1—3 мм.
Сварные соединения труб должны иметь плавный переход от основного металла к металлу шва без острых углов, нес-плавлений и других дефектов формирования шва.
При изготовлении труб с применением ДС высота усиления наружного шва должна составлять 0,5-2,1 мм для труб со стенкой толщиной до 10 мм включительно и 0,5-2,5 мм -толщиной свыше 10 мм. Высота усиления внутреннего шва должна быть в пределах 0,5 - 3,0 мм. На концах труб на длине не менее 150 мм усиление внутреннего шва необходимо удалять до высоты 0-0,5 мм.
При изготовлении труб с применением ВЧС наружный и внутренний грат сварного шва должен быть удален без образования ступенек и других резких переходов к поверхности трубы. Высота оставшегося после снятия грата выступа - не более 1,0 мм. На расстоянии от торца трубы не менее 200 мм высота выступа, оставшегося после снятия внутреннего грата, должна быть не более 0,5 мм. В месте удаления грата допускается утонение стенки, не выводящее ее толщину за пределы минусового допуска.
Смещение свариваемых кромок не должно превышать 10 % номинальной толщины стенки.
Трубы для магистральных нефтепроводов изготавливают категорий прочности до К65 включительно. Конкретный химический состав стали определяют по согласованию между заказчиком и производителем труб в зависимости от категории прочности, исполнения (обычное, хладостойкое) и технологии изготовления труб. Химический состав применяемых сталей должен соответствовать требованиям стандартов или технических условий, утвержденных в установленном порядке.
При изготовлении труб с применением ДС содержание углерода не должно превышать 0,22 % в углеродистой, 0,20 % в низколегированной и 0,18 % в низколегированной стали с микролегирующими добавками ниобия, ванадия, титана и других элементов (далее микролегированной стали). Низколегированная и микролегированная сталь должна содержать не более 0,010 % серы, 0,020 % фосфора и 0,010 % азота. В углеродистой стали допускается не более 0,025 % серы, 0,030 % фосфора.
Сталь для хладостойких труб диаметром 1020 мм и более должна содержать не более 0,12 % углерода, 0,30 % кремния, 0,006 % серы, 0,016 % фосфора, 0,007 % азота, если эти требования оговорены контрактом.
При изготовлении труб с применением ВЧС рекомендуется применять сталь с содержанием не более 0,10 % углерода, 0,006 % серы, 0,020 % фосфора, 0,008 % азота. Отношение содержания марганца и кремния должно находиться в пределах от 4 до 1 0.
Сталь должна хорошо свариваться способами дуговой и контактной стыковой сварки, применяемыми при изготовлении труб, строительстве и ремонте трубопроводов.
Свариваемость стали обеспечивается нормированием характеристик химического состава, структуры, сплошности, механических свойств исходной заготовки, а также регламентированием требований к конструктивному исполнению и технологическому процессу получения и контроля сварных соединений.
Величина эквивалента углерода Сэ и параметра стойкости против растрескивания при сварке Рсм стали, применяемой для производства труб, не должна превышать 0,43 и 0,24 соответственно.
Эквивалент углерода Сэ и параметр стойкости против растрескивания Рсм определяют на основании результатов контрольного химического анализа готового изделия по формулам
с с . Mn . Сг + Mo + V + Ti + Nb) + Cu + Ni + ic B;
Сэ “C + ~ + 5 + 15 + 15 B;
Р _ ё + Mn + Сг + Cu + _Si + Ni + _V + 5 B Рсм _ ё + 20 + 30 + 15 + 10 + 5 B
где С, Mn, Сг, Мо, V, Ti, Ni, Cu, Si, В, Nb - содержание в
составе трубной стали соответственно углерода, марганца,
хрома, молибдена, ванадия, титана, никеля, меди, кремния, бора, ниобия, %.
Медь, никель, хром, содержащиеся в трубных сталях как примеси, при подсчете Сэ и Рсм не учитывают, если их суммарное содержание не превышает 0,20 %.
Ниобий, ванадий, титан при суммарном содержании более 0,001 % при подсчете Сэ и Рсм учитывают вне зависимости от типа используемой стали, а в обозначении марки или типа стали указывают символы этих химических элементов.
Параметр Рсм определяют только для микролегированной стали.
По согласованию между заказчиком и производителем труб могут быть установлены более жесткие характеристики Сэ и Рсм стали.
С целью обеспечения хорошей свариваемости стали для хладостойких труб диаметром 1020 мм и более рекомендуемое ниже содержание стандартных микролегирующих добавок (ниобия — не более 0,04 %, ванадия — не более 0,07 % и титана — не более 0,035 %) должно обеспечиваться в 90 % плавок стали, входящих в объем поставки. Допускается поставка стали с содержанием титана до 0,09 % при условии отсутствия в ней ниобия и ванадия (суммарное остаточное содержание Nb и V — не более 0,015 %) и ограничения содержания азота не выше 0,006 %.
Суммарное содержание ниобия, ванадия и титана в микро-легированной стали не должно превышать 0,16 %.
Применение стали с содержанием более 0,3 % хрома, никеля, меди и молибдена, а также стали с содержанием бора в количестве 0,001 % и более допускается при условии проведения квалификационных испытаний труб и положительного заключения заказчика.
При условии обеспечения требуемых механических свойств и характеристик свариваемости (C^ Рсм) металла допускаются следующие отклонения по верхнему пределу содержания химических элементов, %: углерод +0,01; марганец + 0,05; кремний +0,05; титан +0,01; ниобий +0,01; алюминий + 0,01; ванадий +0,01; медь +0,05; никель +0,05; сера + 0,001; фосфор +0,005.
Требования к механическим характеристикам металла труб определяются техническими условиями или стандартами, утвержденными в установленном порядке.
Требования к механическим свойствам основного металла и сварных соединений труб устанавливают с учетом обеспечения нижеследующих нормативных показателей.
Отношение предела текучести к временному сопротивлению разрыву основного металла труб не должно превышать 0,75 для углеродистой стали, 0,8 для низколегированной стали, 0,85 для микролегированной нормализованной и термически упрочненной стали, 0,9 для микролегированной стали контролируемой прокатки, включая бейнитную.
Максимальные значения предела текучести и временного сопротивления разрыву основного металла не должны превышать нормативные показатели более чем на 98,1 МПа. Допускается превышение регламентируемых значений предела текучести на 19,2 МПа при условии, что отношение предела текучести к временному сопротивлению разрыву будет не более 0,75 для низколегированной стали, 0,8 для микролегированной нормализованной и термически упрочненной стали и 0,85 для микролегированной стали контролируемой прокатки, включая бейнитную.
Относительное удлинение металла труб на пятикратных образцах должно быть не менее 20 %.
Временное сопротивление разрыву сварных соединений труб должно быть не ниже нормы, установленной для основного металла.
Ударная вязкость на образцах с острым надрезом, изготовленных из основного металла труб с номинальной толщиной стенки 6 мм и более, должна удовлетворять требованиям, указанным в табл. 3.4.
Нормативные показатели ударной вязкости основного металла труб на образцах с круглым надрезом следует принимать в зависимости от толщины стенки труб по табл. 3.5.
По требованию заказчика могут быть установлены нормативные показатели вязкой составляющей излома основного металла труб на образцах DWTT. При этом доля вязкой со-
Таблица 3.4
Ударная вязкость основного металла труб на образцах с острым надрезом
| Условный |
Рабочее давле | Ударная вязкость при минимальной температуре эксплуатации нефтепроводов, Дж/см2 (кгс • м/см2), не менее | ||
| диаметр труб, мм | ние, МПа (кгс/см2) | основной металл труб, образцы ти | сварное соединение труб, образцы типа IX-XI по ГОСТ 6996 | |
| па 11-13 по ГОСТ 9454 КСУ | для металла шва КСУ ШП | для зоны сплавления КСУ ЗСП | ||
| До 500 |
7,4 и менее (75 и менее) | 29,4(3,0) | - | - |
|
500-600 | 7,4 и менее (75 и менее) | 39,2(4,0) | ||
| 700-800 | 7,4 и менее (75 и менее) | 39,2(4,0) | ||
| 1 000 | 5,4 и менее (55 и менее) | 39,2(4,0) |
||
| 1 000 | 7,4 и менее (75 и менее) | 49,0(5,0) |
34,3(3,5) | |
| 1 200 | 5,4 и менее (55 и менее) |
49,0(5,0) | 34,3(3,5) |
34,3(3,5) |
| 1 200 |
7,4 и менее (75 и менее) | 58,8(6,0) | 34,3(3,5) | 39,2(4,0) |
Примечание. Минимальная температура эксплуатации указывается в проекте и вносится в спецификацию при оформлении заказа на трубы.
Ударная вязкость основного металла труб на образцах с круглым надрезом
| Номинальная толщина стенки труб, мм | Ударная вязкость при температуре -60 °С для районов Крайнего Севера и -40 °С для остальных районов, Дж/см2(кгс • м/см2) | |
| основной металл труб, образцы типа 1-3 по ГОСТ 9454 KCV |
сварное соединение (металл шва KCV ШП и зоны сплавления КСиЗСП), образцы типа VI-VIII по ГОСТ 6996 | |
| 6-10 |
39,2(4,0) | 29,4(3,0) |
| 1 0- 1 5 | 49,0(5,0) |
29,4(3,0) |
| 15-25 |
49,0(5,0) | 39,2(4,0) |
|
25-30 | 58,8(6,0) | 39,2(4,0) |
| 30-45 | - |
39,2(4,0) |
ставляющей в изломе образцов DWTT при минимальной температуре эксплуатации нефтепроводов для труб с условным диаметром 800 мм и менее должна быть не менее 50 %, а для труб с условным диаметром более 800 мм - не менее 60 %.
Ударная вязкость металла сварного соединения должна удовлетворять требованиям, указанным в табл. 3.4 и 3.5.
Деформационная способность металла труб оценивается по результатам испытаний на сплющивание и статический изгиб (СП 34-101-98, прил. 1, 2).
Значения твердости металла в любом участке сварного соединения труб рекомендуется ограничить 260 НУ10.
Твердость металла в зоне осевой сегрегационной неоднородности не должна превышать 350 НУ10.
В металле труб не допускаются трещины, плены, рванины, а также расслоения, выходящие на поверхность или торцевые участки металла.
Незначительные забоины с плавными очертаниями, рябизна и окалина допускаются при условии, если они не выводят толщину стенки за пределы допустимых отклонений.
В сварных соединениях, выполненных ДС, не допускаются трещины, непровары, выходящие на поверхность свищи и поры, подрезы глубиной более 0,4 мм, несплавления.
В сварных соединениях, выполненных ВЧС, не допускаются трещины, несплавления, окисные пленки, раздвоения неудаленной части наружного или внутреннего грата.
В основном металле труб, за исключением прикромочных зон сварного соединения и торцевых участков труб, допускаются расслоения, если их размер в любом направлении не превышает 80 мм, а площадь не превышает 5000 мм2. Рассло-
ения площадью менее 5000 мм2 и длиной в любом направлении (от 30 до 80 мм) должны располагаться друг от друга на расстоянии не менее 500 мм.
Цепочка расслоений недопустима, если ее суммарная длина превышает 80 мм. Цепочкой являются расслоения размером 30 мм в любом направлении, отстоящие друг от друга на расстояние менее толщины стенки трубы. Общую длину цепочки определяют суммой длин отдельных расслоений цепочки.
В зонах основного металла шириной 10 мм, примыкающих к линии сплавления продольного, спирального, кольцевого шва, а также стыкового шва, соединяющего рулонные полосы, и в зонах, примыкающих к торцам трубы на длине не менее 25 мм, не допускаются расслоения, площадь которых превышает 100 мм2. Линейный размер расслоения параллельно продольному, спиральному или стыковому шву не должен превышать 20 мм. Линейный размер расслоения параллельно кольцевому шву или торцевой кромке трубы не должен превышать 3,2 мм. В перечисленных зонах на длине
1 м не должно быть более 4 расслоений указанных размеров. Для труб с толщиной стенки 6 мм и более расслоения допустимых размеров должны располагаться по толщине стенки на расстоянии 3 мм и более от наружной и внутренней поверхности трубы.
Допустимые размеры внутренних (не выходящих на поверхность) шлаковых включений и пор в швах труб, изготовленных с применением ДС, должны соответствовать требованиям, приведенным в прил. 4 СП 34-101 -98.
Давление гидроиспытания должно вызывать в стенке трубы заданной нормативной толщины с учетом минусового допуска кольцевое напряжение величиной не менее 95 % от нормативного предела текучести. Выдержка труб под давлением не менее 20 см.
На каждой трубе после гидроиспытания должен проводиться контроль неразрушающими методами, включающий: осмотр трубы по всей поверхности (основной металл и сварные соединения);
ультразвуковой контроль тела трубы по всей поверхности; ультразвуковой контроль сварного соединения по всей длине шва;
рентгеновский контроль по всей длине шва; повторный ультразвуковой и дополнительно рентгеновский контроль, если это оговорено контрактом.
Заводом-изготовителем труб должна быть гарантирована возможность доведения давления гидравлического испытания трубопровода при его строительстве до величины, вызывающей кольцевое напряжение в стенке трубы минимально допустимой толщины, равное нормативному пределу текучести.
Неплотности (течи), обнаруживаемые в процессе гидроиспытания и контроля труб, не допускаются. Остаточный магнетизм на свободном торце труб не должен превышать 30 Гс.
Для выполнения захлестов, врезок, кривых вставок и других элементов трубопроводов, работающих при сложном характере напряжений, если это оговорено контрактом, изготавливают трубы с более высоким уровнем требований к их качеству — трубы для технологических нужд (ТН). Такие трубы поставляют без наружного антикоррозионного покрытия.
Трубы ТН должны отвечать следующим дополнительным требованиям:
отклонение от номинального наружного диаметра по всей длине трубы не должно превышать ±1,6 мм для труб номинального наружного диаметра 820 мм и более и ±1,5 мм для труб номинального наружного диаметра менее 820 мм; длина трубы должна быть не менее 8 м;
расслоения размером более 20 мм в любом направлении не допускаются. Расстояние между расслоениями допустимого размера в направлении вдоль оси трубы должно быть не менее 300 мм. Места расположения расслоений отмечают несмываемой краской на поверхности трубы;
отношение предела текучести к временному сопротивлению разрыву основного металла труб, изготавливаемых из микролегированной стали контролируемой прокатки, включая бейнитную, должно быть не более 0,85;
нормативные показатели ударной вязкости на образцах с острым надрезом для основного металла и сварного соединения труб повышаются соответственно на 39,2 и 19,6 Дж/см2 по сравнению с указанными в табл. 3.4;
при испытаниях металла структурно-гетерогенной зоны сварного соединения минимальное значение ударной вязкости на отдельных образцах должно быть не ниже 39,2 Дж/см2;
углеродный эквивалент Сэ и параметр стойкости против растрескивания Рсм стали не должны превышать 0,40 и 0,21 соответственно;
в сварных швах допустимыми являются только одиночные поры или шлаковые включения, размеры которых указаны в прил. 4 СП 34-101-98;
ремонт сварных соединений с использованием сварки не допускается.
Каждая труба должна иметь специальное обозначение ТН, которое наносят несмываемой краской на внутреннюю поверхность. Аналогичное обозначение указывают в сертификате. Трубы ТН должны также иметь кольцевую полосу, нанесенную краской на наружной поверхности [37].
При капитальном ремонте подземных нефтепроводов выбор труб любого назначения должен основываться на реальной необходимости и возможности получения труб повышенного качества.
Если участок нефтепровода, подлежащий ремонту, проходит по малозаселенному району со спокойным рельефом, не-дозагружен и в перспективе его загрузка не увеличится, срок службы определен и ограничен, то применение труб повышенного качества не всегда оправдано.
Использование труб, характеристики которых соответствуют требованиям СНиПов, при четком выполнении требований нормативных документов по проектированию и строительству, качественном проектировании и строительстве, обеспечивает достаточно высокую надежность нефтепровода, особенно если будет выполнена предпусковая диагностика. Поэтому при разработке проектной документации по капитальному ремонту нефтепроводов с заменой труб необходимо обосновывать также выбор труб по качественным показателям.
Соединительные детали трубопроводов - тройники, переходники, отводы и днища (заглушки) - должны изготовляться в соответствии с государственными или отраслевыми стандартами или техническими условиями из труб или листовой стали. Сталь в готовых соединительных деталях должна удовлетворять требованиям, предъявляемым к металлу труб [20].
Ударная вязкость основного металла и сварных швов должна соответствовать требованиям табл. 3.5. Требования к ударной вязкости для соединительных деталей диаметром 57-219 мм не регламентируются.
Для магистральных нефтепроводов и коллекторов, обвязочных трубопроводов НПС должны применяться следующие конструкции соединительных деталей:
тройники горячей штамповки;
тройники штампосварные с цельноштампованными ответвлениями горячей штамповки;
тройники сварные без специальных усиливающих элементов (ребер, накладок и т.д.) и тройники сварные, усиленные накладками;
переходники конические, концентрические штампованные или штампосварные;
отводы гнутые гладкие, изготовленные из труб путем протяжки в горячем состоянии, гнутые при индукционном нагреве или штампосварные из двух половин;
отводы сварные секторные;
заглушки эллиптические.
Соединительные детали должны удовлетворять следующим требованиям:
длина сварных тройников должна быть равна не менее чем двум диаметрам ответвления;
длина ответвления неусиленных сварных тройников должна быть не менее половины диаметра ответвления, но не менее 1 00 мм;
ширина накладки усиленного тройника на магистрали и на ответвлении должна быть не менее 0,4 диаметра ответвления, а толщина накладок приниматься равной толщине стенки усиливаемого элемента.
Для усиленных накладками тройников с отношением диаметра ответвления к диаметру магистрали менее 0,2 накладки не предусматриваются, а с отношением менее 0,5 они не предусматриваются на ответвлении.
Расстояние от накладки до торца тройника должно быть не менее 1 00 мм.
Общая длина цельноштампованных тройников должна быть не менее -Оо+ 200 мм, а высота ответвления — не менее 0,2Бо. Радиус закругления в области примыкания ответвления должен быть не менее 0,1?>о (Юо — диаметр ответвления).
Длина секторов сварных отводов по внутренней образующей должна быть не менее 0,15D.
Длина переходников должна удовлетворять условию
| = + 2a,
2 tgy
где D и d — наружные диаметры концов переходника, мм; Y — угол наклона образующей переходника, принимаемый менее 12"; a — длина цилиндрической части на концах переходника, принимаемая равной от 50 до 100 мм.
Кромки соединительных деталей должны быть обработаны в заводских условиях для присоединения к привариваемым трубам без переходных колец.
Эллиптические днища должны иметь следующие размеры:
высота Н > 0,4D; высота цилиндрической части 0,1D; радиус сферической части р > D; радиус перехода цилиндрической части к сферической r < D (D - наружный диаметр трубы).
Толщина стенок деталей определяется расчетом и должна быть не менее 4 мм.
При изготовлении сварных деталей необходимо применять многослойную сварку с обязательной подваркой корня шва деталей диаметром 300 мм и более.
После изготовления сварные детали должны быть подвергнуты контролю ультразвуком или рентгеном. Термообработке (высокотемпературному отпуску для снижения уровня остаточных напряжений) подлежат все:
соединительные детали независимо от номенклатуры, марок стали, рабочего давления и т.д. со стенками толщиной 16 мм и более;
соединительные детали независимо от номенклатуры, толщины стенок и т.д. из низколегированных сталей марок 10ХСНД, 15ХСНД, 14ХГС, 09Г2С или аналогичных им, а также из сталей с нормативным временным сопротивлением разрыву 550 МПа (55 кгс/мм2) и выше;
тройники независимо от марки стали, толщины стенок, рабочего давления и т.д. с отношением Dc/D более 0,3.
Соединительные детали должны испытываться гидравлическим давлением, равным 1,3 рабочего давления для деталей, монтируемых на линейной части трубопроводов, и 1,5 - для деталей трубопроводов категории В.
Для изолирующих фланцевых соединений следует использовать фланцы по ГОСТ 12821-80. Сопротивление изолирующих фланцев (в сборе) во влажном состоянии должно быть не менее 103 Ом.
Диаметр отверстий во фланцах под крепежные детали и размеры впадины, выступа, а также длина этих крепежных деталей должны выбираться с учетом толщины изолирующих (диэлектрических) втулок и прокладок. К каждому из фланцев изолирующего соединения приваривают изолированный контактный вывод из стальной полосы размером 30 х X 6 мм.
Конструкция запорной, регулирующей и предохранительной арматуры должна обеспечивать герметичность, соответствующую I классу по ГОСТ 9544-93.
Запорная арматура диаметром более 400 мм должна иметь опорные лапы для установки на фундамент. Материалы, применяемые для арматуры, должны обеспечивать надежную и безопасную ее эксплуатацию.
Разделка кромок присоединительных концов деталей и арматуры должна удовлетворять условиям сварки.
В тех случаях, когда стали соединяемых труб, деталей и арматуры имеют разные значения пределов прочности, для обеспечения равнопрочности монтажных соединений необходимо соблюдать условие
5 л ЯП _ 5 прЯГпр,
где 5л, 5п - толщина стенок соответственно слева и справа от соединения, см; R®, , - соответствующие 5л и 5пр зна
чения временного сопротивления, МПа.
При невозможности выполнения этих требований, а также разной толщине присоединяемых концов арматуры или деталей и трубы, отличающихся более чем в 1,5 раза, необходимо предусматривать переходные кольца.
3.2.3. СВАРОЧНЫЕ МАТЕРИАЛЫ
Для ручной электродуговой сварки стыков нефтепроводов должны применяться электроды с целлюлозным (Ц) и основным (Б) видами покрытий по ГОСТ 9466-75 и ГОСТ 946775 [20].
Выбор типа электродов должен производиться в соответствии с табл. 3.6.
Для автоматической сварки стыков труб под флюсом должны применяться флюсы по ГОСТ 9087-81 и проволоки углеродистые или легированные преимущественно с омедненной поверхностью по ГОСТ 2246-70.
Сочетания марок флюсов и проволоки в зависимости от конкретного назначения и нормативного сопротивления разрыву металла свариваемых труб выбирают в соответствии с действующими технологическими инструкциями, утвержденными в установленном порядке.
Для автоматической газоэлектрической сварки труб необходимо применять:
сварочную проволоку с омедненной поверхностью по ГОСТ 2246-70;
углекислый газ по ГОСТ 8050-85 (двуокись углерода газообразная);
аргон газообразный по ГОСТ 10157-79;
смесь углекислого газа и аргона.
Для механизированной сварки стыков труб используют са-мозащитные порошковые проволоки, марки которых следу-
Электроды, применяемые для ручной электродуговой сварки стыков трубопроводов
Нормативное значение (по ТУ) временного сопротивления разрыву металла труб, 10—2 МПа (кгс/мм2)
Назначение электрода
Тип электрода (по ГОСТ 9467 — 75) — вид электродного покрытия (по ГОСТ 9466 — 75)
|
До | 5,5(55) | |
| До | 6,0(60) |
включитель- |
| но |
||
| До |
5,5(55) | |
| До |
6,0(60) | включитель- |
| но | ||
| До | 5,0(50) |
включитель- |
| но |
||
| До |
6,0(60) | включитель- |
| но | ||
|
До | 5,0(50) |
включитель- |
| но |
||
| До |
6,0(60) | включитель- |
| но | ||
|
До | 5,0(50) |
включитель- |
| но |
||
| От |
5,0(50) | до 5,5(55) |
| включительно | ||
От 5,5(55) до 6,0(60) включительно
Для сварки первого (корневого) слоя шва неповоротных стыков труб
Для сварки "горячего прохода" неповоротных стыков труб Для сварки и ремонта сваркой корневого слоя шва поворотных и неповоротных стыков труб
Для подварки изнутри труб
Для сварки и ремонта заполняющих и облицовочного слоев шва (после "горячего прохода" электродами Ц или корневого слоя шва, выполненного электродами Б)
То же
Э42-Ц
Э42-Ц, Э50-Ц
Э42-Ц, Э50-Ц Э42-Ц, Э50-Ц, Э-60Ц*
Э42-Б, Э46А-Б
Э50А-Б, Э60-Б*
Э42-Б, Э46А-Б Э50А-Б
Э42А-Б, Э46А-Б Э50А-Б, Э55-Ц
Э60-Б, Э60-Ц, Э-70-В*
'Предназначены для сварки термоупрочненных труб.
ет выбирать в соответствии с действующими технологическими инструкциями, утвержденными в установленном порядке. Для газовой резки труб должны применяться: кислород технический по ГОСТ 5583 — 78; ацетилен в баллонах по ГОСТ 5457 — 75; пропан-бутановая смесь по ГОСТ 20448 — 90.
В 1998 г. по АК "Транснефть" утверждена и введена в действие "Инструкция по применению современных сварочных материалов и оборудования при капитальном ремонте магистральных нефтепроводов", разработанная специалистами АО "ВНИИСТ", АК "Транснефть" и согласованная с Госгортехнадзором России [38].
Инструкция содержит рекомендации по применению современных сварочных материалов, оборудования и источни-
ков сварочного тока, наиболее полно отвечающих условиям сварки при реконструкции и ремонте нефтепроводов.
Инструкция распространяется на сварку неповоротных и поворотных стыков труб диаметром 426-1220 мм из малоуглеродистых низколегированных сталей прочностных классов К38-К60 с нормативным временным сопротивлением разрыву металла труб до 588 МПа (60 кгс/см2) при выполнении следующих видов работ:
капитального ремонта нефтепроводов с заменой труб; капитального ремонта с зачисткой поверхности труб, заваркой выявленных дефектов и заменой изоляции;
врезки катушек при сварке захлестов, удалении вмятин, гофр и других недопустимых дефектов труб;
ремонте дефектов, выявленных в сварных соединениях труб по результатам неразрушающего контроля;
сварке труб с деталями трубопроводов, крановыми узлами. Инструкция регламентирует применение:
сварочных электродов с различными типами покрытий для ручной дуговой сварки;
самозащитной порошковой проволоки типа "Иннершилд" со свободным формированием шва для полуавтоматической, сварки неповоротных стыков труб;
комбинаций флюс - проволока для автоматической сварки под флюсом поворотных стыков на установках типа ССТ-ПАУ.
Положения инструкции определяют особенность, принципы выбора и применения сварочных материалов при различных видах ремонтных работ. Разделы инструкции включают требования к сварочным материалам для сварки и ремонта стыков нефтепроводов, содержат технические характеристики современных электродов, флюсов, проволок, специально разработанных для сварки трубопроводов, определяют предпочтительность применения различных видов электродных покрытий и конкретных марок электродов, флюсов, проволок для ремонтных работ.
В соответствии с инструкцией [38] для сварки кольцевых стыков магистральных нефтепроводов могут быть использованы следующие сварочные материалы:
электроды с основным и целлюлозным видами покрытия для ручной дуговой сварки;
флюсы плавленые и агломерированные для автоматической сварки поворотных стыков;
сварочные проволоки сплошного сечения для автоматической сварки под флюсом и в среде защитных газов;
самозащитные порошковые проволоки для полуавтоматической сварки со свободным формированием шва;
порошковые проволоки для сварки в среде защитных газов.
Для сварки трубопроводов должны использоваться сварочные материалы, аттестованные для применения в трубопроводном строительстве и отвечающие специальным требованиям к качеству их изготовления, сварочно-технологическим характеристикам и обеспечивающие высокий уровень вязкопластичных свойств сварных соединений.
Электроды общего назначения, выпускаемые в соответствии с ГОСТ 9466-75, который не учитывает специфические условия сварки магистральных нефтепроводов, не могут использоваться для этих целей без специальной проверки и аттестации.
Основными приемо-сдаточными показателями, характеризующими качество изготовления электродов и возможность их использования для сварки нефтепроводов, являются:
разнотолщинность покрытия - показатель, ответственный за образование "козырька" в процессе сварки. Для электродов с основным видом покрытия диаметром 3,25 мм разнотолщинность должна быть не более 0,08 мм, диаметром 4,0 мм - не более 0,10 мм. Для электродов с целлюлозным видом покрытия диаметром 4,0 мм максимально допустимая разнотолщинность - 0,08 мм;
качество поверхности покрытия. Покрытие электродов должно быть однородным, плотным, прочным, без вздутий, наплывов, надрывов и трещин. Допускаются поверхностные волосяные трещины;
наличие ионизирующего покрытия на торце электрода, облегчающего зажигание дуги и снижающего опасность образования дефектов в момент зажигания дуги;
уровень остаточной влажности покрытия непосредственно перед упаковкой должен быть не выше 0,2 % для электродов с основным видом покрытия и в пределах 1,5-4,5 % для электродов с целлюлозным видом покрытия;
упаковка электродов. Электроды с целлюлозным покрытием должны быть упакованы в запаянные металлические банки (пеналы). Для электродов с основным видом покрытия предпочтительной упаковкой также являются металлические банки, однако допускается упаковка в коробки из специального картона, обтянутые термоусадочной пленкой;
соответствие химического состава и механических свойств требованиям спецификации на электроды или технических
| Г руппа стали | Класс прочности | Нормативное значение временного сопротивления по разрыву металла труб, МПа (кгс/см2) |
| 1 | До К50 |
До 490(50) |
| 2 |
К50-К54 | 490(50)-530(54) |
| 3 | К55-К60 |
540(55)-588(60) |
условий на данную марку электродов. При этом для электродов с основным видом покрытия суммарное содержание в металле шва вредных примесей (серы и фосфора) должно быть не более 0,035 %;
возможность сварки во всех пространственных положениях при обеспечении качественного выполнения сварного шва.
Выбор сварочных материалов должен осуществляться в зависимости от вида ремонтных работ, класса прочности и типоразмера свариваемых труб, сварочно-технологических свойств конкретных марок сварочных материалов, требований по уровню вязкопластичных свойств сварных соединений.
Для ручной дуговой сварки корневого слоя шва стыков труб из сталей групп прочности 1, 2, 3 (табл. 3.7) и автоматической сварки под флюсом на базе типа ПАУ должны применяться "мягкие" электроды с основным видом покрытия, соответствующим по классификации ГОСТ 9467-75 типу Э50А
Таблица 3.8
Сварочные электроды для сварки поворотных и неповоротных стыков труб магистральных нефтепроводов
|
Область применения | Вид покрытия, тип по ГОСТу | Группа прочности свариваемой стали, нормативный предел прочности, МПа (кгс/см2) |
| Сварка корневого слоя шва неповоротных и поворотных стыков труб Сварка "горячего прохода" неповоротных и поворотных стыков труб Сварка заполняющих слоев шва неповоротных стыков труб |
Основной Э50А, Е7016 Целлюлозный Э42, Э46, Е6010 Целлюлозный Э42, Э46, Е6010 Целлюлозный Э50, Е701 0 Основной Э50А, Е7016 Основной Э60, E8018-G, Е8016-ДЗ | 1, 2, 3; до 588 (60) включительно 1, 2; до 529(54) включительно 3; от 539(55) до 588(60) включительно 1, 2; до 529(54) включительно 3; от 539(55) до 588(60) включительно |
(Е7016 по американскому стандарту АШ8А 5,5), либо электроды с целлюлозным видом покрытия типа Э43 и Э46 по ГОСТ 9467 — 75 (Е6010) (табл. 3.8).
Сварочные материалы для сварки заполняющих слоев должны обеспечивать равнопрочность металла шва с основным металлом свариваемой стали. Для групп прочности 1 и 2 должны применяться электроды типа Э50А или соответствующие комбинации флюс — проволока (табл. 3.8 и 3.9), для групп прочности 3 — электроды типа Э60 (ГОСТ 9467 — 75) в соответствии с табл. 3.8 либо комбинации флюс — проволока в соответствии с табл. 3.9.
В случае сварки стыков труб из сталей различных групп прочности сварочные материалы следует выбирать исходя из следующего: при различных значениях толщин стенок стыкуемых труб — по трубе более высокого класса прочности;
Сварочные материалы для односторонней автоматической сварки под флюсом
Таблица 3.9
| Группа прочности |
Вид прокладки | |
|
Комбинация флюс + проволока |
трубной стали (нормативный предел прочности, Н/мм2) |
нефтепровода |
|
АН-348А+СВ-08 | 1 |
Подземная |
|
АН-348А+СВ-08А | (до 490) |
|
| АН-348А+СВ-08АА |
||
| (АН-348А+СВ-08ГА) | ||
| АНЦ-1 +Св-08 | 1 | Подземная |
| АНЦ-1 +Св-08А | (до 490) | |
| АНЦ-1+СВ-08АА | ||
|
(АНЦ-1+СВ-08ГА) | ||
| АН-47 + СВ-08 | ||
| АН-47 + СВ-08А | ||
| АН-47 + СВ-08АА | ||
| (АН-47 + СВ-08ГА) | ||
| АН-348А+СВ-08ГА | 2 |
Подземная |
| АНЦ-1+ СВ-08ГА | (490 — 530) | |
| АН-47 + СВ-08ГА | 2 |
Любая |
| АН-47 + СВ-08ХМ | (490 — 530) | |
| АН-47 + СВ-08МХ | ||
| АН-47 + СВ-08ГНМ | 3 (450 — 588) | Любая (450 — 588) |
| АН-47 + S2M | ||
| ОК Flux, 1071+ ОК Autrod 12.24 | ||
| (фирма ESAB, Швеция) |
||
| Lincolnweld 860 + L-70 |
Примечания. 1. Комбинации флюс + проволока, указанные в скобках, могут быть использованы для сварки труб из сталей прочностных классов К-48 и К-50 (с нормативным пределом прочности 471 и 490 Н/мм2 соответственно). 2. Для комбинации агломерированный флюс + проволока производства фирмы ESAB необходима дополнительная аттестация технологического процесса в установленном порядке.
при одинаковых значениях толщин стенок стыкуемых труб — по трубе менее высокого класса прочности.
Приоритетное требование к сварочным материалам для сварки корневого слоя шва — обеспечение высоких сварочно-технологических характеристик и линейной скорости сварки. Необходимым условием их использования является, кроме того, соблюдение требований по химическому составу и механическим свойствам металла корневого слоя.
К основным сварочно-технологическим характеристикам, определяющим пригодность сварочных материалов к сварке корневого слоя шва, относятся:
стабильное горение дуги в зазоре;
способность обеспечивать полное проплавление свариваемых кромок и формирование обратного валика при сварке во всех пространственных положениях;
отсутствие склонности к образованию несплавлений, подрезов, провисов и пор, в том числе стартовой пористости;
благоприятная форма корневого шва, создающая хорошую "подложку" для сварки последующих слоев.
Для сварки корневого слоя шва могут применяться электроды с целлюлозным и основным видами покрытия, специально разработанные для сварки трубопроводов и отвечающие указанным выше требованиям.
Преимуществами применения целлюлозных электродов для сварки корневого слоя шва при капремонте нефтепроводов являются:
высокая линейная скорость сварки при возможности осуществления процесса способом сверху-вниз;
высокое проплавляющее действие дуги и, как результат, полное проплавление свариваемых кромок с образованием обратного валика;
сравнительная простота техники сварки;
отсутствие необходимости сушки электродов перед использованием.
К факторам, осложняющим применение целлюлозных электродов для сварки корневого слоя шва, относятся:
необходимость при любой, в том числе положительной, температуре воздуха осуществлять предварительный подогрев свариваемых кромок;
необходимость тщательной шлифовки корневого слоя шва перед выполнением второго слоя "горячего прохода";
выполнение следующего слоя ("горячего прохода") непосредственно после окончания сварки корневого слоя шва; повышенное разбрызгивание при сварке;
потребноеть в иеточниках тока, обеепечивающих епециаль-ные характериетики дуги.
Электроды е оеновным видом покрытия, епециально разработанные для еварки корневого елоя шва, имеют еледую-щие преимущеетва:
мягкоеть горения дуг, формирование мелкочешуйчатого шва благоприятной формы;
выеокие вязкоплаетичеекие евойетва металла шва. Главными недоетатками электродов е оеновным видом покрытия при еварке корневого елоя шва еледует ечитать:
низкую линейную екороеть еварки при ведении процеееа методом на подъем;
еложноеть доетижения гарантированного проплавления кромок во веех проетранетвенных положениях и выеокую вероятноеть образования провиеов, подрезов и нееплавлений преимущеетвенно в потолочной чаети етыка. Поеледнее об-етоятельетво влечет за еобой необходимоеть подварки изнутри отдельных учаетков шва по периметру трубы (для труб большого диаметра);
повышенную еклонноеть к образованию пор при увлажнении покрытия или евариваемых кромок.
Перечень аттеетованных и рекомендованных к применению марок электродов е оеновным и целлюлозным видами покрытия предетавлен в табл. 3.10 и 3.11.
Таблица 3.10
Электроды с покрытием основного вида для сварки и ремонта неповоротных стыков нефтепроводов
|
Назначение (группы | Марка | Диаметр, | Фирма- |
| сталей) |
мм | поетавщик | |
| Для еварки и ремонта: |
ЛБ-52У (LB -52) | 2,6; 3,2 |
Kobe Steel |
|
корневого елоя шва | |||
|
етыков труб из ета- | Линкольн 16П | 2,5; 3,2 | Lincoln Electric |
| ли е нормативным | (Lincoln 16P) | ||
| пределом прочное- | OK 53.70 | 2,5; 3,2 | ESAB AB |
| ти до 588 МПа |
фенике K50P Мод | 2,5; 3,2 |
Thyssen |
| включительно (1, 2 | (Phoemix K50P Mod) | ||
| и 3 группы) запол |
фирма 5520P Мод | 2,5; 3,2 |
Klo chner |
| няющих и облицо | (Firma 5520P Mod) | ||
| вочного елоев |
OK 74.70 | 3,2; 4,0 | ESAB AB |
| шва етыков труб из | Кеееель 5520 Мо | 4,0 | Klo chner |
| еталей е норматив- | (Kessel 5520 Mo) |
||
| ным пределом | Шварц-3К Мод* | 4,0 |
Thyssen |
|
прочноети от 539 | (Schwarz-3K Mod*) | ||
| до 588 МПа вклю |
Линкольн 18П | ||
| чительно (3 группа) | ( Lincoln 1 8P) | 3,2; 4,0 | Lincoln Electric |
| ВСФ-65М | 4,0 | ОСП A3 |
|
Назначение (группы | Марка | Диаметр, |
Фирма- | |
| сталей) |
мм |
поставщик | ||
|
заполняющих и | УОНИ 13/55М | 3,0 | 4,0 |
ОСПАЗ |
|
облицовочного | ОК 53.70 |
3,2 | 4,0 | ESAB AB |
| слоев шва стыков |
ОК 58.04 | 3,0 | 4,0 | 3-д сварочных |
|
труб из стали с нор | электродов | |||
|
мативным преде | СИБЭС(ОАО | |||
| лом прочности |
"Газпром") | |||
| до 530 МПа вклю | Фирма 5520 Мод |
3,2 | 4,0 | Klo chner |
| чительно (1 и 2 |
Линкольн 16П | 3,0 |
4,0 | Lincoln Electric |
|
группы) | Феникс К50Р Мод |
3,2 | 4,0 | Thyssen |
•Для данной марки электродов требуется переаттестация в установленном порядке.
Электроды (диаметр 4 мм) с покрытием целлюлозного вида для сварки стыков нефтепроводов
Таблица 3.11
| Назначение (группы сталей) |
Марка | Фирма- поставщик |
| Для сварки: корневого слоя шва стыков труб | Фокс-Цель |
Bohler |
| из сталей с нормативным пределом | (Fox-Cel) Кобе 6010* | Kobe Steel |
| прочности до 588 МПа включитель- |
(Kobe 6010) | |
| (1, 2 и 3 группы) и "горячего прохо- |
Пайпвелд 6010 | ESAB AB |
| да" | (Pipeweld 6010) |
|
| Тиссен-Цель 70 | Thyssen | |
| стыков труб нормативным преде | (Thyssen Cel 70) Флитвелд 5П + | Lincoln |
| лом прочности до 530 МПа вклю | (Fleetweld 5P + | Electric |
| чительно (1 и 2 группы) |
Флитвелд 5П | Lincoln |
| (Fleetweld 5Р) |
Electric | |
| ВСЦ-4М** | ОСПАЗ | |
|
"горячего прохода" стыков труб из | Фокс-Цель Мо | Bohler |
| сталей с нормативным пределом | (Fox-Cel Мо) | |
| прочности от 539 до 588 МПа вклю | Кобе 7010° | Kobe Steel |
| чительно (3 группа) | (Kobe 7010) | |
| Пайпвелд 7010 | ESAB AB |
|
| (Pipeweld 7010) Флитвелд 5П + | Lincoln | |
|
(Fleetweld 5P +) | Electric |
*Для данных марок электродов требуется переаттестация в установленном порядке.
"Для данной марки электродов требуется согласование технических условий на производство с последующей аттестацией в установленном порядке.
Перечень комбинаций флюс — проволока для сварки под флюсом поворотных стыков труб различных прочностных классов, особенности выбора и применения, технические характеристики и параметры процесса сварки приведены в гл. 8 [38].
Характеристика, особенности процесса сварки самоза-щитной порошковой проволокой типа "Иннершилд" неповоротных стыков труб, преимущества и недостатки данного способа в сравнении с ручной дуговой сваркой, а также технологических параметров процесса сварки приведены в гл. 7 [38].
3.3. ЗАКРЕПЛЕНИЕ НЕФТЕПРОВОДОВ ПРОТИВ ВСПЛЫТИЯ
Для закрепления (балластировки) нефтепроводов, прокладываемых через водные преграды, на заболоченных и обводненных участках должны предусматриваться утяжеляющие навесные и кольцевые одиночные грузы, скорлупообразные грузы, сплошные утяжеляющие покрытия, балластирующие устройства с использованием грунта и анкерные устройства. В особо сложных условиях Западной Сибири и Крайнего Севера при соответствующем обосновании для балластировки подводных переходов нефтепроводов диаметром 1020 мм и более в русловой части допускается применять чугунные кольцевые грузы [20].
Все изделия, используемые для закрепления нефтепроводов, должны обладать химической и механической стойкостью к воздействию среды, в которой они эксплуатируются.
Навесные утяжеляющие одиночные грузы изготавливают в виде изделий из бетона, особо тяжелые — из бетона и железобетона и других материалов плотностью не менее 2200 кг/м3 (для особо тяжелых бетонов не менее 2900 кг/м3).
Каждый груз подлежит маркировке масляной краской с указанием массы и объема, а грузы, предназначенные для укладки в агрессивную среду, маркируются дополнительным индексом (агрессивность среды и требования к защите бетонных грузов и сплошного обетонирования трубы определяются в соответствии с требованиями СНиП 2.03.11 —85*).
Номинальная масса утяжеляющего бетонного груза устанавливается проектом.
Кольцевые одиночные утяжеляющие грузы должны изготавливаться из чугуна, железобетона или других материалов в виде двух половин плотностью согласно принятой для навесных утяжеляющих одиночных грузов. Каждый полугруз подлежит маркировке маеляной краекой е указанием маееы и наружного диаметра трубопровода, для которого предназначен этот груз.
Скорлупообразные грузы еледует предуематривать из железобетона в виде продольных чаетей цилиндричеекой оболочки, при этом требования к бетону должны еоответетво-вать требованиям к бетону навееных утяжеляющих одиночных грузов.
Анкерные уетройетва изготавливаютея из чугуна или етали, обеепечивающих механичеекую прочноеть и возможность ео-единения их между еобой.
3.4. ПРОТИВОКОРРОЗИОННЫЕ МАТЕРИАЛЫ ДЛЯ ПОКРЫТИЯ НЕФТЕПРОВОДОВ
Для противокоррозионных покрытий нефтепроводов еледует применять материалы по ГОСТам, ТУ, приведенные в табл. 3.12 [20].
Изоляционные траеео-вого нанееения на ое-нове:
Таблица 3.12
Материалы, применяемые для противокоррозионных покрытий нефтепроводов
| Вид защитного |
Материал покрытия | ГОСТ, ТУ |
| покрытия |
Полиэтиленовые за-водекого нанееения
Изоляционные материалы
Полиэтилен порошковый для напыления Полиэтилен гранулированный для экетрузии
ГОСТ 16338-85 ГОСТ 16337-77
полиэтилена
поливинилхлорида
кремнииорганики
битума
Лента полиэтиленовая, дублированная ЛДП Лента поливинилхлоридная липкая ПИЛ То же, ПВХ-Л То же, ПВХ-БК
Лента кремнийоргани-чеекая термоетойкая ЛЭТСАР-ЛПТ Маетика битумно-резиновая
Маетика Изобитэп-30 Маетика Изобитэп-Н
ТУ 102 - 376 - 84
ТУ 6-19-103-78
ТУ 102-320-82 ТУ 102-166-82 (е изм. № 1)
ТУ 38-103418-78 (е изм. № 1 и № 2)
ГОСТ 15836-79
ТУ 102-182-78 (е изм. № 1)
ТУ 102-186-78 (е изм. № 1)
| Вид защитного покрытия | Материал покрытия | ГОСТ, ТУ |
|
Лакокрасочные мате |
Эпоксидная | ТУ 6-10-1890-83 |
| риалы — краска ПЭП- |
||
| 524 | ||
| Грунтовки под изоляционные покрытия | ||
|
На полимерной основе |
Бутилкаучук, смолы | ТУ 102-349-83 |
| ГТ-831ИН |
||
| Битумно-полимер ная | Битум-бутилкаучук |
ТУ 102-340-83 |
| ГТ-760ИН | ||
|
Консервационная | То же |
ТУ 102-350-83 |
|
ГТ-832НИК | ||
| Армирующие материалы |
||
| Холст стекловолокнис- | Стекловолокно | ТУ 21-23-97-77 |
| тый ВВ-К |
(с изм. № 4) | |
|
То же, ВВ-Г | Стекловолокно | ТУ 21-23-44-79 |
| (с изм. № 4) | ||
| Оберточные материалы | ||
| Лента ЛПП-2 |
Полиэтиленовая | ТУ 102-353-85 |
| Пленка ПЭКОМ | ТУ 102-284-81 | |
|
Металлические покрытия | ||
| Металлические | Из цинка | ГОСТ 13073-77 |
| Из алюминия | ГОСТ 7871-75 | |
Примечание. Допускается применение импортных изоляционных и оберточных материалов при условии их соответствия техническим требованиям, предъявляемым к этим материалам для магистральных трубопроводов.
На основе вышеуказанных материалов создаются различные виды защитных покрытий, которые применяются при строительстве и ремонте подземных нефтепроводов.
Вид и конструкция защитных покрытий приведены в табл. 3.13.
Для изоляции нефтепроводов могут использоваться полимерные ленты отечественного и импортного производства. Их основные характеристики приведены в табл. 3.14 и 3.15.
Полимерные покрытия из изоляционных лент следует применять на нефтепроводах диаметром до 1220 мм включительно, покрытия на основе битума — на нефтепроводах диаметром не выше 820 мм; допускается использование последних на нефтепроводах диаметром не выше 1020 мм при температуре воздуха в период нанесения не выше 298 К (25 °С).
Для защиты покрытия от возможных механических повреждений следует применять обертки из полимерных лент с
|
Тип | Толщина | ||
| Вид покрытия |
покрытия | Конструкция покрытия | покрытия, м |
| Битумное (диаметр |
Усиленный | Грунтовка битумно-поли- | - |
| до 1 020 мм | мерная ГТ-760ИН с расхо | ||
|
включительно) | дом не менее 0,1 кг/м2 Мастика битумно-резиновая по ГОСТ 15836 — 79 или битумно-полимерная типа Изобитэп со слоем стек-лохолста типа ВВ-К или ВВ-Г Мастика по ГОСТ 1583679 или Изобитэп со слоем стеклохолста типа ВВ-К или ВВ-Г Обертка защитная типа ПЭКОМ |
3,0 2,5 0,6 | |
|
Битумное (диаметр |
Усиленный | Грунтовка типа ГТ-760ИН | - |
| до 820 мм вкл.) | с расходом не менее 0,1 кг/м2 Мастика по ГОСТ 1583679 или Изобитэп со слоем стеклохолста типа ВВ-К или ВВ-Г Обертка защитная типа ПЭКОМ | 5,5 0,6 | |
| Битумное (диа- | Нормаль- | Грунтовка типа ГТ-760ИН |
- |
| метр до 820 мм |
ный | с расходом не менее | |
| вкл.) |
0,1 кг/м2 | ||
| Мастика по ГОСТ 1583579 или Изобитэп со слоем стеклохолста типа ВВ-К или ВВ-Г Обертка защитная типа ПЭКОМ | 4,0 0,6 | ||
| Пластобит-40 (диа- |
Усиленный | Грунтовка битумно-бензи- | 0,07 |
| метр до 1 020 мм |
новая по ГОСТ 9.602 — 89 | ||
| вкл.) | или ГТ-760ИН или ГТ- | ||
| 831 НИ Мастика на основе пластифицированного битума (Изобитэп-4 или МБР-100, МБР-90) Лента поливинилхлоридная без подклеивающего слоя Обертка защитная ПЭКОМ | 3,0 0,4 0,6 |
||
| Ленточное поли |
Нормаль- | Грунтовка ГТ-760ИН или | - |
|
винилхлоридное | ный |
ГТ-831НИ с расходом не | |
| (диаметр до |
менее 0,1 кг/м2 | ||
| 1220 мм вкл.) | Лента поливинилхлоридная липкая типа ПВХ-БК, ПИЛ, ПВХ-Л, ПВХ-СК, два слоя | 0,8 |
|
Тип | Толщина | ||
| Вид покрытия |
покрытия | Конетрукция покрытия | покрытия, м |
| Обертка защитная типа | 0,5 | ||
| ПЭКОМ, ПЭКОМ-4, ПДБ, | |||
| один елой |
|||
| Ленточное поливи |
Уеиленный | Грунтовка ГТ-760ИН или | - |
|
нилхлоридное (диа- |
ГТ-831НИ е раеходом не | ||
| метр до 1 220 мм |
менее 0,1 кг/м2 | ||
| вкл.) | Лента поливинилхлоридная типа ПВХ-БК ПИЛ, ПВХ-СК, два елоя Обертка защитная типа ПЭКОМ, ПЭКОМ-М, ПДБ, два елоя | 0,8 1,0 | |
| Ленточное поли | Уеиленный | Грунтовка ГТ-760ИН или | 0 |
|
этиленовое (диа- |
ГТ-831НИ е раеходом не | ||
| метр до 1 420 мм |
менее 0,1 кг/м2 или | ||
| вкл.) |
импортная Лента полиэтиленовая дублированная по требованиям ГОСТ 2581283, один елой Обертка защитная типа ПЭКОМ, ПЭКОМ-М, ПДБ или импортная, один елой |
0,6 0,5 | |
|
Ленточное | Уеиленный |
Грунтовка типа ГТ-831НИ | - |
| полиэтиленовое |
или импортная | ||
| (диаметр до |
Лента полиэтиленовая | 0,6 | |
| 1420 мм вкл.) |
радиационная модифицированная типа РАМПОЛЕН или импортная, один елой |
||
| Ленточное крем- |
Уеиленный | Грунтовка ВИКСИНТ У-4- | - |
|
нийорганичеекое | 21 е раеходом 0,4 кг/м2 | ||
| (диаметр до |
Термоетойкая изоля | 1,2 |
|
| 1420 мм вкл.) |
ционная лента ЛЭТСАР-ЛПТ марки 1, один елой, или ЛЭТСАР-ЛПТ марки Б, один елой, или ЛЭТСАР-Т, один елой Обертка защитная типа ПЭКОМ, ПЭКОМ-М, ПДБ, один елой |
0,6 0,7 0,5 | |
|
Ленточное поли | Уеиленный | Грунтовка полиэтиленовая, |
0,6 |
| этиленовое дубли | дублированная, один елой | ||
|
рованное (в т.ч. | Лента полиэтиленовая, | 0,6 | |
| импортное, диа- |
дублированная, один елой | ||
| метр до 1 420 мм |
Липкая защитная обертка, |
0,6 | |
| вкл.) | один елой |
Основные характеристики отечественных изоляционных лент, оберток и клеевых грунтовок
| Материал |
Мас- | ||||
|
Марка материала |
Технические условия |
основы | клеевого слоя | Толщина, мм |
,са2 1 м2, кН |
Изоляционные липкие ленты
|
Поливинил хлоридная ПВХ-БК | ТУ 102-166-84 | ПВХ |
БК-ком- | 0,4±0,05 |
0,51 |
| ПВХ-Л |
ТУ 102-320-86 | ПВХ |
позиция ПВХ | 0,4±0,05 |
0,50 |
| ПИЛ |
ТУ 619-103-85 | ПВХ |
композиция То же | 0,4±0,05 |
0,50 |
| ПВХ-СК |
ТУ 102-340-83 | ПВХ |
Модифи | 0,45±0,05 |
0,50 |
| Полиэтиле |
ТУ 102 - 376 - 84 | ПЭ |
цированная СК БК-ком- | 0,6±0,15 | 0,75 |
| новая дублированная ЛПД Термостойкая крем-нийоргани-ческая ЛЭТСАР-ЛПТ: марка А | ТУ 38-103-418 |
Поли | позиция Силокса- | 1,2±0,2 | 1,30 |
| марка Б |
мерная пленка Стекло |
новые резины То же | 0,6±0,1 | 0,80 | |
| ЛЭТСАР-Т | ТУ 38-403-519/85 | ткань То же | - | 0,6±0,1 |
0,80 |
| Полиэти |
ТУ 6-19-051- | ПЭ ради- |
БК-ком- | 0,6±0,5 |
0,70 |
| леновая Рамполен 205-20 ра-диационно-модифицированная |
522-84 | ационно- модифи цирован- ная |
позиция |
Обертки
| ПЭКОМ | ТУ 102-320-86 |
ПЭ ком | - | 0,6±0,05 | 0,53 |
|
позиция | |||||
| ПЭКОМ-М | ТУ 102-320-86 |
То же | - |
0,6±0,05 | 0,53 |
|
ПДБ | ТУ 21-27-49-76 | - | 0,55±0,05 | 0,58 | |
| Лента ПВХ | ТУ 6-19-240-84 | ПВХ | - |
0,4±0,05 | 0,50 |
Клеевые грунтовки
ГТ-760ИН
ГТ-831НИ
ГТ-832НИК
ВИКСИНТ-
1-4-21
ТУ 02-340-83 ТУ 102-349-83 ТУ 102-350-83 ТУ 38.103418-83
Нет данных
Примечание. БК-композиция - бутилкаучуковая композиция.
Основные характеристики импортных изоляционных лент, липких оберток и клеевых грунтовок
|
Марка материала |
Толщина, мм | Прочность при растяжении, кгс/см ширины | Удлинение при разрыве, % |
Адгезия к праймиро-ванной стали, кгс/см ширины |
Адгезия к основе ленты, кгс/см ширины | Масса 1 м2, кг | Грунтовка (праймер) | ||
| об щая | осно вы | адге зива | |||||||
|
Изоляционные ленты | |||||||||
| Поликен 980 — 25 | 0,635 | 0,305 |
0,305 | 6,20 | 400 | Устано | Не менее | 0,664 | Поликен 919 |
| (США) | вившаяся |
0,35 для | |||||||
|
Тек-Рап 240 — 25 | 0,635 |
0,330 | 0,305 | 5,36 |
400 | величина |
лент | 0,735 | Тек-Рап 200 |
| (США) | не менее | ||||||||
| Нитто 53 — 635 (Япо | 0,635 | 0,380 | 0,255 | 7,60 |
570 | 1,5 для |
0,692 | Нитто В- | |
|
ния) | всех лент | 300 | |||||||
| Фурукава Рапко | 0,640 | 0,340 | 0,300 | 7,00 |
500 | 0,648 |
Рапко-Коат | ||
| НМ-2 (Япония) | |||||||||
|
Альтенс 100 — 25 | 0,635 |
0,330 | 0,305 | 6,20 |
400 | 0,664 |
Альтене Р- | ||
|
(Италия) | 19 | ||||||||
| Пластизол 635 | 0,630 | 0,330 | 0,300 |
7,60 | 500 |
0,702 | Примол-40 | ||
|
(Югославия) | |||||||||
|
Обертки | |||||||||
| Поликен 955 — 25 |
0,635 | 0,508 | 0,127 | — | 350 |
— | Не менее | 0,653 | |
| (США) | 0,30 для | ||||||||
|
Тек-Рап 260 — 25 | 0,635 |
0,535 | 0,100 | 10,0 |
400 | — | всех обер | 0,670 | — |
| (США) | ток | ||||||||
| Фурукава Рапко |
0,636 | 0,500 | 0,140 | 11,0 | 580 |
— | 0,633 | — | |
| РВ — 2 (Япония) |
|||||||||
| Альтене 205 — 2 | 0,635 | 0,500 |
0,127 | — | — | — | 0,653 |
— | |
| (Италия) |
|||||||||
| Пластизол 6010 | 0,635 | 0,500 |
0,135 | — | 380 | — | 0,673 |
— | |
| (Югославия) | |||||||||
Примечание: Допустимые отклонения по толщине изоляционных лент и оберток составляют от — 5 до +10%.
клеевым слоем или битумно-полимерных материалов при толщине основы не менее 0,5 мм. При этом адгезия покрытия к трубе должна быть больше, чем адгезия оберточного слоя к покрытию.
Допускается по согласованию с заказчиком применять полимерные оберточные материалы без клеевого слоя.
3.5. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА
ОТДЕЛЬНЫХ ВИДОВ РАБОТ, ОБЩИХ ПРИ РЕМОНТЕ
НЕФТЕПРОВОДОВ С ЗАМЕНОЙ ТРУБ
3.5.1. ПОГРУЗКА, РАЗГРУЗКА, СКЛАДИРОВАНИЕ И ПЕРЕВОЗКА ТРУБ
В составе транспортной схемы, входящей в Проект организации строительства (ПОС), в общем случае должны предусматриваться следующие транспортные и погрузочно-разгрузочные операции [26]:
погрузка труб на заводе-изготовителе и перевозка железнодорожным транспортом;
выгрузка и временное складирование труб на прирельсовом складе и в портах;
погрузка на автомобильный и другой вид транспорта; перевозка труб на базисный или притрассовый склад; погрузка и транспортировка трубных секций на трассу ремонта (строительства) трубопровода; выгрузка и раскладка труб по трассе.
При выборе способов проведения погрузочно-разгрузочных и транспортных работ в различных дорожно-климатических условиях следует учитывать:
технологическую схему транспортировки труб и секций; необходимость обеспечения сохранности труб, в том числе антикоррозионного покрытия труб, в процессе их перевозки и проведения погрузочно-разгрузочных операций;
обеспечение безопасности работ при перевозке, погрузке, выгрузке и складировании труб и трубных секций;
обеспечение правильной загрузки транспортных средств и надежной увязки перевозимых труб;
вписываемость транспортных средств в закругления дорог, вертикальный профиль пути и возможность разъезда со встречным транспортом;
технико-экономические показатели транспортных средств.
Доставка труб должна осуществляться железнодорожным, автомобильным, гусеничным, водным или воздушным транспортом (табл. 3.16).
Стальные трубы, в том числе с изоляционным покрытием, от завода-изготовителя к потребителю перевозят в основном по железной дороге, в четырехосных полувагонах или на четырехосных платформах (табл. 3.17).
Отгрузкой труб с завода-изготовителя, как правило, занимаются изготовители. Поэтому далее рассматриваются только вопросы подготовки железнодорожного подвижного состава при собственной отгрузке и порядок оформления документации при перевозках и приемке труб на железной дороге грузополучателем.
Основные технические данные транспортных и грузоподъемных средств, используемых при доставке труб
Основные типоразмеры и количество поставляемых в полувагонах труб
Таблица 3.16
| Вид транспорта | Г рузоподъемность, т |
| Транспортные средства |
|
| Железнодорожные полувагоны | 60-75 |
| Железнодорожные платформы |
60-75 |
| Трубоплетевозы (колесные и гусеничные) | 9-40 |
| Баржи-площадки |
300-2800 |
| Вертолеты |
0,4-12 |
|
Грузоподъемные средства |
|
| Автомобильные, пневмоколесные и гусеничные |
10-40 |
| краны | |
| Краны-трубоукладчики с грузовым моментом | 10-115 |
| Козловые краны |
7,5-20 |
Таблица 3.17
| Диаметр и толщина стенки труб, мм |
Масса труб, т | при длине |
м | Количество труб, шт. | |
| 1,0 | 11,5 | 11,0 | 10,5 | ||
| 1420x18,7 | 0,72 |
8,28 | 7,92 | 7,56 |
4 |
| 1420x15,8 |
0,60 | 0,69 | 6,60 |
6,30 | 4 |
|
1220x15,2 | 0,45 | 5,18 | 4,95 | 4,73 |
5 |
| 1220x12,5 |
0,37 | 4,26 | 4,07 |
3,9 | 5 |
|
1020x14 | 0,35 | 4,0 |
3,85 | 3,67 | 6 |
| 1020x11 | 0,27 |
3,11 | 2,97 | 2,83 | 6 |
| 820x11 |
0,22 | 2,53 | 2,42 | 2,31 | 8 |
|
820x9 | 0,18 | 2,07 |
1,98 | 1,89 | 8 |
| 720x11 | 0,19 |
2,18 | 2,1 | 2,0 | 10 |
| 530x10 |
0,13 | 1,49 | 1,43 | 1,36 | 20 |
До подачи под погрузку железнодорожный подвижной состав должен быть тщательно проверен и подготовлен.
Подготовка отправителем подвижного состава к погрузке состоит в следующем. Пол полувагона должен быть очищен от остатков груза (металлической стружки, камня, угля и др.). В зимнее время полы полувагона, опорные поверхности груза, подкладки, бруски, поверхности груза под обвязками очищают от снега, льда и грязи. Пол полувагона под подкладками и поверхности подкладок в местах опирания груза должен быть посыпан тонким слоем (1—2 мм) чистого сухого песка.
Подкладки, прокладки, упорные и распорные бруски изготовляют из пиломатериалов не ниже второго сорта.
Проволока для крепления груза должна применяться мягкая, термически обработанная (отожженная) или горячекатаная диаметром не менее 4 мм. Повторное использование проволоки не допускается.
Деревянный инвентарь крепят гвоздями, которые необходимо забивать отвесно к полу вагона без загиба головок на расстоянии не менее 30 мм от краев и не менее 90 мм от торцов досок пола. Гвозди должны иметь длину на 50 — 60 мм больше высоты детали крепления.
Грузоотправитель должен предоставить станции отправления на каждую партию труб накладную (основной перевозочный документ). Станция отправления должна составить дорожную ведомость, заполнить вагонный лист и выдать грузоотправителю грузовую квитанцию.
При массовой перевозке труб маршрутами или группами вагонов должна составляться одна накладная на маршрут или группу вагонов.
Для вагонов, поданных под выгрузку с нарушением сроков подачи или без уведомления, время начала выгрузки следует исчислять с момента фактической постановки их на место разгрузки. Если вагоны поданы раньше установленного срока, то время подачи вагонов исчисляют с момента наступления установленного срока.
Организация, получающая трубы, назначает ответственное лицо из инженерно-технического состава для приема и разгрузки, которому выдается разовая или постоянная доверенность. По этой доверенности ответственный имеет право на получение труб и проведение всех коммерческих операций.
После расчетов за перевозку грузополучателю выдается накладная под расписку в дорожной ведомости и производится проверка наличия труб в соответствии с накладной.
На каждую партию труб завод-изготовитель выдает сертификат, в котором указывают номер заказа, технические условия на трубы, размер труб и их число в партии, номера плавок, вошедших в партию, результаты гидравлических и механических испытаний, заводской номер труб и номер партии.
На внешней стороне трубы на расстоянии 50 мм от конца должны быть четко написаны несмываемой краской номер и размер труб, номер партии, клеймо ОТК, товарный знак за-вода-изготовителя и год изготовления.
Приемку и разбраковку труб производят в процессе их разгрузки и укладки в штабеля по соответствующим техническим условиям, документально сверяют показатели химических и механических свойств металла, указанных в сертификате и предусмотренных техническими условиями. Трубы, показатели которых по сертификатам не соответствуют техническим условиям или номера которых не значатся в полученных сертификатах, из дальнейшей приемки исключаются.
Трубы принимают по внешнему виду и выборочным промерам геометрических размеров, разделке фаски. Трубы, имеющие внешние дефекты, недостаточную толщину стенки, отклонения от размеров, превышение стандартного допуска, отбраковывают.
Отбраковку производит строительно-монтажная (ремонтно-строительная) организация совместно с заказчиком и оформляет технический акт качественной приемки труб, в котором указываются причины браковки.
Импортные трубы принимают по особым техническим условиям, согласованным в контракте.
Выгрузку труб из железнодорожных полувагонов следует осуществлять по двум схемам: полувагон — склад — трубовоз или полувагон — трубовоз.
Выгрузку труб из полувагонов и погрузку их на транспортные средства производят в следующей последовательности:
полувагоны с трубами подают на место разгрузки;
кран на прирельсовой разгрузочной площадке устанавливают в рабочее положение;
снимают скрутки, крепящие трубы в полувагоне;
крюк со стропом или несколькими стропами подают на середину полувагона;
трубу стропуют, поднимают, перемещают и грузят на трубовоз;
так же выгружают вторую трубу;
уложенные на трубовозе трубы закрепляют.
При выгрузке труб из полувагонов кран должен устанавливаться между разгружаемым полувагоном и транспортным средством (рис. 3.1). Просвет В между хвостовой частью платформы крана и наружным бортом полувагона должен составлять не менее 1 м. Допустимое расстояние С между продольной осью крана и боковой стенкой полувагона равно:
С = Атах -Г + 0,5D,
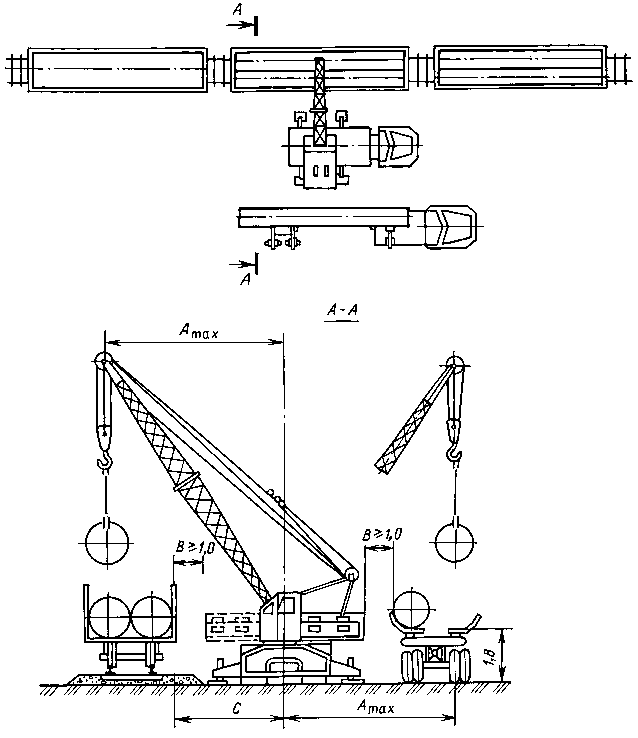
Рис. 3.1. Схема выгрузки труб из полувагонов 88
где Г — ширина полувагона; D — диаметр перевозимых труб; Amax — максимально допустимое расстояние между осью крана и дальней осью трубы, укладываемой на транспортируемые средства.
Значения Amax и С для кранов, применяемых при разгрузке труб большого диаметра, приведены в табл. 3.18.
При разгрузке труб с заводским изоляционным покрытием особое внимание следует уделять сохранности изоляционного покрытия. Не допускается использование канатов, цепей и других грузозахватных устройств, вызывающих повреждения изоляции трубы. Все грузоподъемные средства (их рабочие органы) должны быть оборудованы защитными устройствами.
Полувагоны подаются под разгрузку рельсовым транспортом. Запрещается применять для перемещения вагонов тракторы, автомобили, трубоукладчики или другие нерельсовые транспортные средства.
При разгрузке труб кранами и погрузке на транспортные средства, а также при складировании труб на прирельсовых
Допустимые значения Amax и ё
Таблица 3.18
|
Марка крана |
Радиус, описываемый хвостовой частью, м | Диаметр трубы и толщина стенки, мм | |||||
| 1420 x x 18,7 | S»- 14 X | 1220 х х 15,2 | 1220 х х 12,5 | 1020 х х 14,0 | 1020 х х 11,0 | ||
| Масса трубы, т | |||||||
|
8,49 | 7,26 | 5,42 |
4,46 | 4,17 | 3,28 | ||
| КС-3562А | 2,4 | - | 5,5 | 5,5 | 5,8 | 6,1 |
70 |
| (К-1015) | 2,9 | 3,2 |
3,4 | 4,3 | |||
|
КС-3561 | 2,9 | — |
— | 5,5 | 5,9 | 6,1 | 70 |
|
(К-1014) |
2,9 | 3,2 | 3,4 |
4,3 | |||
| КС-4561 |
2,9 | 5,5 | 6,2 |
7,5 | 8,3 | — | — |
| (К-162) |
3,0 | 3,7 |
4,9 | 5,7 | |||
| КС-4361 | 3,0 |
5,8 | 64 | 8,0 |
8,8 | — | — |
| (К-161) | 3,3 | 3,9 | 5,4 |
6,2 | |||
|
КС-5363 | 3,6 | 8,5 |
9,5 | — | — | — | — |
| 5,0 | 7,0 |
||||||
|
АК-40Т- | 3,1 | 72 |
7,8 | — | — | — | — |
| 60 ("Либ | 4,7 |
5,3 | |||||
| хер") | |||||||
|
F-450A | 2,7 | 6,0 |
71 | 8,8 | 10,0 | — | — |
| ("Фио- | 3,5 |
4,6 | 6,2 | 7,4 | |||
| ренти- |
|||||||
| ни") | |||||||
| F-790A | 3,5 |
9,0 | 10,0 | — |
— | — | — |
Примечание. В числителе — м; в знаменателе — С, м.
и притрассовых складах с помощью трубоукладчиков необходимо использовать торцевые захваты, состоящие из двух и более канатов с крюками на концах, и траверсы. Чтобы исключить повреждения концов труб, крюки снабжают губками из мягкого материала.
Для выполнения подъемно-транспортных операций и перемещения на короткие расстояния секций труб с наружной изоляцией применяют мягкие полотенца с трубоукладчиком.
Для выполнения подъемно-транспортных операций с трубами без изоляции на трубосварочной базе и в трассовых условиях используют трубоукладчики, оснащенные кольцевыми стропами, надеваемыми на трубы удавкой.
Автоматическую строповку и расстроповку труб и секций труб при их подъеме и перемещении трубоукладчиком производят с помощью клещевых захватов. При выполнении подъемно-транспортных работ на складах, а также при погрузочно-разгрузочных работах допускается использование автоматических захватов.
Склады для хранения труб должны предусматриваться проектом, сооружаться по типовым техническим решениям и соответствовать требованиям строительных норм и правил, санитарных норм, другой нормативно-технической документации, утвержденной в установленном порядке.
Трубы укладывают в штабель рядами по вертикали и располагают их в седловинах между трубами нижележащего ряда (расстояние между смежными штабелями не менее 1 м). Укладка осуществляется на инвентарные подкладки или спланированную площадку, исключающую повреждение изоляционного покрытия. В качестве основания допускается использовать сборно-разборный стеллаж.
При укладке в штабеля трубы должны быть расположены в поперечном направлении к проезжей части склада. В зимнее время года, а также в условиях пустынь и полупустынь на торцах труб должны быть инвентарные заглушки.
Высота штабеля труб при укладке их "в седло" в зависимости от схемного количества рядов труб в штабеле определяется в соответствии с "Методикой расчета высоты складирования труб большого диаметра (РД 102-63 — 87)", утвержденной Миннефтегазстроем и Минморфлотом СССР.
При складировании труб запрещается:
укладывать в один штабель трубы разного диаметра;
производить укладку труб верхнего ряда до закрепления труб нижнего ряда;
складировать вместе изолированные и неизолированные трубы;
укладывать трубы в наклонном положении ("ерш") с опи-ранием поверхности трубы на кромки нижележащих труб.
Прирельсовые склады должны устраиваться в местах разгрузки труб из железнодорожных полувагонов и платформ для краткосрочного складирования и обладать вместимостью не более 5—10 км труб.
Для проведения погрузочно-разгрузочных работ они должны быть оснащены автокранами, пневмоколесными кранами, кранами-трубоукладчиками. В качестве грузозахватных средств для высокорядного складирования труб (высота штабеля более 3 м) следует использовать захваты с автоматической строповкой и расстроповкой, а для низкорядного складирования (высота штабеля менее 3 м) — траверсы и торцевые захваты.
Базисные склады должны устраиваться вблизи железнодорожных рельсовых путей или водных пристаней в местах массового поступления труб для временного складирования и накопления перед началом строительства и обладать вместимостью до 100 км труб. В качестве средств механизации погрузочно-разгрузочных работ для высокорядного складирования используют козловые и башенные краны, автокраны, гусеничные краны, автоматические захваты, а для низкорядного складирования автомобильные и пневмоколесные краны, краны-трубоукладчики, торцевые захваты, траверсы и т.д.
Притрассовые склады должны устраиваться на трубосварочных базах для временного складирования труб и секций перед транспортировкой их на трассу строительства.
При складировании труб с изоляционным покрытием места контакта трубы с опорными и разделительными стойками должны быть облицованы амортизирующими материалами (дерево, резина и т.д.) для обеспечения сохранности изоляции.
Для предотвращения раскатывания труб при хранении следует использовать внутреннюю или наружную увязки. В обоих вариантах крайние трубы нижнего ряда необходимо подклинивать с помощью металлического упора, облицованного резиной.
При внутреннем способе увязки в местах соприкосновения торцов труб с увязочными канатами, пропускаемыми внутри трубы, должны быть установлены прокладки (дерево, резина, автопокрышки и др.). При наружном способе увязки следует использовать стальные канаты; для надежности закрепления крайние трубы должны быть подклинены упорами.
При складировании секций труб на трубосварочной базе их следует укладывать в один ряд на подкладки или на подготовленную площадку, а изолированные — только на подкладки. Крайние секции труб должны быть подклинены упорами.
Одиночные трубы от пунктов временного складирования до трубосварочных баз должны транспортироваться трубовозами на шасси полноприводных автомобилей "Урал-375Е", ЗиЛ-131, КрАЗ-255Б и др.
Предельное количество труб или секций, перевозимых на подвижном составе, с учетом грузоподъемности транспортных средств, массы труб и допускаемых габаритов приведены в табл. 3.19.
Грузы, которые по высоте (вместе с подвижным составом) превышают 3,8 м, по ширине — 2,5 м и по длине выступают за задний борт на край платформы (прицепа) более чем на 2 м, а также имеющие длину (вместе с подвижным составом) с одним прицепом (полуприцепом) свыше 20 м, с двумя и более — свыше 24 м, относятся к негабаритным и должны перевозиться в соответствии с правилами перевозки негабарит-
Таблица 3.19
Предельное количество труб или секций, перевозимых на подвижном составе
|
Грузо- | Марка тру- |
Диаметр труб, | мм |
||||||||||||||||
|
подъем- | боплетевоза |
1420 | 1220 |
1020 | 820 | 720 | 530 | ||||||||||||
| ность, |
(тип тягача) | Длина труб или секций, | м | ||||||||||||||||
| т |
12 | 24 | 36 |
12 | 24 | 36 |
12 | 24 | 36 |
12 | 24 | 36 |
12 | 24 | 36 |
12 | 24 | 36 | |
| 9-12 | ПВ-93 ("Урал-375Е"), ПВ-94 (ЗиЛ-131) | 1 | 2 | 1 | 2 | 1 |
5 | 2 | 1 | 5 | 2 | 1 | 7 | 4 | 2 | ||||
| 19 | ПВ-204 (КрАЗ-255Б) | 2 | 1 | 3 | 1 |
1 | 3 | 1 |
1 | 6 | 3 |
2 | 6 | 3 |
2 | 7 | 5 |
3 | |
| 25 | ПТГ-251 (гусеничный трактор тягового клас -са, 1 0$т) | 2 | 2 |
1 | 3 | 3 |
2 | 3 | 3 |
2 | 6 | 6 |
3 | 6 | 6 |
3 | 9 | 9 |
7 |
| 30 |
ПВ-203 (КрАЗ-260), ПТК-252 (К-701) ПВ-301 (МАЗ-73101) | 2 |
2 | 1 | 3 |
3 | 2 | 3 |
3 | 2 | 6 |
6 | 3 | 6 |
6 | 3 | 9 |
9 | 7 |
| 36 | ПВ-361 (МАЗ-7310) | 2 | 2 | 1 | 3 | 3 | 2 | 3 | 3 | 3 | 6 | 6 | 5 | 6 | 6 | 5 | 9 | 9 | 7 |
ных грузов и с учетом требований инструктивных материалов МВД Российской Федерации и субъектов РФ.
Для перевозки труб в сложных дорожных условиях (с учетом заболоченных участков и болот I типа) следует использовать гусеничный транспорт, в том числе снегоболотоходы "Хаски-8", "Урал-5920", БТ-361А.
На болотах I, II и III типов допускается применять автомобили "Урал-375Е", ЗиЛ-131, КрАЗ-255Б, гусеничные транспортные средства ПТГ-251, БТ-361А и гусеничные транспортеры при наличии временных дорог.
Перевозку труб и секций длиной 12 и 24 м в горной и предгорной местности на участках с продольными уклонами до 10° следует выполнять трубоплетевозами на базе автомобилей.
На участках с частым чередованием подъемов и спусков в продольными уклонами 10 — 20° необходимо применять поезда на гусеничном ходу или автомобили высокой проходимости.
На особо трудных участках трассы с подъемами более 20° следует использовать дежурные тягачи или тракторные самоходные лебедки.
В песчано-пустынной местности должны использоваться полноприводные автомобили и гусеничные поезда. Для повышения проходимости поездов в песках прицепы необходимо оснащать арочными шинами и пневмокатками.
В барханных песках трубы и секции следует перевозить тракторными поездами, состоящими из гусеничного трактора и двухколесных роспусков. Поезда должны работать колоннами в составе не менее двух тракторов.
Секции труб длиной до 36 м от трубосварочных баз до трассы строительства трубопровода перевозят трубоплетевозами на базе автомобилей КрАЗ-255Б, "Урал-4320", "Урал-375Е", колесных тракторов К-701 и гусеничных тракторов.
Погрузка секций труб на транспортные средства трубоукладчиками должна выполняться в следующем порядке:
установка прицепа-роспуска за тягачом на расстоянии, обусловленном длиной перевозимой секции и тяговым канатом;
затормаживание прицепа-роспуска и натягивание каната;
подъем секции трубоукладчиком и погрузка ее на транспортное средство методом продольного натаскивания или поочередной погрузки концов труб на грузовые опоры (коники) тягача и прицепа-роспуска;
увязка перевозимых секций труб.
Допустимое значение заднего свеса трубных секций при движении по пересеченной местности не должна превышать размеров, указанных в табл. 3.20.
При перевозке труб с заводским изоляционным покрытием труботранспортные средства должны быть оборудованы специальными устройствами, имеющими амортизирующие прокладки, предохраняющие наружную поверхность труб от повреждения. При перевозке труб в несколько рядов между ними предусматривают прокладки, исключающие взаимное повреждение труб.
Секции труб, доставленные к месту производства монтажных работ, должны разгружаться с транспортных средств трубоукладчиками в следующем порядке:
подъем конца секции трубы на тягаче, поперечное его перемещение с помощью стрелы и опускание на лежки или грунт;
передвижение трубоукладчика к другому концу секции трубы;
подъем, поперечное перемещение и опускание секций на лежки или грунт.
Разгрузку изолированных секций трубоукладчиком, оснащенным мягким полотенцем или клещевым захватом, выполняют следующим образом:
поднимают задний конец секции и опускают наклоном стрелы на лежку;
трубоукладчик перемещается к другому концу секции; поднимают этот конец и также опускают наклоном стрелы на лежку.
Секции труб следует размещать на трассе в "косую" однорядную раскладку, т.е. под острым углом к оси трубопровода.
Таблица 3.20
Допустимая величина заднего свеса трубных секций в зависимости от рельефа местности
|
Сумма уклонов, спуска и подъема в зоне перегиба, град. |
Допустимый задний свес секции при погрузочной высоте, м | Сумма уклонов, спуска и подъема в зоне перегиба, град. |
Допустимый задний свес секции при погрузочной высоте, м | |||||||
|
1,3 | 1,5 | 1,9 |
2,1 | 1,3 | 1,5 | 1,9 | 2,1 | |||
| 35 | 2,0 | 2,5 |
3,2 | 3,5 |
20 | 3,7 | 4,4 |
5,4 | 6,0 | |
| 30 | 2,4 | 2,9 |
3,7 | 4,2 | 15 | 4,9 | 5,5 |
7,0 | 7,8 | |
| 25 | 3,0 | 3,7 |
4,3 | 5,0 | 10 | 7,5 | 9,0 |
12,0 | 13,0 | |
При транспортировке труб или трубных секций вдоль трассы расстояние от следа движения трубовоза до бровки траншеи должно быть более 1 м.
При развозке вдоль трассы трубы и секции следует укладывать на расстоянии 1,5 м от бровки траншеи.
Трубы и секции, уложенные на поперечных склонах свыше 5°, во избежание скатывания или сползания должны быть закреплены.
3.5.2. СБОРКА, СВАРКА И КОНТРОЛЬ КАЧЕСТВА СВАРНЫХ СОЕДИНЕНИЙ НЕФТЕПРОВОДОВ
Сборка и сварка нефтепроводов [21]
Перед сборкой и сваркой труб необходимо: произвести визуальный осмотр поверхности труб (при этом трубы не должны иметь недопустимых дефектов, регламентированных техническими условиями на поставку труб);
очистить внутреннюю полость труб от попавшего внутрь грунта грязи, снега;
выправить или обрезать деформированные концы и повреждения поверхности труб;
очистить до чистого металла кромки и прилегающие к ним внутреннюю и наружную поверхности труб на ширину не менее 1 0 мм.
При стыковой сварке оплавлением следует дополнительно зачистить торец трубы и пояс под контактные башмаки сварочной машины.
Допускается правка плавных вмятин на торцах труб глубиной до 3,5 % диаметра труб и деформированных концов труб безударными разжимными устройствами. При этом на трубах из сталей с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) допускается правка вмятин и деформированных концов труб при положительных температурах без подогрева. При отрицательных температурах окружающего воздуха необходим подогрев на 100-150 °С. На трубах из сталей с нормативным временным сопротивлением разрыву 539 МПа и более правка осуществляется с местным подогревом на 150-200 °С при любых температурах окружающего воздуха.
Участки и торцы труб с вмятиной глубиной более 3,5 % диаметра трубы или имеющие надрывы необходимо вырезать.
Допускается ремонт сваркой забоин и задиров фасок глубиной до 5 мм. Концы труб с забоинами и задирами фасок глубиной более 5 мм следует обрезать.
Сборка труб диаметром 500 мм и более должна производиться на внутренних центраторах. Трубы меньшего диаметра можно собирать с использованием внутренних или наружных центраторов. Независимо от диаметра труб сборка за-хлестов и других стыков, где применение внутренних центраторов невозможно, производится с помощью наружных центраторов.
При сборке труб с одинаковой нормативной толщиной стенки смещение кромок допускается на величину до 20 % толщины стенки трубы, но не более 3 мм при дуговых методах сварки и не более 2 мм при стыковой сварке оплавлением.
Непосредственное соединение на трассе разнотолщинных труб одного и того же диаметра или труб с деталями (тройниками, переходами, днищами, отводами) допускается при следующих условиях:
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых 12 мм и менее) не превышает 2,5 мм;
если разность толщин стенок стыкуемых труб или труб с деталями (максимальная из которых более 12 мм) не превышает 3 мм.
Соединение труб или труб с деталями с большей разностью толщин стенок осуществляется путем вварки между стыкуемыми трубами или трубами с деталями переходников или вставов промежуточной толщины, длина которых должна быть не менее 250 мм.
При разнотолщинности до 1,5 толщины допускаются непосредственная сборка и сварка труб при специальной разделке кромок более толстой стенки трубы или детали. Конструктивные размеры разделки кромок и сварных швов должны соответствовать указанным на рис. 3.2.
Смещение кромок при сварке разностенных труб, измеряемое по наружной поверхности, не должно превышать допусков, установленных требованиями для труб с одинаковой нормативной толщиной.
Подварка изнутри корня шва разностенных труб диаметром 1000 мм и более по всему периметру стыка обязательна, при этом должен быть очищен от шлака подварочный слой, собраны и удалены из трубы огарки электродов и шлак.
Каждый стык должен иметь клеймо сварщика или брига-
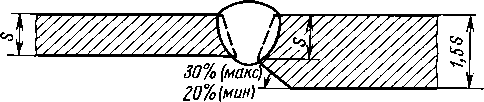
Рис. 3.2. Конструктивные размеры разделки кромок и сварных швов разнотолщинных труб (до 1,5 толщины стенки)
ды сварщиков, выполняющих сварку. На стыки труб из стали с нормативным временным сопротивлением разрыву до 539 МПа (55 кгс/мм2) клейма должны наноситься механическим способом или наплавкой. Стыки труб из стали с нормативным временным сопротивлением разрыву 539 МПа и более маркируют несмываемой краской снаружи трубы.
Клейма наносят на расстоянии 100—150 мм от стыка в верхней полуокружности трубы.
Приварка каких-либо элементов, кроме катодных выводов, в местах расположения поперечных кольцевых, спиральных и продольных заводских сварных швов не допускается. В случае, если проектом предусмотрена приварка элементов к телу трубы, расстояние между швами трубопровода и швом привариваемого элемента должно быть не менее 100 мм.
Непосредственное соединение труб с запорной и распределительной арматурой разрешается при условии, что толщина свариваемой кромки патрубка арматуры не превышает 1,5 толщины стенки стыкуемой с ней трубы при специальной подготовке кромок патрубка арматуры в заводских условиях согласно рис. 3.3.
Во всех случаях, когда специальная разделка кромок патрубка арматуры выполнена не в заводских условиях, а также когда толщина свариваемой кромки патрубка арматуры превышает 1,5 толщины стенки стыкуемой с ней трубы, соединение следует производить путем вварки между стыкуемой трубой и арматурой специального переходника или переходного кольца.
При сварке нефтепровода в нитку сварные стыки должны
Рис. 3.3. Подготовка кромок патрубков арматуры при непосредственном соединении их с трубами
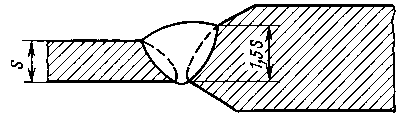
быть привязаны к пикетам трассы и зафиксированы в исполнительной документации.
При перерыве в работе более 2 ч концы свариваемого участка нефтепровода следует закрыть инвентарными заглушками для предотвращения попадания внутрь трубы снега, грязи и т.п.
Кольцевые стыки стальных магистральных нефтепроводов могут свариваться дуговыми методами сварки или стыковой сваркой оплавлением.
Допускается выполнение сварочных работ при температуре воздуха до минус 50 °С.
При скорости ветра более 10 м/с, а также при выпадении атмосферных осадков производить сварочные работы без инвентарных укрытий запрещается.
Монтаж нефтепроводов следует выполнять только на монтажных опорах, размещенных с таким расчетом, чтобы исключить появление недопустимых напряжений в свариваемом стыке. Применение грунтовых и снежных призм для монтажа нефтепровода не допускается. Поэтому до начала развозки трубных секций по трассе нефтепровода необходимо иметь комплект раскладочных опор, количество которых должно обеспечивать заданный фронт работ для сварочномонтажной бригады, а также лежек для инвентарных монтажных опор или передвижных опорно-центровочных устройств.
В обоснованных ППР случаях сваренные на бровке траншеи плети во избежание самопроизвольного сброса трубопровода в траншею следует якорить.
Анкерные монтажные опоры устанавливают через 150 — 250 м, на участках с плавным поворотом трассы — через 72 м, на сильно пересеченных участках при наличии большого числа кривых — через 36 м или на расстоянии, равном длине секции труб.
К прихватке и сварке магистральных нефтепроводов допускаются сварщики, сдавшие экзамены в соответствии с Правилами аттестации сварщиков Госгортехнадзора России, имеющие удостоверения и выдержавшие испытания, регламентированные требованиями по проверке квалификации сварщиков.
Инструкция [38], не являясь документом, регламентирующим технологию выполнения различных видов ремонтных работ, тем не менее устанавливает определенный порядок подготовки к сварочным работам и некоторые технологические особенности при производстве сварочных работ с применением современных сварочных материалов.
Специализированные организации (исполнители работ) перед началом производства работ по капитальному ремонту данного объекта должны провести аттестацию технологии сварки, рекомендуемой к использованию на данном объекте, включая сварку линейной части, ремонт, специальные сварочных работы.
Технология сварки должна быть представлена в виде технологической инструкции и карт по видам работ, в которых должны быть указаны:
наименование объекта;
процесс сварки;
характеристика труб (диаметр, толщина стенки, класс прочности, марка, ТУ или ГОСТ на поставку);
схема сборки стыков и последовательность выполнения слоев;
применяемые сварочные материалы; .
перечень и содержание операций сборки и сварки, включая используемые оборудование и инструмент;
контролируемые параметры, методы и приборы для их контроля;
объем контроля стыков физическими методами.
Аттестация проводится подразделениями АК "Транснефть", непосредственно занятыми ремонтом данного объекта, при участии представителя технадзора заказчика и Госгортехнадзора (по согласованию).
Для аттестации технологии сварки необходимо сварить полноразмерное кольцевое стыковое соединение (приемоч
ный стык) в полном соответствии с технологической документацией в условиях, тождественных трассовым, с использованием выбранных сварочных материалов и оборудования.
Аттестацию технологии сварки захлестов и других специальных сварочных работ допускается производить на катушках.
Аттестация технологии выполнения ремонтных работ проводится методом имитации ремонта на ранее сваренных стыках. В процессе сварки после нее стык подвергают пооперационному и визуальному контролю, контролю неразрушающими физическими методами, а также испытывают механические свойства сварного соединения. Для оценки механических свойств сварных соединений образцы испытывают на статическое растяжение, статический и ударный изгибы.
Аттестация должна быть проведена для каждого технологического варианта сварки. Акт аттестации технологии сварки может включать как отдельные, так и все процессы сварки, используемые на данном объекте.
Технологический процесс сварки считается аттестованным, если по данным визуального и радиографического контроля, а также результатам испытаний механических свойств сварные соединения удовлетворяют требованиям нормативной документации.
Переаттестация технологии сварки проиводится в следующих случаях:
изменилась прочностная группа стали; изменилась группа диаметров труб (табл. 3.21); изменился тип покрытия электрода;
изменился тип флюса (плавленый или агломерированный); изменилось оборудование, приводящее к изменению технологии сварки;
потребовалось проведение послесварочной термообработки.
По результатам испытания приемочных стыков составляется акт приемки технологии сварки, в котором должны быть указаны: состав комиссии; полный состав бригады; клейма и фамилии сварщиков, выполнивших приемочный стык; номер технологической карты, по которой выполнена сварка; конкретные марки сварочных материалов и режимы сварки; результаты визуального контроля; данные неразрушающего контроля. К акту прилагаются протоколы механических испытаний сварных соединений, копии технологических карт.
Акты аттестации технологии сварки хранятся в подрядной организации и передаются заказчику вместе с исполнительной документацией.
При капитальном ремонте нефтепроводов с заменой и без замены труб любые сварочные работы следует выполнять только с применением электродов, марки которых регламентированы инструкцией [34].
Таблица 3.21
Группы диаметров труб
| Группа | Диаметр трубы, мм |
| 1 | 200 и менее |
| 2 | Свыше 200 до 720 включительно |
| 3 |
Свыше 720 до 1420 включительно |
Перед сваркой труб нефтяного сортамента, изготовленных из сталей прочностных классов К52 — К60, стыки труб подлежат предварительному подогреву, параметры которого определяются:
видом покрытия электрода, предназначенного для сварки;
эквивалентом углерода и толщиной стенки свариваемой стали;
температурой окружающего воздуха.
Для сталей с эквивалентом углерода 0,42 — 0,46 % (13Г1С-У, 13ГС-У, 17Г1С, 17Г1С-У, 12ГСБ, 12Г2СБ) при сварке корневого слоя шва электродами с основным видом покрытия должны соответствовать данным табл. 3.22
При сварке электродами с целлюлозным видом покрытия труб прочностных классов К52 — К60 из стали марок, указанных выше и имеющих эквивалент углерода стали 0,42+ 0,46 %, свариваемые кромки должны быть подогреты непосредственно перед сваркой независимо от температуры окружающего воздуха до температуры 100 °С при толщине стенки трубы 8,0—12,0 мм и 150 °С при толщине стенок 12,5 — 16,0 мм. При эквиваленте углерода свариваемых труб Сэкв = = 0,38 % подогрев должен осуществляться до температуры 100 °С независимо от температуры окружающего воздуха при толщине стенки трубы 10 мм и более.
Если необходимости в предварительном подогреве нет, то производят просушку концов труб до температуры 50 °С при наличии влаги на кромках труб и температуре воздуха + 5 °С и ниже. Ширина зоны контролируемого подогрева непосредственно перед прихваткой и сваркой долж-
Таблица 3.22
Температура предварительного подогрева кромок перед прихваткой и сваркой корневого слоя шва электродами с покрытием основного вида (Сэ = 0,42-0,46 %*)
|
Температура окружающего воздуха, °С | Необходимость предварительного подогрева и минимальная температура нагрева кромок, °С, в зависимости от толщины стенок трубы, мм | ||
| до 12,0 | 12,1+14,0 | 14,1+16,0 | |
| От +20 до +5 | Не требуется | Не требуется | Не требуется |
| От +5 до — 10 | 100 | ||
| От — 10 и ниже | “ | 100 |
100 |
"При эквиваленте углерода свариваемых труб Сэ = 0,38 % и менее подогрев свариваемых кромок до 100 °С необходим для толщин стенок 14,1+16,0 мм при температуре воздуха ниже минус 30 °С.
на быть не менее 150 мм (75 мм в каждую сторону от стыка).
Стыки труб необходимо собирать с зазором, величина которого зависит от вида покрытия электрода, применяемого для сварки корневого слоя шва:
при сварке электродами с целлюлозным видом покрытия — 1,5 — 2,0 мм;
при сварке электродами с основным видом покрытия — 2,5 — 3,5 мм.
Прихватки выполняют тем же электродом, что и сварку корневого слоя шва. При использовании электродов с целлюлозным покрытием и сборке на внутреннем центраторе не рекомендуется выполнять отдельные прихватки.
В случае применения прихваток начало и конец каждой из них должны быть тщательно зачищены шлифовальным крутом.
В связи с тем, что способ сварки порошковой проволокой типа Иннершилд, а также механизированная сварка под флюсом поворотных стыков труб предусматривают использование электродов с целлюлозным или основным видом покрытия для сварки корневого слоя шва, температура предварительного подогрева выбирается аналогичной ручной сварке электродами.
При выполнении сварочных работ электродами с основным и целлюлозным видами покрытия существуют некоторые технологические особенности.
Общим при использовании электродов с любым видом покрытия является запрет производить сварку с применением любых присадок, непосредственно подаваемых в дугу или предварительно заложенных в разделку, а также зажигать дугу на поверхности трубы (дуга должна зажигаться только в разделе кромок).
Сварка первого (корневого) слоя шва электродами с основным видом покрытия осуществляется постоянным током прямой или обратной полярности при минимально возможной длине дуги.
Рекомендуется применять ток прямой полярности, что позволяет увеличить проплавляющее действие дуги, обеспечить более полное проплавление свариваемых кромок по сравнению с током обратной полярности. Величина и форма образующегося обратного валика зависит от сварочно-технологических свойств конкретной марки электрода и техники сварки.
Сварка осуществляется способом на подъем незначительными поперечными колебаниями электрода при его наклоне практически перпендикулярно к поверхности трубы в месте сварки.
При соблюдении рекомендуемых условий сборки по величине зазора по периметру стыка и величине притупления процесс сварки на токе обратной полярности обеспечивает качественное выполнение корневого слоя шва, однако проплавляющее действие дуги ниже, чем при сварке током прямой полярности.
Величину проплавления при сварке на обратной полярности можно увеличить путем изменения угла наклона электрода (ближе к перпендикулярному поверхности трубы), увеличения тока на 10-20 А, уменьшения величины поперечных колебаний и длины дуги.
Сварка первого (корневого) слоя шва должна осуществляться электродами диаметром 2,5 или 3,2 мм. Для тонкостенных труб с толщиной стенки до 7 мм следует использовать только электроды диаметром 2,5 мм.
Рекомендуемые значения сварочного тока для электродов с основным видом покрытия, предназначенных для сварки корневого слоя шва (сварка на постоянном токе обратной полярности), приведены в табл. 3.23.
Сварка корневого слоя шва электродами с целлюлозным покрытием осуществляется методом сверху вниз на постоянном токе обратной или прямой полярности источников питания, имеющих специальные характеристики.
Применение тока прямой полярности предпочтительнее, так как позволяет увеличить проплавляющее действие дуги, уменьшить вероятность образования подрезов и исключить образование вытянутой полой поры в обратном валике.
Для труб диаметром 530 мм и более с толщиной стенки свыше 7 мм при сварке корневого шва целлюлозными электродами следует использовать электрод диаметром 4,0 мм.
Сварка "горячего" прохода" выполняется током обратной полярности (= +).
Таблица 3.23
Величина тока при сварке корневого слоя шва электродами с основным видом покрытия
|
Диаметр электро- |
Пространственное положение |
сварки | ||
| да, мм |
нижнее | вертикальное | потолочное | |
|
2,5 | 50-80 | 70-90 |
80-90 | |
| 3,25 | 80-90 | 80-100 | 90-110 | |
Величина тока при сварке зависит от марки и диаметра электрода, толщины стенки свариваемой трубы, пространственного положения при сварке и квалификации сварщика.
Рекомендуемые значения сварочного тока для сварки корневого шва и горячего прохода электродами с целлюлозным покрытием диаметром 4,0 мм представлены в табл. 3.24.
Сварка корневого слоя шва электродами с целлюлозным покрытием должна осуществляться способом сверху-вниз, без колебательных движений при опирании втулочки электрода на свариваемые кромки.
При этом в свариваемых кромках образуется отверстие (технологическое окно) размером, соответствующим диаметру электродного стержня. Скорость сварки должна быть максимально возможной (14-18 м/ч), позволяющей избежать прожогов и формировать валик шва над технологическим окном.
При правильном ведении процесса сварочная дуга проникает сквозь зазор между свариваемыми кромками так, что газовый поток дуги и брызги шлака направлены внутрь трубы и видны с наружной поверхности, при этом обеспечивается сквозное проплавление свариваемых кромок.
Угол наклона электрода при сварке должен быть близок к перпендикулярному к поверхности трубы в месте сварки (10°). При таком наклоне электрода образуется технологическое окно круглой формы, над которым легко формируется валик шва. При большем угле наклона (свыше 10°) образуется отверстие овальной формы большего размера, что приводит к нарушению процесса образования валика стабильного размера.
Для сварки корневого слоя целлюлозными электродами ха-
Таблица 3.24
Режимы при сварке электродами целлюлозного вида
| Марка электрода | Корневой слой | "Горячий проход" | ||
| вид тока, полярность |
величина тока, А | вид тока, полярность | величина тока, А | |
| Флитвелп 5П | = ( + ) | 130—150 | = + |
150—170 |
| Флитвельд 5П + | = ( + ) | 120—140 |
= + | 140—160 |
|
Тиссен Цель 70 | = ( + ) |
130—160 | = + | 170—190 |
| Пайпвелд 6010 | = ( + ) | 120—140 | = + |
140—160 |
| Фокс Цель | = _( + ) | 120—150 |
= + | 150—180 |
Примечание. = — ( + ) — постоянный ток прямой (обратной)
полярности.
рактерно образование зашлакованных подрезов по обеим сторонам шва. Валик шва с наружной стороны имеет значительное усиление по центру.
Для обеспечения качества сварного шва после завершения сварки корневого слоя требуется шлифовка, раскрывающая зашлакованные подрезы (карманы) и снимающая чрезмерное усиление валика шва.
Сварка "горячего прохода" должна осуществляться не позднее пяти минут после окончания сварки корневого слоя шва.
Это связано с тем, что для сварных швов, выполненных электродами с целлюлозным покрытием, характерно высокое содержание диффузионно-подвижного водорода, увеличивающего опасность образования холодных трещин в металле шва и зоне термического влияния (ЗТВ). В связи с высокой скоростью диффузии водорода в различные потенциально опасные для зарождения трещины участки ЗТВ диффузионно-подвижный водород должен быть незамедлительно удален из металла корневого слоя шва. Этой цели служит "горячий проход", который должен выполняться непосредственно после окончания сварки корневого слоя шва.
Таким образом, основной целью "горячего прохода" является:
удаление диффузионно-подвижного водорода из металла предыдущего слоя;
выплавление шлака из карманов, раскрытых после шлифовки корневого слоя шва.
Особенность техники сварки "горячего прохода" состоит в следующем:
сварка должна выполняться на максимально допустимом для конкретной марки электродов сварочном токе;
электрод не должен опираться на свариваемые кромки, а должен быть оторван от сварочной ванны на короткое время, а затем снова погружен в ванну в месте нижней границы кратера;
в течение манипуляции, описанной выше, электроду придается вращательное движение при переменной длине дуги, позволяющей выплавить шлак из зоны сварки;
угол наклона электрода зависит от пространственного положения сварки и составляет в вертикальном положении 70 — 80°, горизонтальном 30 — 40° и потолочном 10°.
При правильной технике сварки "горячего прохода" сварщик легко выплавляет шлак из "раскрытых" при шлифовке корневого слоя зашлакованных подрезов (карманов) и обеспечивает плоскую ровную поверхность шва для последующей сварки.
Основные дефекты, возникающие при сварке корневого слоя шва электродами с целлюлозным и основным видами покрытий и при сварке "горячего прохода" электродами с целлюлозным покрытием, приведены в табл. 3.25.
Если необходимо вварить катушку при выборочном ремонте трубы или выполнении захлесточного соединения, особое внимание следует уделять сборке сварных соединений и сварке корневого слоя шва.
Выбор сварочных материалов должен осуществляться исходя из следующих условий:
диаметра и толщины стенки стыкуемых труб; параметров сборки-величины зазора и смещений по периметру трубы при необходимости подгонки "по месту" и невозможности использовать внутренний центратор;
возможности обеспечения предварительного подогрева.
При вварке катушек или выполнении захлесточных соединений на трубах малого диаметра (до 530 мм) с толщиной стенки до 7-8 мм сварку корневого слоя шва должны производить электродом с целлюлозным покрытием диаметром
3,25 мм способом снизу вверх одновременно два сварщика. В этом случае удается обеспечить проплавление свариваемых
Таблица 3.25
Дефекты и причины их возникновения при сварке корневого слоя шва и "горячего прохода”
|
Дефект | Причины возникновения дефекта |
|
Непровар по кромкам в корневом слое Подрез в корневом шве Образование продольной полости в обратном валике (усадочной раковины) Провис изнутри трубы при сварке корневого слоя шва Шлаковые включения между корневым слоем и "горячим проходом" Пористость при сварке "горячего прохода" |
Мал зазор между кромками; велико притупление; наличие смещения кромок; малый ток; высокая скорость сварки Велик зазор между кромками; большой ток; слишком длинная дуга; неправильная техника сварки; обратная полярность тока (применить прямую полярность) Слишком мал зазор (дегазация затруднена интенсивным растворением наплавленного металла в металле основы); слишком велико притупление Слишком большой ток; резкое прерывание дуги сварщиком; слишком велик зазор между кромками Недостаточно сошлифовано усиление шва; остался шлак в "карманах"; слишком малый ток; неправильный угол наклона электрода Слишком большое усиление корневого слоя шва; остался шлак в "карманах"; слишком большой ток; слишком длинная дуга |
кромок и сформировать качественный корневой слой в условиях переменных значений зазора, притупления и возможных смещений кромок.
Предпочтительными марками электродов в этом случае являются Фоке Цель, Флитвелд 5П + , Тиссен Цель 70.
Условия сборки стыков, предварительный контроль, особенности техники и режимы сварки аналогичны ранее изложенным.
"Горячий проход" и последующие слои в случае сварки труб малого диаметра и толщины стенки следует выполнять электродами с основным видом покрытия непосредственно после выполнения и тщательной зачистки корневого слоя шва.
Рекомендуемые марки электродов — Линкольн 16П, Феникс К50Р Мод диаметром 3,25 мм.
Если условия выполнения захлеста позволяют выполнить сборку на уровне требований, характерных для обычных "линейных" стыков, то для сварки корневого слоя шва могут использоваться электроды с основным видом покрытия. Наиболее предпочтительной является марка ЛБ-52У. Возможно использование электродов Линкольн 16П, Феникс К50Р Мод, ОК 53.70 (марки указаны в порядке уменьшения предпочтительности).
Сварку корневого слоя шва захлесточного соединения или вварку катушки на трубах диаметром свыше 530 мм следует производить электродами с основным или целлюлозным покрытием.
Выбор типа покрытия зависит от конкретных условий сборки стыка, условий монтажа участка трубопровода, технологической дисциплины бригады (четкое соблюдение рекомендаций по предварительному подогреву), квалификации бригадира и сварщиков.
На трубах диаметром свыше 530 мм сварку корневого слоя шва в случае использования электродов с основным видом покрытия следует выполнять электродами ЛБ-52У, Линкольн 16П, Феникс К50Р Мод, ОК 53.70, а при сварке целлюлозными электродами — способом снизу — вверх одновременно силами двух или (по возможности) четырех сварщиков. Сварку "горячего прохода" также должны производить электродами с целлюлозным видом покрытия способом сверху вниз два или четыре сварщика непосредственно после выполнения и зачистки корневого слоя шва. Рекомендуются марки электродов Фоке Цель, Флитвелд 5П +, Тиссен Цель 70.
Сварка последующих слоев должна выполняться элект-
родами с основным покрытием марок ЛБ-52У, Линкольн
16П, Феникс К50Р Мод, ОК 53.70 для стыков труб 1-й и 2-й групп прочности или марок Кессель 5520 Мо, ОК 74.70, Линкольн 18П для стыков труб из сталей 3-й группы прочности.
Для сварки заполняющих и облицовочного слоев шва при выполнении захлесточных соединений и вварке катушек рекомендуется применять способ сварки самозащитной порошковой проволокой типа Иннершилд.
Выбор сварочных электродов для выполнения таких специальных видов работ, как, например, приварка запорной арматуры, должен осуществляться после изучения технической документации на арматуру в отношении класса прочности трубы и привариваемых концов, их химического состава, наличия специальных требований к сварному соединению (ударная вязкость металла шва при отрицательных температурах, твердость шва и ЗТВ и т.д.).
Выбор марки электрода с основным видом покрытия и процедуры выполнения работ должен осуществляться для каждого конкретного случая и предусматривать применение как электродов в соответствии с табл. 3.10, так и специальных электродов, например, содержащих никель.
Ремонт дефектов кольцевых сварных стыков нефтепроводов производится как снаружи, так и изнутри трубы (при диаметре труб свыше 1020 мм).
Ремонт дефектов, расположенных в корневом слое (поры, непровары, провисы, трещины), осуществляется со сплошным пропилом снаружи трубы (при отсутствии подварочного слоя). Выборка дефекта производится абразивным кругом шириной 2,0 —3,0 мм. Зазор при сквозном пропиле должен составлять 2,5 — 3,0 мм, исходя из условий качественного выполнения корневого слоя шва.
При ремонте дефектов корневого слоя типа зашлакованных карманов ремонт осуществляется без сквозного пропила выборкой дефектов абразивным кругом шириной 4,0 мм.
Ремонт дефектов заполняющих и облицовочного слоев (поры, шлаковые включения, несплавления по кромкам) производится путем выборки дефектного участка шлифовальным кругом. Глубина вышлифованного участка должна быть равна глубине залегания дефекта плюс 1—2 мм.
Перед заваркой дефектного участка необходим предварительный подогрев до температуры 100 °С.
Сварка дефектных участков сварного шва осуществляется только электродами с основным видом покрытия.
К электродам, предназначенным для выполнения ремонтного шва, предъявляются следующие требования:
возможность сварки в достаточно широком диапазоне тока для данного диаметра электрода;
возможность формирования обратного валика при сварке корневого слоя (при ремонте дефектов с помощью сквозного пропила);
обеспечение благоприятной формы шва с плавным переходом к основному металлу и плоской поверхностью;
высокое проплавляющее действие дуги, обеспечивающее отсутствие подрезов по кромкам в заполняющих слоях.
Сварка корневого слоя ремонтного шва при ремонте со сквозным пропилом труб 1—3 групп прочности должна осуществляться электродами Э50А (Е7016) диаметром 2,5 —
3,25 мм. Величина тока для электродов диаметром 2,5 мм составляет 60 — 80 А, для электродов диаметром 3,25 мм — 80—110 А. Сварку следует выполнять на постоянном токе прямой (обратной) полярности. Рекомендуется применение электродов ЛБ-52У. Могут быть использованы также электроды марок Линкольн 16П, Феникс К50Р Мод, ОК 53.70.
После выборки дефектов, расположенных в заполняющих слоях шва труб обычной прочности (1-я и 2-я группы прочности), сварка дефектных участков должна выполняться следующим образом: первый заполняющий слой — электродами диаметром 2,5 (3,25) мм типа Е7016; последующие слои — электродами диаметром 3,25 (4,0) мм типа Е7016.
Величина тока для электродов диаметром 4,0 мм составляет 140—160 А. Полярность во всех случаях обратная. Рекомендуется применение электродов марки Линкольн 16П. Могут быть использованы электроды марок Феникс К50Р Мод, ОК 53.70.
При ремонте дефектов труб в заполняющих слоях стыков труб из сталей повышенной прочности (3-я группа прочности) необходимо использовать электроды диаметром 3,25 мм марок ОК 74.70 и Линкольн 18П (первый заполняющий слой) и электроды диаметром 3,25 и 4,0 мм типа Е8018 (все последующие слои).
В процессе ремонта необходимо производить межслойную и окончательную зачистку слоев шва от шлака и брызг.
Высота каждого слоя при заварке дефектного участка не должна превышать 3,0 — 4,0 мм.
Не разрешается повторный ремонт одного и того же дефекта.
На одном стыке ремонтные работы от начала до конца должен осуществлять один и тот же сварщик.
Детальная технология проведения ремонтных работ сваркой с указанием марок применяемых электродов, режимов сварки, количества и последовательности выполнения слоев, протяженности ремонтируемого участка должна быть отражена в технологической карте на данный вид работы, составленной с учетом всех особенностей объекта.
Информация о сварке и результатах контроля ремонтируемых стыков должна быть занесена в сварочный журнал.
Проверка квалификации сварщиков [21]
При производстве сварочных работ каждый сварщик (бригада или звено сварщиков) должен (должны) пройти аттестационное испытание, в процессе которого должен сварить допускной стык или половину стыка для труб диаметром 1000 мм и более в условиях, тождественных с условиями сварки на трассе. Испытание проводится, если:
сварщик (бригада) впервые приступил к сварке магистрального трубопровода или имел перерыв в своей работе более трех месяцев;
сварка труб осуществляется из новых марок сталей или с применением новых сварочных материалов, технологии и оборудования;
изменился диаметр труб под сварку (переход от одной группы диаметров к другой) (рис. 3.4);
изменена форма разделки торцов труб под сварку. Допускной стык подвергается: визуальному осмотру и обмеру; радиографическому контролю;
механическим испытаниям образцов, вырезанных из сварного соединения.
Если стык по визуальному осмотру и обмеру при радиографическом контроле не удовлетворяет установленным требованиям, то производятся сварка и повторный контроль двух других допускных стыков; в случае получения при повторном контроле неудовлетворительных результатов хотя бы на одном из стыков бригада или отдельный сварщик признаются не выдержавшими испытание.
Механическими испытаниями предусматривается проверка образцов на растяжение и изгиб, вырезанных из сварных соединений. Схемы вырезки и необходимое число образцов
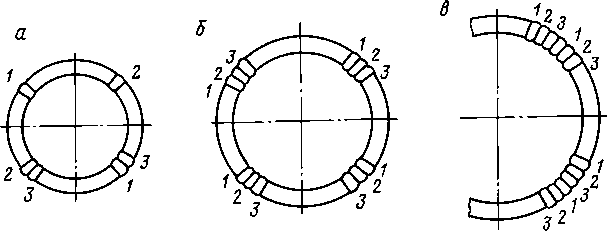
Рис. 3.4. Схема вырезки образцов для механических испытаний:
а — трубы диаметром до 400 мм включительно; б — трубы диаметром от 400 до 1000 мм; в — трубы диаметром 1000 мм и более; 1 — образец для испытания на растяжение (ГОСТ 6996 — 66, тип XII или XIII); 2 — об разец для испытания на изгиб корнем шва наружу (тип XXVII или XXVIII) или на ребро; 3 — образец для испытания на изгиб корнем шва внутрь (тип XXVII или XXVIII) или на ребро
для различных видов механических испытаний должны соответствовать указанным в табл. 3.26 и на рис. 3.4.
Образцы для проведения механических испытаний должны быть подготовлены в соответствии с требованиями ГОСТ 6996-66 и СНиП III — 42 — 80.
Временное сопротивление разрыву сварного соединения, определенное на разрывных образцах со снятым усилением, должно быть не меньше нормативного значения временного сопротивления разрыву металла труб.
Среднеарифметическое значение угла изгиба образцов,
Число образцов со сварными стыками для различных механических испытаний
Таблица 3.26
| Диаметр трубы, мм | Число образцов для механических испытаний | ||||
| на растяжение | на изгиб | с расположением корня шва |
всего | ||
|
наружу | внутрь |
на ребро | |||
|
Толщина стенки трубы до 12,5 мм включительно | |||||
|
До 400 мм | 2 | 1 2 | 1 2 | — |
1 6 |
| Свыше 400 мм |
4 | 1 4 | 1 4 |
— | | 12 |
| Толщина | : стенки трубы более 12,5 мм | ||||
| До 400 мм | 2 |
— | — |
4 | 6 |
|
Свыше 400 мм | 4 | — | — | 8 | 12 |
сваренных дуговыми методами сварки, должно быть не менее 120°, а минимальное значение — не ниже 100°.
Среднеарифметическое значение угла изгиба образцов, сваренных стыковой сваркой оплавлением, должно быть не менее 70°, минимальное значение — не ниже 40°. При подсчете среднего значения все углы больше 110° принимаются равными 110°.
Если образцы, вырезанные из стыка, имеют неудовлетворительные показатели механических свойств, то испытания проводятся на удвоенном количестве образцов, вырезанных из повторно сваренного стыка; в случае получения при повторном испытании неудовлетворительных результатов бригада сварщиков или отдельный сварщик признаются не выдержавшими испытание и должны пройти переподготовку.
Аттестация сварщиков на выполнение работ по заварке дефектов поверхности труб и ремонту дефектов сварных соединений осуществляется на "катушках" труб, имитирующих соответствующие повреждения поверхности или имеющих имитаторы дефектов в сварных стыках катушек [38].
Контроль сварных соединений [21]
Контроль сварных стыков нефтепроводов производится:
в форме систематического операционного контроля, осуществляемого в процессе сборки и сварки нефтепроводов;
визуальным осмотром и обмером сварных соединений;
проверкой сварных швов неразрушающими методами контроля;
проведением механических испытаний сварных соединений.
Операционный контроль должен выполняться производителями работ и мастерами, а самоконтроль — исполнителями работ.
При операционном контроле необходимо проверять соответствие выполняемых работ рабочим чертежам, требованиям, изложенным в настоящей главе, государственным стандартам и инструкциям, утвержденным в установленном порядке.
Стыки, выполненные дуговой сваркой, очищают от шлака и подвергают внешнему осмотру. При этом они не должны иметь трещин, подрезов глубиной более 0,5 мм, недопустимых смещений кромок, кратеров и выходящих на поверхность пор.
Усиление шва должно быть высотой от 1 до 3 мм и иметь плавный переход к основному металлу.
Стыки, выполненные стыковой сваркой оплавлением, после снятия внутреннего и наружного грата должны иметь усиление высотой не более 3 мм. При снятии внутреннего и наружного грата не допускается уменьшение толщины стенки трубы.
Смещение кромок после сварки не должно превышать 25 % толщины стенки и составлять не более 3 мм. Допускаются местные смещения на 20 % периметра стыка, величина которых не превышает 30 % толщины стенки, но не более
4 мм.
Монтажные сварные стыки нефтепроводов и их участков всех категорий, выполненные дуговой сваркой, подлежат контролю физическими методами в объеме 100 %, из них только контролю радиографическим методом сварные стыки: участков нефтепроводов категорий В и I во всех районах независимо от диаметра;
нефтепроводов диаметром 1020 — 1420 мм и их участков в районах Западной Сибири и Крайнего Севера;
участков нефтепроводов на переходах через болота II и III типов во всех районах;
участков нефтепроводов на переходах через железные и автомобильные дороги I, II и III категорий во всех районах;
нефтепроводов на участках их надземных переходов, за-хлестов, ввариваемых ставок и арматуры;
участков нефтепроводов, указанных в позициях 6, 9, 20 и 23 табл. 3 СНиП 2.05.06-85*.
В остальных случаях монтажные сварные стыки нефтепроводов и их участков подлежат контролю для II, III и IV категорий радиографическим методом в объеме соответственно не менее 25, 10 и 5 %, а остальные сварные стыки — контролю ультразвуковым или магнитографическим методом.
Угловые сварные стыки нефтепроводов контролируют ультразвуковым методом в объеме 100 %.
Сварные соединения нефтепроводов I —IV категорий, выполненные стыковой сваркой оплавлением, подвергаются: 100%-ному контролю физическими методами по зарегистрированным параметрам процесса сварки;
механическим испытаниям в объеме 1 % стыков с целью проверки состояния системы автоматического управления процессом сварки.
При неудовлетворительных результатах механических испытаний сварных стыков необходимо:
сварку прекратить, установить причину неудовлетворительного качества сварного стыка;
весь участок нефтепровода, сваренный с момента последней проверки монтажной организацией в присутствии представителей технадзора заказчика, подвергнуть силовому воздействию на изгиб с созданием (в верхней и нижней частях каждого стыка) напряжения, равного 0,9 нормативного предела текучести.
Работа может быть продолжена данным сварщиком на той же установке только после настройки системы автоматического управления процессом и после получения удовлетворительных результатов дополнительно сваренного и проверенного допускного стыка.
Кроме установленного нормами количества сварных соединений, контролируемых физическими методами и механическими испытаниями, проверке могут подвергаться также отдельные сварные соединения, назначаемые к контролю представителями технадзора заказчика, Госгортехнадзора России.
При контроле физическими методами стыков нефтепроводов, выполненных дуговыми способами сварки, годными считаются сварные швы, в которых:
отсутствуют трещины любой глубины и протяженности;
глубина шлаковых включений не превышает 10 % толщины стенки трубы при их суммарной длине не более 1/6 периметра стыка;
отношение наибольшего размера пор к толщине стенки трубы не превышает 20 % при расстоянии между соседними порами не менее 3 толщин стенки; 15 % при расстоянии между соседними порами не менее 2 толщин стенки; 10 % при расстоянии между соседними порами менее 2 толщин стенки, но не менее трехкратного размера поры; 10 % при расстоянии между соседними порами менее трехкратного размера поры на участках общей длиной не более 30 мм на 500 мм шва.
Во всех случаях максимальный размер поры не должен превышать 2,7 мм.
Допускается местный непровар в корне шва глубиной до 10 % толщины стенки трубы, но не более 1 мм, суммарной длиной до 1/6 периметра стыка.
В стыках нефтепровода диаметром 1000 мм и более на участках, выполненных с внутренней подваркой, непровары в корне шва не допускаются.
Суммарная длина непровара по кромкам и между слоями в неповоротных стыках труб, выполненных автоматической дуговой сваркой, не должна превышать 50 мм на участке шва длиной 350 мм.
Суммарная глубина непровара и шлаковых включений, расположенных в одной плоскости, не должна превышать 10 % толщины стенки трубы, но не более 1 мм, при этом длина дефектного участка не должна превышать 50 мм на участке шва длиной 350 мм.
При неудовлетворительных результатах проверки физическими методами хотя бы одного стыка нефтепровода IV категории следует проверить тем же методом дополнительно 25 % сваренных стыков из числа выполненных с момента предыдущей проверки. При этом сварщик или бригада, допустившие брак, от работы отстраняются до завершения проверки. Если при повторной проверке хотя бы один стык окажется неудовлетворительного качества, сварщик или бригада, допустившие брак, к сварочным работам не допускаются до повторного проведения испытаний, а сваренные ими стыки с момента предыдущей проверки подвергаются 100%-ному радиографическому контролю.
Исправление дефектов в стыках, выполненных дуговыми методами сварки, допускается в следующих случаях: если суммарная длина дефектных участков не превышает 1/6 периметра стыка; если длина выявленных в стыке трещин не превышает 50 мм. При наличии трещин суммарной длиной более 50 мм стыки подлежат удалению.
Исправление дефектов в стыках, выполненных дуговыми методами сварки, следует производить следующими способами:
подваркой изнутри трубы дефектных участков в корне шва;
наплавкой ниточных валиков высотой не более 3 мм при ремонте наружных и внутренних подрезов;
вышлифовкой и последующей заваркой участка швов со шлаковыми включениями и порами;
при ремонте стыка с трещиной длиной до 50 мм засверли-вают два отверстия на расстоянии не менее 30 мм от краев трещины с каждой стороны, дефектный участок вышлифовывают полностью и заваривают вновь в несколько слоев;
обнаруженные при внешнем осмотре недопустимые дефекты необходимо устранять до проведения контроля неразрушающими методами.
Все исправленные участки стыков должны быть подвергнуты внешнему осмотру, радиографическому контролю и удовлетворять изложенным выше требованиям. Повторный ремонт стыков не допускается.
Результаты проверки стыков физическими методами необходимо оформлять в виде заключений. Заключения, радиографические снимки, зарегистрированные результаты ультразвуковой дефектоскопии и ферромагнитные ленты со стыков, подвергшихся контролю, хранятся в полевой испытательной лаборатории (ПИЛ) до сдачи трубопровода в эксплуатацию.
Изготовление и монтаж кривых поворота нефтепровода [21 ]
Повороты линейной части нефтепровода в вертикальной и горизонтальной плоскостях следует выполнять упругим изгибом сваренной нитки нефтепровода или монтажом криволинейных участков из гнутых отводов.
Если на отдельных участках трассы в соответствии с проектом необходимо выполнить повороты малого радиуса, который не может быть получен при изгибе труб на станках холодного гнутья, то кривые повороты следует выполнять из крутоизогнутых отводов горячего гнутья и штампосварных отводов, выполненных в соответствии со СНиП 2.05.06 — 85* [20].
Выполнение сварных косых стыков в полевых условиях запрещается.
Радиусы упругого изгиба нефтепровода устанавливаются проектом.
Минимальные допустимые радиусы изгиба принимаются в соответствии с табл. 3.27.
Упругий изгиб сваренного в нитку нефтепровода следует выполнять непосредственно при его укладке в траншею, открытую по проекту.
Гнутые отводы могут изготовляться в базовых, заводских
Таблица 3.27
Минимально допустимые радиусы упругого изгиба нефтепроводов
|
Диаметр нефтепровода, мм |
Минимально допустимый радиус упругого изгиба нефтепровода, м |
Диаметр нефтепровода, мм | Минимально допустимый радиус упругого изгиба нефтепровода, м | |
| 1200 | 1200 |
600 | 600 | |
| 1000 | 1000 |
500 | 500 | |
| 800 | 800 | 400 |
400 | |
| 700 |
700 | 300 | 300 | |
| 200 | 200 |
условиях и непосредственно у места укладки в траншею из отдельных труб или двухтрубных секций.
Холодному гнутью подлежат только прямошовные и бесшовные трубы.
Унифицированные радиусы гнутых отводов устанавливаются в соответствии с табл. 3.28.
При холодном гнутье труб и двухтрубных секций на трубогибочных станках продольные сварные швы должны располагаться в нейтральной плоскости изгиба.
Участок двухтрубной секции на расстоянии не менее 0,5 диаметра трубы по обе стороны кольцевого сварного шва не должен подвергаться изгибу.
Гнутье труб на трубогибочных станках должно производиться при температуре окружающего воздуха не ниже минус 20 °С.
Допуски на изготовление гнутых отводов на тру
богибочных станках должны быть в пределах, указанных в табл. 3.29.
Кривые поворота (углы поворота) на линейной части нефтепроводов, выполняемые с помощью гнутых отводов, проектируются с шагом градации 3°, в стесненных условиях трассы -1°. Гнутые отводы изготовляют с углами изгиба, кратными 3° или 1°.
Разбивка на местности кривых поворота, монтируемых из отводов, выполняется в соответствии с проектом. Запрещается разбивка поворотов нефтепроводов по круговой кривой и по усредненным значениям радиусов.
Монтаж кривых поворота производится без обрезки прямых концов у гнутых отводов.
Унифицированные радиусы отводов труб, гнутых в холодном состоянии
Таблица 3.28
| Диаметр трубы, мм | Толщина стенки трубы, мм |
Унифицированный радиус отвода при гнутье труб в холодном состоянии, м |
Диаметр трубы, мм | Толщина стенки трубы, мм |
Унифицированный радиус отвода при гнутье труб в холодном состоянии, м |
|
| 1420 | 16-20 |
60 | 529 | 7-10 | 25 | |
| 1220 |
12-15 | 60 |
426 | 6-12 | 20 |
|
| 1020 | 10-14 |
40 | 219-377 |
4-25 | 15 | |
|
720-820 | 8-12 | 35 |
Примечания. 1. Указанные радиусы относятся только к изогнутой части отвода. 2. Допускается отклонение значения радиуса на ± 5%.
Допуски на изготовление гнутых отводов труб на трубогибочных станках
|
Содержание допуска | Величина отклонения от заданного параметра |
| Отклонение продольного сварного шва от | До 100 мм |
| нейтральной плоскости гиба | |
| Разброс продольных сварных швов двухтруб | До 100 мм |
| ной секции |
|
| Овальность поперечного сечения: | |
| концов гнутых отводов | До 2% |
| изогнутой части отвода |
До 2,5 % |
| Длина неизгибаемых участков по обе сторо |
Не менее 0,5 диаметра |
|
ны от кольцевого сварного шва двухтрубной | трубы |
| секции | |
|
Высота плавных гофр гнутых отводов | Не более толщины стен |
| ки трубы, но не более |
|
| 1 0 мм | |
|
Допускаемое отклонение общего угла гнуто | ± 0°20' |
|
го отвода от заданной величины |
Если при подходе прямого участка нефтепровода к кривой поворота образуется строительный разрыв, то он восполняется вставкой, а не передвижкой кривой к уложенной нитке нефтепровода.
Сварка изолированных труб (нефтепровода)
При подогреве кромок изолированных труб (нефтепровода) перед сваркой следует применять, как правило, безогне-вые способы. При огневом способе используются внутренние подогреватели; в случае применения наружных подогревателей следует предусматривать защитные устройства или горелки с направленным действием пламени.
При сварке стыков изолированных труб (нефтепровода) для предохранения изоляции от брызг расплавленного металла необходимо применять защитные коврики из несгораемого материала, размещаемые по обе стороны свариваемого стыка.
При сварке изолированных труб в секции на трубосварочных базах все контактные поверхности должны быть облицованы амортизирующими материалами с целью исключения повреждений покрытия труб.
Поворотная сварка обетонированных труб в секции производится на стендах, оборудованных преимущественно торцовыми вращателями и обрезиненными грузонесущими элементами (роликовыми опорами, покатями, отсекателями).
При перекатывании по покатям труб или секций соударения их между собой не допускаются.
При раскладке и сварке изолированных секций (труб) в плети на трассе следует использовать мягкие подкладки.
Криволинейные участки нефтепроводов как естественного изгиба, так и искусственного гнутья необходимо монтировать в строгом соответствии с проектом и с применением технологии, исключающей повреждение заводского изоляционного покрытия.
На участке трассы, где проектом предусмотрены кривые холодного гнутья, работы следует выполнять по одному из следующих вариантов:
полученные с завода-изготовителя изолированные кривые вставки доставляют к месту монтажа и вваривают в нитку с последующей изоляцией монтажных стыков;
из изолированных полиэтиленом на заводе труб изготовляют в базовых условиях кривые холодного гнутья, которые затем на месте монтажа вваривают в нитку; после этого изолируют монтажные стыки.
Выбор варианта должен быть обоснован конкретными условиями ремонта (строительства).
Сварка нефтепроводов для транспортировки нефтей, содержащих сероводород [27]
Для ремонта (строительства) трубопроводов, транспортирующих нефть с высоким содержанием сероводорода или существенно отличающихся коррозионной агрессивностью (по определению проектной организации), необходимо разрабатывать специальные инструкции по сварке, технической обработке и контролю качества стыков.
3.5.3. ИЗОЛЯЦИОННО-УКЛАДОЧНЫЕ РАБОТЫ
Защита нефтепроводов от подземной коррозии нанесением покрытий [20]
Защита нефтепроводов (за исключением надземных) от подземной коррозии независимо от коррозионной агрессивности грунта и района их прокладки, наличия и величины блуждающих токов должна осуществляться комплексно: защитными покрытиями и средствами электрохимической защиты.
Противокоррозионная защита независимо от способа прокладки нефтепроводов должна обеспечить их безаварийную (по причине коррозии) работу в течение эксплуатационного срока.
В зависимости от конкретных условий прокладки и эксплуатации нефтепроводов применяют два типа защитных покрытий: усиленный и нормальный.
Усиленный тип защитных покрытий следует применять на трубопроводах сжиженных углеводородов, нефтепроводах диаметром 1020 мм и более независимо от условий прокладки, а также на нефтепроводах любого диаметра, прокладываемых:
южнее 50° северной широты;
в засоленных почвах любого района страны (солончаковых, солонцах, солодях, такырах, сорах и др.);
в болотистых, заболоченных, черноземных и поливных почвах, а также на участках перспективного обводнения;
на подводных переходах и в поймах рек, а также на переходах через железные и автомобильные дороги, в том числе на защитных футлярах и на участках нефтепроводов, примыкающих к ним, в пределах расстояний, устанавливаемых при проектировании в соответствии с табл. 3 и 4 СНиП 2.05.0685*;
на пересечениях с различными трубопроводами - по 20 м в обе стороны от места пересечения;
на участках промышленных и бытовых стоков, свалок мусора и шлака;
на участках блуждающих токов;
на участках нефтепроводов с температурой транспортируемого продукта 313 К (40 °С) и выше;
на участках нефтепроводов, прокладываемых на расстоянии менее 1000 м от рек, каналов, озер, водохранилищ, а также границ населенных пунктов и промышленных предприятий.
Во всех остальных случаях применяются защитные покрытия нормального типа.
Тип и вид защитных покрытий устанавливаются рабочим проектом.
Противокоррозионную защиту магистральных нефтепроводов изоляционными покрытиями при любом способе прокладки (подземном, наземном, надземном, подводном) необходимо выполнять согласно требованиям проекта, стандартов, ТУ на изоляционные и оберточные материалы, СНиП 2.05.06-85* и предложений настоящей главы.
Защитные свойства изоляционных покрытий стыковых соединений (при применении труб с заводской изоляцией), отремонтированных участков (поврежденных изоляционных покрытий), а также покрытий мест присоединения к трубопроводу запорной арматуры, фитингов, проводов и кабелей средств электрохимической защиты должны соответствовать защитным свойствам покрытия трубопровода.
Очистка поверхности нефтепроводов
Изолируемые трубопроводы перед нанесением грунтовочного слоя или изоляционного покрытия следует очистить от ржавчины, земли, пыли, снега, наледи, копоти, масла, поддающейся механической очистке окалины и других загрязнений, а при необходимости высушить и подогреть.
Очищенная поверхность трубопровода под полимерные липкие ленты или битумные покрытия должна соответствовать согласованному с заказчиками эталону, а под лакокрасочные покрытия — требованиям действующих ГОСТов.
Характеристику очищенной стальной поверхности от окислов определяют визуальным осмотром с помощью передвижной пластины из прозрачного материала размером 25 х 25 мм с взаимно перпендикулярными линиями, образующими квадратики размером 2,5 х 2,5 мм. Инструментальным методом характеристику очистки поверхности можно определить прибором типа УКСО (ВНИИСТ).
Таблица 3.30
Характеристика степени очистки поверхности труб
Вид противокоррозионного покрытия
Степень
очистки
стальной
поверхнос
ти
Характеристика очищенной поверхности
Ленточные
(холодного)
нанесения)
3
Битумно-мастичные, пластобитные
4
Не более чем на 5 % поверхности трубы имеются пятна и полосы прочно сцепленной окалины, точки ржавчины, видимые невооруженным глазом; при перемещении по поверхности прозрачной пластины размером 25х25 мм на любом из участков окалиной и ржавчиной занято не более 10 % площади пластины
Не более чем на 10 % поверхности трубы имеются пятна и полосы прочно сцепленной окалины и ржавчины, видимые невооруженным глазом; при перемещении по поверхности прозрачной пластины размером 25х25 мм на любом из участков окалиной и ржавчиной занято не более 30 % площади пластины
Степень очистки поверхности труб перед нанесением покрытий должна соответствовать виду защитного покрытия и требованиям, указанным в табл. 3.30.
Запрещается проводить очистные работы во время дождя, снегопада, тумана, так как это приводит к быстрому возникновению налета ржавчины и необходимости повторной очистки трубопровода.
Приготовление грунтовки и грунтование поверхности нефтепроводов
Грунтовки приготовляют непосредственно перед нанесением в соответствии с требованиями нормативно-технических документов.
Не допускается заготавливать грунтовку на следующие сутки или оставлять неизрасходованной в баке изоляционной машины на несколько часов. Если подготовленная грунтовка не использована полностью, то необходимо освободить бак изоляционной машины и систему подачи. После слива грунтовки всю систему нужно промыть бензином.
Грунтовки битумно-полимерные. Битумно-полимерные грунтовки изготовляются в заводских условиях и рекомендуются для круглогодичного применения.
Перед использованием грунтовку следует тщательно размешать до полного исчезновения возможного осадка, затем измерить вязкость и процедить через металлическое сито с 400 отверстиями на 1 см2.
Загустевшую грунтовку заводского изготовления разрешается разбавлять (но не более чем на 10 % от объема грунтовки), при этом разбавитель выбирается в соответствии со спецификацией на грунтовку.
Грунтовка битумно-резиновая. Допускается приготовление битумно-резиновой грунтовки на месте производства изоляционных работ путем растворения битума в бензине в соотношении 1:3 по объему или 1:2 по массе.
При приготовлении битумной грунтовки необходимое количество расплавленного обезвоженного битума охлаждают до температуры 70 °С на расстоянии не менее 50 м от котла; в специальных баках приготовляют необходимое количество бензина. Битум тонкой струей вливают в бензин и тщательно перемешивают до получения однородной массы. Грунтовка считается готовой, если после смешивания битума с бензином нет комков нерастворившегося битума.
Приготовленную грунтовку процеживают через сетку с ячейками 0,15-0,20 мм и переливают в специальные металлические цистерны (баки) с плотно завинчивающимися пробками или крышками.
Составы битумных грунтовок в зависимости от сезона нанесения (для летнего и зимнего времени) приведены в табл. 3.31.
Грунтовку перед нанесением следует тщательно перемешать, она не должна содержать сгустков и посторонних включений.
Для равномерного растирания грунтовки на изоляционной машине должно быть установлено вращающееся полотенце.
Температурные пределы нанесения грунтовок и покрытий из полимерных лент должны соответствовать требованиям технических условий на данный вид ленты.
Нанесенный слой грунтовки должен быть сплошным, ровным и не иметь сгустков, подтеков и пузырей.
Приготовление защитных антикоррозионных покрытий и изоляция нефтепроводов
Битумные мастики следует приготовлять в заводских условиях; в трассовых условиях их разогревают в котлах до температуры не выше 200 °С, постоянно перемешивая.
Приготовление битумных мастик в полевых условиях допускается в виде исключения в битумоплавильных установках или передвижных котлах, оборудованных устройствами для механического перемешивания.
Состав битумных мастик и область их применения должны соответствовать ГОСТам на эти мастики и требованиям СНиП 2.05.06-85*.
Приготовление мастики заводского изготовления. Мастики битумно-полимерные типа Изобитэп и битумно-рези-
Таблица 3.31
Составы битумных грунтовок
| Грунтовка | Состав грунтовки |
| Битумная для летнего времени Битумная для зимнего времени | Битум БН 90/10 или БН 70/30 по ГОСТ 6617-76 или БНИ-V по ГОСТ 9812-74 Бензины неэтилированные: авиационный Б-70 по ГОСТ 1012-72 или автомобильный Б-70 и А-76 по ГОСТ 2084-77 Битум БН 70/30 по ГОСТ 6617-76 или БНИ-V по ГОСТ 9812-74 Бензин неэтилированный авиационный Б-70 по ГОСТ 101272 |
новые заводского изготовления расплавляют в котлах непосредственно на трассе или на стационарных базах.
Мастику очищают от упаковочной бумаги, измельчают на куски массой 3—5 кг и загружают в плавильный котел (БК-4 или установку УБК-81), в котором от предыдущей плавки оставлена примерно 20%-ная часть объема котла, разогретая до температуры 160—180 °С. Общий объем мастики не должен превышать 2/3 вместимости котла.
Разогретую до 170 — 190 °С мастику перекачивают во второй котел (при использовании установки УБК-81). В этом котле мастику выдерживают при температуре 160 — 180 °С не более 3 ч до полного выпаривания влаги.
Приготовление битумно-резиновой мастики на месте производства работ. Приготовление битумно-резиновых мастик допускается в полевых условиях в битумоплавильных установках типа УБК-81 или передвижных, плотно закрывающихся котлах, оборудованных устройствами для механического перемешивания.
Мастики на месте производства работ готовят следующим образом: битум, поступающий с завода в отвержденном состоянии, очищают от упаковочной бумаги и дробят на куски массой 3 — 5 кг. Эти операции должны производиться на специальной площадке из досок. Загрузка котла осуществляется не более чем на 75 % его емкости. Первоначально битум в котел загружают в количестве 75 % объема загрузки. После медленного нагрева битума до температуры 160 — 180 °С, с перемешиванием через 15 — 20 мин, добавляют остальную его часть и поддерживают температуру до полного расплавления битума и исчезновения пены с поверхности. При разогреве битум необходимо перемешивать во избежание выброса горячей массы из котла.
При догрузке битума в котел его следует опускать по желобам небольшими порциями, чтобы не допустить выплесков битума и ожогов рабочих горячими брызгами. В полностью расплавленный и частично обезвоженный битум загружают наполнитель (резиновую крошку). Наполнитель должен быть сухим. Влажный наполнитель увеличивает время приготовления мастики и ухудшает ее качество. Нельзя допускать попадания в плавящийся битум воды, так как это приводит к вспучиванию массы и выходу ее из котла, а нанесенная изоляция из такой мастики будет пористой.
Для получения пластифицированной мастики пластификатор вводят за 30 мин до окончания приготовления мастики при непрерывном перемешивании.
С целью сохранения качества изоляционной мастики не следует повышать температуру в котле выше 200 °С во избежание коксования битума. Признаком начинающегося коксования битума вследствие его перегрева служит появление на его поверхности зеленовато-желтого дыма. В этом случае необходимо немедленно уменьшить пламя в топке, понизить температуру нагрева и усилить перемешивание массы.
При подготовке котлов к работе внутренние стенки должны быть тщательно очищены от остатков неиспользованной битумной мастики, особенно от приставшего к стенкам котла закоксовавшегося битума.
Температура битумной мастики должна замеряться при помощи термометра со шкалой до 250 °С. При замерах термометр не должен касаться стенок котла. Разогретая битумная мастика до нанесения на трубопровод должна быть процежена через металлическую сетку с ячейками размером
2 — 3 мм.
Марки битумной мастики в зависимости от условий применения выбирают в соответствии с требованиями табл. 3.32 и 3.33.
Приготовление мастики для покрытия "Пластобит-40".
Для получения пластифицированной мастики расплавленные мастики Изобитэп-Н, МБР-100 или МБР-90 перемешивают с расчетным количеством пластификатора при температуре не выше плюс 160—170 °С. В качестве пластификатора применяется дизельное топливо в соотношении 94:6 по массе.
Физико-механические свойства мастик
Таблица 3.32
|
Физико-механические мастики |
свойства |
Допускаемая температура, °С | |||
| Марка мастики |
температура размягчения по КИШ, °С, не менее | глубина проникания иглы при 25 °С, десятые доли мм, не менее |
растяжимость при 25 °С, см, не менее | транспортируемого по тру-бопрово-ду продукта, не более |
окружающего воздуха при нанесении в пределах |
| МБР-65 |
65 | 40 | 4 |
25 | От +5 до —30 |
| МБР-75 | 75 | 30 | 4 | 25 | От +15 до -15 |
| МБР-90 |
90 | 10 | 3 |
35 | От +35 до -10 |
|
МБР-100 | 100 | 15 | 2 | 40 | От +40 до -5 |
| Марка мастики |
Массовая доля, % | |||
|
битумы нефтяные изоляционные | резиновая крошка из амортизированных автопокрышек | пластификатор (зеленое масло) | ||
| БН-70/30 | БН-90/10 | |||
| МБР-65 | 88 | — | 5 |
7 |
| МБР-76 |
88 | — | 7 |
5 |
| МБР-90 |
93 | — | 7 |
5 |
| МБР-100-1 |
45 | 45 | 10 |
— |
| МБР-100-2 |
— | 83 | 12 |
5 |
Показатели пластифицированной мастики должны соответствовать требованиям, указанным в табл. 3.34.
Доставку разогретой битумной мастики к месту производства изоляционных работ следует осуществлять битумовозами, оборудованными подогревательными устройствами. Не допускается хранение битумной мастики в разогретом виде с температурой 190 — 200 °С более 1 ч и температурой 160-180 °С более 3 ч.
В случае образования на поверхности трубопровода влаги
Физические показатели пластифицированной мастики
Таблица 3.34
| Показатель | Нор ма |
| Температура размягчения мастики по ГОСТ 15836 — 79, °С, не менее | 80 |
|
Глубина проникания иглы при 25 °С по ГОСТ 15836 — 79, десятые доли мм, не менее Растяжимость при 25 °С по ГОСТ 15836 — 79 (не менее) для мастик на основе: |
30 |
| МБР | 3 |
| Изобитэп-Н |
8 |
Таблица 3.35
Температура окружающего воздуха при нанесении битумных
| мастик | |
|
Температура размягчения |
Температура воздуха при |
|
битумной мастики, °С |
нанесении битумной мастики, °С |
| (включительно) | |
| 65 | От +5 до —30 |
| 75 | От +15 до — 15 |
| 90 | От +35 до — 10 |
| 1 00 | От +40 до —5 |
(в виде росы или инея) грунтовку и изоляционные покрытия следует наносить только после предварительной просушки трубопровода сушильными устройствами, исключающими возможность образования копоти и других загрязнений на трубопроводе.
Битумные мастики следует наносить на трубопровод с учетом температуры воздуха (табл. 3.35).
Изоляция нефтепроводов битумными покрытиями
Нанесение изоляционных покрытий должно производиться изоляционными машинами типа ИМ, МИ, МГИ. Перед началом изоляционных работ проверяют правильность установки праймирующих и изолирующих устройств. На изолирующей обечайке необходимо отрегулировать и зафиксировать нужный зазор между трубой и обечайкой.
Грунтовка должна покрывать всю поверхность ровным слоем толщиной 0,1-0,2 мм.
Изоляционное покрытие на битумной основе наносят на нефтепровод сразу после высыхания грунтовки "до отлипа".
Битумную мастику следует наносить по периметру и длине трубопровода ровным слоем заданной толщины без пузырей и посторонних включений.
Армирование битумного покрытия стеклохолстом и обертку защитными рулонными материалами необходимо производить спирально без гофр, морщин и складок с нахлестом края последующего витка на предыдущий не менее 30 мм. Нахлест концов рулонного материала должен быть не менее 1 00 мм.
На качество изоляционного покрытия существенное влияние оказывает усилие натяжения полотнища материала при нанесении на трубопровод армирующих материалов по горячей мастике. Натяжение должно быть тщательно отрегулировано тормозными устройствами шпуль изоляционной машины.
Ширина рулонного материала для изоляции должна составлять 0,5-0,7 диаметра трубопровода, но не более 50 см.
Толщина наносимого битумного изоляционного слоя, его сплошность и прилипаемость, степень погружения стеклохол-ста в мастичный слой в основном зависят от вязкости мастики, которую регулируют изменением температуры в ванне изоляционной машины в соответствии с температурой окружающего воздуха. Температура мастики, необходимая для получения покрытия за один проход, приведена в табл. 3.36.
В случае применения битумных мастик при более низкой, чем указано в табл. 3.36, температуре (но не ниже минус 30 °С) изоляционно-укладочные работы следует проводить только смещенным методом, подогревая трубопровод до положительных температур, но не выше указанных в таблице для данной мастики, и предохраняя его от охлаждения путем немедленной засыпки грунтом после укладки на дно траншеи.
Армирующие и оберточные рулонные материалы наносят одновременно с изоляцией путем намотки по спирали (той же изоляционной машиной) с нахлестом витков не менее
3 см без гофр, морщин и складок.
Нахлест концов обертки должен быть 10—15 см.
Нахлест смежных витков полимерной ленты при однослойной намотке должен быть не менее 3 см. Для получения двухслойного покрытия наносимый виток должен перекрывать уложенный на 50 % его ширины плюс 3 см.
Покрытие Пластобит-40 следует наносить в соответствии с требованиями РД 39-00147105-004 — 94 "Инструкция по применению и нанесению покрытия Пластобит-40 на наружную поверхность магистральных нефтепроводов и нефтепродукто-проводов при строительстве и капитальном ремонте".
Покрытие Пластобит-40 следует наносить на нефтепровод при температуре окружающего воздуха не ниже минус 25 °С.
Пластифицированная битумная мастика должна наноситься на очищенную поверхность нефтепровода по свеженанесен-ной грунтовке. Мастичный слой необходимо наносить ровным слоем заданной толщины без пузырей и посторонних включений.
Намотка поливинилхлоридной ленты должна производиться сразу по слою горячей мастики без гофр, морщин, пере-
Таблица 3.36
Температурный режим нанесения битумной мастики
| Температура окружающего воздуха, °С | Температура мастики в ванне изоляционной машины, °С |
| Свыше 30 | 145 |
| От 30 до 1 0 |
150—155 |
| От 10 до минус 15 | 155—165 |
| От минус 5 до минус 15 | 165—175 |
| От минус 15 до минус 25 |
175—185 |
| Ниже минус 25 | 185—190 |
косов и отвисаний. Выдавливание и утонение битумного слоя от усиленного натяга ленты не допускается. Величина нахлес-та должна быть не менее 20-25 мм.
Нанесение обертки для защиты покрытия Пластобит-40 от механических повреждений должно осуществляться без гофр, морщин, перекосов, отвисаний.
Другие изоляционные покрытия следует наносить в соответствии с требованиями технологических инструкций по их применению.
Покрытия на основе битумных изоляционных мастик, в том числе разработанное институтом ИПТЭР покрытие Пла-стобит-40, следует применять для изоляции нефтепроводов диаметром до 1020 мм и при температуре транспортируемого продукта не выше плюс 40 °С.
Использование покрытий на основе битумных изоляционных мастик на трубопроводах диаметром 1020 мм допускается при температуре воздуха в период нанесения покрытий не выше плюс 25 °С.
Изоляция нефтепроводов ленточными покрытиями
Клеевые грунтовки, изоляционные ленты и обертки необходимо наносить на нефтепровод одновременно механизированным способом.
Для каждого типа изоляционной ленты применяют соответствующие клеевые грунтовку и обертку. Замена клеевых грунтовок различных фирм запрещается.
Изоляционные ленты следует наносить на нефтепровод по свеженанесенной невысохшей грунтовке. При температуре окружающего воздуха ниже плюс 10 °С рулоны ленты и обертки перед нанесением необходимо выдерживать не менее 48 ч в теплом помещении с температурой не ниже плюс 15 °С (но не выше плюс 45 °С).
В случае образования на поверхности нефтепровода влаги грунтовку и изоляционные покрытия следует наносить только после предварительной просушки трубопровода сушильными устройствами, исключающими возможность образования копоти и других загрязнений на поверхности нефтепровода.
Температурные пределы нанесения грунтовок и покрытий, а также требования к нагреву изолируемого нефтепровода и ленточных покрытий должны соответствовать требованиям технических условий на данный вид ленты.
Изоляционные ленты и обертки необходимо наносить без гофр, перекосов, морщин, отвисаний с величиной нахлеста для однослойного покрытия не менее 3 см, для двухслойного — 50 % ширины ленты плюс 3 см. При нанесении изоляции типа Пластобит поливинилхлоридную ленту следует наносить по слою пластифицированной мастики с величиной нахлеста 20 — 25 мм.
Рулоны липкой ленты перед применением должны быть хорошо оторцованы. Телескопические сдвиги слоев необходимо устранять путем установки рулонов вертикально на ровной твердой поверхности под постоянно действующим давлением сверху. Максимальная величина телескопического сдвига слоев рулона при машинном нанесении должна быть не более 20 мм.
Для обеспечения плотного прилегания лент и оберток по всей защищаемой поверхности и создания герметичности в нахлесте необходимо постоянное натяжение материала с усилием, значения которого приведены в табл. 3.37.
Усилие натяжения измеряют динамометром.
Перед нанесением лент и оберток изоляционную машину необходимо отрегулировать по диаметру изолируемого трубопровода, ширине и величине нахлеста. Рабочие параметры машин (угол наклона шпуль tgy, скорость движения ум, число оборотов цепочного обода N) определяют по формулам
tgy = -
& в - П '12 ' nD *
nD,
vM = SN = nD • tgy • N;
N = !м,
nD
где у — угол наклона шпуль к оси трубы, град.; D — наружный диаметр изолируемого нефтепровода, м; В — ширина ленты или обертки, м; П — величина нахлеста витков ленты, м; уМ — скорость движения изоляционной машины, м/мин;
Таблица 3.37
Оптимальное натяжение при нанесении лент и оберток
|
Температура воздуха, |
Натяжение, кгс/см |
| °С | ширины |
| Плюс 40 | 1,0—1,5 |
|
Плюс 20 | 1,5 — 2,0 |
| Минус 30 | 2,0—3,0 |
S — шаг намотки ленты, м; N — число оборотов цепочного обода со шпулей, об/мин; п = 3,14; V — линейная скорость намотки ленты (принимается не более 50 м/мин).
При установке на шпулю нового рулона ленты конец нанесенного полотнища нужно приподнять на 10—15 см и подложить под него начало разматываемого рулона. Эти концы разглаживают на изолируемой поверхности, а затем прижимают рукой до нахлеста их последующим витком ленты.
Защитные обертки, не имеющие прочного сцепления с изоляционным покрытием нефтепровода, должны быть закреплены в конце полотнища, а при необходимости — через каждые 10—12 м. Для закрепления оберток используют специальные бандажи, клей и т.д.
Важным условием, обеспечивающим плотное прилегание ленты по защищаемой поверхности и создающим герметичность в нахлесте, является постоянное натяжение с усилием 10 Н/см ширины ленты. Усилие измеряют динамометром.
При изоляции нефтепровода в околошовной зоне допускается, как исключение, наличие узкой (1 — 1,5 см) полосы с неплотным прилеганием изоляционной ленты (неплотности после засыпки трубопровода исчезнут). Проверку производят шурфованием нефтепровода.
Поверхность нефтепровода необходимо предохранить от попадания на нее смазочного масла из трансмиссии и воды из системы охлаждения очистной и изоляционной машин.
Расход полимерных лент, а также рулонных материалов для защитной обертки может быть подсчитан по следующим формулам:
S _ nDLB; л B- и'
G = kSл P;
G _ knDLBP B- и
где Sл — площадь поверхности ленты или оберточного материала на трубе, м2; G — расход полимерной ленты или оберточного материала, кг; D — наружный диаметр изолируемого трубопровода, м; В — ширина ленты или оберточного материала, м; L — длина изолируемого трубопровода, м; Н — величина нахлеста витков ленты или оберточного материала, м; Р — масса 1 м ленты или оберточного материала, кг; п = 3,14; к — коэффициент учета потерь изоляционной лен-
Усредненный расход отечественных клеевых грунтовок на 1 км нефтепровода, т
|
Диаметр нефтепровода, мм |
Грунтовки марки ГТ-760ИН, ГТ-831НИ, ГТ-832 НИК | Грунтовка марки ВИКСИНТ1-4-21 |
| 325 |
0,208 | 0,449 |
|
426 | 0,273 | 0,589 |
| 529 | 0,338 |
0,731 |
| 720 |
0,460 | 0,995 |
|
820 | 0,524 | 1,133 |
| 1 020 | 0,652 |
1,410 |
| 1 220 |
0,780 | 1,686 |
ты или оберточного материала (при смене рулонов, обрывках, торцовке); к =1,08 для материалов, кроме ЛЭТСАР-ЛПТ; к = 1,2 - для ленты ЛЭТСАР-ЛПТ.
Расход отечественных клеевых грунтовок под изоляционную ленту приведен в табл. 3.38.
Трубы с изоляционным покрытием заводского нанесения следует применять на нефтепроводах любого диаметра при температуре транспортируемого продукта не выше +60 °С с покрытием из полиэтилена и не выше +80 °С - с покрытием на основе эпоксидных смол.
Для изоляции нефтепроводов диаметром до 1220 мм следует применять полимерные покрытия из изоляционных лент отечественного и импортного производства.
Крановые узлы, отводы, тройники, катодные выводы, задвижки и т.д. необходимо изолировать покрытиями, установленными проектом:
на подземной части и не менее 15 см над землей - битумными мастиками или полимерными липкими лентами;
на надземной части - покрытиями, применяемыми для защиты нефтепровода от атмосферной коррозии.
Контроль качества изоляционных покрытий [21]
Качество изоляционных покрытий магистральных нефтепроводов должен проверять подрядчик в присутствии представителя технадзора заказчика по мере их нанесения, перед укладкой и после укладки нефтепровода в траншею (табл. 3.39).
Выявленные дефекты изоляционного покрытия, а также повреждения изоляции в процессе проверки ее качества должны быть исправлены.
|
Периодич | Метод | ||
| Операция | ность | контроля |
Показатель |
|
контроля |
Контроль качества материалов
|
Проверка постав | Каждой | В соответствии | По ГОСТ или ТУ |
| ляемых изоляцион | партии |
с действующи | |
|
ных материалов на | ми стандартами | ||
|
соответствие требо |
или техничес | ||
|
ваниям стандарта | кими условия | ||
| или ТУ | ми на материалы |
||
| Контроль качества |
|||
| грунтовки (прайме | |||
| ра) при полевом | |||
| изготовлении: |
|||
|
компонентного | При дози | Отмериванием | По ГОСТ 9.015 — 74 |
| состава |
ровке | (взвешиванием) | |
| однородности, |
Каждой | Визуально, а | Отсутствие нераст- |
| вязкости и плот | партии | также вискози |
воренного вяжуще |
|
ности | метром и ареометром | го, посторонних включений, вязкость по вискозиметру (ВЗ-4) 15 — 30 с. Плотность 0,75—0,85$г/см3 |
|
| Контроль качества |
|||
| битумных изоляци | |||
| онных мастик при | |||
| приемке партии |
|||
| заводского изготов | |||
| ления и полевом | |||
| изготовлении: |
|||
|
компонентного | При дози | Отмериванием | По ГОСТ 15836 — 79 |
| состава (для мас | ровке |
(взвешиванием) | или ТУ на мастики |
| тик полевого из | |||
|
готовления) | |||
| однородности |
Каждой | Визуально по |
Отсутствие сгуст |
| партии | сколу образца | ков, посторонних включений и не покрытых битумом частиц наполнителя |
|
| вспенивания | То же | Визуально по нагретой пробе | Отсутствие вспенивания при нагреве до +130 — 160 °С |
|
температуры раз- | Каждой | ГОСТ 15836 — 79 | По стандарту или |
|
мягчения | партии, варки (котла) | ТУ на мастику | |
| глубины прони | Каждой |
Пенетромет- | То же |
| кания иглы (пене- |
партии | р ом | |
| трация) | |||
| растяжимости | То же | Дуктилометром | |
| (дуктильность) | |||
|
водонасыщаемости |
Взвешиванием образцов |
Не более 0,2 % за 24$ч |
| Периодич | Метод | ||
|
Операция | ность контроля | контроля |
Показатель |
| Контроль темпера | Непрерыв |
Встроенными | Температура на |
| туры при приготов | но в про- |
термометрами | грева (пп. 13 и 15) |
| лении, расплавле | цессе ра- | или термопара | |
| нии и перевозке за | боты |
ми | |
| водской или ранее | |||
|
приготовленной | |||
| мастики | |||
| Контроль качества | изоляционных покрытий подземных трубопроводов | ||
| Очистка изолируе |
Непрерыв | Визуально по |
По утвержденным |
|
мого трубопровода | но |
эталону или приборам |
эталонам очистки или показаниям приборов |
| Нанесение грунтов | То же |
Визуально | Ровный слой без |
| ки (праймера) | пропусков, подтеков, сгустков, пузырей | ||
| Нанесение битум | |||
|
ной изоляции: | |||
| сплошности | На всей по | Дефектоско |
Отсутствие про |
|
верхности | пом и визуаль- | пусков, оголений и | |
| (в процессе | но | пробоя при на | |
| нанесения), |
пряжении на щу | ||
|
после ук | пе дефектоскопа | ||
|
ладки неф | не менее 5 кВ на | ||
| тепровода в | каждый 1 мм тол | ||
| траншею (в |
щины (включая | ||
|
местах, вы | обертку) | ||
| зывающих |
|||
| сомнение) | |||
| толщины | Не реже чем через 1 00 м |
Толщиномером | По проекту |
| армирования |
Непрерыв но | Визуально | То же |
|
защитной оберт | То же |
||
| ки | |||
| прилипаемости | Через 500 м |
Адгезиметром | На сдвиг не менее |
| и в местах, | или вырезом |
0,2 МПа (2 кгс/см2) | |
| вызываю | треугольника | при температуре | |
| щих сомне | от — 15 до +25 °С; | ||
|
ние | при вырезе — отсутствие отслаивания покрытия |
||
| Контроль качества |
|||
| нанесения полимер | |||
| ных изоляционных | |||
| лент: | |||
| сплошности по |
На всей | Дефектоско |
Отсутствие про |
|
крытия | поверхнос |
пом и визуаль- | пусков, оголений и |
| ти | но | пробоя при напряжении на щупе дефектоскопа не менее 5 кВ на | |
| Операция | Периодич ность контроля | Метод контроля | Показатель |
| каждый 1 мм толщины (включая обертку) | |||
|
числа слоев | В процессе производства работ |
Визуально | По проекту |
| нахлеста витков |
То же | Мерной линейкой | У однослойного покрытия - 3 см; у двухслойного -50 % ширины плюс 3 см |
| прилипаемости | В местах, вызывающих сомнение |
Отслаиванием по надрезу |
Усилие, установленное ТУ на ленту |
| Контроль сплош | На всем | Искателями |
Отсутствие |
| ности изоляционного покрытия засыпанного нефтепровода | протяжении (кроме замерзших грунтов) |
повреждении | дефектов |
| Оценка качества изоляции законченных строительством подземных участков нефтепровода | То же | Катодной поляризацией | По технологической инструкции |
Укладка трубопровода в траншею [25, 26, 21]
Изоляционно-укладочные работы, выполняемые изоляционной и очистной машинами и колонной трубоукладчиков, осуществляют:
совмещенным способом, при котором работы по очистке, изоляции и укладке трубопровода следует производить в едином технологическом потоке узким подвижным фронтом;
раздельным способом, при котором ведение очистки и изоляции трубопровода опережает укладочные работы.
Как правило, изоляционно-укладочные работы должны выполняться совмещенным способом.
Схемы размещения механизмов в колонны при использовании очистной и изоляционной машин приведены на рис.
3.5. Расстояния между трубоукладчиками и группами трубоукладчиков приведены в табл. 3.40.
Для поддержания нефтепровода должны использоваться троллейные подвески. При проведении работ в нормальных условиях (в летний период, когда на трубопроводе не образуется влага) сушильная установка в состав колонны не входит.
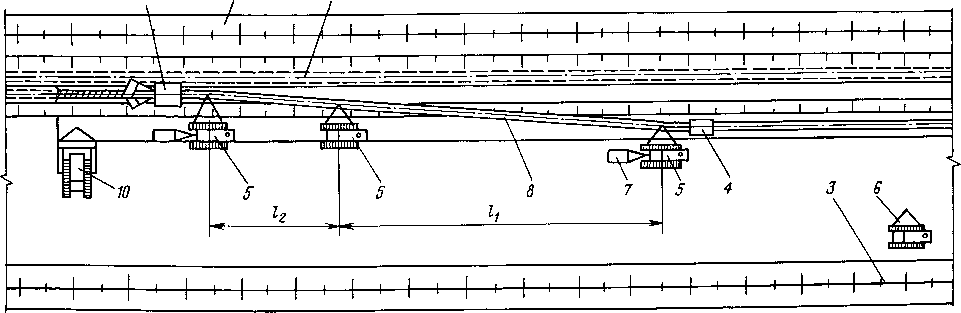
Рис. 3.5. Схема расстановки машин и механизмов при совмещенном способе производства изоляционно-укладочных работ:
1 — отвал минерального грунта; 2 — заменяемый участок нефтепровода; 3 — отвал плодородного слоя почвы; 4 — очистная машина; 5 — трубоукладчик; 6 — резервный трубоукладчик; 7 — электростанция; 8 — вновь прокладываемый участок нефтепровода; 9 — изоляционная машина; 10 — бульдозер
Технологические параметры колонны при проведении изоляционно-укладочных работ совмещенным способом
|
Диаметр нефтепровода, мм |
Расстояние между трубоукладчиками (группами трубоукладчиков), м | Максимально допустимое расстояние между очистной и изоляционной машинами, м | |
| Л |
l2 | ||
| 325 — 530 |
15 — 20 | 10—15 |
35 |
| 720—820 | 20 — 25 | 15 — 20 | 45 |
| 1 020 | 20 — 25 |
15 — 25 | 50 |
|
1 220 | 25 — 35 | 20 — 30 | 65 |
Раздельный способ производства изоляционно-укладочных работ следует применять на участках с холмистым рельефом местности, а также при строительстве нефтепроводов, имеющих низкую сопротивляемость действию монтажных нагрузок.
Схемы размещения механизмов в изоляционной колонне при использовании очистной и изоляционной машин приведены на рис. 3.6. Расстояния между трубоукладчиками и группами трубоукладчиков указаны в табл. 3.41.
При выполнении укладочных работ следует применять только такие средства малой механизации, которые исключают возможность повреждения изоляционного покрытия: троллейные подвески с катками, облицованными полиуретаном или снабженные пневмобаллонами; мягкие монтажные полотенца; катковые полотенца. Металлические части этих приспособлений, которые могут оказаться в контакте с трубой, должны быть снабжены прокладками из эластичного материала.
Укладку изолированного нефтепровода необходимо выполнять, максимально соблюдая меры предосторожности, а также применяя оперативные методы обнаружения и ликвидации возможных повреждений изоляционного покрытия [26].
Таблица 3.41
Технологические параметры колонны при укладке в траншею раздельным способом
|
Диаметр нефтепровода, мм |
Число трубоукладчиков, шт. |
Расстояние между трубоукладчиками, м |
| 325 — 530 | 3 |
20 — 25 |
| 720—820 |
4 | 25 — 30 |
|
1 020 | 4 | 30 — 35 |
| 1 220 | 5 |
35 — 40 |
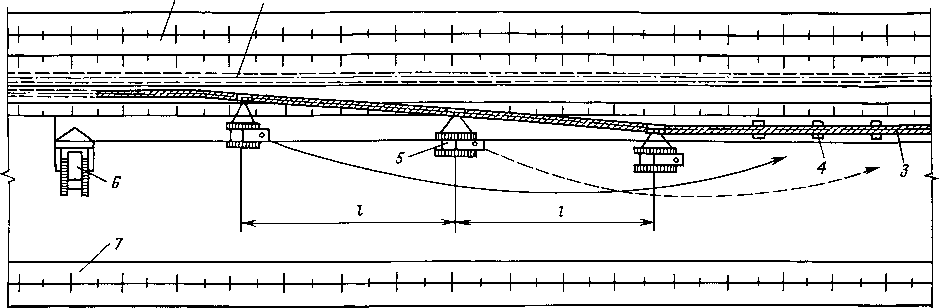
Рис. 3.6. Схема расстановки машин и механизмов при раздельном способе производства изоляционно-укладочных работ:
1 — отвал минерального грунта; 2 — заменяемый участок нефтепровода; 3 — вновь прокладываемый участок
нефтепровода; 4 — инвентарные лежки (земляные тумбы); 5 — трубоукладчик; 6 — бульдозер; 7 — отвал плодородного слоя почвы
Укладку нефтепровода допускается вести по одной из двух схем:
I — сваренный в плеть и полностью изолированный нефтепровод, включая стыки, следует приподнять над строительной полосой на высоту не более 0,5 —0,7 м с помощью 3 — 5 трубоукладчиков, сместить в сторону траншеи и опустить в проектное положение. При этом работы должны вестись непрерывным способом;
II — трубопровод с неизолированными стыками следует приподнять над строительной полосой на высоту 1,2*1,4 м (эта высота должна назначаться примерно для середины приподнятого участка нефтепровода) с помощью 4 — 6 трубоукладчиков, создав фронт работ для очистки и изоляции стыков; по мере готовности стыков должна производиться укладка нефтепровода. При этом укладочные работы необходимо выполнять циклично в период, который определяется временем очистки и изоляции стыков механизированным способом (в случае очистки и изоляции стыков вручную должны использоваться страховочные опоры).
Обе схемы предусматривают применение в качестве монтажных приспособлений троллейных подвесок (с эластичными катками) или мягких монтажных полотенец (табл. 3.42).
Укладку с помощью мягких монтажных полотенец следует осуществлять методом "перехвата". При этом число трубоукладчиков должно быть не менее 4 для нефтепроводов диаметром 1 220 мм.
Расстояния между трубоукладчиками (группами трубоукладчиков) должны быть одинаковыми и составлять примерно
24 или 36 м, чтобы быть кратными расстоянию между стыками (~12 м).
На сложных участках трассы во избежание повреждений нефтепровода или опрокидывания трубоукладчиков в колонне должен быть предусмотрен дополнительный трубоукладчик, снабженный монтажным полотенцем для поддержания свисающей плети нефтепровода вблизи мест перегиба рельефа местности. Дополнительный трубоукладчик требуется также при укладке участков нефтепровода повышенной категории.
Если нефтепровод содержит большое количество кривых вставок или протяженность отдельных его участков невелика (например, между двумя дорогами), укладку следует производить методом последовательного наращивания, ведя его монтаж из отдельных труб или секций непосредственно в проектном положении.
Перечень троллейных подвесок и мягких монтажных полотенец, применяемых при капремонте нефтепроводов
|
Приспособление |
Рекомендуемая марка, тип |
Число на одну РСК с учетом резерва, шт. | Диаметр нефтепровода, мм |
| Подвеска троллейная ролико-канатная грузоподъемностью, т: | |||
| 12,5 | РТП-377 РС | 3 |
325 - 377 |
| 15,0 |
РТП-529 РС | 4 | 530 |
| 35,0 | РТП-720 РС | 4 | 720-820 |
| 60,0 | РТП-1220 РС |
4 | 1020-1220 |
|
Подвеска троллейная |
ТП-371ХЛ | 3 | 219-377 |
| ТП-822 ХЛ |
4 | 426-820 | |
|
ТП-1425 ХЛ | 4 |
1020-1220 | |
| ТПМ-421 П | 3 | 219-426 | |
| ТПМ-631 П | 4 |
426-630 | |
| ТПМ-821 П | 4 | 720-820 | |
| ТПП-1021 | 4 |
1020 | |
| ТПП-1421 |
4 | 1220 | |
|
Полотенце мягкое грузоподъемностью, т: | |||
| 8 | МП-300 или ПМ-322 Р | 3 | 219-325 |
| 16 |
МП-500 или | 3 |
377 |
| ПМ-524 Р |
4 | 426-530 | |
|
25 | МП-800 или ПМ-824 Р |
4 | 630-820 |
| 32 | МП-1000 или ПМ-1023 Р | 4 | 1020 |
|
МП-1420 или ПМ-1420 Р | 4 |
1220 |
Изоляционно-укладочные работы в условиях болот следует выполнять в основном в зимнее время с использованием технологических схем, которые применяют в обычных условиях.
Если в соответствии с проектом организации строительства сооружение нефтепровода на заболоченных участках выполняют в теплое время года, то следует в зависимости от местных условий применять один из следующих способов укладки нефтепроводов:
I — укладка нефтепровода с лежневой дороги, проложенной вдоль траншеи (на болотах I и II типов);
II — сплав трубопровода по заполненной водой траншее;
III — протаскивание трубопровода по дну траншеи.
Раздельный способ следует использовать при укладке нефтепровода с бровки траншеи или с лежневой дороги при недостаточно высокой несущей способности грунта. При этом следует уменьшить расстояние между точками подвеса нефтепровода при традиционной расстановке на 20-30 %, а число трубоукладчиков увеличить на 1-2.
В отдельных случаях при совмещенном способе производства изоляционно-укладочных работ на нефтепроводе с покрытием из полимерных лент допускается устанавливать трубоукладчик позади изоляционной машины, чтобы он поддерживал нефтепровод с помощью каткового полотенца.
Необходимое число трубоукладчиков, их расстановка и высота подъема нефтепровода над землей с учетом конкретных условий должны быть уточнены с помощью поверочных расчетов на прочность и устойчивость ремонтируемого участка.
Участки нефтепроводов, прокладываемые в подводной траншее через болота или заливаемые поймы, а также в обводненных районах, должны быть рассчитаны против всплытия (на устойчивость положения). Для обеспечения устойчивости положения следует предусматривать специальные конструкции и устройства для балластировки (утяжеляющие покрытия, балластирующие устройства с использованием грунта, анкеры и др.). Выбор конструкции балластировки и закрепления нефтепроводов определяется проектом [21] (рис. 3.7).
При закреплении нефтепровода анкерными устройствами лопасть анкера не должна находиться в слое торфа, заторфо-ванного грунта, лёсса, пылеватого песка или других подобных грунтов, не обеспечивающих надежное его закрепление, а также в слое грунта, структура которого может быть подвержена разрушению или нарушению связности в результате оттаивания, размывов, выветривания, подработки и т.д.
Установка анкеров в зимнее время, как правило, должна осуществляться сразу после разработки траншей в талые грунты.
Закрепление нефтепровода необходимо производить после укладки его на проектные отметки. Соединение силовых поясов с анкерными тягами осуществляют их сваркой или с помощью самозаклинивающихся устройств.
Изоляция анкерных устройств должна выполняться в базовых или заводских условиях. В трассовых условиях следует выполнять изоляцию участков соединения анкерных тяг с силовыми поясами.
При производстве работ по установке анкерных устройств на нефтепроводе необходимо соблюдать следующие допуски:
глубина установки анкеров в грунт менее проектной не допускается, возможно перезаглубление анкеров до 20 см;
Рис. 3.7. Установка кольцевых одиночных грузов для балластировки трубопроводов, прокладываемых на заболоченных и обводненных участках
увеличение расстояний между анкерными устройствами по сравнению с проектными не допускается, возможно сокращение их до 0,5 м;
относительные смещения анкеров между собой в устройстве не должны превышать 25 см;
расстояния от трубы в свету до анкерной тяги не должны превышать 50 см.
Контроль за несущей способностью анкерных устройств необходимо осуществлять путем проведения контрольных выдергиваний. Испытанию подлежит не менее 2 % анкеров от общего количества установленных на данном участке нефтепровода.
Результаты испытаний должны быть оформлены паспортом (актом) на скрытые работы.
На нефтепровод под утяжеляющие железобетонные грузы или анкерные устройства необходимо укладывать футеровоч-ные маты или защитные обертки. Конструкция футеровоч-ных матов или тип обертки устанавливается проектом.
При групповом способе установки грузов на нефтепроводе или кустовой схеме размещения анкерных устройств расстояние между соседними группами не должно превышать
25 м.
Установка балластирующих средств на плавающий нефтепровод не допускается.
Не допускается также наклонная установка на нефтепровод седловидных утяжеляющих грузов.
При укладке нефтепроводов в скальных и мерзлых грунтах согласно СНиП III-42-80* следует выравнивать основания под нефтепроводы слоем мягкого грунта толщиной не менее 10 см над выступающими частями, однако допуск отклонения составляет всего +10 см.
Институтом ИПТЭР в конце семидесятых - начале восьмидесятых годов была проведена большая работа по проблеме устройства основания трубопровода - одной из важных технологических операций, от качества которой зависит как сохранность изоляционного покрытия в процессе эксплуатации, так и сохранность и бездефектность самого тела трубы.
Для изучения характера осадки грунта были проведены экспериментальные исследования с учетом особенностей формирования ложа трубопровода на трех стендах с трубами диаметром 820, 1020 и 1220 мм. Основной целью экспериментов было определение осадки грунта присыпки при различных значениях высоты присыпки и диаметра трубы. Проводились также замеры высотного положения участка нефтепровода после его ремонта, которые показали, что осадка нефтепровода продолжается и через год после ремонта и может превышать 0,1 м. Экспериментальными работами и опытом эксплуатации нефтепроводов большого диаметра установлено, что в отдельных случаях осадка нефтепровода может достигать 40 см.
Особое внимание необходимо обратить на устройство основания нефтепровода в скальных грунтах. Если в мерзлых грунтах за период просадки присыпного грунта мерзлый грунт успеет оттаять и в конце концов сформируется нормальное ложе для нефтепровода, то в скальных грунтах по мере просадки грунта первоначально начнет разрушаться изоляция, а затем на теле трубы могут появиться вмятины и задиры. При больших выступах скальной породы образуются вмятины с трещинообразованиями, которые впоследствии приводят к порыву нефтепровода.
До нормативного ограничения размеров выступающих частей основания вопрос о качестве подготовки основания трубопровода должен быть решен в рабочем проекте.
Как один из вариантов решения этой задачи, можно реко-
мендовать для подстилающего слоя и подсыпки нефтепроводов гидрофобизированные грунты, которые находят применение при ремонте магистральных газопроводов. Наилучшими как по стоимости, так и по своим основным свойствам для гидрофобизации грунтов являются вяжущие ВМТ-Л и ВМТ-З. Гидрофобизированные грунты дают меньшую осадку трубопровода, практически не размываются, морозостойки и теплоустойчивы, коррозионная активность их уменьшается с высокой и повышенной до низкой, сохраняются защитные свойства изоляционных покрытий трубопровода. Вяжущее
ВМТ-З может, кроме того, использоваться для закрепления и гидрофобизации грунтов при берегоукреплении, ремонте размываемых склоновых участков, балластировке трубопровода и т.д.
Мягкую подсыпку дна траншеи и засыпку мягким грунтом нефтепровода, уложенного в скальных, каменистых, щебенистых, сухих комковых и мерзлых грунтах, допускается по согласованию с проектной организацией и заказчиком заменять сплошной надежной защитой, выполненной из негниющих, экологически чистых материалов.
Изолированный участок нефтепровода после укладки необходимо незамедлительно присыпать и засыпать грунтом. Присыпанный участок допускается оставлять незасыпанным грунтом не более 24 ч.
3.5.4. ОЧИСТКА ПОЛОСТИ И ИСПЫТАНИЕ НЕФТЕПРОВОДОВ
Общие положения
При капитальном ремонте нефтепроводов с заменой труб вновь прокладываемый участок перед его подключением к основной магистрали должен подвергаться очистке полости, испытанию на прочность и проверке на герметичность.
В случаях, когда для очистки полости нефтепроводов и их испытания используются перекачиваемые продукты, в испытаниях должны участвовать соответствующие организации.
Очистку полости нефтепроводов, а также их испытание на прочность и проверку на герметичность следует осуществлять по специальной инструкции, отражающей местные условия работ, и под руководством комиссии, состоящей из представителей генерального подрядчика, субподрядных организаций, заказчика или органов его технадзора (при выполнении работ РСУ акционерного общества магистрального нефтепровода комиссия состоит из представителей РСУ и райуправле-ния).
Комиссия по испытаниям нефтепровода назначается совместным приказом генерального подрядчика и заказчика. При выполнении работ силами РСУ, входящего в состав районного нефтепроводного управления, комиссия назначается приказом по райуправлению.
Специальная инструкция составляется заказчиком и строительно-монтажной организацией применительно к конкретному нефтепроводу с учетом местных условий производства работ, согласовывается с проектной организацией и утверждается председателем комиссии.
Специальная инструкция по очистке полости, испытанию магистральных нефтепроводов на прочность и проверке на герметичность должна предусматривать:
способы, параметры и последовательность выполнения работ;
методы и средства выявления и устранения отказов (застревание очистных устройств, утечки, разрывы и т.п.); схему организации связи;
требования пожарной, технической безопасности и указания о размерах опасной зоны.
Проведение очистки полости, а также испытания трубопроводов на прочность и проверка их на герметичность при отсутствии бесперебойной связи не допускаются [21].
Очистка полости нефтепроводов
Полость нефтепровода до начала испытаний должна быть очищена от окалины и грата, а также случайно попавших при строительстве внутрь нефтепровода грунта, воды и различных предметов.
Очистку полости нефтепроводов выполняют одним из следующих способов:
промывкой с пропуском очистных поршней или поршней-разделителей;
продувкой с пропуском очистных поршней, а при необходимости и поршней-разделителей;
продувкой без пропуска очистных поршней.
Полость линейной части и лупинги нефтепроводов, как правило, очищают продувкой воздухом с пропуском ерша-разделителя.
Очистка полости подземных нефтепроводов должна производиться после укладки и засыпки, наземных - после укладки и обвалования, надземных - после укладки и крепления на опорах.
На нефтепроводах, монтируемых без внутренних центраторов, следует производить предварительную очистку полости протягиванием очистных устройств в процессе сборки трубопроводов в нитку.
Промывке с пропуском очистных поршней или поршней-разделителей следует подвергать нефтепроводы, испытание которых предусмотрено в проекте гидравлическим способом.
При промывке нефтепроводов перед пропуском очистных поршней или поршней-разделителей должна быть залита вода в объеме 10-15 % объема полости очищаемого участка. Скорость перемещения очистных поршней или поршней-разделителей при промывке должна быть не менее 1 км/ч (рис. 3.8).
Продувке с пропуском очистных поршней должны подвергаться нефтепроводы диаметром 219 мм и более, укладываемые подземно и наземно.
При продувке очистные поршни пропускаются по участкам нефтепровода протяженностью не более расстояния между линейной арматурой под давлением сжатого воздуха, поступающего из ресивера (баллона), устанавливаемого на прилегающем участке.
Давление воздуха в ресивере при соотношении длин ресивера и продуваемого участка 1:1 определяется по табл. 3.43.
На нефтепроводах, монтируемых на опорах, продувка должна проводиться с пропуском поршней-разделителей. Последние следует пропускать под давлением сжатого воздуха или природного газа со скоростью не более 10 км/ч по участкам протяженностью не более 10 км. После пропуска поршней-разделителей окончательное удаление загрязнений производят продувкой без пропуска очистных устройств путем создания в нефтепроводе скоростных потоков воздуха (или газа).
Продувке без пропуска очистных поршней подвергаются нефтепроводы диаметром менее 219 мм; в этом случае используют скоростные потоки воздуха, подаваемые из ресивера, расположенного на прилегающем участке. Давление воздуха в ресивере при соотношении длин ресивера и продуваемого участка не менее 2 : 1 определяется по табл. 3.43. Протяженность участка нефтепровода, продуваемого без пропуска очистных поршней, не должна превышать 5 км.
Очистка полости переходов через водные преграды долж-
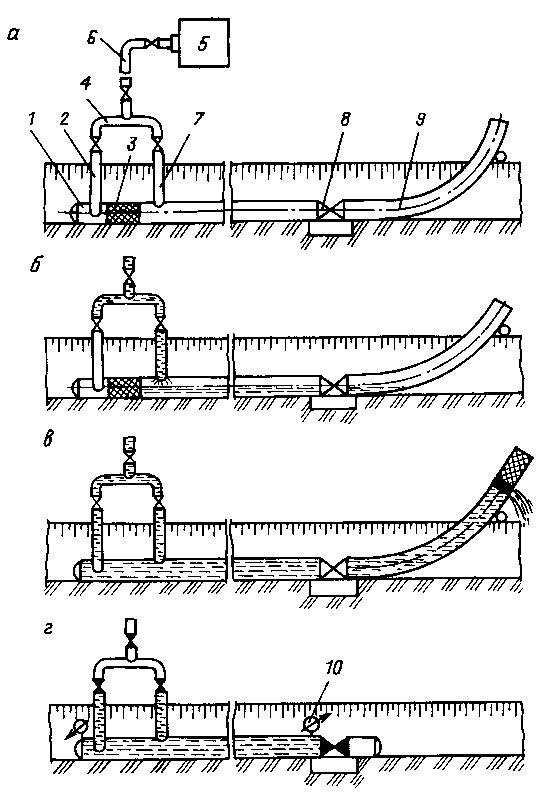
Рис. 3.8. Схема производства работ при промывке нефтепровода:
а — подготовка участка к промывке; б — подача воды перед поршнем-разделителем; , — пропуск поршня-разделителя в потоке воды; „ —
подготовка участка к испытанию; 1 — очищаемый участок; 2, 7 —
перепускные патрубки с кранами; 3 — поршень-разделитель; 4 —
коллектор; 5 — наполнительные агрегаты; 6 — подводящий патрубок; 8 — линейная арматура; 9 — сливной патрубок; 10 — манометр
Давление воздуха в ресивере для продувки участков нефтепроводов
| Условный диаметр нефтепровода, мм |
Давление в ресивере, МПа (кгс/см2) | |
| для нефтепроводов, очищенных протягиванием очистных устройств | для нефтепроводов, не очищенных протягиванием очистных устройств | |
| До 400 |
0,6 (6) | 1,2 (12) |
| От 500 до 800 | 0,5 (5) |
1 (10) |
| От 1 000 до 1 400 |
0,4 (4) | 0,8 (8) |
на производиться путем пропуска эластичных поршней-разделителей.
Продувка считается законченной, когда после вылета очистного устройства из продувочного патрубка выходит струя незагрязненного воздуха или газа.
Если после вылета очистного устройства из нефтепровода выходит струя загрязненного воздуха, необходимо провести дополнительную продувку участка.
В случае, если после вылета очистного устройства из продувочного патрубка выходит вода, то по нефтепроводу дополнительно следует пропустить поршни-разделители.
При продувке нефтепровода пропуск и выпуск загрязнений и очистных поршней через линейную арматуру запрещаются.
При застревании в нефтепроводе в процессе продувки или промывки очистного устройства оно должно быть извлечено из нефтепровода и этот участок подлежит повторной продувке или промывке.
После очистки полости нефтепровода любым из указанных способов на концах очищенного участка устанавливают временные инвентарные заглушки [21].
По данным пропуска средств внутритрубной диагностики установлено большое количество различных дефектов на действующих нефтепроводах, в том числе по вине металлургических, трубопрокатных заводов, строительно-монтажных организаций, которые не выявлены своевременно из-за отсутствия технических средств для определения дефектов. Многие из них не выявляются и при испытаниях нефтепровода. Поэтому в процессе очистки полости нефтепровода вслед за поршнями-разделителями необходимо пропустить поршни-калибры, которые могут быть различны по конструкции, но все они базируются на поршнях-разделителях. Самая элементарная конструкция - это когда на передней части поршня-разделителя монтируется на фланцевом соединении цельная или лепестковая диафрагма из листовой стали диаметром, обеспечивающим проход снарядов-дефектоскопов, и толщиной, зависящей от диаметра нефтепровода, скорости потока и т.д., т.е. такой, при которой диафрагма при ударе о препятствия свободно прогибалась бы и поршень мог проходить дальше. Тем самым определяется наличие препятствия, но не устанавливается их количество и месторасположение. При наличии препятствий следующим пропускают поршень-калибр с жесткой диафрагмой и индикацией месторасположения. В местах остановки поршня-калибра трубопровод вскрывают, вырезают дефектный участок, а поршень-калибр пропускают дальше. По выбору заказчика (эксплуатирующей организации) может быть сразу осуществлен пропуск поршня-калибра с индикацией месторасположения без предварительного пропуска проходящего поршня-калибра.
Выполнение указанной работы уже на стадии строительства позволит обеспечить в дальнейшем беспрепятственный пропуск очистных, инспекционных и других специальных устройств.
Выполнение внутритрубной диагностики нефтепроводов еще до ввода их в эксплуатацию должно быть приоритетным, а после создания или приобретения многоцелевых инспекционных снарядов - обязательным.
Для проведения внутритрубной диагностики компанией "Транснефть" создан и с 1991 г. работает Центр технической диагностики (ЦТД), оснащенный диагностическими приборами высокой разрешающей способности на все диаметры магистральных нефтепроводов типа "Калипер" для выявления имеющихся сужений (гофры, вмятины) и типа "Ультраскан" для определения дефектов тела трубы (коррозионные язвы, вырывы, выбоины, царапины). В перспективе в ближайшие годы планируется ввод в эксплуатацию новых магнитных снарядов, которые кроме дефектов типа потери металла способны обнаружить дефекты и в кольцевых сварных швах, а также ультразвуковых снарядов для определения продольных трещин в нефтепроводах, в том числе трещин и трещиноподобных дефектов в продольных сварных швах. Применение всех этих снарядов-дефектоскопов позволит обнаружить основные типы явных дефектов, встречающихся в трубопроводах на строящемся участке нефтепровода.
Связанные с этим сложности заключаются в необходимости строительства временных камер приема и пуска диагностических снарядов и многократной прокачки воды на диагностируемом участке. При наличии многоцелевого инспекционного снаряда необходимость в кратности прокачки воды резко сократится.
Выявленные дефекты, как правило, устраняют удалением дефектных мест. В зависимости от степени опасности, которую представляют те или иные дефекты, в отдельных случаях может быть принято решение о ремонте дефектных мест путем наложения муфт, шлифовки или даже их сохранения после идентификации дефектов, определения степени их опасности, необходимого ресурса и времени эксплуатации нефтепроводов. Определить степень опасности по выявленным дефектам и получить рекомендации по их устранению можно по методике и компьютерным программам, разработанным институтом ИПТЭР и ОАО "Центр технической диагностики (ЦТД) "Диаскан".
Испытание нефтепроводов
Испытание отремонтированных с заменой труб участков магистральных нефтепроводов на прочность и проверку на герметичность проводят после полной готовности участка (полной засыпки, обвалования или крепления на опорах, очистки полости, установки арматуры и приборов, катодных выводов и представления исполнительной документации на испытываемый объект).
Испытание участков нефтепроводов на прочность и проверку на герметичность следует осуществлять гидравлическим (водой, незамерзающими жидкостями) и как исключение — пневматическим (воздухом) способом.
Гидравлическое испытание нефтепроводов водой при отрицательной температуре воздуха допускается только при условии предохранения трубопровода, линейной арматуры и приборов от замораживания [21].
Нефтепровод, как правило, испытывают гидравлическим способом (рис. 3.9).
Гидравлический способ испытаний имеет ряд преимуществ:
1) при заполнении нефтепровода водой или другой жидкостью уже до испытания формируется в какой-то степени ложе трубопровода за счет веса трубы с водой и оттаивания мерзлого грунта (если имеется такой грунт). В нефтепроводе создаются напряжения, близкие к тем, которые возникнут в процессе эксплуатации, а их предельность в какой-то степени выявится при испытании:
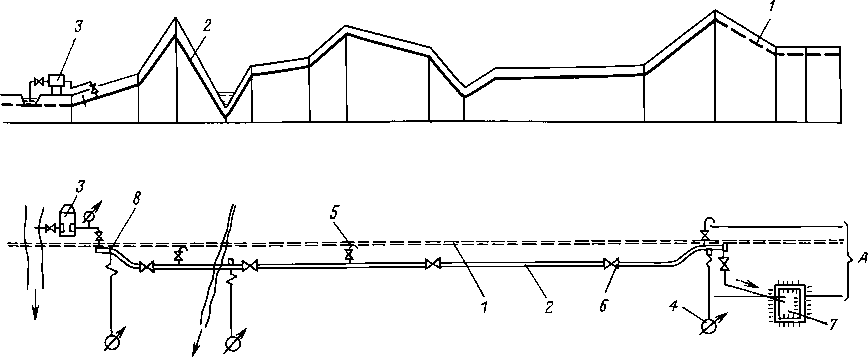
Рис. 3.9. Схема гидравлического испытания участка нефтепровода:
1 — существующий нефтепровод; 2 — прокладываемый участок нефтепровода; 3 — опрессовочный агрегат; 4 — манометр (вторичный прибор); 5 — воздухоспускной кран (вантуз); 6 — линейная арматура; 7 — амбар для сброса воды; 8 — датчик давления; А — опасная зона (150 — 200 м)
2) даже незначительный выход жидкости дает возможность уловить это по падению давления в трубопроводе;
3) при порыве нефтепровода происходит кратковременный выброс жидкости и ее последующее свободное излияние.
Пневматический способ испытания применяется в исключительных случаях:
при отсутствии на ремонтируемом участке воды или другой жидкости, пригодной для испытаний;
при недопустимости слива жидкости после опрессовки на ремонтируемом участке или откачки ее в месте возможного слива или переработки;
в горной и пересеченной местности, когда границы испытываемых участков приходятся на сложную для производства строительно-монтажных работ местность: в зимний период;
при необходимости создать равнопрочный участок на всем протяжении в горной и пересеченной местности.
Способы испытания, границы участков, значения испытательных давлений и схема проведения испытания, в которой указаны места забора и слива воды, согласованные с заинтересованными организациями, а также обустройство временных коммуникаций определяются проектом.
Протяженность испытываемых участков не ограничивается, за исключением случаев гидравлического испытания, когда протяженность участков назначается с учетом гидростатического давления.
В зависимости от категории участков нефтепроводов и их назначения, а также этапов производства работ и испытаний значения давлений и продолжительность испытаний нефтепроводов на прочность и проверки их на герметичность будут различными.
При и с п ы т ан и и г ид р ав л ич е с к им с п о с о б о м:
а) на прочность
В нижней точке рисп = рзав (рзав - гарантированные заводом испытательные давления без учета осевого подпора) для участков всех категорий; в верхней точке рисп = 1,25рра6 для участков I и II категорий и рисп= 1,1 рра6 для участков III и IV категорий, кроме участков, построенных из цельнотянутых труб, для которых в верхней точке рисп = 1,25рра6 для всех категорий. Продолжительность испытаний на прочность - 24 ч.
Для прилегающих прибрежных участков водных преград на втором этапе испытания, т.е. после укладки, но до засыпки нефтепровода продолжительность испытания может ограничиваться 12 ч, но третий этап также должен быть не менее
24 ч;
б) на герметичность
Давление при проверке на герметичность принимается равным рра6; продолжительность проверки определяется временем, необходимым для тщательного осмотра трассы с целью выявления утечек, но не менее 12 ч [21].
При совместном испытании на прочность участков I и II категорий с участками III и IV категорий нижняя точка принимается на участке III (IV) категории, при этом испытательное давление в любой точке этих участков не должно превышать заводского испытательного давления.
Временные трубопроводы для подключения наполнительных, опрессовочных агрегатов и компрессоров должны быть предварительно подвергнуты гидравлическому испытанию на давление не менее 1,25рра6 испытываемых нефтепроводов и не менее рисп нефтепроводов в точке подключения.
Участки нефтепроводов должны подвергаться циклическому гидравлическому испытанию на прочность и проверке на герметичность. При этом количество циклов должно быть не менее трех, а значения испытательного давления в каждом цикле должны изменяться от рзав до рра6 [21].
При испытании участка нефтепровода допускается повышение давления до значения, вызывающего напряжение в металле трубы до предела текучести с учетом минусового допуска на толщину стенки [20].
Общее время выдержки участка нефтепровода под испытательным давлением без учета времени циклов снижения давления и восстановления — не менее 24 ч.
Время выдержки участка под испытательным давлением должно быть не менее, ч:
до первого цикла снижения давления — 6;
между циклами снижения давления — 3;
после ликвидации последнего дефекта последнего цикла снижения давления — 3.
Подвергаемый испытанию на прочность и проверке на герметичность ремонтируемый участок нефтепровода следует разделить на отдельные участки, ограниченные заглушками или линейной араматурой.
Линейная арматура может быть использована в качестве ограничительного элемента при испытании в случае, если перепад давлений не превышает максимальной величины, допустимой для данного типа арматуры.
При п н е в м а т и ч е с к о м и с п ы т а н и и заполнение ремонтируемого участка нефтепровода и подъем давления в нем до испытательного рисп должны вестись через полностью открытые краны байпасных линий при закрытых линейных задвижках (кранах), а при отсутствии байпасных линий -при прикрытых линейных задвижках (кранах) для обеспечения возможности быстрого отключения дефектного участка и предотвращения значительного разрушения нефтепровода.
Для выявления утечек воздуха в процессе закачки в трубопровод следует добавлять одорант.
При пневматическом испытании подъем давления в нефтепроводе следует производить плавно - не более 0,3 МПа (3 кгс/см2) в час, с осмотром трассы при давлении, равном
0,3 испытательного, но не выше 2 МПа (20 кгс/см2). На время осмотра подъем давления должен быть прекращен. Дальнейший подъем давления до испытательного следует производить без остановок. Под испытательным давлением нефтепровод должен быть выдержан для стабилизации давления и температуры в течение 12 ч при открытых кранах байпасных линий и закрытых линейных задвижках (кранах) или прикрытых задвижках (при отсутствии байпасных линий). Затем следует снизить давление до рабочего, после чего закрыть краны байпасных линий и задвижки и провести осмотр трассы, наблюдения и замеры давления в течение не менее 12 ч.
При подъеме давления от 0,3рисп до рисп и в течение 12 ч при стабилизации давления, температуры и испытаниях на прочность осмотр трассы запрещается.
Осмотр трассы следует производить только после снижения испытательного давления до рабочего с целью проверки нефтепровода на герметичность.
При заполнении нефтепроводов водой для гидравлического испытания из труб должен быть полностью удален воздух. Удаление воздуха осуществляется поршнями-разделителями или через воздухоспускные краны, устанавливаемые в местах возможного скопления воздуха.
Нефтепровод считается выдержавшим испытание на прочность и проверку на герметичность, если за время испытания его на прочность давление остается неизменным, а при проверке на герметичность не будут обнаружены утечки.
При пневматическом испытании нефтепровода на прочность допускается снижение давления на 1 % за 12 ч.
При обнаружении утечек визуально, по звуку, запаху или с помощью приборов участок нефтепровода подлежит ремонту и повторному испытанию на прочность и проверке на герметичность.
После испытания нефтепровода на прочность и проверки на герметичность гидравлическим способом из него должна быть полностью удалена вода.
Заполнение нефтепровода на участках переходов через водные преграды нефтью должно производиться таким образом, чтобы полностью исключить возможность поступления в полость трубопровода воздуха.
При всех способах испытания на прочность и герметичность для измерения давления должны применяться проверенные опломбированные и имеющие паспорт дистанционные приборы или манометры класса точности не ниже 1 и с предельной шкалой на давление около 4/3 испытательного, устанавливаемые вне опасной зоны.
О производстве и результатах очистки полости, а также испытаниях нефтепроводов на прочность и проверке их на герметичность необходимо составить акты [21].
Удаление воды может осуществляться следующими способами:
пропуском поршней-разделителей под давлением сжатого воздуха со сбросом воды в специально подготовленные котлованы, амбары, а также в амбары защитных сооружений от разлива нефти и нефтепродуктов при повреждениях нефтепроводов;
сбросом воды (самотеком или откачкой насосами) в пониженных точках рельефа местности;
пропуском поршней-разделителей под давлением перекачиваемого продукта или самим транспортируемым продуктом (прямой контакт) со сбросом воды в емкости одной из перекачивающих станций или нефтеперерабатывающих заводов, где возможен отстой воды и последующая очистка до санитарных норм.
Способ удаления воды зависит от реальной обстановки, условий на месте, объема вытесняемой воды, возможности и согласия принять опрессовочную воду на последующих перекачивающих станциях или нефтеперерабатывающих заводах.
Наиболее предпочтителен сброс воды под давлением сжатого воздуха. Учитывая, что опрессовочная вода обычно обескислорожена и губительно действует на флору и фауну водоемов, а также содержит некоторое количество механических примесей (окалину, песок, ил), воду необходимо сбрасывать первоначально в специально подготовленные котлованы или существующие амбары, откуда после соответствующего отстоя ее откачивают в водоемы (реку, озеро, водоканал) или на рельеф по согласованию с соответствующими надзорными органами и владельцами земли (землепользователями).
Сброс воды в пониженных точках рельефа местности применяют в тех случаях, когда он не нанесет ущерба окружающей природе: на солончаках (такырах), в соленые озера или сточные водоемы. При небольших объемах сбрасываемой воды, в которых практически отсутствуют механические примеси, сброс возможен и непосредственно на любой рельеф с компенсацией возможного ущерба.
Способ удаления воды из нефтепроводов устанавливается проектом по согласованию с эксплуатирующей нефтепровод организацией и другими заинтересованными организациями и надзорными органами.
После удаления воды концы труб заглушаются.
3.5.5. ПОДКЛЮЧЕНИЕ ОТРЕМОНТИРОВАННОГО С ЗАМЕНОЙ ТРУБ УЧАСТКА К ДЕЙСТВУЮЩЕМУ НЕФТЕПРОВОДУ И ПУСК ЕГО В РАБОТУ
Концы отремонтированных участков нефтепровода должны лежать параллельно и рядом с действующим нефтепроводом, к которому подключается этот участок. При укладке в отдельную траншею подвод концов отремонтированного участка к действующему нефтепроводу осуществляется за счет упругого изгиба в пределах не менее минимально допустимого радиуса гнутых отводов или их комбинации. Прямой участок после гнутого отвода до точки подключения должен быть достаточным, чтобы перемещение концов труб при центровке не оказало воздействия на гнутую кривую. Кривые, как правило, до начала работ по подключению должны быть засыпаны землей.
Подготовка к подключению участка начинается с подготовки заменяемого (отключенного) участка, которая заключается в многократной очистке трубопровода щеточными скребками с целью удаления (уменьшения) пристенных отложений, осложняющих работы при демонтаже отключенного участка и проверке герметичности отсекающих линейных задвижек. Ремонтный котлован готовится в габаритах, достаточных для производства работ по отключению демонтируемого участка и подключению отремонтированного участка.
В организационный период районное нефтепроводное управление составляет план мероприятий по подключению отремонтированного участка к действующему нефтепроводу, в котором последовательно указываются отдельные операции, необходимые технические средства, численность исполнителей и время выполнения. В итоге определяются время, необходимое для выполнения всего комплекса работ по совмещенному графику, технические средства и численность исполнителей с указанием источников комплектации. При недостаточности собственных средств и численности исполнителей в акционерное общество подается заявка на все дополнительно необходимое, включая силы и средства исполнителей ремонтных работ.
В акционерном обществе план-мероприятие рассматривается заинтересованными отделами, при необходимости корректируется, визируется их руководителями и утверждается генеральным директором или главным инженером АО.
В случае, если подключаемые концы участка приходятся на разные райуправления, составляется общий план мероприятий с участием отдела эксплуатации АО и утверждается в установленном порядке.
Время вероятной остановки трубопровода согласовывается с заинтересованными организациями (промыслы, смежные АО, нефтеперерабатывающие заводы, нефтебазы). При необходимости до начала работ создается необходимый объем резервуарной емкости на головном участке (головной НПС) и запас нефти у потребителей.
Если остановке подлежат магистральные нефтепроводы, принадлежащие нескольким АО, план-мероприятие направляется в эти акционерные общества и акционерную компанию для согласования.
Во всех случаях разрешение на остановку нефтепроводов и производство работ на них по запросу акционерного общества дает акционерная компания. Далее это разрешение дается по нисходящим инстанциям.
До начала производства работ участки обеспечивают двусторонней устойчивой связью, средствами укрытия и отдыха работников, пунктами питания и т.д.
После остановки перекачки и сброса давления дается разрешение на начало комплекса планируемых работ. Первоначальная, наиболее продолжительная по времени, а иногда и наиболее трудоемкая работа - опорожнение заменяемого участка.
В первую очередь рассматривается возможность сброса нефти с заменяемого (отключаемого) участка в резервуарные емкости нефтеперекачивающих станций, нефтеперерабатывающих заводов, нефтепромыслов.
В случае, если опорожнение участка путем сброса нефти в резервуарные емкости невозможно, а также при наличии на участке остатков нефти после сброса заменяемый участок отсекают ближайшими линейными задвижками (кранами) с последующим опорожнением участка от нефти в точках намечаемого отключения.
Это возможно осуществить:
откачкой нефти за ближайшие линейные задвижки (краны) этого же нефтепровода;
откачкой нефти в соседний нефтепровод; откачкой нефти во вновь подключаемый участок при наличии на концах этого участка задвижек (кранов);
откачкой нефти в специально подготовленные котлованы, резинотканевые емкости;
вывозкой нефти в передвижных емкостях; комбинированным способом.
На концах заменяемого участка взрывным способом или специальными машинками вырезают "катушки" протяженностью, достаточной для маневрирования на месте концами подключаемого участка. Концы отключенного участка заглушают сферическими заглушками.
При центровке труб перемещение концов действующего нефтепровода допустимо только после вскрытия его на длину, позволяющую выдержать минимальный радиус упругого изгиба, и визуальной проверки качества стыков.
К работам по центровке труб и последующей сварке допускаются только высококвалифицированные специалисты, имеющие опыт подобной работы. Сварные стыки подлежат контролю радиографическим методом.
Следующей немаловажной операцией является удаление воздуха из нефтепровода. Прежде всего это необходимо попытаться выполнить в пределах опорожненного участка. Для этого в горной и гористой местности в верхних точках нефтепровода по профилю врезают воздухоспускные вантузы. При наличии по профилю более высоких участков трубопровода с нефтью воздух вытесняют, заполняя отсеченный участок нефтью с более высоких участков. При невозможности самотечного заполнения необходимо открыть отсекающие задвижки и возобновить перекачку при самом малом давлении и производительности. Скорость перекачки продукта V должна быть не более укр: v — v^, где уКр - критическая скорость продукта, при которой может происходить вынос воздуха или газовых скоплений с верхних точек трубопровода по профилю.
k 2д • D • sina
v кр " ^ X ,
V 0,39
где к = 0,225 (sin a)-036 ——; a - угол наклона к горизонту
нисходящего участка трубопровода, град.; vE(F) - коэффициент кинематической вязкости воздуха (газа), м2/с; V н -коэффициент кинематической вязкости продукта, м2/с; g -ускорение свободного падения, м/с2; D - внутренний диаметр трубопровода, м; X- коэффициент гидравлического сопротивления.
![]()
где V и V - соответственно скорость и вязкость перекачиваемого продукта.
На равнинной и слабохолмистой местности освобождение опорожненного участка от воздуха усложняется.
Конкретные решения принимаются в зависимости от профиля трассы нефтепровода, месторасположения заменяемого участка, возможности обеспечения потока нефти в выбранном направлении и подачи нужного объема нефти и т.д.
Для более полного вытеснения воздуха обычно в нефтепровод в начале подключаемого участка по ходу потока или в камере скребка предыдущей НПС закладывают поршень-разделитель. Необходимо попытаться вытеснить воздух в пределах отсеченного участка; для этого в наиболее возвышенных точках или в конце участка, если местность ровная, вваривают вантуз для сброса воздуха. Заполнение участка нефтью осуществляется при закрытой задвижке на конце участка по потоку подпорными агрегатами предыдущих станций, насосными агрегатами типа ПНА, подачей нефти с других нефтепроводов или, в исключительных случаях, с подключением одного основного агрегата с внутристанционным дросселированием на предыдущей станции с резервуарным парком. Скорость потока должна быть минимальной, но не менее
1 км/ч.
Ограничивающими условиями во всех случаях являются: полное удаление воздуха до начала обводненных участков нефтепровода для предотвращения их всплытия;
полное удаление воздуха до резервуаров с понтонами для предотвращения деформации и затопления понтонов;
при расчетном подходе воздуха к промежуточной станции без резервуарной емкости или с резервуарной емкостью с понтонами станцию остановить и поток пропустить, минуя станции;
при подходе воздуха к станциям с резервуарами без понтонов снять тарелки с предохранительных клапанов, а в без-грозовой период — и крышки световых люков, обеспечив поступление воздуха в резервуары в объеме не более пропускной способности резервуаров (по воздуху).
После заполнения трубопровода нефтью и осмотра подключенного участка возобновляется перекачка нефти в заданном технологическом режиме.
Заполнение трубопровода нефтью считается составной частью комплексного опробования участка, отремонтированного с заменой труб, и оформляется актом. Комплексное опробование нефтепровода с отремонтированным участком считается законченным после 72 ч его работы в установленном режиме.
3.6. ТЕХНОЛОГИЯ ПРОИЗВОДСТВА ОТДЕЛЬНЫХ видов РАБОТ, ЗАВИСЯЩИХ ОТ СПОСОБА УКЛАДКИ УЧАСТКА НЕФТЕПРОВОДА, ПРИ РЕМОНТЕ С ЗАМЕНОЙ ТРУБ
При ремонте нефтепроводов с заменой труб земляные работы и работы по демонтажу отключенного (дефектного) участка отличаются по технологии в зависимости от способа укладки нового участка
3.6.1. ЗЕМЛЯНЫЕ РАБОТЫ
Укладка вновь прокладываемого участка нефтепровода в отдельную траншею
Укладка вновь прокладываемого участка нефтепровода в отдельную траншею в охранной зоне коммуникаций или при наличии коммуникаций в полосе отвода земли для производства ремонтных работ отличается от укладки участка вне охранной зоны и при отсутствии коммуникаций в полосе отвода земли тем, что в первом случае необходимо получить согласование и разрешение на производство работ от владельцев или организаций, эксплуатирующих эти коммуникации, выполнить предварительные работы по условиям согласования и принять такую схему перемещения и размещения технических средств, которая позволяет сохранить существующие коммуникации и обеспечить их нормальное технологическое функционирование (рис. 3.10).
В любом случае способы производства земляных работ на строительстве магистральных нефтепроводов определяются проектом и регламентируются требованиями СНиПа по земляным сооружениям, основаниям и фундаментам [26].
Земляные работы должны выполняться с обеспечением требований качества и обязательным пооперационным контролем всех технологических процессов.
Параметры земляных сооружений (ширина траншеи или насыпи, глубина выемки, высота насыпи, крутизна откосов) определяются проектом (рабочими чертежами) в соответствии с требованиями СНиПа по проектированию.
К началу работ по разработке траншеи должны быть получены:
письменное разрешение на право производства земляных работ в зоне расположения подземных коммуникаций, выданное владельцами или организациями, ответственными за эксплуатацию этих коммуникаций;
проект производства земляных работ;
наряд-допуск экипажу экскаватора (если работы вы
полняются совместно с бульдозерами и рыхлителями, то и машинистам этих машин) на производство работ.
Перед разработкой траншеи следует воспроизвести разбивку ее оси.
Основание траншеи должно быть выровнено в соответствии с проектом.
Разработка траншеи должна производиться одноковшовым экскаватором (рис. 3.11):
на участках с выраженной холмистой местностью (или сильнопересеченной), прерывающейся различными (в том числе водными) преградами;
на участках кривых вставок нефтепровода;
при работе в мягких грунтах с включением валунов;
на участках повышенной влажности;
в обводненных грунтах (на рисовых полях и орошаемых землях);
в местах, где невозможно или нецелесообразно использовать роторный экскаватор;
на участках, определенных проектом.
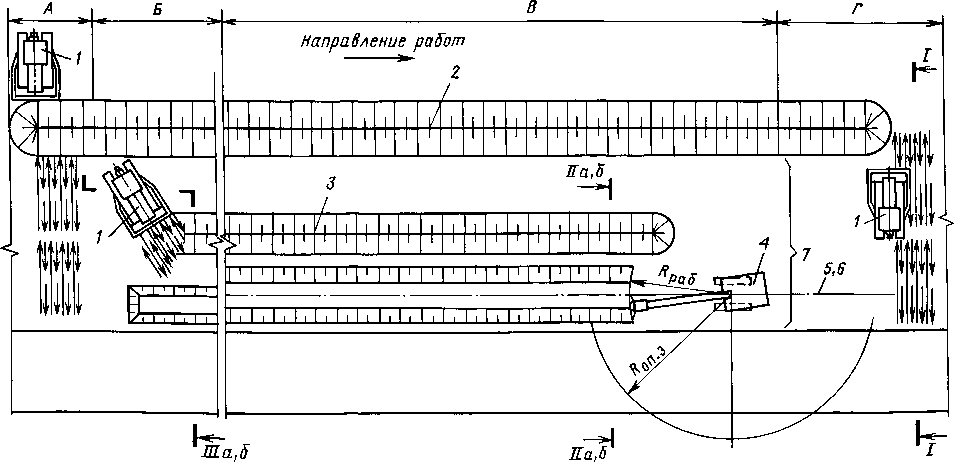
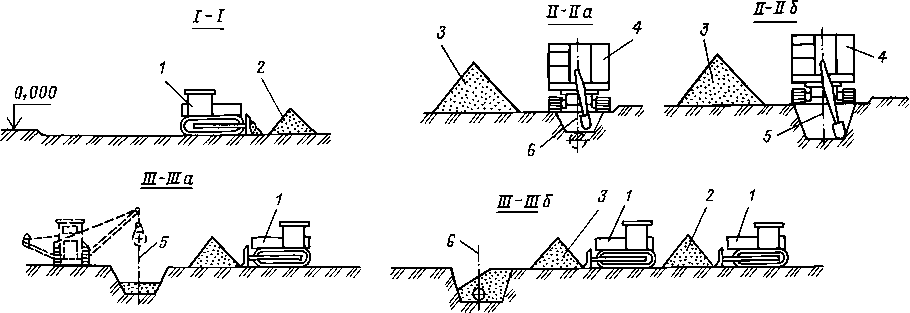
Рис. 3.10. Схема производства земляных работ при ремонте с заменой труб путем укладки в отдельную траншею:
1 — бульдозер; 2 — отвал почвенно-растительного грунта; 3 — отвал минерального _ грунта; 4 — экскаватор; 5 — ось траншеи; 6 — ось трубопровода; 7 — полоса снятия почвенно-растительного слоя; А — зона рекультивации; А — зона обратной засыпки; Q — зона вскрытия трубопровода; Ё — зона срезки почвенно-растительного слоя грунта; Rm3 — радиус опасной зоны работы экскаватора; Ёраб — рабочий радиус экскаватора; $ — при вскрытии заменяемого участка трубопровода; ¦ — при разработке новой траншеи; ^ — рабочий ход бульдозера; — холостой ход бульдозера

Рис. 3.11. Разработка траншеи одноковшовым экскаватором
На участках со спокойным рельефом местности, отлогих возвышенностях, мягких подножиях и мягких затяжных склонах гор работы могут выполняться роторным траншейным экскаватором.
Для разработки широких траншей с откосами (в сильно-обводненных, сыпучих, неустойчивых грунтах) должны применяться одноковшовые экскаваторы, оборудованные драглайном.
Траншеи с вертикальными стенками без крепления могут разрабатываться в грунтах естественной влажности с нарушенной структурой при отсутствии грунтовых вод на следующую глубину, м:
Для рытья траншей или ремонтного котлована^ большей
глубины необходимо устраивать откосы различного заложения в зависимости от состава грунта при уровне грунтовых вод ниже глубины выемки (табл. 3.44) [25].
В глинистых грунтах, переувлажненных дождевыми, снеговыми (талыми) и другими водами, крутизна откосов котлова-
Допустимая крутизна откосов траншеи и ремонтного котлована
|
Глубина траншеи, м | |||||||
| до | 1,5 |
1,5 | -3,0 | 3,0 | -5,0 | ||
| Грунт | угол отко са, град. | уклон |
угол отко са, град. |
уклон | угол отко са, град. | уклон |
|
| Насыпной |
56 | 1 : 0,67 | 45 |
1 : 1,00 | 38 | 1 : 1,25 | |
| Песчаный и |
гра- | 63 | 1 : 0,50 | 45 | 1 : 1,00 |
45 | 1 : 1,00 |
|
вииныи Супесь | 76 | 1 : 0,25 | 56 |
1 : 0,67 | 50 | 1 : 0,85 | |
| Суглинок |
90 | 1 : 0,00 | 63 |
1 : 0,50 | 53 | 1 : 0,75 | |
| Глина | 90 | 1 : 0,00 | 76 | 1 : 0,25 | 63 | 1 : 0,50 | |
| Лёссовидный |
су- | 90 | 1 : 0,00 | 63 | 1 : 0,50 |
63 | 1 : 0,50 |
|
хой Песчаный | 76 | 1:0,25 | 60 | 1 : 0,57 | 53 | 1 : 0,75 |
|
Примечания. 1. При напластовании различных видов грунта крутизну откосов для всех пластов следует назначать по более слабому виду грунта. 2. К насыпным грунтам относятся грунты, пролежавшие в отвалах менее 6 мес. и не подвергшиеся искусственному уплотнению (проезд, укатка и т.д.).
нов и траншей должна быть уменьшена до величины угла естественного откоса. Это уменьшение производитель работ обязан оформить актом. При разработке лёссовидных и насыпных грунтов должно предусматриваться крепление стенок.
При образовании трещин у бровки траншеи работы должны быть прекращены. На участках, где проводятся неотложные работы, допускается местное уменьшение крутизны откосов.
Размеры и профили траншей устанавливаются проектом в зависимости от назначения и диаметра нефтепроводов, глубины их заложения, характеристики грунтов, гидрогеологических и других условий.
Заглубление нефтепроводов до верха трубы следует принимать, м, не менее [20]:
(от дна канала)
Заглубление нефтепроводов должно определяться также с учетом оптимального режима перекачки и свойств перекачиваемых нефтей в соответствии с указаниями, изложенными в нормах технологического проектирования. Более того, с целью достижения большей надежности и работоспособности нефтепроводов при проектировании необходимо учитывать глубину промерзания грунтов, эрозию почвы, вероятность строительства других коммуникаций, возможное колебание температуры перекачиваемого продукта, неизбежность капремонта и т.д.
Заглубление нефтепровода с балластом определяется как расстояние от поверхности земли до верха балластирующей конструкции.
Ширина траншей по дну должна быть не менее D + + 300 мм для нефтепроводов диаметром до 700 мм (D — условный диаметр трубопровода) и 1,5D — для нефтепроводов диаметром 700 мм и более с учетом следующих дополнительных требований:
для нефтепроводов диаметром 1200 мм при рытье траншей с откосами не круче 1:0,5 ширину траншеи по дну допускается уменьшать до величины D + 500 мм;
при разработке грунта землеройными машинами ширина траншей должна приниматься равной ширине режущей кромки рабочего органа машины, принятой проектом организации строительства, но не менее указанной выше;
ширина траншей по дну на кривых участках из отводов принудительного гнутья должна быть равна двукратной ширине на прямолинейных участках;
ширина траншей по дну при балластировке нефтепровода утяжеляющими грузами или закреплении анкерными устройствами должна быть равна не менее 2,2D, а для нефтепроводов с тепловой изоляцией устанавливается проектом [21].
При разработке траншеи в скальных грунтах габариты ее должны быть достаточными для выполнения в дальнейшем аварийно-восстановительных работ и производства капитального ремонта нефтепровода по существующим технологиям работ:
а) глубина траншеи
при диаметре труб до 720 мм включительно ниже низа трубы, после осадки подстилающего слоя подсыпки — не менее 0,5 м;
при диаметре труб 820 мм и более ниже низа трубы после осадки подстилающего слоя — не менее 1,0 м для обеспечения возможности подработки и прохода ремонтных машин при ремонте нефтепровода без подъема;
б) ширина траншеи по дну (не менее):
H = Бн + 2(1,2+1,3)ЯКоВ + (0,3+0,4) м,
где Бн — наружный диаметр нефтепровода, м; Нков — ширина ковша экскаватора, м; 0,3*0,4 — удвоенное минимальное расстояние между стенкой трубы и ковшом во избежание повреждения нефтепровода при его последующем вскрытии; 1,2*1,3 — коэффициент, учитывающий реальный забой ковша при последующем вскрытии нефтепровода одноковшовым экскаватором.
Параметры траншеи в местах переходов через препятствия и подземные коммуникации, а также котлованов под технологические узлы определяются проектом.
Разработка траншеи начинается с разработки и снятия плодородного слоя. Операция по снятию плодородного слоя почвы в немерзлом состоянии осуществляется поперечными и продольными проходами бульдозеров или роторными экскаваторами на ширину не менее 3,5 м для трубопроводов диаметром до 820 мм и 8,0 м для трубопроводов диаметром 1020—1220 мм [26].
Плодородный слой почвы мощностью менее 20 см в немерзлом состоянии должен сниматься продольными проходами бульдозеров. Для снятия плодородного слоя почвы в мерзлом состоянии следует использовать роторные экскаваторы.
На участках, где ширина траншей, выемок и насыпей превышает 3,5 м (углы поворота, подходы к переходам, крановые узлы, участки со скальными и мерзлыми грунтами, требующими предварительного разрыхления механическими рыхлителями или взрывом и т.д.), плодородный слой почвы должен быть снят со всей подлежащей разработке площади до начала земляных работ (срезка, планировка, рытье широких траншей, котлованов, отсыпка насыпей и т.д.).
Плодородный слой почвы должен быть снят и перемещен в отвал хранения на одну или обе стороны зоны земляных работ на расстояние, обеспечивающее размещение и возвращение минерального грунта на нарушаемую площадь, не допуская при этом перемешивания его с плодородным слоем почвы.
После перемещения плодородного слоя почвы в случае образования выемок и насыпей их откосы должны быть укреплены в соответствии с проектом.
На участках с низкой несущей способностью грунтов следует снимать плодородный слой почвы с полосы шириной не менее 3,5 м одноковшовыми экскаваторами с укладкой его в отвал на полосу монтажных работ и разравниванием.
В случае необходимости прокладки для осушения участка трассы дренажных канав или колодцев водосборников плодородный слой почвы и минеральный грунт следует последовательно укладывать по разные их стороны, а возвращать минеральный грунт и плодородный слой почвы в обратной последовательности.
При обнаружении подземных коммуникаций, не значащихся в проектной документации, земляные работы должны быть прекращены, а их дальнейшее продолжение согласовано представителем заказчика с эксплуатирующими эти коммуникации организациями, с привлечением проектных организаций.
Приямки под технологические захлесты и трубную арматуру разрабатывают одновременно с рытьем траншеи, если позволяет устойчивость грунтов.
Разработку траншей одноковшовым экскаватором следует вести с устранением гребешков на дне в процессе копания, что достигается протаскиванием ковша по дну траншей после завершения разработки забоя.
На участках с высоким уровнем грунтовых вод разработку траншей необходимо начинать с более низких мест для обеспечения стока воды и осушения вышележащих участков.
При разработке траншей одноковшовыми экскаваторами с обратной лопатой и драглайном допускается перебор грунта до 10 см; недобор грунта недопустим.
До начала работ по устройству траншеи в скальных грунтах с ее полосы снимают вскрышной слой рыхлого грунта на всю глубину до обнажения скального грунта при толщине вскрышного слоя более 0,5 м. При меньшей толщине вскрышного слоя его можно не удалять.
Снятый грунт вскрыши укладывают на бровку траншеи и используют при необходимости для подсыпки и присыпки нефтепровода.
Разрабатывают траншеи в скальных грунтах после предварительного рыхления грунта механическим или буровзрывным способом и грубой его планировки в соответствии с проектом. Механическое рыхление скального грунта осуществляют при его небольшой мощности или сильной трещиноватости и выполняют тракторными рыхлителями.
Рыхление скального грунта буровзрывным способом производят преимущественно способом короткозамедленного взрывания, при котором зарядные шпуры (скважины) располагаются по квадратной схеме [21]; в исключительных случаях возможен шахматный порядок расположения скважин.
Бурение шпуров и скважин осуществляется буровыми, как правило, подвижными установками, при этом глубина шпура должна превышать глубину траншеи на 10—15 см.
Характеристики используемых зарядов для рыхления грунта и их типы определяются паспортом буровзрывных работ, являющимся неотъемлемым элементом ППР; его разрабатывают с учетом геотехнических характеристик скального грунта, параметров траншеи, типа используемого ВВ, наличия коммуникации и сооружений.
Для окончательного определения массы заряда и уточнения сетки расположения шпуров производят пробные взрывы.
Взрывные работы следует выполнять таким образом, чтобы рыхление грунта производилось до проектных отметок дна траншеи и без дополнительной доработки его взрывом. Степень рыхления скального грунта при взрывах должна обеспечивать выход кусков размерами, не превышающими 2/3 размера ковша экскаватора, используемого при разработке траншей. При наличии кусков большого размера их разрушают накладными зарядами.
Рыхление скальных грунтов взрывным способом должно проводиться до вывоза труб на трассу, а рыхление мерзлых грунтов допускается выполнять и после раскладки труб на трассе.
При проведении взрывных работ сваренный по трассе нефтепровод необходимо защитить специальными щитами от разлетающихся кусков грунта.
При разработке траншей с предварительным рыхлением скального грунта буровзрывным способом переборы грунта должны быть ликвидированы за счет подсыпки мягкого грунта и его уплотнения.
Грунт, вынутый из траншеи, следует укладывать в отвал с одной (левой по направлению работ) стороны траншеи на расстоянии не ближе 0,5 м от края, оставляя другую сторону свободной для передвижения транспорта и производства прочих работ.
Для обеспечения устойчивости стенок траншеи при ведении работ в малоустойчивых грунтах роторными экскаваторами последние должны быть оборудованы специальными откосниками.
Глубокие траншеи (глубина которых превышает максимальную глубину копания экскаватора данной марки) должны разрабатываться экскаваторами в комплексе с бульдозерами.
При сооружении нефтепроводов диаметром 1020 мм и более необходимо проводить нивелировку дна траншеи по всей длине трассы; на прямых участках — через 50 м, на вертикальных кривых упругого изгиба — через 10 м, на вертикальных кривых принудительного гнутья — через 2 м; при сооружении нефтепроводов диаметром менее 1020 мм — только на сложных участках трассы (вертикальных углах поворота, участках с пересеченным рельефом местности), а также на переходах через железные и автомобильные дороги, овраги, ручьи, реки, балки и другие преграды, на которые разрабатываются индивидуальные рабочие чертежи.
При рытье траншей роторными экскаваторами для получения более ровной поверхности дна траншей на проектной отметке и обеспечения плотного прилегания уложенного нефтепровода к основанию на всем протяжении вдоль оси нефтепровода на ширине не менее 3 м должна проводиться в соответствии с проектом предварительная планировка микрорельефа полосы.
Разработку траншеи на болотах следует выполнять одноковшовыми экскаваторами с обратной лопатой на уширенных или обычных гусеницах со сланей, драглайнами или специальными машинами.
При укладке нефтепроводов через болота методом сплава разработку траншей и плавающей торфяной корки целесообразно выполнять взрывным способом, применяя удлиненные шнуровые, сосредоточенные или скважинные заряды.
В целях предотвращения деформации профиля вырытой траншеи, а также смерзания отвала грунта сменные темпы изоляционно-укладочных и земляных работ должны быть одинаковыми.
Технологически необходимый разрыв между землеройной и изоляционно-укладочной колонной должен быть указан в проекте производства работ.
Разработка траншей в задел в грунтах (за исключением скальных в летнее время), как правило, запрещается.
К моменту укладки нефтепровода дно траншеи должно быть выровнено в соответствии с проектом.
Укладка нефтепровода в траншею, не соответствующую проекту, запрещается.
Перед засыпкой нефтепровода, уложенного в траншею, должны быть выполнены [26]:
проверка правильного положения нефтепровода и плотного его прилегания к дну траншеи;
контроль качества изоляционного покрытия и при необходимости его исправление;
работы по предохранению изоляционного покрытия от механических повреждений при засыпке (предусмотренных проектом);
получение письменного разрешения от заказчика на засыпку уложенного нефтепровода;
выдача машинисту землеройной техники наряда-заказа на производство работ по засыпке.
Засыпку нефтепровода осуществляют преимущественно бульдозерами и траншеезасыпателями роторного типа. На сложных участках в ряде случаев засыпку выполняют одноковшовыми экскаваторами, оборудованными ковшом с обратной лопатой или драглайном.
При наличии горизонтальных кривых вначале засыпают криволинейный участок нефтепровода, а затем остальную часть. При этом засыпку начинают с середины криволинейного участка, двигаясь к его концам. На участках трассы с вертикальными кривыми нефтепровода засыпку его осуществляют сверху вниз.
После засыпки нефтепровода, проложенного на нерекуль-тивируемых землях, над ним устраивают валик, высота которого должна совпадать с ожидаемой величиной осадки грунта засыпки. После засыпки нефтепровода минеральным грунтом на рекультивируемых землях в летнее время его уплотняют многократными проходами гусеничных тракторов или пневмокатков. Уплотнение грунта должно осуществляться до заполнения трубопровода нефтью. По уплотненному грунту укладывают, затем разравнивают ранее снятый плодородный слой.
Засыпку нефтепровода, уложенного в траншею, выполненную в мерзлых грунтах, осуществляют как в обычных условиях, если после укладки нефтепровода непосредственно сразу после разработки траншеи и устройства подсыпки (при необходимости) грунт отвала не подвергся смерзанию. В случае смерзания грунта во избежание повреждения изоляционного покрытия нефтепровода его необходимо присыпать талым или мелкоразрыхленным мерзлым грунтом на высоту не менее 20 см от верха трубы. Дальнейшую засыпку нефтепровода выполняют грунтом отвала с помощью бульдозера или роторного траншеезасыпателя, который способен разрабатывать отвал с промерзанием на глубину до 0,5 м. При более глубоком промерзании отвала необходимо его предварительно разрыхлить механическим или буровзрывным способом. При засыпке мерзлым грунтом над нефтепроводом устраивают грунтовый валик с учетом его осадки после оттаивания.
Засыпку нефтепровода в любых грунтах после получения письменного разрешения заказчика следует выполнять бульдозерами прямолинейными, косопоперечными параллельными, косоперекрестными или комбинированными проходами. В стесненных условиях строительной полосы, а также в местах с уменьшенной полосой отвода работы должны выполняться косопоперечными параллельными или косоперекрестными проходами бульдозером или роторным траншеезасыпа-телем (рис. 3.12).
На болотистых грунтах методы засыпки уложенного в траншею нефтепровода, выполняемой в летнее время года, зависят от типа и структуры болота. На болотах с несущей способностью более 0,01 МПа засыпку производят бульдозерами на болотном ходу, или экскаваторами-драглайнами на уширенных гусеницах, или одноковшовыми экскаваторами с обратной лопатой либо драглайном на уширенных гусеницах, работающими с перекидных сланей.
Засыпку разработанных траншей на болотах, промерзших в зимнее время и имеющих достаточную несущую способность, осуществляют так же, как при засыпке траншей в обычных мерзлых грунтах. При недостаточном промерзании болота и малой несущей способности для засыпки траншей используют бульдозеры или одноковшовые экскаваторы на уширенных гусеницах, пеносанях или щитах.
После завершения работ, включая благоустройство территории на всей строительной площадке, излишний плодородный слой почвы следует использовать для улучшения малопродуктивных угодий. Порядок использования плодородного слоя почвы для этой цели должен предусматриваться проектом.
Работы по снятию плодородного слоя почвы следует выполнять как в холодное, так и в теплое время года, а работы по его возвращению — только в теплое (безморозное) время года.
Предоставляемые во временное пользование земельные участки после окончания строительства нефтепровода должны быть восстановлены в соответствии с проектом.
Полоса отвода земель на лесных участках по окончании строительства должна быть очищена от пней, других древесных остатков и спланирована.
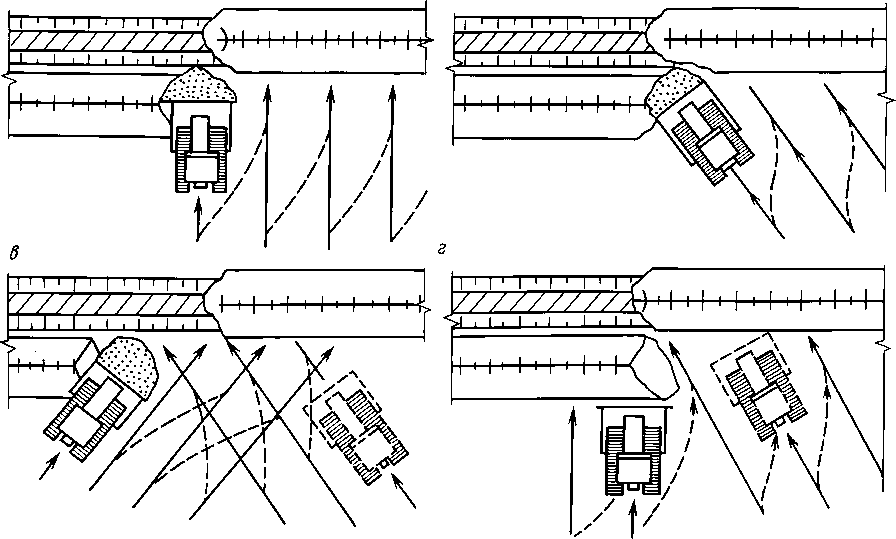
Рис. 3.12. Схема производства работ по засыпке уложенного в траншею нефтепровода бульдозером:
t — прямолинейными проходами; • — косопоперечными параллельными проходами; , — косоперекрестными проходами; „ — комбинированным способом
Рекультивация строительной полосы после засыпки ремонтируемого участка нефтепровода должна осуществляться в процессе строительства нефтепровода в сроки, устанавливаемые органами, предоставляющими земельные участки в пользование в соответствии с проектом.
Укладка вновь прокладываемого участка нефтепровода в прежнее проектное положение после демонтажа заменяемого участка нефтепровода
Ремонт участка нефтепровода с заменой труб при укладке вновь прокладываемого участка нефтепровода в прежнее проектное положение требует длительной остановки действующего нефтепровода, поэтому он применим: при небольших участках замены;
при возможности отключения заменяемого участка на продолжительное время без ущерба объему приема-поставки нефти (при перераспределении объема перекачиваемой нефти по другим нефтепроводам и направлениям, сезонности работы нефтепроводов, например, для подачи нефти на перевалочную нефтебазу, а также небольших объемах перекачки и значительных объемах резервуарной емкости для размещения нефти на предыдущих и последующих участках нефтепровода);
на участках прокладки нефтепровода в скальных грунтах, когда габариты разработанной траншеи при строительстве не позволяют его отремонтировать.
Во всех случаях состав и последовательность работ таковы:
отключение демонтируемого участка и освобождение его от нефти;
вскрытие демонтируемого участка; демонтаж отключенного участка;
очистка траншеи от следов, пятен нефти, попадание которой возможно при демонтаже труб;
при необходимости заглубление траншеи на новую проектную отметку;
монтаж вновь прокладываемого участка нефтепровода; подключение вновь прокладываемого участка нефтепровода к действующему нефтепроводу и пуск нефтепровода в работу.
Способы производства земляных работ при укладке вновь прокладываемого участка в траншею и вскрытии отключенного и демонтируемого участка нефтепровода определяются проектом, регламентируются требованиями СНиПа по земляным сооружениям, Правилами капитального ремонта магистральных нефтепроводов и во многом сходны с процессом работ при укладке вновь прокладываемого участка нефтепровода в отдельную траншею.
К началу работ по рытью траншеи со вскрытием нефтепровода должны быть получены:
письменное разрешение на право производства земляных работ по ремонтируемому участку нефтепровода от предприятия — владельца (эксплуатирующей организации) вскрываемого (ремонтируемого) нефтепровода и предприятий — владельцев (эксплуатирующих организаций) других коммуникаций, находящихся в одном техническом коридоре и в полосе отвода земель;
проект производства земляных работ;
наряд-допуск экипажам экскаваторов и бульдозеров на производство работ.
Перед разработкой траншеи следует воспроизвести (восстановить) разметку оси вскрываемого нефтепровода с установкой вешек не реже 50 м.
Земляные работы начинаются со снятия плодородного слоя почвы экскаватором или бульдозером и размещения его в отдельном отвале. Минимальная ширина полосы снимаемого слоя согласно требованиям существующих нормативных документов должна приниматься равной ширине траншеи поверху плюс 0,5 м в каждую сторону. Отвал плодородного слоя должен вписываться в полосу отвода земли, которая практически будет зависеть от многих условий и, прежде всего, от условий согласования с владельцами других коммуникаций (или организациями, их эксплуатирующими), которые могут попасть (попадают) в полосу отвода. Владельцы или организации, эксплуатирующие эти коммуникации, могут не дать согласия на размещение отвала или работы вскрышной техники над своими коммуникациями. В таких случаях плодородный слой почвы укладывается в отвал на полосу монтажных работ и разравнивается.
Размеры вскрываемой траншеи устанавливаются проектом в зависимости от диаметра трубопровода, глубины его заложения, характеристики грунтов, гидрогеологических условий, вскрышной техники и способа вскрытия траншеи.
Ширина траншеи понизу будет зависеть от применяемой вскрышной техники и способа вскрытия траншеи.
Наиболее эффективно применение специального вскрышного экскаватора непрерывного действия. Такие экскаваторы позволяют увеличить темп земляных работ, сократить ручную доработку и, самое главное, дают возможность избежать повреждений тела трубы, которые неизбежны при вскрытиях одноковшовым экскаватором.
При вскрытии одноковшовым экскаватором, который в настоящее время применяется почти повсеместно из-за отсутствия или несовершенства конструкций вскрышных экскаваторов, ширина траншеи понизу составит
Нтр = Dн + 2(1,2+1,3)НКоВ + (0,3+0,4) м,
где Dн — наружный диаметр трубопровода, м; 1,2*1,3 — коэффициент, учитывающий реальный забой ковша при вскрытии нефтепровода одним одноковшовым экскаватором, в зависимости от диаметра нефтепровода (чем больше диаметр, тем выше коэффициент) и глубины его залегания.
Глубина траншей соответствует по отметкам низу демонтируемого участка нефтепровода.
Разработка траншей одноковшовым экскаватором должна также производиться:
на участках с выраженной холмистой или сильнопересеченной местностью;
на участках кривых вставок нефтепровода; при работе в мягких грунтах с включениями валунов; на участках повышенной влажности и обводненных грунтах;
на участках, где глубина залегания нефтепровода превышает предельную глубину копания вскрышных экскаваторов.
При вскрытии нефтепроводов диаметром 820—1220 мм разработка траншеи одноковшовым экскаватором с одной позиции обычно приводит к повреждениям тела трубы. Поэтому при отсутствии вскрышных экскаваторов разработку ведут или двумя одноковшовыми экскаваторами, или двумя роторными экскаваторами с устройством необходимых откосов специальными откосниками, или одноковшовым экскаватором с двух позиций.
Роторные экскаваторы используют при неглубоком заложении нефтепроводов. Учитывая реальное состояние трассы и разновысотное заложение нефтепроводов, наибольшее применение при разработке траншей для нефтепроводов большого диаметра находят одноковшовые экскаваторы.
Первый по ходу экскаватор вскрывает нефтепровод с одной стороны, не удаляя грунт над ним. Траншея вскрывается с необходимым откосом с внешней стороны на глубину несколько ниже низа нефтепровода для размещения осыпающегося грунта, расположенного над нефтепроводом. Второй экскаватор вскрывает траншею с другой стороны до низа нефтепровода, одновременно убирая грунт, находящийся над нефтепроводом.
При отсутствии второго экскаватора вскрытие нефтепровода возможно одним экскаватором при его втором заходе. В этом случае разрыв по времени между первым и вторым заходом должен быть минимальным с учетом состава грунта, его увлажненности и т.д.
Ширина траншеи поверху будет зависеть от ширины траншеи понизу, глубины траншеи и допустимой крутизны откосов траншеи. При этом отвал грунта при вскрытии двумя экскаваторами располагается с обеих сторон траншеи. С той стороны, где отвал меньше, грунт планируется вдоль траншей с отступлением от их края на 1 м, чтобы создать условия для выполнения работ по демонтажу старого участка и монтажу вновь прокладываемого.
При разработке траншеи на скальных грунтах, где фактически ее ширина по дну незначительно превышает минимально допустимую нормативную величину (D + 300 м для трубопроводов диаметром до 700 мм и 1,5D для трубопроводов диаметром 700 мм и более, где D — условный диаметр трубопровода), вскрытие трубопровода возможно только до верха трубы.
Для последующей нормальной эксплуатации нефтепровода (осмотр с шурфовкой, аварийно-восстановительный и капитальный ремонт) траншею в скальных грунтах после демонтажа трубопровода необходимо доработать до необходимых габаритов, указанных в рассмотренном ранее способе укладки вновь прокладываемого участка в отдельную траншею.
После демонтажа нефтепровода при укладке вновь прокладываемого участка в прежнее проектное положение дно траншеи должно быть выровнено в соответствии с проектом. В нешироких траншеях и для нефтепроводов диаметром до 1020 мм выравнивание, а также подсыпка или уборка грунта с отдельных точек дна траншеи возможны одноковшовым экскаватором с бровки траншеи; при диаметрах 1020 и 1220 мм выравнивание лучше производить бульдозером, пустив его по дну траншеи. В последующем дно траншеи подлежит нивелировке: при сооружении нефтепроводов диаметром
1020 мм и более по всей длине трассы через 50 м на прямых участках, через 10 м — на вертикальных кривых упругого изгиба и через 2 м — на вертикальных кривых принудительного гнутья; при сооружении нефтепроводов диаметром менее 1020 мм — только на сложных участках трассы (вертикальных углах поворота и на пересеченном рельефе местности), а также на переходах через естественные и искусственные препятствия.
При укладке вновь прокладываемого участка нефтепровода с некоторым заглублением по сравнению с демонтируемым траншею засыпают минеральным грунтом с отвала, уплотняют многократными проходами гусеничных тракторов и пневмокатков и после этого используют для вскрытия одноковшовый экскаватор.
При определении габаритов траншеи необходимо учитывать, что повторное вскрытие траншеи осуществляется по насыпному грунту, а для вскрытия траншеи целесообразнее применять одноковшовый экскаватор на гусеничном ходу.
При укладке с некоторым заглублением вновь прокладываемого участка нефтепровода большого диаметра засыпку траншеи достаточно осуществить с одного (большего по объему) отвала минерального грунта, затем этот грунт спланировать и уплотнить многократными проходами бульдозеров и гусеничных тракторов. Высота засыпки траншеи должна быть достаточной для прохода по траншее экскаватора и удаления извлеченного грунта на безопасное расстояние от кромки траншеи.
Дно траншеи должно быть выровнено в соответствии с проектом. Выравнивание дна траншеи возможно одноковшовым экскаватором при вскрытии и с бровки траншеи, при необходимости с подсыпкой минерального грунта из отвалов.
Требования к габаритам траншеи, нивелировке ее дна и подготовке основания для укладки нефтепроводов должны соответствовать требованиям нормативных документов и рабочему проекту, в котором должен быть учтен опыт эксплуатации и ремонта магистральных трубопроводов.
Засыпка нефтепровода осуществляется после проверки правильного положения нефтепровода и плотного его прилегания ко дну, контроля качества изоляционного покрытия, присыпки или проведения других работ по предохранению изоляционного покрытия от механических повреждений. Работы проводятся после получения письменного разрешения заказчика на засыпку траншеи и выдачи машинисту землеройной техники наряда-заказа на производство работ по засыпке.
Процесс засыпки нефтепровода (траншеи) аналогичен работе по засыпке нефтепровода, уложенного в отдельную траншею.
Укладка вновь прокладываемого участка нефтепровода в совмещенную траншею рядом с заменяемым
Укладку вновь прокладываемого участка нефтепровода в совмещенную траншею рядом с заменяемым применяют в случаях, когда: разработка отдельной траншеи из-за стесненных условий невозможна, при этом замене подлежит участок значительной протяженности, а остановка работающего нефтепровода на значительное время недопустима из-за его большой загруженности; при любой загруженности нефтепровода, если по нему прокачивается высококачественная нефть, имеющая специфические свойства, не заменимая другой нефтью для потребителя, или если нефтепровод является основной транспортной магистралью для поставки нефти нефтеперерабатывающим заводам, перевалочной нефтебазе и наливным пунктам (рис. 3.13).
Укрупненно процесс работы состоит из следующих операций:
разработки траншеи на участке в непосредственной близости от заменяемого нефтепровода;
укладки вновь прокладываемого участка с засыпкой траншеи, подключения его к действующему нефтепроводу и пуска в работу;
вскрытия и демонтажа заменяемого участка нефтепровода с последующей засыпкой траншеи и рекультивацией.
Способы производства земляных работ при укладке вновь прокладываемого участка нефтепровода в совмещенную траншею определяются проектом, регламентируются требованиями СНиПа по земляным работам, правилами капитального ремонта магистральных нефтепроводов и поэтапно сходны: при разработке траншеи для укладки нового участка нефтепроводов — с процессом укладки вновь прокладываемого участка нефтепроводов в отдельную траншею;
при разработке траншеи для демонтажа заменяемого участка — с процессом демонтажа нефтепровода для укладки нового участка в прежнее проектное положение.
Тем не менее имеются и определенные отличия, которые зависят от состава и состояния грунта, их увлажненности, диаметра демонтируемого нефтепровода, возможности повторного использования демонтируемых труб, глубины заложения вновь монтируемого участка по отношению к отключаемому.
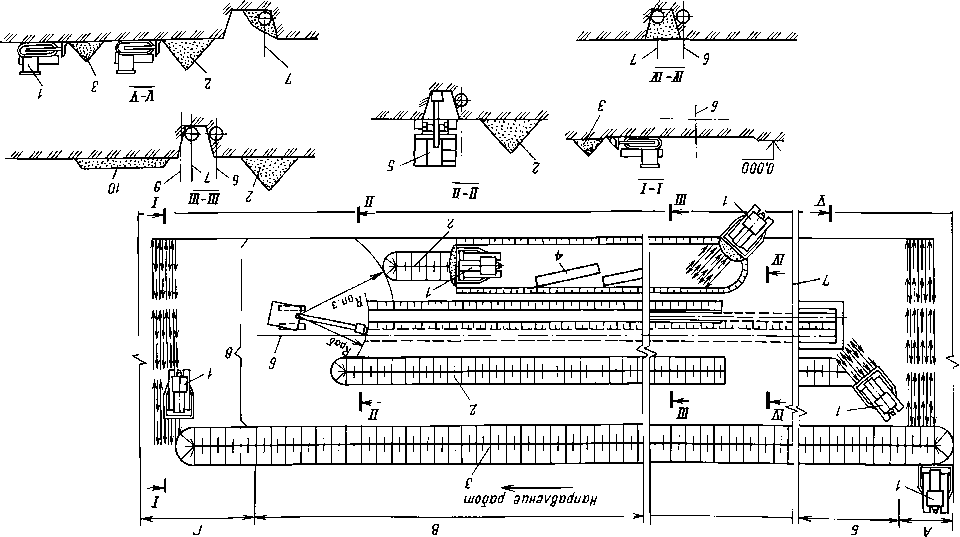
Полоса отвода земли
Рис. 3.13. Схема производства земляных работ при ремонте с заменой труб путем укладки в совмещенную траншею:
1 — бульдозер; 2 — отвал минерального грунта; 3 — отвал почвенно-растительного слоя грунта; 4 — секция труб; 5 — экскаватор; 6 — ось заменяемого участка трубопровода; 7 — ось прокладываемого трубопровода; 8 — полоса снятия почвенно-растительного слоя; 9 — ось движения экскаватора; 10 — насыпь для прохода техники; ^ — рабочий ход бульдозера; —
холостой ход бульдозера; А, Б, В, Г, Копз и Яраб — см. рис. 3.10
Учитывая, что обычно замене таким способом подлежат участки значительной протяженности и этот процесс длительный, занимающий иногда полностью весь ремонтный сезон, а демонтаж заменяемого участка нефтепровода возможен только после подключения вновь построенного участка в работу, фактически демонтаж осуществляется на следующий год, а иногда через много лет после отключения. Поэтому расстояние между новым участком нефтепровода и участком, подлежащим демонтажу, должно быть таким, чтобы при работах по вскрытию заменяемого участка и его демонтажу не повредить действующий нефтепровод. Это расстояние определяется в зависимости от способа демонтажа и применяемой вскрышной техники.
В любом случае необходимо обеспечить:
расстояние между вновь прокладываемыми и заменяемыми участками нефтепровода не менее 0,5 м для возможности осмотра и проведения аварийно-восстановительных работ на действующем нефтепроводе;
укладку вновь прокладываемого участка на глубину не выше заменяемого участка для предотвращения его повреждения при вскрытии демонтируемого нефтепровода и "сползания" на ложе демонтируемого нефтепровода;
при разработке траншеи для вновь прокладываемого участка нефтепровода толщину земляного покрова сбоку и сверху действующего нефтепровода не менее 0,2 м для предотвращения его повреждения в период укладки нового участка;
при демонтаже заменяемого нефтепровода толщину земляного покрова над действующим нефтепроводом даже после осыпания грунта при выемке не менее 0,2 м для предотвращения повреждения действующего трубопровода в процессе демонтажа заменяемого участка и засыпке траншеи.
К началу разработки траншеи для укладки вновь прокладываемого участка нефтепровода следует получить письменное разрешение на право производства земляных работ от предприятия — владельца (эксплуатирующей организации) ремонтируемого нефтепровода и предприятий — владельцев (эксплуатирующих организаций) других коммуникаций, находящихся в одном техническом коридоре, в полосе отвода земель для ремонтируемого участка нефтепровода, а также проект производства земляных работ и наряд-допуск экипажам экскаваторов и бульдозеров на производство работ.
Перед разработкой траншеи необходимо восстановить разметку оси ремонтируемого нефтепровода и разбивку оси вскрываемой траншеи с установкой вешек не реже 50 м на равнинной местности и в характерных местах трассы нефтепровода и других коммуникаций (рис. 3.14).
Последовательность и процесс производства земляных работ в основном аналогичны применяемым при укладке вновь прокладываемого участка в отдельную траншею, за исключением двух особенностей:
отвал минерального грунта осуществляется преимущественно в сторону заменяемого нефтепровода;
на скальных грунтах разработку траншеи необходимо вести механическим (а не взрывным) способом.
При укладке нового нефтепровода по отметкам ниже заменяемого трубопровода по дну новой траншеи необхо-

Рис. 3.14. Планировка трассы и разработка траншеи для вновь прокладываемого участка нефтепровода в совмещенную траншею
димо оставлять перемычки для предотвращения сползания в траншею заменяемого нефтепровода (рис. 3.15) [25]. Расстояние между перемычками должно быть не менее 15 — 20 м для нефтепроводов диаметром до 530 мм включительно и 20 —
25 м для нефтепроводов диаметром более 530 мм. Ширина перемычки зависит от диаметра работающего нефтепровода, типа грунта, дополнительного заглубления h и должна быть поверху не менее 1,0 м.
В зависимости от ожидаемого срока демонтажа отключаемого (отключенного) участка нефтепровода выполняют частичную (техническую) или полную (техническую и биологическую) рекультивацию земель.
В общем случае последовательность и процесс производства вскрышных работ по демонтажу отключенного участка нефтепровода в основном аналогичны применяемым при укладке нового участка нефтепровода в прежнее проектное положение после демонтажа заменяемого участка.
Отличие заключается в том, что вскрытие нефтепровода
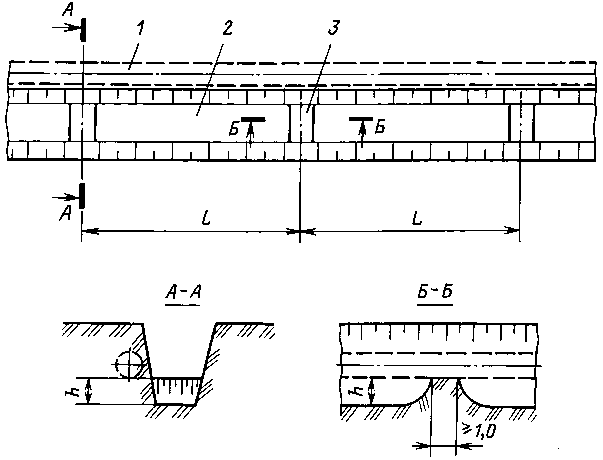
Рис. 3.15. Траншея с перемычками:
1 — заменяемый нефтепровод; 2 — траншея для нового нефтепровода; 3 — земляная перемычка; L — расстояние между перемычками; h — величина заглубления
необходимо выполнить с учетом возможности его демонтажа. Во всех случаях демонтируемый нефтепровод должен быть вскрыт не менее чем на половину диаметра при необходимости (возможности) повторного использования труб для других целей, в том числе хозяйственных. С целью их сохранения между стенкой трубы и ковшом сверху и сбоку трубы должно быть выдержано расстояние 15 — 20 см. Сквозной пробой стенок трубы в любом случае недопустим, так как это может привести к выходу оставшейся (скопившейся) нефти, промывочной жидкости или газа с вытекающими отсюда последствиями.
При необходимости повторного использования труб для демонтажа нефтепровода диаметром до 377 мм включительно в грунтах естественной влажности достаточно вскрыть трубопровод чуть более половины диаметра, при диаметрах 530 — 820 мм — до низа трубы, а при диаметрах 1020 — 1220 мм — ниже низа трубы с частичным подкопом с одной или с обеих сторон.
По мере демонтажа и вывозки демонтированных труб с трассы необходимо немедленно производить засыпку траншеи. На нерекультивируемых землях траншею засыпают минеральным грунтом из отвала и дополнительно в случае необходимости (при демонтаже труб большого диаметра) из резерва грунта, созданного при укладке нового трубопровода, или из карьера; при этом устраивают валик грунта в виде правильной призмы высотой, равной величине возможной осадки грунта. На рекультивируемых землях засыпанный минеральный грунт сначала уплотняют, а затем наносят плодородный слой из временного отвала (при необходимости с последующей биологической рекультивацией).
3.6.2. ДЕМОНТАЖ ОТКЛЮЧЕННОГО УЧАСТКА НЕФТЕПРОВОДА
Демонтаж бывших в эксплуатации нефтепроводов связан с большой технической, пожарной и экологической опасностью. Поэтому работы по демонтажу нефтепроводов необходимо выполнять с большой тщательностью.
Демонтаж нефтепровода начинается с подготовки заменяемого участка к отключению. До отключения нефтепровода необходимо с помощью скребков и разделителей очистить внутреннюю полость участка от пристенных отложений парафина и грязи, так как они при непосредственном демонтаже будут основным источником опасности.
Освобождение участка от нефти необходимо осуществить еще в период подготовки его к огневым работам. Очистку отключенного участка от нефти следует провести настолько тщательно, чтобы при демонтаже трубопровода исключить или свести к минимуму вероятность загрязнения окружающей среды выходящей из трубы нефтью или выходящими газами, которые, кроме того, могут привести к взрыву и возгоранию.
В идеальном случае последовательность работ при подготовке отключенного участка нефтепровода к демонтажу должна быть следующей.
1. Вытеснить остатки нефти, пропустив поршни-разделители под давлением природного газа или сжатого воздуха.
2. Из близлежащего нефтепродуктопровода или близрас-положенной нефтебазы закачать в трубопровод нефтепродукт (бензин, керосин, дизтопливо), чтобы растворить парафиносмолистые отложения на стенках.
Опыты, проведенные в Урало-Сибирском управлении магистральных нефтепроводов при подготовке нефтепровода ТОН-1 к перекачке дизтоплива в 1968 г., показали, что оптимальным растворителем по своим свойствам и покупной цене является технический керосин, а наилучшее соотношение парафиносмолистых отложений к керосину 1:10.
В процессе перекачки керосина в потоке со скоростью 2,5 км/ч время контакта керосина с внутренней полостью нефтепровода составило 30 ч. Продолжительность необходимого контакта растворителя (любого) с парафиносмолистыми отложениями в демонтируемом нефтепроводе (не в потоке) будет зависеть от свойств применяемого растворителя, соотношения отложений к растворителю, шероховатости труб, температуры, плотности отложений и т.д. Ориентировочно время можно определить, поместив вырезанную при отключении участка "катушку" из нефтепровода в соответствующий растворитель с температурой, близкой к температуре демонтируемого трубопровода.
3. Вытеснить растворитель водой, содержащей поверхностно-активные вещества, пропуском на границе растворитель — вода поршней-разделителей, скребка или их сочетания в зависимости от конкретных условий.
Скорость потока вытесняемого растворителя должна быть не менее 0,3 м/с для обеспечения взвешенного состояния и выноса хлопьев парафиносмолистых отложений, отходящих от стенки трубопровода.
4. Вытеснить воду природным газом или сжатым воздухом с пропуском поршня-разделителя.
Для пропуска очистного устройства на концах демонтируемого участка необходимо смонтировать временные камеры пуска и приема скребка, с пусковой камерой обвязать по мере необходимости агрегаты для закачки воды, нефтепродукта, подачи природного газа или воздуха.
Приемную камеру демонтируемого участка следует обвязать с нефтепроводом для подачи (вытеснения, откачки) в него нефти, отработанного растворителя, при возможности и промывочной воды, а также смонтировать патрубок для сброса в специально подготовленный котлован или сточные водоемы воды (или ее остатков), содержащейся в потоке газовоздушной смеси, при вытеснении ее природным газом или сжатым воздухом (осушка трубопровода).
В каждом конкретном случае вопросы подготовки участка к демонтажу должны решаться индивидуально. Например, при отсутствии растворителя в виде светлых нефтепроводов можно закачивать в демонтируемый участок стабильный конденсат (если его последующее вытеснение в данный нефтепровод допустимо) или легкие малопарафинистые нефти. Поставку легкой малопарафинистой нефти осуществляют путем последовательной перекачки ее к месту по действующему нефтепроводу или другим нефтепроводам, проходящим вблизи и технологически связанным с источником малопарафи-нистых легких нефтей. При отсутствии воды или возможности ее сброса допустимо вытеснение нефти природным газом при двух-, трехкратном пропуске скребков и поршней-разделителей. Возможность применения в данном случае воздуха вместо газа находится в стадии изучения. Предполагается, что в трубе может образоваться взрывоопасная газовоздушная смесь, осложняющая производство демонтажных работ.
Решение этой проблемы на сегодняшний день сводится к выполнению следующих работ:
вытеснению остатков нефти пропуском скребков и поршней-разделителей сжатым воздухом;
разделению отключенного участка до вскрытия трубопровода на демонтажные участки (только взрывным способом при удалении людей и техники на безопасное расстояние) протяженностью, достаточной для принудительной или естественной вентиляции внутренней полости нефтепровода; вскрытием демонтируемого участка нефтепровода; установкой и обвязкой вентиляторов высокого давления и большой производительности;
заполнением демонтируемого участка дымом или инертным газом, что обеспечит концентрацию нефтяного газа ниже нижнего предела взрываемости, или многократной продувкой воздухом с той же целью.
Концентрацию газа необходимо определять до начала демонтажных работ и периодически в процессе их проведения на конце демонтируемого участка и характерных участках трассы.
Так как демонтаж нефтепроводов осуществляется только в теплое время года, когда вследствие дневного прогрева труб интенсивность газообразования в нефтепроводе в течение дня меняется, необходимо периодическое пополнение нефтепровода дымом и газом или постоянная продувка воздухом.
В связи с тем, что демонтаж труб при укладке вновь прокладываемого участка нефтепровода в прежнее проектное положение надлежит выполнить в очень короткие сроки, процесс подготовки к демонтажу должен быть интенсивным с использованием всех возможных, а при необходимости — с многократным применением или иных средств удаления из трубопровода нефти, пристенных отложений и нефтяного газа.
Резка труб на отдельные секции выполняется механическим способом труборезными установками отечественного и импортного производства, энергией взрыва или газопламенными средствами.
Демонтируемый участок нефтепровода перед резкой необходимо очистить от наружной антикоррозионной изоляции, кроме случаев, когда:
демонтируемый участок имеет незначительную протяженность и передислокация на этом участке машин и механизмов для очистки трубопровода экономически нецелесообразна;
будущий пользователь труб заинтересован в сохранении существующей изоляции;
отсутствуют технические средства для очистки данного вида изоляционного покрытия.
Очистку труб от изоляции (кроме исключительных случаев) производят еще до выемки их из траншеи и резки с целью предотвращения загрязнения поверхности земли в монтажной (демонтажной) зоне производства работ.
Выбор способа резки труб зависит от протяженности участка, темпов демонтажа, повторного использования труб, наличия наземных сооружений вблизи демонтируемого участка нефтепровода.
На участках малой протяженности (сотни метров) и при значительной удаленности от базы РСК наиболее целесообразна газовая резка; при необходимости повторного использования по назначению (для транспортировки жидкости) в небольших объемах для собственных нужд — механическая резка труборезными установками, обеспечивающими одновременно частичную подготовку фаски для последующей сварки; при наличии по трассе вблизи демонтируемого участка нефтепровода наземных сооружений (ВЛ, воздушной линии связи, блок-боксов систем телемеханики, КТП, надземных участков трубопроводов, линейной арматуры и т.п.) — газовая и механическая резка; в остальных случаях — резка взрывом. Последний вид резки выполняют чаще всего в траншее, кроме случая, когда демонтируемый нефтепровод уложен рядом с действующим. Это позволяет избежать воздействия на наземные сооружения.
В общем виде демонтаж нефтепровода осуществляется в следующем порядке:
разработка приямков для пропуска троллейных подвесок трубоукладчиков под нефтепроводом;
расстановка трубоукладчиков с соблюдением технологических параметров для данного диаметра нефтепровода и подъем начального участка, монтаж очистной машины перед трубоукладчиками;
подсыпка бульдозером из отвала минерального грунта в траншею при резке труб в траншее для обустройства на ее дне земляных опор-перемычек с габаритами, достаточными для обеспечения принятого способа резки труб; при резке труб над траншеей — засыпка траншеи минеральным грунтом с устройством по верху траншеи земляных опор достаточных габаритов или укладкой деревянных лежек; при резке труб, выносимых за пределы траншеи с укладкой на лежки, — засыпка траншеи минеральным грунтом с устройством (при необходимости) грунтовых опор для предотвращения сползания трубопровода в траншею (рис. 3.16, 3.17);
подъем, очистка и укладка демонтируемого участка нефтепровода путем одновременного перемещения трубоукладчиков соблюдением технологических параметров;
резка демонтируемого участка нефтепровода на отдельные трубы или секции;
погрузка, транспортировка и выгрузка секций труб в местах складирования;
очистка трассы от загрязнения при непредвиденном стоке с трубы остатков нефти или промывочной жидкости;
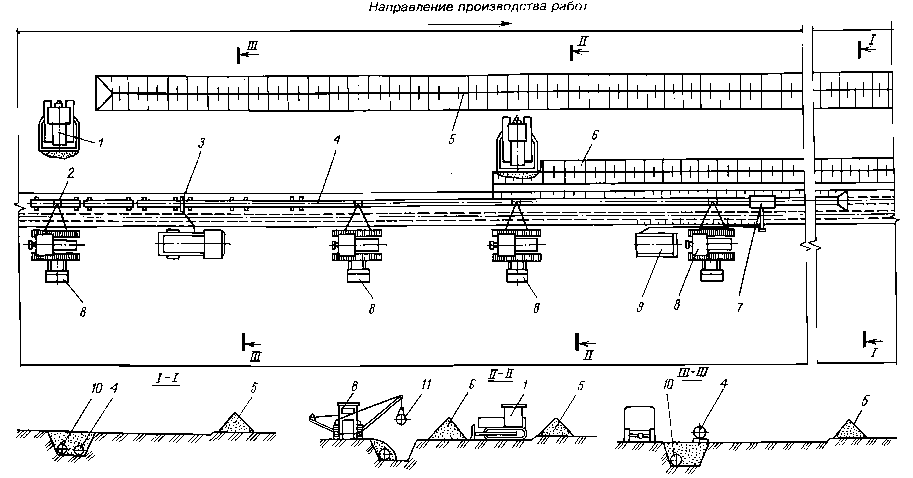
Рис. 3.16. Принципиальная схема демонтажа участка нефтепровода:
1 — бульдозер; 2 — клещевой захват; 3 — труборезная установка; 4 — демонтируемый нефтепровод; 5 — отвал почвенно-растительного слоя грунта; 6 — отвал минерального грунта; 7 — очистная машина; 8 — кран-трубоукладчик; 9 — передвижная электростанция; 10 — вновь проложенный нефтепровод; 11 — троллейная подвеска
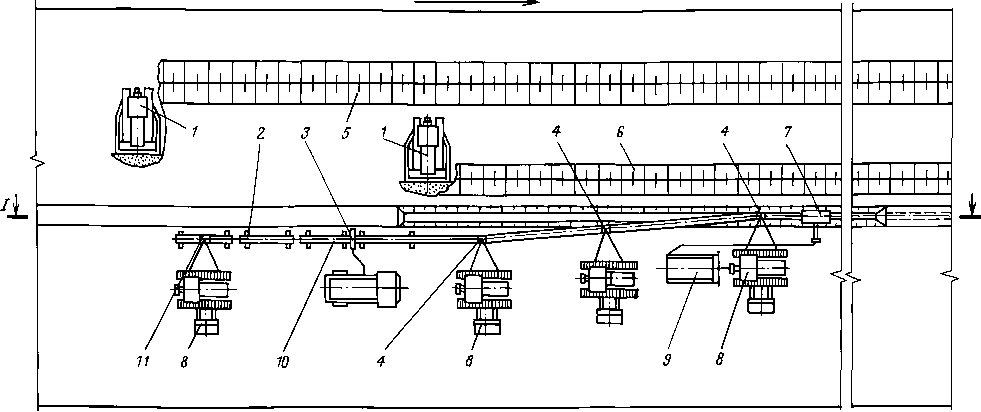

Рис. 3.17. Схема демонтажа участка нефтепровода с резкой труб, выносимых за пределы траншеи:
1 — бульдозер; 2 — лежка; 3 — труборезная установка; 4 — троллейная подвеска; 5 — отвал почвенно-растительного слоя грунта; 6 — отвал минерального грунта; 7 — очистная машина; 8 — кран-трубоукладчик; 9 — передвижная электростанция; 10 — демонтируемый нефтепровод; 11 —
клещевой захват
рекультивация земель;
подготовка трассы ремонтируемого участка нефтепровода к сдаче заказчику и владельцам или эксплуатирующим другие коммуникации организациям, объекты которых находятся в одном техническом коридоре или полосе отвода с ремонтируемым (демонтируемым) участком нефтепровода.
Порядок сдачи и ввод отремонтированного участка в эксплуатацию
Сдача отремонтированного участка подземного нефтепровода заказчику должна производиться после полной готовности участка (засыпки, обвалования или крепления, подключения новых участков, установки арматуры и приборов, восстановления средств ЭХЗ, пикетных и километражных знаков), проведения контроля состояния изоляции методом катодной поляризации, проверки на прочность и герметичность, а также работ по рекультивации в соответствии с рабочим проектом [25].
Приемка отремонтированного участка нефтепровода осуществляется приемочной комиссией, назначенной руководителем предприятия-заказчика (АО МН или РУМН).
В состав приемочной комиссии входят:
председатель комиссии — представитель заказчика (эксплуатирующей организации — АО МН или РУМН),
члены комиссии — представители генерального подрядчика и субподрядчиков, трубопроводной инспекции Госгортехнадзора и технического надзора.
Порядок и продолжительность работы приемочной комиссии определяются заказчиком по согласованию с генеральным подрядчиком.
При приемке в эксплуатацию отремонтированного участка нефтепровода комиссия должна руководствоваться нормами, правилами, техническими условиями и другими нормативными документами, действующими в период проектирования и производства капитального ремонта.
Запрещается приемка в эксплуатацию отремонтированного участка с недоделками, препятствующими безопасной эксплуатации с отступлением от утвержденного проекта, без проверки качества выполненных работ и испытания замененного участка.
В процессе сдачи отремонтированного участка генеральный подрядчик (РСУ) должен представить комиссии комплект приемосдаточной документации, в состав которой входят:
перечень организаций, участвовавших в ремонте нефтепровода, с указанием видов выполненных ими работ и фамилий лиц, непосредственно ответственных за их выполнение;
сертификаты, технические паспорта и другие документы, удостоверяющие качество материалов, труб, конструкций и деталей, примененных при производстве ремонтных работ;
исполнительная проектная документация — комплект рабочих чертежей на ремонт предъявляемого к приемке участка нефтепровода с надписями о соответствии выполненных в натуре работ этим чертежам или внесенным в них изменениям, сделанным лицами, ответственными за производство ремонтных работ, а также с подписями представителей организаций, согласовавших работы в охранных зонах их коммуникаций;
комплект исполнительной производственной документации — акты об освидетельствовании скрытых работ и промежуточной приемке отдельных ответственных конструкций (узлов линейной арматуры, приема и пуска очистных устройств), журналы производства работ, материалы обследования и проверок в процессе ремонтных работ органами государственного и другого надзора, акты об индивидуальных испытаниях смонтированных участков, рекультивации земель и т.д. При необходимости могут быть представлены рекомендуемые документы согласно действующим ВСН и РД.
Акт приемки отремонтированного участка нефтепровода в эксплуатацию подлежит утверждению руководителем организации заказчика (эксплуатирующей организации — АО МН или РНУ).
Датой ввода в эксплуатацию отремонтированного участка нефтепровода считается дата подписания акта приемочной комиссией.
После окончания работы приемочной комиссией приемосдаточная документация передается заказчику и хранится наравне с документацией по строительству нефтепровода.
3.7. ПРИМЕНЕНИЕ КУМУЛЯТИВНЫХ ЗАРЯДОВ ДЛЯ РЕЗКИ НЕФТЕПРОВОДОВ ЭНЕРГИЕЙ ВЗРЫВА
Открытие гигантских нефтяных месторождений в недрах Западно-Сибирской низменности в начале шестидесятых годов внесло серьезные коррективы в развитие нефтяной промышленности и в первую очередь в количественное и качественное развитие трубопроводного транспорта.
Проблема своевременной транспортировки добываемой нефти могла быть решена только путем сооружения ряда мощных магистральных нефтепроводов и реконструкцией существующих нефтепроводов с заменой многих сотен километров низконапорных участков.
В 1964 г. началась эксплуатация нефтяных скважин на месторождениях Усть-Балык и Мегион с первоначальной транспортировкой нефти с промыслов в нефтеналивных судах грузоподъемностью 1,5 —2,0 тыс. т по рекам Обь и Иртыш. В 1965 г. было закончено строительство и введен в эксплуатацию магистральный нефтепровод Шаим — Тюмень протяженностью 410 км, диаметром 500 мм, а в 1967 г. — Усть-Ба-лык — Омск протяженностью 964 км, диаметром 1000 мм.
К концу 1968 г. стало ясно, что через год-два сибирской нефти будет достаточно не только для сибирских нефтеперерабатывающих заводов, но и появятся избытки, которые необходимо будет направить на нефтеперерабатывающие заводы европейской части страны и на экспорт по трубопроводу "Дружба" и в порты Черного моря.
Перекачка западносибирской нефти в западном направлении началась в мае 1970 г. по нефтепроводам Туймазы — Омск — Новосибирск (ТОН). В ноябре 1971 г. был построен, введен в эксплуатацию и подключен ко второму нефтепроводу (ТОН-II) первый участок нефтепровода Усть-Балык — Курган — Уфа — Альметьевск диаметром 1200 мм, протяженностью 50 км. Ввод в эксплуатацию этого нефтепровода общей протяженностью 1989 км был завершен в 1973 г., а до этого на участке Курган — Уфа — Альметьевск он вводился в работу участками по нескольку десятков километров с подключением к действующим нефтепроводам.
В 1972 г. завершались работы по сооружению нефтепровода Александровское — Анжеро-Судженск диаметром 1200 мм, протяженностью 818 км, строившегося для обеспечения выхода западносибирской нефти на восток через систему нефтепроводов Омск — Анжеро-Судженск — Иркутск.
В последующие годы для транспорта тюменской нефти были построены и введены в эксплуатацию следующие нефтепроводы:
Нижневартовск — Курган — Куйбышев диаметром 1200 мм, протяженностью 2465 км;
Сургут — Полоцк диаметром 1200 мм, протяженностью 3423 км;
Холмогоры — Клин диаметром 1200 мм, протяженностью 2866 км;
Тюмень — Юргамыш диаметром 500 мм, протяженностью 254 км.
Темпы строительства нефтепроводов большого диаметра, необходимость ввода их в эксплуатацию участками различной протяженности с подключением к действующим нефтепроводам, реконструкция существующих нефтепроводов и т.д. поставили перед трубопроводчиками и головным институтом по транспорту нефти ВНИИСПТнефть (ИПТЭР) ряд задач, решение которых способствовало бы быстрому освоению новой системы нефтепроводов и реконструкции существующих.
Среди первоочередных задач наиболее актуальным было создание техники, технологии, материалов и композиций, позволяющих сократить время и максимально обезопасить процесс производства "огневых" работ при реконструкции действующих нефтепроводов, отключении и демонтаже низконапорных участков, подключении участков вновь строящихся трубопроводов к действующим и подключении отдельных участков строящихся нефтепроводов к единой системе и т.д.
Классический способ ведения огневых работ на действующих или демонтируемых нефтепроводах включает следующие операции:
1) опорожнение нефтепровода от продукта (нефть, нефтепродукт, промывочная вода) перед демонтажем;
2) вырезку в трубопроводе "окна" (отверстия) для создания внутри его полости герметизирующего тампона, изолирующего место резки трубопровода от поступления газов;
3) создание герметизирующего тампона внутри полости трубопровода;
4) резку трубопровода (вырезку "катушки", арматуры, соединительных деталей и т.д.);
5) подбивку или перенабивку герметизирующих тампонов; возможен ввод в открытую полость трубопровода твердых тампонов-герметизаторов.
6) резку концов трубопровода под "шаблон" с последующей обработкой под сварку.
При таком способе возникают определенные трудности: "окно", вырезаемое в трубопроводе, должно быть достаточно большим, чтобы обеспечить возможность создания тампона достаточной длины и плотности;
стенки трубопровода в местах расположения тампонов не поддаются очистке и протирке от настенного парафина, нефти и грязи, что значительно уменьшает устойчивость тампона; не исключается загрязнение тампона на всей его длине и горение в процессе производства огневых работ;
для достаточной герметизации внутренней полости трубопровода длина тампона должна быть не менее двух-трех диаметров трубопровода, что связано со значительными трудностями, особенно в трубопроводах большого диаметра;
материалы для герметизирующего тампона должны быть нетоксичными как в холодном, так и в нагретом состоянии, так как тампон формируется в зоне огневых работ;
в связи с недостаточным высоким качеством создаваемых в таких условиях герметизирующих тампонов возможна разгерметизация зоны ведения огневых работ, что требует в лучшем случае приостановки их ведения для частичной или полной замены тампона;
после завершения процесса резки с открытых торцов нефтепровода производится полная или частичная замена тампона для безопасного продолжения огневых работ. При работах с открытого торца трубы сокращается время, повышаются качество и долговечность создаваемых тампонов. Возможен ввод во внутреннюю полость трубопровода и различных механических герметизаторов.
Таким образом, видно, что наиболее опасной и трудоемкой частью при "классическом" виде подготовки и ведения огневых работ является раскрытие торцов трубопровода.
С момента возобновления перекачки сибирской нефти в западном направлении объемы ее добычи опережали плановые объемы реконструкции старых нефтепроводов и строительства новых. Поэтому для обеспечения требуемых объемов перекачки нефти в работу подключались вновь построенные и реконструируемые участки нефтепроводов любой протяженности в виде лупингов к действующим нефтепроводам. Остановка нефтепроводов даже на один час было чрезвычайным происшествием. Из-за этого плановые остановки трубопроводов для профилактического ремонта иногда не осуществлялись месяцами. Поэтому любое сокращение простоя нефтепроводов при плановых и аварийных работах стало делом большой государственной важности.
Работы по решению задачи быстрой и безопасной резки трубопроводов возглавил ВНИИСПТнефть (ныне ИПТЭР). Уже в начале семидесятых годов сотрудниками этого института совместно с Институтом электросварки им. Е.О. Патона было найдено принципиальное решение — резка трубопроводов с использованием энергии взрыва. В последующем разработка шнурового кумулятивного заряда осуществлялась совместно с Казанским химико-технологическим институтом и другими организациями.
Использование энергии взрыва характеризуется высокой транспортабельностью технических средств взрывной технологии. Применение энергии взрыва нашло широкое применение для резки магистральных и технологических трубопроводов, стальных резервуаров и металлоконструкций. Применение взрыва не только наиболее технологично и экономично, но и во многих случаях, например при ремонте и реконструкции магистральных трубопроводов диаметром 1200 мм и более в осложненных условиях районов Западной и СевероЗападной Сибири, "горячих" нефтепроводов, оказывается единственно возможным технологическим процессом.
Первые опытные резки демонтируемых участков нефтепровода с опытными образцами труборезов и ТрККН б ы -ли проведены летом 1972 г. А с 1973 г. начинается освоение технологии резки кумулятивными зарядами трубопроводов, заполненных нефтью. В конце семидесятых годов осваиваются труборезы для резки подводных трубопроводов и трубопроводов на обводненных участках трассы, а в начале восьмидесятых годов — шнуровые кумулятивные заряды.
Труборезы кумулятивные кольцевые наружные (ТрККН)
1. Назначение
Труборезы кумулятивные кольцевые наружные предназначены для поперечной резки энергией взрыва стальных трубопроводов и трубчатых конструкций диаметром от 152 до 1420 мм с толщиной стенки от 10 до 30 мм [32].
Труборез кумулятивный кольцевой наружный (ТрККН) рассчитан на разовое использование.
Вид климатического исполнения — VI по ГОСТ 15150 — 69.
Областью применения ТрККН является поперечная резка взрывом трубопроводов и трубчатых конструкций при строительстве, техническом обслуживании и ремонте.
Труборезы ТрККН применяются при резке: трубопроводов и трубчатых конструкций, не содержащих горючих паров и газов;
трубопроводов, заполненных горючими газами при избыточных давлениях 200 — 500 Па;
нефте- и нефтепродуктопроводов, очищенных и дегазированных или заполненных водой или высокократной пеной; трубопроводов, заполненных водой;
трубопроводов, полностью заполненных нефтью и нефтепродуктами.
Применение ТрККН не допускается: в обводненных условиях;
на местности, содержащей взрывчатые газы, в радиусе разлета осколков;
на трубопроводах, частично или полностью опорожненных от нефти и нефтепродуктов, и в других случаях, где возможно образование внутри трубопровода смесей горючего с воздухом;
ближе 5 м от закрытой задвижки.
Пример условного обозначения трубореза ТрККН при заказе и в документации другого изделия: труборез ТрККН-530—10. Здесь 530 — диаметр перерезаемого трубопровода, мм; 10 — диаметр кумулятивного заряда, мм.
2. Технические данные.
Труборезы ТрККН при инициировании полностью перерезают стенку стальной трубы толщиной, равной диаметру заряда.
Основные параметры и размеры полуколец ТрККН приведены в табл. 3.45.
Таблица 3.45
Основные параметры и размеры полуколец труборезов ТрККН
| Шифр |
Диаметр полукольца трубореза ТрККН, мм | Толщина стенки трубы, мм | Масса, кг | ||
| номи нальный | предельное отклонение |
полу кольца трубореза |
ВВ в полукольце трубореза | ||
| ТрККН-152-10 | 192 | 0,095 | 0,020 | ||
| ТрККН-219- 10 | 259 |
0,130 | 0,025 | ||
| ТрККН-273- 10 |
313 | 0,155 |
0,030 | ||
| ТрККН-325- 10 |
365 | 0,180 |
0,035 | ||
| ТрККН-377- 10 | 417 | 0,205 | 0,040 | ||
| ТрККН-426- 10 | 466 | ±3 |
10 | 0,225 | 0,045 |
| ТрККН-530- 10 | 569 | 0,275 |
0,055 | ||
| Шифр | Диаметр полукольца трубореза ТрККН, мм | Толщи на стенки трубы, мм | Масса, кг | ||
| номи- наль- ный | предельное отклонение | полу кольца трубореза | ВВ в полукольце трубореза | ||
| ТрККН-720-10 ТрККН-820-10 ТрККН-1020-10 ТрККН-1220-10 | 760 860 1060 1260 |
0,365 0,415 0,510 0,650 | 0,070 0,080 0,100 0,120 | ||
| ТрККН-152-13 |
204 | 0,165 |
0,025 | ||
| ТрККН-219- 13 | 271 | 0,215 | 0,035 | ||
| ТрККН-273- 13 | 325 |
0,260 | 0,045 | ||
|
ТрККН-325- 13 | 377 | 0,300 | 0,050 | ||
| ТрККН-377- 13 | 429 |
0,340 | 0,060 | ||
| ТрККН-426- 13 |
478 | ± 4 | 13 |
0,380 | 0,065 |
|
ТрККН-530- 13 | 581 | 0,465 | 0,080 | ||
| ТрККН-720- 13 | 772 |
0,615 | 0,105 | ||
| ТрККН-820- 13 |
872 | 0,695 |
0,120 | ||
| ТрККН-1020- 13 |
1072 | 0,855 |
0,150 | ||
| ТрККН-1220- 13 | 1272 | 1,010 | 0,175 | ||
|
ТрККН-219-14,5 | 277 | 0,275 | 0,060 | ||
| ТрККН-273-14,5 | 331 |
0,320 | 0,065 | ||
| ТрККН-325-14,5 |
383 | 0,370 |
0,080 | ||
| ТрККН-377-14,5 |
435 | 0,420 |
0,085 | ||
| ТрККН-426-14,5 | 484 | ±5 |
14,5 | 0,470 | 0,095 |
| ТрККН-530-14,5 | 587 | 0,570 |
0,120 | ||
| ТрККН-720-14,5 |
778 | 0,755 |
0,160 | ||
| ТрККН-820-14,5 | 878 | 0,850 | 0,180 | ||
| ТрККН-1020- 14,5 | 1078 |
1,050 | 0,220 | ||
|
ТрККН-1220- 14,5 | 1278 | 1,245 | 0,265 | ||
| ТрККН-325-16 | 389 |
0,480 | 0,090 | ||
| ТрККН-377-16 | 441 | 0,504 |
0,100 | ||
| ТрККН-426-16 |
490 | 0,595 |
0,115 | ||
| ТрККН-530-16 | 593 | ±6 | 16 | 0,725 | 0,140 |
| ТрККН-720-16 | 784 |
0,965 | 0,190 | ||
| ТрККН-820-16 | 884 | 1,109 |
0,215 | ||
| ТрККН-1020-16 |
1084 | 1,335 |
0,265 | ||
| ТрККН-1220-16 | 1284 | 1,585 | 0,315 | ||
|
ТрККН-325-19 ТрККН-377-19 ТрККН-426-19 ТрККН-530-19 ТрККН-720-19 ТрККН-820-19 ТрККН-1020-19 ТрККН-1220-19 ТрККН-1420-19 ТрККН-1020-22 ТрККН-1220-22 ТрККН-1420-22 |
401 453 502 605 796 896 1096 1296 1496 1108 1308 1508 | ±6 ± 6 | 19 22 | 0,660 0,760 0,785 1,020 1,355 1,520 1,870 2,215 2,535 2,295 2,971 3,115 |
0,125 0,145 0,150 0,195 0,260 0,290 0,360 0,425 0,490 0,520 0,615 0,710 |
| Шифр |
Диаметр полукольца трубореза ТрККН, мм | Толщина стенки трубы, мм | Масса, кг | ||
| номи нальный | предельное отклонение |
полу кольца трубореза |
ВВ в полукольце трубореза | ||
| ТрККН-1220-25 | 1320 |
± 10 | 25 | 3,327 |
0,635 |
| ТрККН-1420-25 | 1520 | 3,781 | 0,721 | ||
|
ТрККН-1220-30 | 1340 | ± 10 | 30 | 3,794 |
0,852 |
| ТрККН-1420-30 |
1540 | 4,374 |
0,982 | ||
Примечания. 1. Масса полукольца трубореза ТрККН допускается с предельным отклонением 5 % от указанной в таблице. 2. Масса ВВ в полукольце трубореза ТрККН дана для справки.
Инициирование ТрККН осуществляется при помощи электродетонатора мгновенного действия.
В качестве источника тока применяются переносные взрывные машинки (приборы), допущенные к применению (КПМ-1А, ВМК-500, СВМ-2 и др.).
3. Устройство и работа
Труборез ТрККН разъемный, состоит из двух полуколец, двух соединительных замков, фиксатора и держателя электродетонатора (рис. 3.18).
Полукольцо трубореза представляет собой профилированную медную трубку, заполненную взрывчатым веществом — гексогеном, уплотненным в процессе изготовления (рис. 3.19). Торцы полуколец защищены клеем БФ-4.
При подрыве трубореза образуется высокоскоростная кумулятивная струя, которая осуществляет резку.
Полиэтиленовые детали (замки, фиксатор и держатель ЭД) обеспечивают равноудаленное положение полуколец трубореза от поверхности трубы (трубчатой конструкции).
Замки служат также для соединения полуколец в кольцо при монтаже ТрККН на трубе.
Держатель имеет отверстие для установки электродетонатора.
4. Маркировка
Маркировка наносится заводом-изготовителем на все составные части трубореза.
На внешней стороне каждого полукольца черной тушью с последующим покрытием бесцветным лаком должны быть нанесены: шифр полукольца; порядковый номер; номер пар-
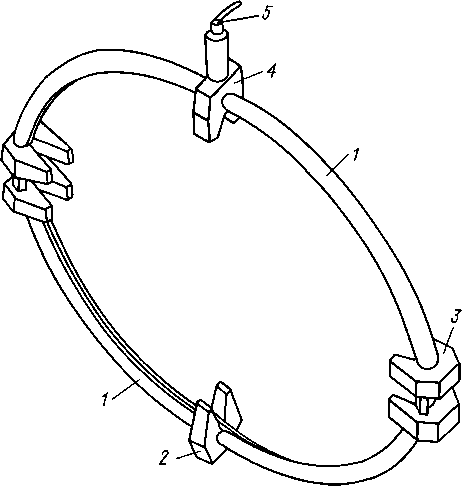
Рис. 3.18. Труборез кумулятивный кольцевой наружный (ТрККН):
1 — полукольцо; 2 — фиксатор; 3 — замок; 4 — держатель электродетонатора; 5 — электродетонатор
тии; месяц и год изготовления. Например: а.к. ТрККН-530-13.001.01.05.85.
Маркировка полиэтиленовых деталей должна содержать номер, соответствующий диаметру кумулятивного заряда, нанесенный в процессе изготовления детали.
На боковой стенке каждого ящика черной несмываемой водой краской должна быть нанесена маркировка в соответствии с требованиями ГОСТ, содержащая следующие данные: условное обозначение предприятия-изготовителя; шифр упакованного изделия; количество полуколец труборезов ТрККН в ящике; месяц и год изготовления; номер партии; номер ящика; массу нетто, кг; массу брутто, кг; разряд груза; гарантийный срок хранения; знаки опасности груза в соответствии с ГОСТ; манипуляционный знак "Не бросать"; группу назначения "Только для открытых работ".
Вместо маркировки по трафарету может быть наклеена этикетка, изготовленная типографским способом.
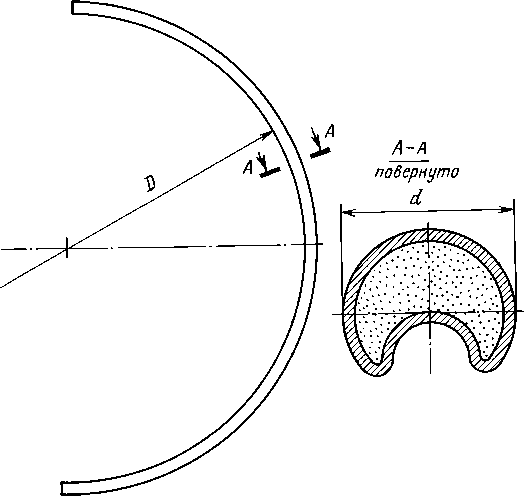
Рис. 3.19. Полукольцо трубореза ТрККН:
D - диаметр полукольца; d - диаметр кумулятивного заряда
Труборезы кумулятивные кольцевые подводные (ТрККП)
1. Назначение
Труборезы ТрККП предназначены для поперечного перерезания взрывом подводных трубопроводов диаметром от 219 до 1420 мм с толщиной стенки трубы от 8 до 20 мм [31].
Климатическое выполнение труборезов ТрККП - V, категория размещения - I по ГОСТ 15150-69.
Область применения труборезов ТрККП - резка магистральных нефтепроводов, расположенных под водой на глубине до 50 м, освобожденных от нефти и промытых водой.
2. Технические данные и состав
В состав ТрККП входят части, приведенные в табл. 3.46.
Например, составные части трубореза ТрККП для трубопровода диаметром 1020 мм с толщиной стенки 14 мм будут следующего типа: ТрККП-1020-14-1, ТрККП-1020-14-2, ЗРС, Ф.
| Наименование |
Обозначение | Тип |
Количество |
|
Полукольцо труборе- | ЭП 81-06-00-000 | ТрККП-0-5-1 |
1 |
| То же | ЭП 81-06-00-000 | ТрККП-0-5-2 |
1 |
| Защелка |
ЭП 81-06-00-002 | ЗРС |
2 |
| Фиксатор |
ЭП 81-06-00-001 | Ф | 2 |
Таблица 3.47
Состав средств инициирования
| Наименование | Тип | Количество |
|
Электродетонатор | ЭДС (ГОСТ 9089-75) | 1 |
|
Детонирующий шнур | ДШЭ |
По проекту |
Примечания. 1. При отсутствии электродетонатора ЭДС разрешается применение электродетонаторов других типов, обеспечивающих надежное инициирование в воде на глубине до 50 м после выдержки в течение 1 ч. 2. По глубине до 10 м вместо ДШэ разрешается применение ДШ-В (ГОСТ 6196-68).
Инициирование ТрККП осуществляется при помощи электродетонатора (ЭД) и магистрального детонирующего шнура (ДТП) (табл. 3.47).
Общий вид ТрККП со средствами инициирования приведен на рис. 3.20.
Средства инициирования в комплект поставки ТрККП не входят. Состав средств инициирования, указанный выше, распространяется на все типы ТрККП.
Типы и основные параметры ТрККП приведены в табл. 3.48.
3. Устройство и работа
В состав ТрККП входят два полукольца, две защелки и два фиксатора.
Полукольцо ТрККП состоит из полукольца удлиненного кумулятивного заряда (УКЗ), закрепленного на нем узла инициирования и защитной оболочки из пенополистирола, получаемого вспениванием полистирола марки ПСБ или ПСБ-С.
Защитная оболочка создает условия для формирования кумулятивной струи.
Узел инициирования состоит из промежуточного детонатора (литой заряд из сплава ТГ в металлическом корпусе) и отрезка детонирующего шнура длиной 1-2 м, один конец которого залит в промежуточном детонаторе.
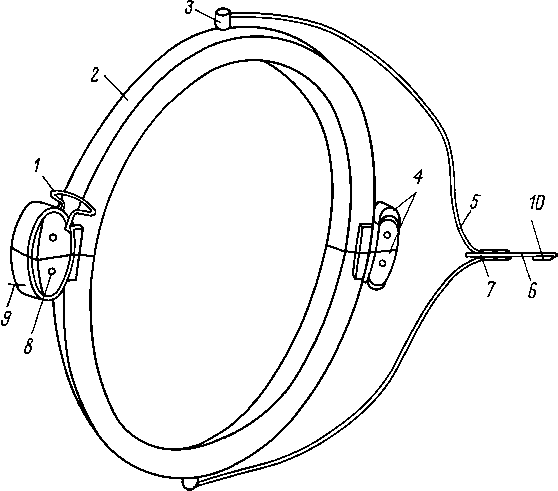
Рис. 3.20. Общий вид трубореза кумулятивного кольцевого подводного (ТрККП):
1 — защелка; 2 — защитная оболочка; 3 — промежуточный детонатор; 4 — утяжеляющие грузы; 5 — ДШ узла инициирования; 6 — магистральный ДШ; 7 — изолента; 8 — болт; 9 — фиксатор; 10 — ЭД
Таблица 3.48
Типы и основные параметры труборезов ТрККП
| Тип трубореза подводного ТрККП | Диа метр УКЗ, мм | Габаритные размеры трубореза, мм | Масса ВВ в УКЗ, кг | Масса ВВ в промежуточном детонаторе, кг | Масса трубо реза |
Масса утяжеляющего груза |
|
| диа метр |
тол щина | ||||||
|
ТрККП-219— 10 | 14,5 |
445 | 50 | 0,108±0,002 | 0,03±0,002 | 0,955 |
2,9 |
| ТрККП-273—10 |
14,5 | 473 | 50 | 0,130±0,004 | 0,03±0,002 |
1,156 | 3,1 |
|
ТрККП-325—10 | 14,5 |
525 | 50 | 0,152±0,005 | 0,03±0,002 | 1,340 |
3,5 |
| ТрККП-377—10 |
14,5 | 603 | 50 | 0,176±0,006 | 0,03±0,002 |
1,550 | 3,9 |
|
ТрККП-426—10 | 14,5 |
626 | 50 | 0,194±0,007 | 0,03±0,002 | 1,720 |
4,3 |
| ТрККП-529—10 |
14,5 | 755 | 50 | 0,236±0,008 | 0,03±0,002 |
2,085 | 4,7 |
|
ТрККП-720—10 | 14,5 |
946 | 50 | 0,316±0,009 | 0,03±0,002 | 2,800 |
5,8 |
| ТрККП-820—10 |
14,5 | 1040 | 50 | 0,356±0,01 | 0,03±0,002 |
3,140 | 6,9 |
|
ТрККП-219—14 | 19 |
445 | 50 | 0,160±0,007 | 0,06±0,005 | 1,260 |
2,4 |
| ТрККП-273—14 |
19 | 473 | 50 |
0,200±0,008 | 0,06±0,005 |
1,580 | 2,6 |
| Тип трубореза подводного ТрККП |
ДИа метр УКЗ, мм | Габаритные размеры трубореза, мм | Масса ВВ в УКЗ, кг | Масса ВВ в промежуточном детонаторе, кг | Масса трубо реза |
Масса утяжеляющего груза |
|
| диа метр |
тол щина | ||||||
| ТрККП-325- 14 | 19 | 525 |
50 | 0,240±0,009 |
0,06±0,005 | 1,690 | 3,0 |
| ТрККП-377- 14 | 19 | 603 | 50 |
0,260±0,01 | 0,06±0,005 |
1,800 | 3,4 |
|
ТрККП-426- 14 | 19 | 626 | 50 | 0,300±0,012 |
0,06±0,005 | 2,500 | 3,8 |
| ТрККП-529- 14 | 19 | 755 | 50 |
0,350±0,015 | 0,06±0,005 |
2,960 | 4,4 |
|
ТрККП-720- 14 | 19 | 946 | 50 | 0,460±0,02 |
0,06±0,005 | 3,700 | 5,5 |
| ТрККП-820- 14 | 19 | 1040 | 50 |
0,520±0,02 | 0,06±0,005 |
4,140 | 6,3 |
|
ТрККП-1020-14 | 19 |
1240 | 50 | 0,640±0,02 | 0,06±0,005 | 4,520 |
7,4 |
| ТоККП-1220- 14 |
19 | 1440 | 50 |
0,760±0,02 | 0,06±0,005 |
4,540 | 8,7 |
|
ТрККП-1020-18 | 25 |
1260 | 70 | 1,160±0,025 | 0,1±0,01 | 6,120 |
9,3 |
| ТоККП-1220- 18 |
25 | 1460 | 70 |
1,560±0,025 | 0,1±0,01 |
7,200 | 10,9 |
|
ТрККП-1020-20 | 30 |
1260 | 70 | 1,840±0,03 | 0,16±0,01 | 8,200 |
11,5 |
| ТрККП-1220-20 |
30 | 1460 | 70 |
2,160±0,03 | 0,16±0,01 |
9,620 | 13,5 |
|
ТрККП-1420-20 | 30 |
1660 | 70 | 2,520±0,03 | 0,16±0,01 | 11,220 |
16,5 |
При подрыве ТрККП образуется высокоскоростная кумулятивная струя, которая осуществляет резку.
Защелка представляет собой резиновое кольцо с ручкой и служит для соединения полуколец ТрККП между собой при монтаже трубореза на трубопроводе.
Фиксатор предохраняет защелку от выпадания при монтаже ТрККП.
Для обеспечения средней плотности ТрККП, равной 1,3, предусмотрены утяжеляющие грузы из листовой стали. Масса грузов выбирается в соответствии с табл. 3.48.
Шнуровые кумулятивные заряды (ШКЗ) [33]
1. Назначение
Шнуровые кумулятивные заряды предназначены для резки на открытом воздухе трубопроводов, крупногабаритных сооружений (резервуары, доменные печи, химические реакторы, корпуса кораблей и т.п.) и других металлоконструкций с толщиной стенки до 25 мм включительно.
Климатическое исполнение ШКЗ категории I по ГОСТ 15150-69. Температурный интервал эксплуатации ШКЗ - от минус до плюс 70 °С.
Область применения ШКЗ - резка стальных резервуаров, очищенных от остатков нефти, нефтепродуктов, парогазовых смесей нефти и нефтепродуктов с воздухом, включая резку магистральных трубопроводов, отходящих и подводящих линий. Трубопроводы должны быть очищены от остатков нефти, парогазовых смесей нефти с воздухом или заполнены водой.
2. Технические данные и состав
Основные параметры и размеры ШКЗ приведены в табл. 3.49 и на рис. 3.21.
Подрыв ШКЗ осуществляется электродетонатором с помощью держателя детонатора. Схема инициирования ШКЗ изображена на рис. 3.22. Состав электрической части приведен в табл. 3.50.
Указанные составные части не входят в комплект поставки ШКЗ. Состав электрической части, приведенный в табл. 3.50, распространяется на все типы ШКЗ.
3. Устройство и работа
Исполнительным элементом изделия является шнуровой кумулятивный заряд, энергия взрыва которого, образуя кумулятивную струю, перерезает преграду. Заряд выпускается в виде бухт длиной от 1 до 50 м.
При необходимости получить заряд меньшей длины от бухты может быть отрезан ножом (из цветного металла) отрезок нужной длины.
Таблица 3.49
Основные параметры и размеры ШКЗ
| Показатели | ШКЗ-1 | ШКЗ-2 | ШКЗ-3 |
ШКЗ-4 | ШКЗ-5 |
ШКЗ-6 |
| Диаметр D, мм | 8,0±1,5 | 12,0±1,5 |
15,5±1,5 | 19,5±2,0 |
20,0±2,0 | 29,0±2,5 |
|
Высота Н, мм | 8,0±1,5 |
12,0±1,5 | 15,5±1,5 |
19,5±2,0 | 24,0±2,0 |
29,0±2,5 |
| Глубина выемки h, мм | 5,0±1,5 | 8,0±1,5 | 10,0±1,5 | 13,0±2,0 |
16,0±2,0 | 19,0±2,5 |
|
Толщина гибкой металлизированной ленты S, мм | 0,4+0,6 |
0,6+0,8 | 0,8+1,0 | 1,0+1,2 | 1,1+1,4 | 1,3+1,6 |
| Длина, м | 1+50 |
1+50 | 1+50 | 1+20 |
1+20 | 1+20 |
|
Масса 1 м ШКЗ без облицовки, г |
60±1 5 | 1 00±20 | 1 80±20 | 270±25 | 440±30 |
590±35 |
| Масса 1 м ШКЗ с облицовкой, г | 95±20 |
1 80±25 | 280±25 | 41 0±30 | 670±35 | 900±40 |
| Толщина перерезаемой преграды, мм (не более) | 4 | 7 | 11 | 15 | 19 | 25 |
| Минимальный радиус перегиба, мм | 5 |
10 | 15 | 15 |
20 | 25 |
Примечание. При резке трубопроводов, заполненных водой, толщина перерезаемой преграды уменьшается на 15 %.
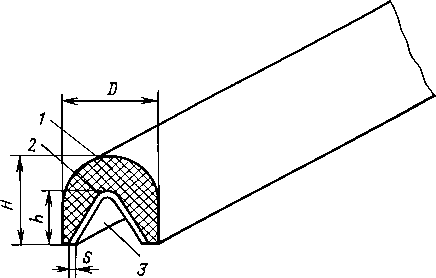
Рис. 3.21. Шнуровой кумулятивный заряд:
1 — взрывчатое вещество; 2 — клеевая прослойка; 3 — гибкая металлизированная лента
Для получения заряда большей длины отдельные отрезки или бухты соединяют встык с помощью накладки. Соединительная накладка представляет собой резинотканевую пластину толщиной 2 мм, длиной 100 мм (пластина, лист, ТМКШ-С, 2x250x500 — 9,9, ГОСТ 7338 — 77). Ширина пластины зависит от марки ШКЗ. Накладка устанавливается по наружной поверхности соединяемых отрезков ШКЗ (рис. 3.23).
Марка ШКЗ.......................... ШКЗ-1 ШКЗ-2 ШКЗ-3 ШКЗ-4 ШКЗ-5 ШКЗ-6
Ширина пластины, мм..........25 30 40 50 65 80
Крепление соединяемых ШКЗ с накладкой производится при помощи изоляционной ленты.
Шнуровой кумулятивный заряд снаряжен ВВ по ТУ 84.520-294 — 79.
Кумулятивная выемка ШКЗ облицована эластичной металлизированной лентой (ТУ 84.520-304 — 79), которая и образует кумулятивную струю в результате взрыва заряда.
Таблица 3.50
Состав электрической части ШКЗ
| Наименование | Тип | Количество, шт. |
|
Электродетонатор Магистральные провода Машинка конденсаторная подрывная | ЭД-8, ГОСТ 9089 — 75 ВП-1х8, ГОСТ 6285 — 74 КМП-1А, ГОСТ 5462 — 72 (ВМК-1/100, ВМК-1/35) | 1 В зависимости от радиуса опасной зоны 1 |
ШКЗ обладают достаточной гибкостью и эластичностью, не требуют специальных приспособлений при резке и укладке. Работоспособность ШКЗ сохраняется в условиях контакта с водой и нефтепродуктами в течение 30 сут.
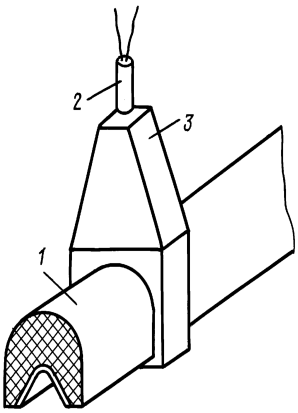
Рис. 3.23. Соединение отдельных отрезков ШКЗ:
1 — шнуровой кумулятивный заряд;
2 — соединительная накладка
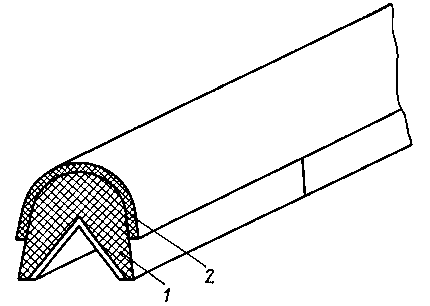
Рис. 3.22. Схема инициирования ШКЗ:
1 — шнуровой кумулятивный заряд;
2 — электродетонатор; 3 — держатель элекродетонатора
ШКЗ устанавливаются на поверхность перерезаемой преграды вплотную. Допускается зазор между ШКЗ и преградой до 0,5 диаметра ШКЗ.
На наружной поверхности ШКЗ металлических деталей не имеется, поэтому ШКЗ при подрыве не дает осколков.
Соединение электродетонатора с ШКЗ производится при помощи держателя детонатора, изготовленного из полиэтилена высокого давления.
aAealAaugoa ёОаёр! (pO^^OёёёQёNёQ ё аЛаО^ёа срЛё10^ёЁё Л^1ааёёёёааё^^ёЁё ёёаёо!ай
